ASM Metals HandBook Vol. 8 - Mechanical Testing and Evaluation
Подождите немного. Документ загружается.

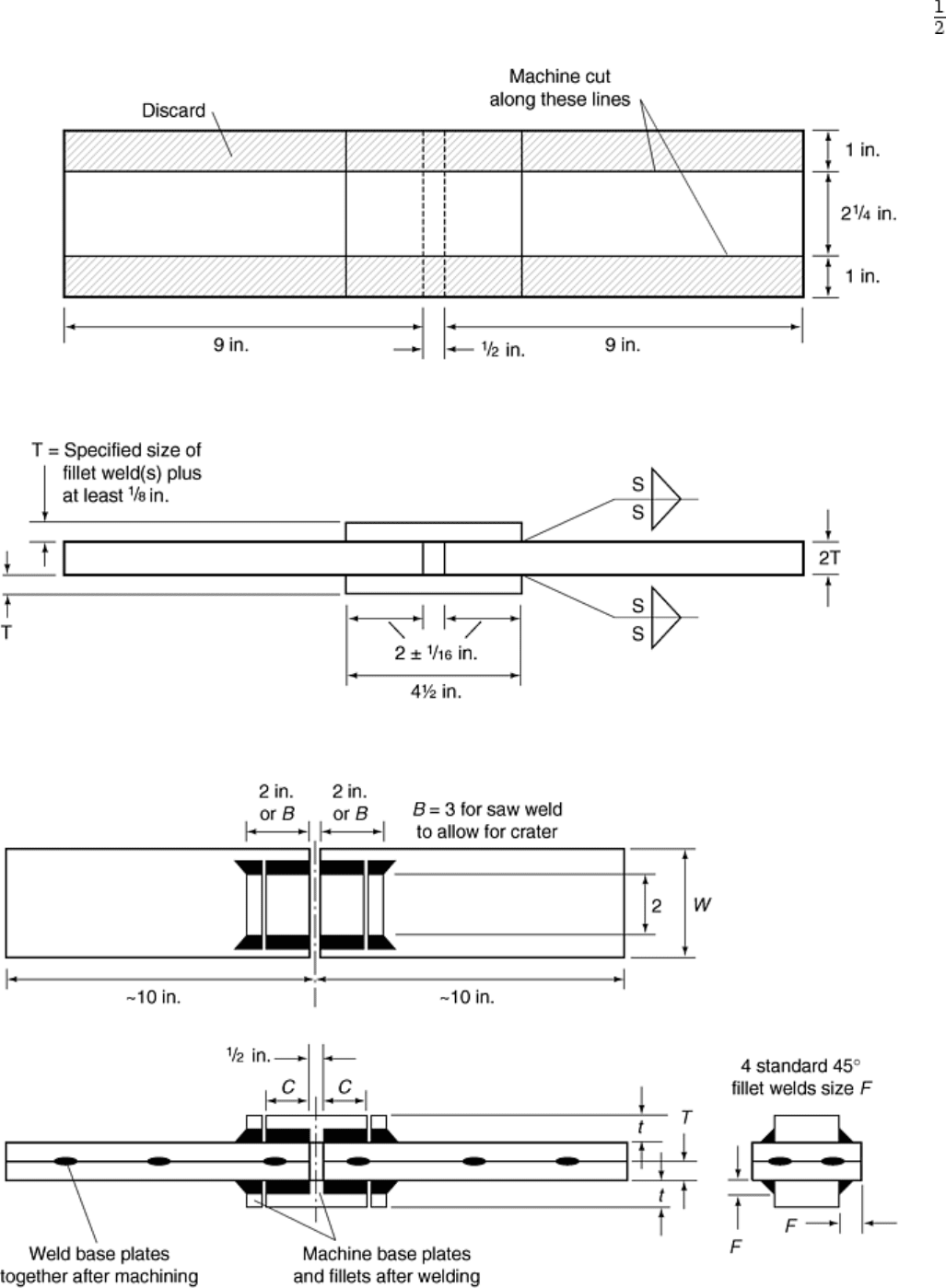
lapped shear plates that are tack welded back to back, as shown in Fig. 2. These geometries are chosen to avoid
rotation during loading. The longitudinal specimen requires machining of grooves after the fillet welds are
made. The base plate is cut under the center of the lapped plate. The lapped plate is cut near each end so that
each length of weld connecting the base plate to the lapped plate across the gap in the base plate is 38 mm (1
in.).
Fig. 1 Transverse fillet weld shear test specimen. Source: Ref 9
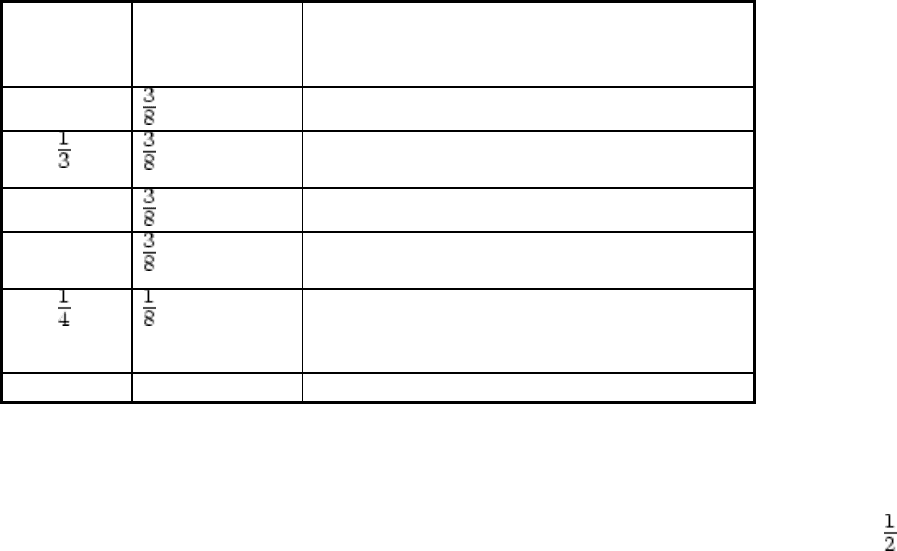
Fig. 2 Longitudinal fillet weld shear test specimen. Source: Ref 8
Fillet-weld strength tests are sensitive to surface contour of the welds and to the condition of the weld root.
Excessive gaps between the lapped plates should be avoided, because these tend to magnify stresses at the weld
root. The specimens are also sensitive to underbead cracking and undercut.
Fillet size is most accurately measured after failure in the test. The stress is calculated based on assuming
uniform stress across the entire weld throat.
Bending Strength and Ductility
Bend tests are commonly used to evaluate the acceptability of weld procedures for providing sound welds (Ref
10). They allow rapid determination of strength and ductility on a specimen substantially simpler than the
standard tensile specimen. Bend tests tend to provide vivid demonstrations of difference between welds with
surface or near-surface flaws and welds without flaws adjacent to the convex surface of the bend. Bend tests are
further described in the article “Bend Testing” in this Volume.
Bending ductility can be calculated by determining the radius of the outer surface of the bend specimen at the
completion of the test. This ductility is usually smaller than that measured in a uniaxial tensile test. The bend
ductility is localized at the outer surface of the specimen, and the constraint is more severe because of the shear
stresses generated through the thickness of the bend specimen.
The thickness of the specimens and the size of the plunger or mandrel determine the outer surface ductility
requirement. Table 1 provides a summary of the radii of plungers or mandrels and the maximum test specimen
thicknesses for several groups of materials as required by the American Society of Mechanical Engineers
(ASME) Boiler and Pressure Vessel Code (Ref 11).
Table 1 Bend test geometry for testing based on material thickness and material type
Radius of
plunger or
mandrel
Maximum test
thickness
Materials
2t
in.
With >20% elongation
(3 + )t
in.
Alloy steels with <20% elongation
High strength Al alloys
4t
in.
Ti or Ti alloy with strength <65 ksi
5t
in.
Ti or Ti alloy with strength ≥65 ksi
Zr or Zr alloy
(8 + )t in.
4000 series Al alloy
Al alloy welded with 4000 series electrodes
Cu base alloys with Al and <20% elongation
(a)
(a)
Other alloys with <20% elongation
t, material thickness.
(a) Radius of plunger or mandrel and maximum test thickness chosen to achieve the required minimum
elongation from a base metal tensile test at the outer fiber of the convex surface of the bent specimen
Increasing specimen width can increase the constraint and reduce the likelihood of achieving the required bend
test radius without cracking. Face bends for welds in plates of greater than 38 mm (1 in.) thickness may
require multiple specimens.
Root, Side, and Face Bends. The primary geometries for bend test specimens place the butt weld so that the
bending stress is transverse to the weld axis. Different areas of the welds reach the highest bending stress in
transverse root bends, transverse face bends, and transverse side bends. Root bends put the weld-root side of the
tested butt weld on the convex side of the bend specimen. Face bends put the weld-cap side of the tested butt
weld on the convex side of the bend specimen. Side bends put a cross section of the weld on the convex side of
the bend specimen.
Longitudinal bend tests may sometimes be used to replace transverse tests, particularly when the strengths of
the regions within the specimen differ greatly. However, longitudinal side bends are not possible since the weld
cross section does not include the longitudinal direction. Longitudinal root bends, with the convex side of the
bent specimen on the weld-root side, and longitudinal face bends, with the convex side of the bent specimen on
the weld-cap side, can both be made and tested.
Longitudinal tests are less likely than transverse tests to fail from flaws that are long in the same direction as the
weld.
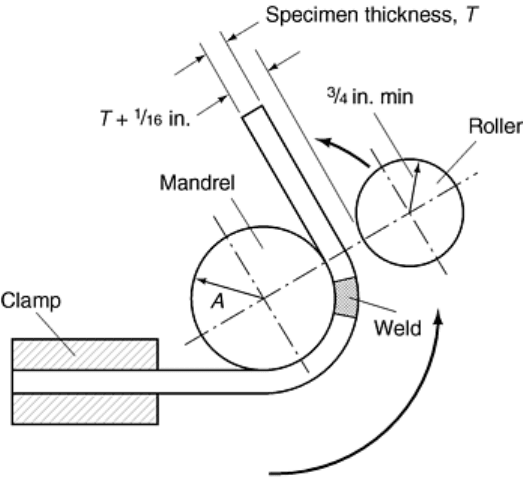
Wrap-Around Bend Testing. While the plunger-type bend fixtures are by far the most widely used for guided
bend testing, some circumstances require a fixture that creates a different distribution of strain. The most
common is a wrap-around testing fixture. Both the plunger type and the wrap-around type force the material
into a specified radius. However, the wrap-around fixture moves the points of bending load application around
a mandrel rather than using a fixed location for the central force, as shown in Fig. 3.
Fig. 3 Wrap-around bend testing. Source: Ref 9
The wrap-around fixture is most commonly used for welds that have significant mismatch between base metal
strengths, between base metal and weld metal strengths, or where the HAZ strength differs greatly from the
weld or base metal. If such welds are tested in a plunger-type fixture, the strain can be concentrated into the
lower-strength material, leaving a sharper bend in that material and much less bending in the higher-strength
material. The wrap-around fixture forces a more uniform strain into the materials because the loading point in
the center of the specimen moves across the weld.
Wrap-around test fixtures are commonly used for aluminum alloys where the strength of the weld metal and
HAZ may be chosen to be lower than the base metal. For instance, 6061-T6 aluminum base metal that is
welded with 4043 electrodes has a minimum yield strength of 240 MPa (35 ksi) in the base metal but only 100
MPa (15 ksi) for cross-weld tensile specimens (Ref 12). Wrap-around testing can limit the localization of the
strain at the weld.
Hardness
Hardness testing of welded joints is widely used as a rapid measurement of mechanical properties across the
varying microstructures of the welded region. It allows local regions and individual microstructures to be
compared for strength, because strength is correlated to hardness. A further discussion of hardness testing can
be found in the Section “Hardness Testing” in this Volume.
Hardness has been primarily related to the tensile strength rather than to the yield strength or the ductility.
Standard conversion charts are available for conversion of one hardness measurement to another and from
hardness to tensile strength measurement. Such converted information should be used with caution, because the
variation of weld microstructure may cause the average hardness to correspond to values that cannot be
obtained in larger scale specimens.
Macrohardness testing of welds requires preparation of a small region of the surface. The major techniques are
Brinell testing, which uses a spherical indenter, and Rockwell testing, which uses a diamond penetrator or a
sphere. The Brinell indentation is typically 2 to 6 mm in diameter while the Rockwell indentation is much
smaller but still is visible, unaided. Rockwell methods use several different loads for different hardness scales,
so it is possible for a weld to require different hardness scales for different regions.
Macrohardness testing results can be limited by the microstructural gradients around the welds. A result of 240
HB may represent a hardness for one uniform microstructure or an average over the regions deformed by the
indenter. Welds and HAZs often have gradients of microstructure and chemistry that can cause variations in
hardness across the indentation. Interpretation of the hardness from the impression may be made more difficult
if there is a large gradient in the hardness of the material under the indenter. This can result in noncircular
Brinell impressions and Rockwell tests with the deepest point not under the deepest point of the indenter.
Microindentation hardness testing using an indenter requires an even smaller region of the surface to be used
than macrohardness testing, but the surface preparation requirements are more stringent. Thus the Knoop and
Vickers microindentation hardness tests are primarily applied to ground and polished cross sections or to
ground, polished, and etched cross sections. Microindentation hardness traverses are often used to determine
the variation of hardness within the weld, across the fusion line, and across the HAZ.
Impact Toughness
Several methods are available for measuring the material resistance to starting and growing cracks that can be
applied to welded joints. This section discusses test methods that cause a crack to grow from a notch under the
rapid load of an impact. Methods that use sharp crack tips and thus can apply the loading more slowly are
discussed in the next section on fracture toughness.
Charpy. The Charpy V-notch impact test is the most common measurement method for fracture toughness of
welded joints. Specifications for the test are given in ASTM E 23 (Ref 13) and AWS B4.0. The test uses a
pendulum hammer to rapidly fracture a notched bar with dimensions of 55 mm by 10 mm by 10 mm (2.165 in.
by 0.394 in. by 0.394 in.).
Several measures of toughness can be obtained from a Charpy test. Absorbed energy, measured in ft · lbf or
joules, is the most commonly reported, but the percent shear fracture and the lateral expansion in inches or
millimeters are also sometimes reported. Greater toughness material will have higher values of each of these
three parameters. Occasionally, percent fibrous fracture, which is 100% minus the percent shear fracture, is
reported.
Many metals, including carbon and alloy steels, have toughnesses that vary strongly with temperature. So tests
on welded joints are often conducted at several temperatures, and the absorbed energy or other parameter is
plotted as a function of temperature. Material specifications and weld qualifications that include Charpy V-
notch testing normally require a minimum absorbed energy at a particular temperature. In this case, testing is
routinely conducted only at the temperature of interest.
The choice of minimum absorbed energy and test temperature are often varied between standards or within a
standard, based on service conditions. For instance, welded joints on bridges to be used in cold climates are
qualified to lower temperatures than those used in warm climates.
The absorbed energy in a Charpy V-notch test includes both the energy to start the crack from the 0.25 mm
(0.010 in.) radius notch and the energy to propagate the crack across the Charpy specimen. For many cases,
including constructional steels, these two parts are of comparable magnitude. In fact, the popularity of the
Charpy V-notch test was originally based on its ability to predict both crack initiation and crack arrest in ship
steel plates. This means that both the metal microstructure at the notch tip and through the specimen thickness
contribute to the reported toughness. For welded joints with heterogeneous microstructures, the position of the
notch tip will be important in determining the measured absorbed energy. The absorbed energy, however, will
also depend on the microstructures through which the fracture passes.
The dependence of Charpy impact test results on microstructure for many metals causes weld joints with
heterogeneous microstructures to have a range of Charpy values depending on specimen orientation in the weld
and notch position. Often weld centerline values are reported or compared with standards. Sometimes the HAZ
is tested at a particular location, such as 1 mm from the fusion line. These tests cannot determine a toughness
appropriate to all microstructures in the weld or HAZ. Additional tests of a greater variety of specimens may
reveal zones of lower toughness, such as unrefined columnar weld metal or coarse-grained HAZ, or zones or
higher toughness, such as reheated weld metal or fine-grained HAZ.
Subsize Charpy specimens are sometimes taken from thin material or areas where the geometry prevents a full-
size specimen. Only one dimension is reduced, the distance from the notched face to the unnotched surface
opposite. Reductions of this dimension can be from 10 mm (0.394 in.) to 7.5 mm (0.296 in.), called three-
quarter size; to 5 mm (0.197 in.), called half-size; and to 2.5 mm (0.099 in.), called quarter-size. These are the
most common reductions. Reduced thickness Charpy tests can be used to test the toughness of the root or cap
regions of fillet welds.
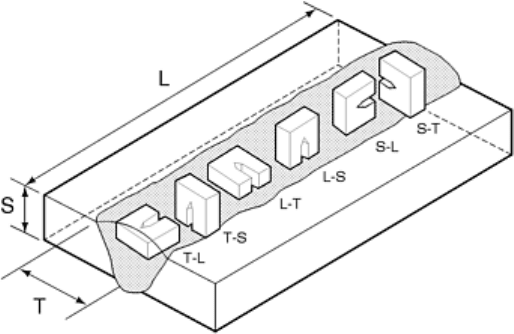
Charpy toughness test specimens can be taken from welded joints in several orientations. These orientations can
be given two-letter designations to show the orientation. The first letter is the direction normal to the crack
plane (the long direction of the Charpy specimen), while the second letter is the direction in which the crack
will propagate. The letter designations are L, longitudinal direction; T, long transverse direction (the weld width
direction); and S, short transverse direction (the through thickness direction). The letter designations are shown
for compact tension specimens in Fig. 4. Care should be taken that the orientation letters describe the weld area,
because different combinations of these letters may apply to the same orientation of specimen in base metal.
For instance, in a girth weld in a pipe, the long direction of the weld is the hoop direction of the pipe, not the
longitudinal or axial direction of the pipe.
Fig. 4 Orientations of toughness specimens in relation to welds. L, longitudinal direction; T, long
transverse direction (weld width direction); S, short transverse direction (weld thickness direction). In
the two-letter code for specimen designation, the first letter designates the direction normal to the crack
plane, and the second letter designates the expected direction of the crack plane. Source: Ref 9
Nil-Ductility Temperature. Drop weight tests use a notched weld bead as the starting point for a crack. The test
determines the ability of the base metal to arrest the crack running from an overlay of brittle weld metal. The
test results do not describe the properties of the overlay weld metal, so the overlay weld metal is standardized.
A brittle hard-facing alloy with good surface adhesion is used as the crack starter.
ASTM E 208 describes the test procedure (Ref 14). A standard weight is dropped onto test specimens at
different temperatures. The lowest temperature without full-section fracture is determined as the nil-ductility
temperature (NDT).
Weld metal can be tested for crack arrest by placing the notched weld overlay across a machined butt weld of
the weld metal of interest. The notch is typically placed so its long direction is above the longitudinal direction
of the butt weld.
Fracture Toughness
Fracture toughness testing of welded joints introduces several complications to standard fracture toughness
measurement as described in the Section “Impact Toughness Testing and Fracture Mechanics” in this Volume.
The weld and adjacent HAZ will have heterogeneous microstructures that can have widely varying strength and
toughness. In addition, welding residual stresses may be retained.
Fracture initiation testing, using slow loading and a crack tip sharpened by precracking, allows determination of
only the crack initiation portion of the fracture toughness. Charpy testing determines a combination of crack
initiation and arrest properties. Fracture initiation testing of welded joints thus is even more sensitive to the
local microstructure around the tip of the precrack than Charpy tests are to the microstructure at the notch.
Weld heterogeneity also causes welds to be particularly sensitive to the rules for data interpretation for fracture
initiation tests. Fatigue precracks are less likely to be straight in a heterogeneous material. Tests may have
multiple events of crack initiation and arrest in local areas (“pop-ins”). Varying strengths may cause validity
criteria based on yield strength and specimen size to give ambiguous results. Each of these issues must be
accounted for in a test protocol appropriate to welds.
Fracture toughness specimens can be taken from welded joints in several orientations. These orientations can be
given two-letter designations to show the orientation. The first letter is the direction normal to the crack plane,
while the second letter is the direction in which the crack will propagate. The letter choices are L, longitudinal
direction; T, long transverse direction (the weld width direction); and S, short transverse direction (the through
thickness direction). The letter designations are shown for compact tension specimens in Fig. 4, but the same
designations can be used for other shapes of test specimen. Care should be taken that the orientation letters
describe the weld area, because different combinations of these letters may apply to the same orientation of
specimen in base metal. For instance, in a girth weld in a pipe, the long direction of the weld is the hoop
direction of the pipe, not the longitudinal or axial direction of the pipe.
Fracture toughness testing to measure the fracture resistance of weld HAZs presents particular problems,
because several different microstructures can cluster within the HAZ, based on the different histories of heating
from the welding in different locations. A fracture toughness measured from the HAZ is likely to be affected
both by the properties of the several HAZ microstructures that the crack tip passes through and by the
properties of the adjacent weld metal and base material.
Fracture initiation toughness is measured most commonly using the stress intensity factor, K; the J-integral, J;
or the crack tip opening displacement (CTOD). All of these are regularly applied to welded joints. CTOD
measurements are somewhat more commonly specified in welded regions than in base metal, because the test
was originally developed for welded joints. Conversions between K, J, and CTOD are routinely performed but
should be noted, because the correlations have limited precision.
Test Modifications for Welds. Fracture toughness testing of welds may require precise positioning of the notch
to test the microstructure of interest. Testing of welds may also require modification of the test specimen. Two
methods of modification, local compression and gull-winging (Ref 15), are described in the following section.
Local compression counteracts the effects of welding residual stress. Gull-winging allows a curved piece with a
weld to be tested as a full-thickness specimen.
Local Compression. The sharp crack tip needed for a fracture toughness test to determine initiation toughness is
commonly provided by fatigue precracking at low levels of stress. In welds, fatigue precracking may produce a
crack front that is not straight across the specimen. This is particularly likely when the specimen is thick and
was removed from a weld with as-welded residual stresses. The crack tip of the fatigue precrack can deviate
from the average straight line so much that the fracture toughness test results are invalidated because the crack
depth is poorly described by a single average value.
Determining valid or invalid precracks is part of the standard to which the testing is done, such as ASTM E
1290 for CTOD testing (Ref 16) or ASTM E 1737 for J-integral testing (Ref 17).
A local compression treatment can be applied before precracking to avoid excessive deviation of the precrack
from a straight line. Compression is applied in circular regions around the points where the notch tip reaches
the surface, as shown in Fig. 5. Local compression can be applied to the most common fracture test specimen
shapes, including compact tension specimens and single-edge notched bend bars.
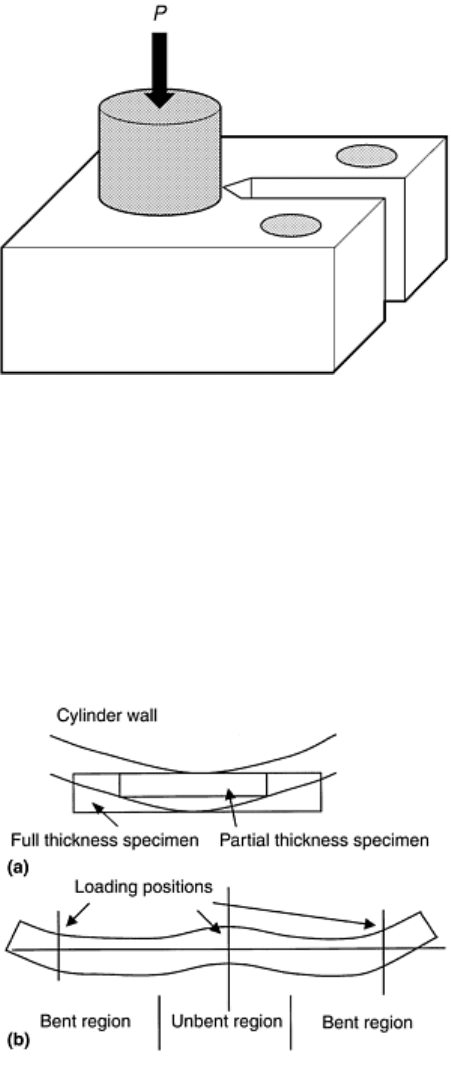
Fig. 5 Local compression of fracture specimens before fatigue precracking, P, load. Source: Ref 15
Gull-Winging. Some geometries of weld may be difficult to test for fracture toughness because the shape of the
base metal around the weld limits the thickness or area of any standard geometry specimen, such as a compact
tension specimen or a three-point bend bar. Welds in curved shapes, such as spheres and cylinders, can be
particularly difficult.
As shown in Fig. 6(a), a flat specimen taken for fracture toughness testing from a curved part may be limited in
dimension by both the inside surface and the outside surface of the curved part. This could force the use of
small specimens preferentially determining the toughness near the inside or concave surface of the weld. Gull-
winging is a mechanical bending process that allows the full thickness of the curved part to be used for fracture
testing.
Fig. 6 Gull-winging of single-edge notched-bar weld fracture toughness specimen. (a) Small scale of
specimen that can be obtained from a longitudinal weld in a cylinder compared to full thickness. (b)
Gull-winged specimen at full cylinder thickness ready to be loaded. Source: Ref 15
Full-thickness transverse tests using a modified three-point bend bar geometry may be used f or geometries
where the weld is straight but the curvature is transverse to the weld by gull-winging. The gull wings are
introduced by plastically bending the base material away from the weld. These bends must allow the three
locations of loading to be the same as if the specimen were flat, as shown in Fig. 6(b). During gull-winging, the
area adjacent to the weld must be supported to prevent plastic deformation of the weld or the area directly
adjacent to it.
Gull-winged specimens should have limited deviation from the flat centerline of the equivalent flat specimen.
Greater deviation may allow plastic deformation during testing at the point of greatest deviation.
References cited in this section

5. “Standard Test Method for Young's Modulus, Tangent Modulus, and Chord Modulus,” E 111, Annual
Book of ASTM Standards, Vol 3.01, ASTM, 1999
6. “Standard Methods of Tension Testing of Metallic Materials,” E 8, Annual Book of ASTM Standards,
Vol 3.01, ASTM, 1999
7. “Standard Methods of Tension Testing Wrought and Cast Aluminum, and Magnesium Alloy Products,”
B 557, Annual Book of ASTM Standards, Vol 3.01, ASTM, 1999
8. B4 Committee on Mechanical Testing of Welds, Mechanical Testing of Welds, Part 1: Summary of
Tension Testing of Welds, Weld. J., Jan 1981, p 33–37
9. “Standard Methods for Mechanical Testing of Welds,” ANSI/AWS B4.0-98, American National
Standards Institute/American Welding Society, Miami, 1998
10. B4 Committee on Mechanical Testing of Welds, Mechanical Testing of Welds, Part 2: Bend Testing of
Welds. A Summary, Weld. J., Feb 1981, p 34–37
11. ASME Boiler and Pressure Vessel Code, Section IX, American Society of Mechanical Engineers
12. Aluminum Design Manual, The Aluminum Association, 1994
13. “Standard Test Methods for Notched Bar Impact Testing of Metallic Materials,” E 23, Annual Book of
ASTM Standards, Vol 3.01, ASTM
14. “Standard Method for Conducting Drop-Weight Test to Determine Nil-Ductility Transition Temperature
of Ferritic Steels,” E 208, Annual Book of ASTM Standards, Vol 3.01, ASTM
15. M.G. Dawes, H.G. Pisarski, and S. J. Squirrell, Fracture Mechanics Tests on Welded Joints, Nonlinear
Fracture Mechanics Vol II: Elastic-Plastic Fracture, STP 995, J.D. Landes, A. Saxena, and J.G.
Merkle, Ed., ASTM, 1989, p 191–213
16. “Standard Test Method for Crack-Tip Opening Displacement (CTOD) Fracture Toughness
Measurement,” E 1290, Annual Book of ASTM Standards, Vol 3.01, ASTM
17. “Standard Test Method for J-Integral Characterization of Fracture Toughness,” E 1737, Annual Book of
ASTM Standards, Vol 3.01, ASTM
Mechanical Testing of Welded Joints
William Mohr, Edison Welding Institute
Residual Stress Measurement
Residual stress measurement on welded joints must take account of the characteristics of the welded joint.
Welds usually have gradients of residual stress through the weld area and have these residual stress gradients in
the same regions as gradients in microstructure. These features may limit the amount of information that can be
obtained from some techniques. Some residual stress measurement techniques, for instance, work by comparing
the distances between atoms in the crystal structure from an unstressed area to the stressed area of interest. If no
unstressed area is available with the same crystal structure as the weld, the zero stress level for that weld region
would be uncertain.
Two general types of measurements for residual stress in welds are most common: locally destructive
techniques and nondestructive techniques. The locally destructive techniques include hole drilling, chip
machining, groove machining, and block sectioning. These measure changes in strain as a new surface is
created and determine residual stresses most sensitively around the area where the machining took place. The
nondestructive techniques measure the local strain of the material by inputting a physical change, receiving a
signal based upon that change and the residual stress, and then decoding the part of the signal induced by the
residual stress. These techniques include x-ray diffraction, neutron diffraction, Barkhausen noise analysis, and
ultrasonic propagation analysis.
Both groups of techniques do not measure stress directly. Both measure strain. Both groups have limitations for
measuring rapidly varying residual stress fields because they need to sample a volume of material to get
sufficient signal to determine the residual stresses with precision.
Sectioning Methods
One extreme way of imagining a residual stress measurement of a welded region is that many tiny pieces of the
weldment could all be separated simultaneously from neighboring pieces and allowed to change shape to reach
zero residual stress. The shape change in each tiny piece could be measured and that change correlated using
the elastic properties of the material to the residual stress originally in each piece of the weldment.
Sectioning methods can come close to this extreme case, but each cut cannot happen simultaneously. So
analysis techniques for determining residual stress by multiple cuts need to include calculations of the effects of
previous cuts on the residual stress to find the original stress rather than the stress determined for an individual
cut.
Block sectioning and block layering and sectioning are significantly more destructive than hole drilling. The
part for which the residual stresses will be determined is cut into sections and layers while surface strain gages
are monitored. These techniques can provide distributions of residual stress in multiple dimensions.
Hole Drilling and Similar Local Measurements
Hole drilling techniques, often called center-hole drilling or blind-hole drilling, measure the change in strain on
the adjacent surface as the residual stress field is disturbed by the machining of a hole from that surface (Ref
18). The hole depth is generally between 1 and 2 mm (0.04 and 0.08 in.), although several organizations make
residual stress measurements as a function of hole depth as the hole is drilled.
The drilling techniques should cause as little as possible additional stress around the hole, so techniques are
commonly used that avoid contact of the walls of the hole as the bottom is drilled. Air turbine and air abrasion
systems can provide holes with close dimensional tolerance and little machining-induced surface stress on the
hole. Specialized strain gage rosettes are available for measurement, both with the hole placed in the center of
the rosette and with the rosette on one side of the hole. The rosette on one side of the hole is used for cases
where the surface is obstructed on one side of the measurement position, as may happen adjacent to a weld toe.
The measured strain must be converted to a local residual stress in the area where the hole was drilled. This
conversion can be done most simply by assuming a uniform residual stress distribution. Only components of
the residual stress that are parallel to the surface are measured by this technique, giving two directions of axial
stress and one of shear stress.
Chip machining has been used similarly to hole drilling to determine near-surface residual stresses. In this case,
a small region of the surface is removed with the strain gage rosette on the surface of the chip rather than
attached to the base material. The advantage is that the small chip can be assumed to reach essentially zero
residual stress, so the change of strain measured on the chip can be directly correlated to the stress in the chip
region. However, the chip must be larger than the most common size of drilled hole to carry the strain gage.
The chip machining method will average the strains over a larger volume of material.
Other shapes of local machining can be used, including deep holes and partial thickness slits (Ref 19). These
methods can measure residual strains either with surface strain gages or with measurements of post-cut
displacement. As with hole drilling, only part of the residual stress tensor is obtained by these methods, but the
direction of cutting can be oriented to find the residual stresses of most interest.

Nondestructive Techniques
Nondestructive techniques for measuring residual strains in welded joints use a variety of inputs, including x-
rays, neutrons, magnetic signals, and ultrasonic waves. Each of these inputs can induce different outputs,
depending on the residual strains in the welded joint area, but also depending on other parameters, such as the
crystal structure or grain size. Nondestructive techniques thus are best applied where a standard for comparison
without residual strains but with the same microstructure is available. The comparison of test material with an
unstrained standard may be easiest in base metal outside the HAZ and much more difficult for HAZ or weld
metal (Ref 20).
X-ray diffraction determines the residual strains by measuring the average distances between atoms. X-rays,
being limited in surface penetration in metallic materials, can be used for detection of residual strains only
within approximately 0.5 mm (0.02 in.) of the surface on which they impinge. The surfaces of welds may be
more difficult locations than smooth surfaces of base material for measurement of residual strains. The rough
surface of the weld cap and notches at weld toes may cause some of the area of interest for residual strain
measurement to be hidden from residual stress detection by x-rays.
Neutron diffraction uses an input that is much more difficult and costly to generate than x-rays but has the
advantage of penetrating much further into metallic materials. Neutrons can be used for detection of residual
strains in steel thicknesses beyond 25 mm (1 in.). Average values of the residual strains are determined in a
volume approximately 1 mm
3
(6 × 10
-4
in.
3
). The power of the source, the efficiency of the detector, and the
time of exposure all influence the volume required for residual stress detection. Neutron diffraction is easiest
when the grain size is significantly smaller than the detection volume and the grains are oriented randomly.
Large grains and highly oriented microstructures can eliminate the diffracted neuron signal.
Barkhausen noise analysis uses an external varying magnetic field as input and monitors the magnetic response
of the area of interest. The response comes from the jumps in magnetization as magnetic domain walls move
within the metal. This response is a surface response, so the surface condition of the part is important.
Ultrasonic propagation analysis inputs ultrasonic waves and then monitors the response of the time taken for the
waves to travel through the metal and reach the detector. Since the residual stress distribution can change the
speed of propagation all along the path of the ultrasound, the resulting effect is summed over the entire path.
Multiple path analysis can provide local results.
Barkhausen noise and ultrasonic propagation analysis both are limited by the microstructural variations around
welds. The combination of welding induced changes cannot be easily deconvoluted, because both techniques
are comparing unstressed areas to stressed areas and also are sensitive to microstructural variation.
References cited in this section
18. N.J. Rendler and I. Vigness, Hole-Drilling Strain-Gage Method of Measuring Residual Stresses,
Experimental Mechanics, Vol 6, 1966, p 577–586
19. W. Cheng and I. Finnie, A Method for Measurement of Axisymmetric Axial Residual Stresses in
Circumferentially Welded Thin-Walled Cylinders, J. Eng. Mater. Technol. (Trans. ASME), Vol 107,
July 1985, p 181–185
20. D.S. Kim and J.D. Smith, Residual Stress Measurements of Tension Leg Platform Tendon Welds, Proc.
of the Offshore Mechanics and Arctic Engineering Conference 1994, Vol 3, American Society of
Mechanical Engineers, 1994
Mechanical Testing of Welded Joints
William Mohr, Edison Welding Institute