ASM Metals HandBook Vol. 8 - Mechanical Testing and Evaluation
Подождите немного. Документ загружается.

25. J.D. Campbell and W.G. Ferguson, The Temperature and Strain Rate Dependence of the Shear Strength
of Mild Steel, Philos. Mag., Vol 21, 1970, p 63–82
26. J. Harding and J. Huddart, The Use of the Double-Notch Shear Test in Determining the Mechanical
Properties of Uranium at Very High Rates of Strain, Inst. Phys. Conf. Ser., Vol 47, 1980, p 49–61
27. D. Ruiz, J. Harding, and C. Ruiz, The Double Notch Shear Test—Analysis and Development for
Material Testing at Very High Strain Rates, Structures under Shock and Impact, P.S. Bulson, Ed.,
Elsevier, Amsterdam, p 145–154
28. J.R. Klepaczko, An Experimental Technique for Shear Testing at High and Very High Strain Rates: The
Case of a Mild Steel, Int. J. Impact Eng., Vol 15, 1994, p 25–40
29. J.R. Klepaczko, H.V. Nguyen, and W.K. Nowacki, Quasi-Static and Dynamic Shearing of Sheet Metals,
Eur. J. Mech. A-Solids, Vol 18, 1999, p 271–289
30. J. Klepaczko, Application of the Split Hopkinson Pressure Bar to Fracture Dynamics, Inst. Phys. Conf.
Ser., Vol 47, 1980, p 201–214
31. G.I. Taylor, The Use of Flat Ended Projectiles for Determining Yield Stress, Part I: Theoretical
Considerations, Proc. R. Soc. (London) A, Vol 194, 1948, p 289–299
Classic Split-Hopkinson Pressure Bar Testing
George T. (Rusty) Gray III, Los Alamos National Laboratory
Principles of the Split-Hopkinson Pressure Bar
While there is no universal standard design for SHPB test apparatus, all facilities share common design
elements. A compression Hopkinson bar test apparatus consists of the following:
• Two long, symmetrical bars
• Bearing and alignment fixtures to allow the bars and striking projectile to move freely while retaining
precise axial alignment
• Compressed gas launcher/gun tube or alternate propulsion device for accelerating a projectile, termed
the striker bar, to produce a controlled compressive pulse in the incident bar
• Strain gages mounted on both bars to measure the stress-wave propagation in the bars
• Associated instrumentation and data acquisition system to control, record, and analyze the stress-wave
data in the bars (Ref 18)
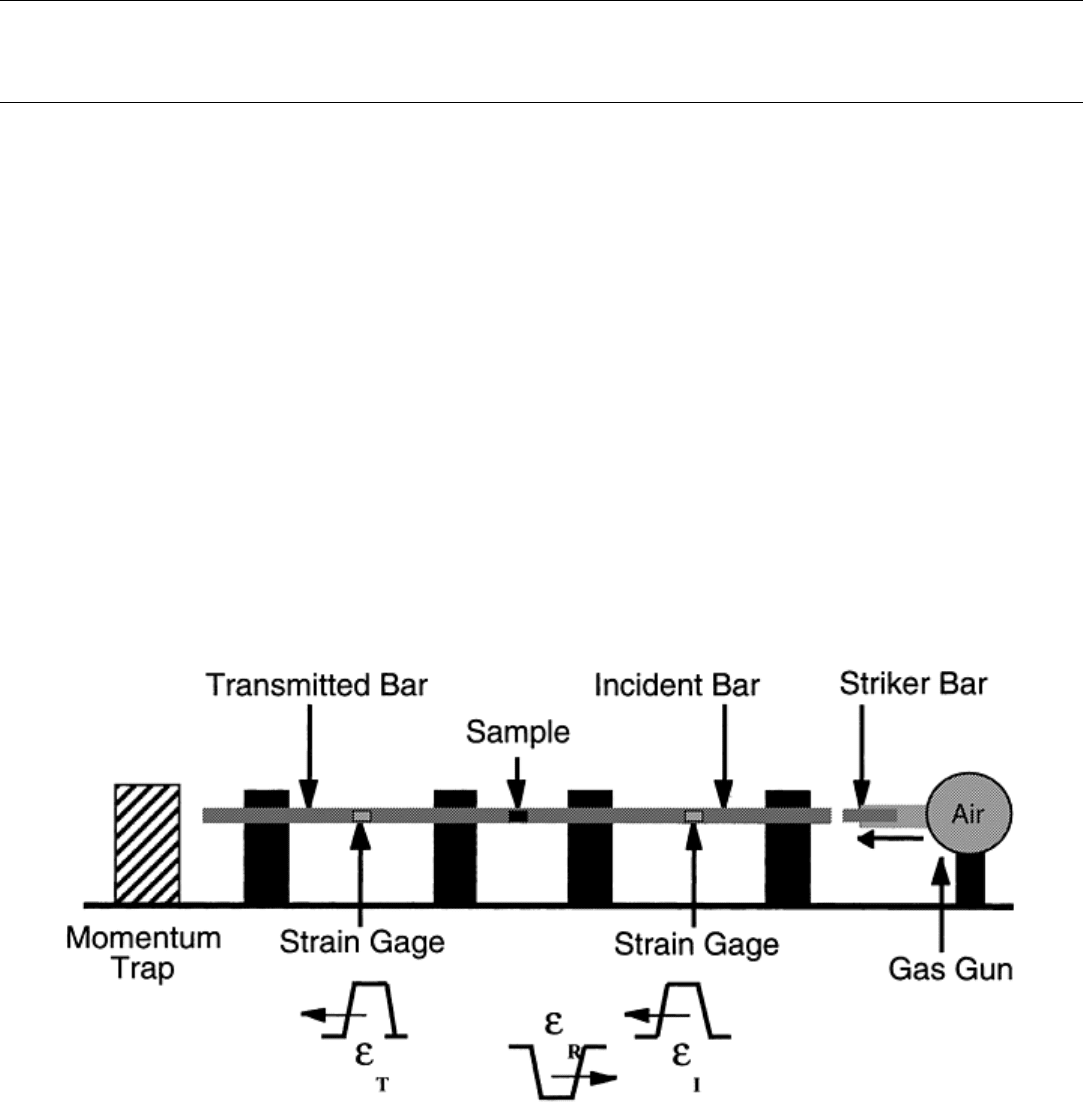
In a compression split-Hopkinson pressure bar, a sample is sandwiched between an elastic incident and a
transmitted bar (Fig. 1). The terms incident/input and transmitted/output are used interchangeably throughout
this article to describe the two pressure bars used in the SHPB. The elastic displacements measured in these
bars are in turn used to determine the stress-strain conditions at each end of the sample.
Fig. 1 Schematic of a compression split-Hopkinson pressure bar
The bars used in a split-Hopkinson bar setup are traditionally constructed from a high-strength structural metal,
AISI-SAE 4340 steel, maraging steel, or a nickel alloy such as Inconel. Such construction is used because the
yield strength of the selected pressure bar material determines the maximum stress attainable within the
deforming specimen given that the pressure bars must remain elastic. Inconel bars have been previously used
for elevated-temperature Hopkinson bar testing because this alloy's elastic properties are essentially invariant
up to 800 °C (Ref 3). Because a lower-modulus material increases the signal-to-noise level, the selection of a
bar material with lower strength and lower elastic modulus material for the bars is sometimes desirable to
facilitate high-resolution dynamic testing of low-strength materials such as polymers or foams. Researchers
have selected bar materials possessing a range of elastic stiffnesses from maraging steel (210 GPa) to titanium
(110 GPa) to aluminum (90 GPa) to magnesium (45 GPa) (Ref 5, 32), and finally, to polymer bars (<20 GPa)
(Ref 17, 33, 34, 35). Alternately, the signal-to-noise of a Hopkinson bar used to test polymeric materials can be
increased using a hollow tubular transmitted pressure bar (Ref 36). While this technique can yield increased
transmitted wave measurement sensitivity, the absolute resolution of the sample stress-strain data for polymeric
materials must still address the elastic wave dispersion in the tubular-transmitted bar (Ref 37, 38).
The length, l, and diameter, d, of the pressure bars are chosen to meet a number of criteria for test validity as
well as the maximum strain rate and strain level desired in the sample. The length of the pressure bars must first
ensure one-dimensional wave propagation for a given pulse length; for experimental measurements on most
engineering materials, this propagation requires approximately 10 bar diameters. To readily allow separation of
the incident and reflected waves for data reduction, each bar should exceed a length-to-diameter (L/D) ratio of
~20. In addition, the maximum strain rate desired will influence the selection of the bar diameter because the
highest strain-rate tests require the smallest diameter pressure bars (this aspect of bar design is discussed in a
later section). The third consideration affecting the selection of the bar length is the amount of total strain
desired to be imparted into the specimen; the absolute magnitude of this strain is related to the length of the
incident wave. The pressure bar must be at least twice as long as the incident wave if the incident and reflected
waves are to be recorded without interference. In addition, because the bars must remain elastic during the test,
the displacement and velocity of the bar interface between the sample and the bar can be accurately determined.
Depending on the sample size, for strains >30% it may be necessary for the split-Hopkinson bars to have an
L/D ratio of 100 or more (Ref 3). There are similar requirements for bar L/D ratios to allow wave separation for
compression, tensile, and torsion Hopkinson bars.
For proper Hopkinson bar operation, the bars must be physically straight, free to move without binding, and
carefully mounted to ensure optimal axial alignment. Precision bar alignment is required for both uniform and
one-dimensional wave propagation within the pressure bars as well as for uniaxial compression within the
specimen during loading. Bar alignment cannot be forced by overconstraining or forceful clamping of curved
pressure bars in an attempt to straighten them because this clamping violates the boundary conditions for one-
dimensional wave propagation in an infinite cylindrical solid. Lack of free movement of the bars will lead to
additional noise on the wave forms measured on the pressure bars. Bar motion must not be impeded by the
mounting bushings but rather must remain free to readily move along the bar axis. Accordingly, it is essential to
apply precise dimensional specifications during construction and assembly. Pressure bars are often centerless
ground along their length to achieve the uniform diameter and straightness required. In typical bar installations,
as schematically shown in Fig. 1, the pressure bars are mounted to a common rigid base to provide a rigid and
straight mounting platform. Construction of the Hopkinson pressure bar facility, compression, tension, or
torsion, on an optical rail beam rigidly attached to an I-beam, can be used to facilitate reproducible alignment.
Figure 2 shows one of the compression Hopkinson bar facilities at Los Alamos National Laboratory, where an
optical rail is used to maintain accurate pressure bar alignment. Individual mounting brackets or stanchions with
slip bearings through which the bars pass are typically spaced every 200 to 300 mm (8 to 12 in.), depending on
the bar diameter and stiffness. Mounting brackets are generally designed s o that they can be individually
translated to adjust bar alignment within each stanchion.
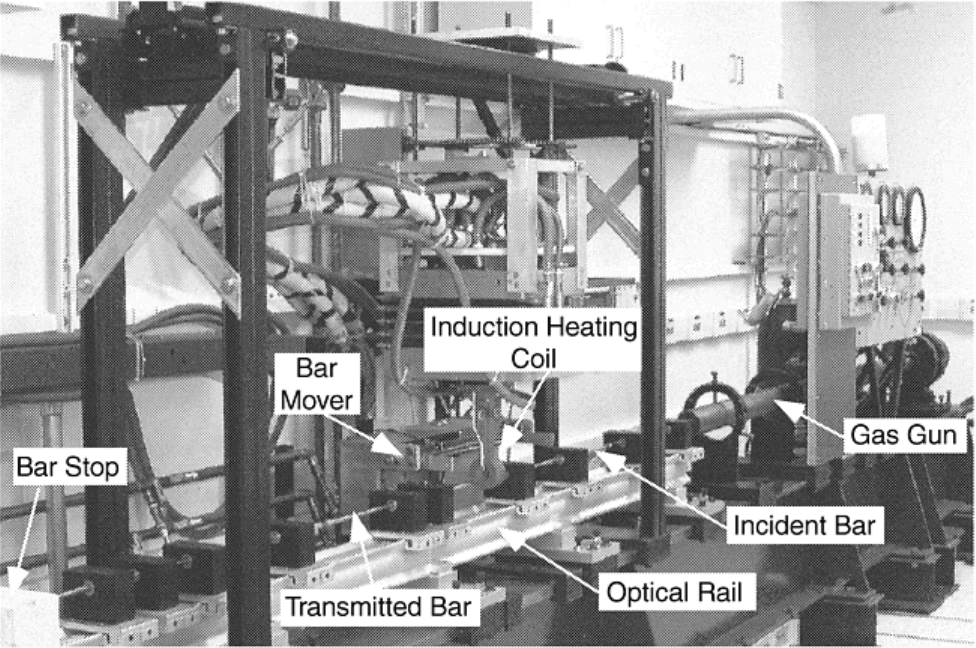
Fig. 2 A compression split-Hopkinson pressure bar facility at Los Alamos National Laboratory
The most common method of generating an incident wave in the input bar is to propel a striker bar to impact
the end of the incident bar. The striker bar is normally fabricated from the same material and is of the same
diameter as the pressure bars. The length and velocity of the striker bar are chosen to produce the desired total
strain and strain rate within the test specimen. While elastic waves can also be generated in an incident bar
through the adjacent detonation of explosives at the free end of the incident bar, as Hopkinson did (Ref 7), it is
more difficult to ensure a one-dimensional excitation within the incident bar by direct explosive loading.
The impact of a striker bar on the free end of the incident bar develops a longitudinal compressive incident
wave in this bar, designated ε
i
, as denoted in Fig. 3. Once this wave reaches the bar-specimen interface, a part
of the pulse, designated ε
r
, is reflected while the remainder of the stress pulse passes through the specimen and,
upon entering the output bar, is termed the transmitted wave, ε
t
. The time of passage and magnitude of these
three elastic pulses through the incident and transmitted bars are recorded by strain gages normally cemented at
the midpoint positions along the length of the two pressure bars. Figure 3 shows an illustration of the strain-
gage data measured as a function of time for the three wave signals during the testing of a 304L stainless steel
sample using maraging steel pressure bars. The incident and transmitted wave signals represent compressive
loading pulses, while the reflected wave is a tensile wave.
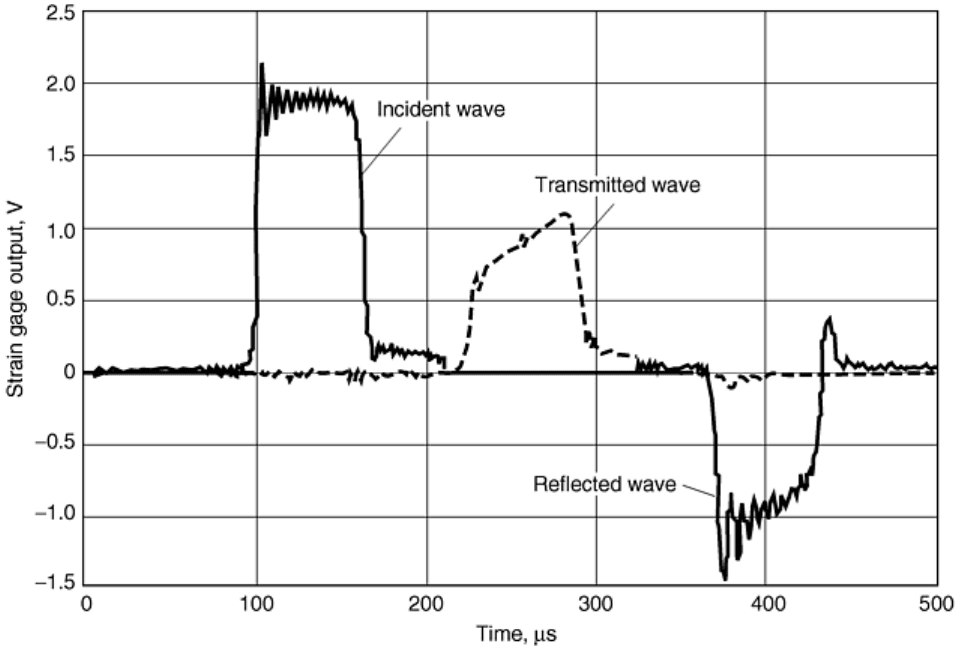
Fig. 3 Strain-gage data, after signal conditioning and amplification, from a compression split-Hopkinson
pressure bar test of a 304 stainless steel sample showing the three stress waves measured as a function of
time. Note that the wave positions in time are arbitrarily superimposed due to the time delays used
during data acquisitions.
Using the wave signals from the gages on the incident and transmitted bars as a function of time, the forces and
velocities at the two interfaces between the pressure bars and the specimen can be determined. When the
specimen is deforming uniformly, the strain rate within the specimen is directly proportional to the amplitude of
the reflected wave. Similarly, the stress within the sample is directly proportional to the amplitude of the
transmitted wave. (termed the 1-wave stress as discussed later). The reflected wave is also integrated to obtain
strain and is plotted against stress to give the dynamic stress-strain curve for the specimen.
References cited in this section
3. P.S. Follansbee, The Hopkinson Bar, Mechanical Testing, Vol 8, ASM Handbook, American Society for
Metals, 1985, p 198–203
5. J.E. Field, S.M. Walley, N.K. Bourne, and J.M. Huntley, Review of Experimental Techniques for High
Rate Deformation Studies, Proc. Acoustics and Vibration Asia '98 (Singapore), 1998, p 9–38
7. B. Hopkinson, A Method of Measuring the Pressure Produced in the Detonation of High Explosives or
by the Impact of Bullets, Philos. Trans. R. Soc. (London) A, Vol 213, 1914, p 437–456
17. H. Zhao and G. Gary, On the Use of SHPB Techniques to Determine the Dynamic Behavior of
Materials in the Range of Small Strains, Int. J. Solids Struct., Vol 33, 1996, p 3363–3375
18. G.T. Gray III, High-Strain-Rate Testing of Materials: The Split-Hopkinson Pressure Bar, Methods in
Materials Research, E. Kaufmann, Ed., John Wiley Press, 1999, in press

32. G.T. Gray III, D.J. Idar, W.R. Blumenthal, C.M. Cady, and P.D. Peterson, High- and Low-Strain Rate
Compression Properties of Several Energetic Material Composites as a Function of Strain Rate and
Temperature, 11th Detonation Symposium, 1998 (Snow Mass, CO), J. Short, Ed., in press
33. G. Gary, J.R. Klepaczko, and H. Zhao, Generalization of Split Hopkinson Bar Technique to Use
Viscoelastic Materials, Int. J. Impact Eng., Vol 16, 1995, p 529–530
34. G. Gary, L. Rota, and H. Zhao, Testing Viscous Soft Materials at Medium and High Strain Rates,
Constitutive Relation in High/Very High Strain Rates, K. Kawata and J. Shioiri, Ed., Springer-Verlag,
Tokyo, 1996, p 25–32
35. G.T. Gray III, W.R. Blumenthal, C.P. Trujillo, and R.W. Carpenter II, Influence of Temperature and
Strain Rate on the Mechanical Behavior of Adiprene-L100, J. Phys. (France), C3 (DYMAT 97), Vol 7,
1997, p 523–528
36. W. Chen, B. Zhang, and M.J. Forrestal, A Split Hopkinson Bar Technique for Low-Impedance
Materials, Exp. Mech., Vol 39, 1999, p 1–5
37. I. Mirsky and G. Herrmann, Axially Symmetric Motions of Thick Cylindrical Shells, J. Appl. Mech.
(Trans. ASME), Vol 25, 1958, p 97–102
38. G. Herrmann and I. Mirsky, Three-Dimensional and Shell-Theory Analysis of Axially Symmetric
Motions of Cylinders, J. Appl. Mech. (Trans. ASME), Vol 23, 1956, p 563–568
Classic Split-Hopkinson Pressure Bar Testing
George T. (Rusty) Gray III, Los Alamos National Laboratory
Theory of the Split-Hopkinson Pressure Bar
The determination of the stress-strain behavior of a material being tested in a Hopkinson bar, whether it is
loaded in compression as in the present illustration or in a tensile or torsion bar configuration, is based on the
same principles of one-dimensional elastic-wave propagation within the pressure loading bars as previously
reviewed (Ref 1, 3, 16, 18, 39).
As identified originally by Hopkinson (Ref 7) and later refined by Kolsky (Ref 13), the use of a long elastic bar
to study high-strain-rate mechanical behavior of materials is feasible using remote elastic bar measures of
sample response because the wave propagation behavior in such a geometry is well understood and
mathematically predictable. Accordingly, the displacements or stresses generated at any point can be deduced
by measuring the elastic wave at any point, x, as it propagates along the bar (Ref 3, 18, 40).
The subscripts 1 and 2 are used in this description to denote the incident and transmitted bar ends of the
specimen, respectively. The strains in the bars are then designated as ε
i
, ε
r
, and ε
t
(incident, reflected, and
transmitted strains, respectively) and the displacements of the ends of the specimen as u
1
and u
2
at the incident
bar-specimen and specimen-transmitted bar interfaces as given schematically in the enlarged view of the test
specimen in Fig. 4.
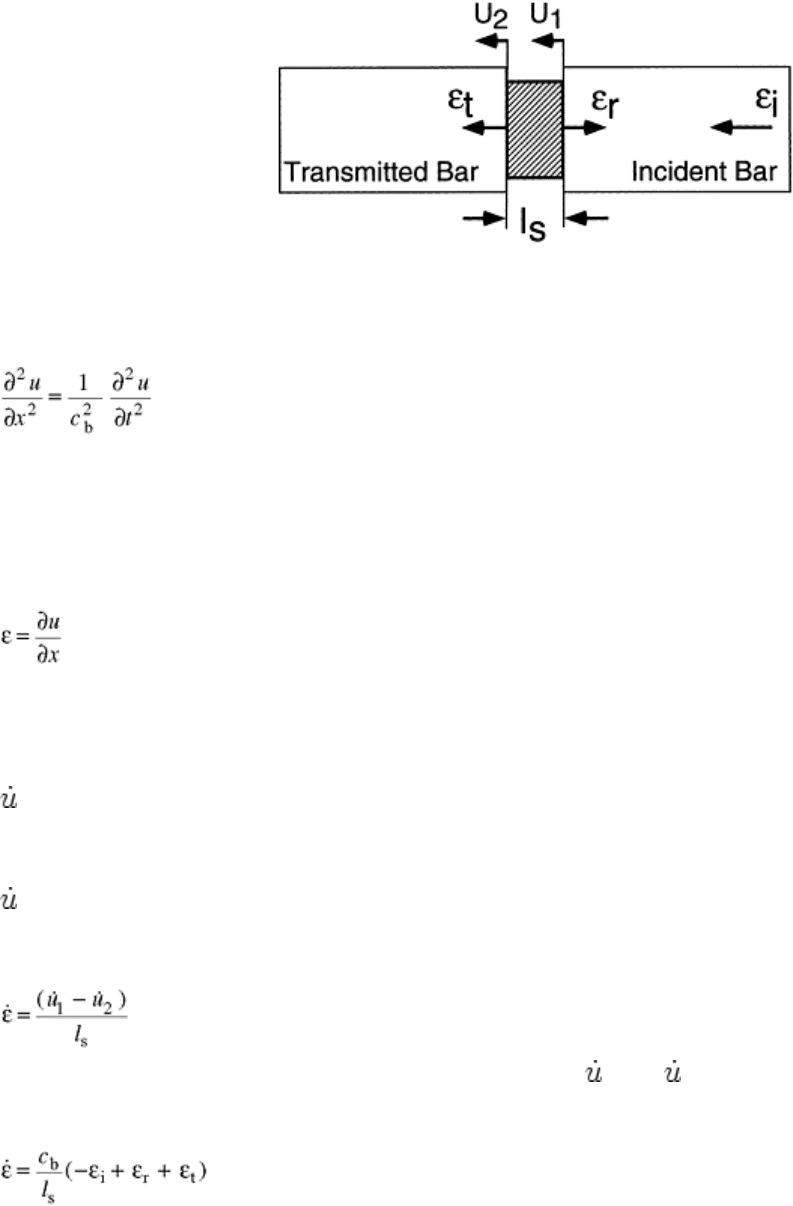
Fig. 4 Expanded view of incident (input) bar/specimen/transmitted (output) bar region
From elementary wave theory, it is known that the solution to the wave equation:
(Eq 1)
can be written as:
u = f(x - c
b
t) + g(x + c
b
t) = u
i
+ u
r
(Eq 2)
for the incident (input) bar, where f and g are functions describing the incident and reflected wave shapes, and
c
b
is the longitudinal wave speed in the pressure bars.
By definition, the 1-D strain is given by:
(Eq 3)
Therefore, differentiating Eq 2 with respect to x, the strain in the incident rod is given by:
ε = f′ + g′ = ε
i
+ ε
r
(Eq 4)
Differentiating Eq 2 with respect to time and using Eq 4 gives:
= c
b
(-f′ + g′) = c
b
(-ε
i
+ ε
r
)
(Eq 5)
for the incident bar.
The time derivative of the displacement in the transmitted bar, u = h(x - c
b
t), yields:
= −c
b
ε
t
(Eq 6)
in the transmitted bar. Equations 5 and 6 are true everywhere, including at the ends of the pressure bars. The
strain rate in the test specimen is:
(Eq 7)
where l
s
is the instantaneous length of the specimen, and
1
and
2
are the velocities at the incident bar-
specimen and specimen-transmitted bar interfaces, respectively.
Substituting Eq 5 and 6 into Eq 7 gives:
(Eq 8)
By definition, the forces in the two bars are:
F
1
= AE(ε
i
+ ε
r
)
(Eq 9)
and
F
2
= AEε
t
(Eq 10)
where A is the cross-sectional area of the pressure bar, and E is the Young's elastic modulus of the bars
(normally equal, given that identical material is used for both the incident and transmitted pressure bars).
After an initial “ringing-up” period, where the exact duration or period depends on the sample sound speed and
sample geometry (in particular, its length), it is assumed that the specimen is in force equilibrium, and the

specimen is deforming uniformly. If these assumptions are valid, a simplification can be made equating the
forces on each side of the specimen (i.e., F
1
= F
2
). Comparing Eq 9 and 10, therefore, means that
ε
t
= ε
i
+ ε
r
(Eq 11)
Substituting this criterion into Eq 8 yields:
(Eq 12)
The engineering stress, or conventional stress, in conventional mechanical testing of materials is calculated
from the force divided by the sample original area, A
0
. Because of the constancy of volume in incompressible
solids, A
0
l
0
= A
s
l
s
, (where l
0
is the original length of the specimen, A
0
is the original cross-sectional area, and A
s
is the instantaneous cross-sectional area of the sample) (Ref 41). Expressions for the strain can therefore be
written in terms of either the length or the area of the test sample. Accordingly, the true stress is calculated from
the strain-gage-signal measure of the transmitted force divided by the instantaneous cross-sectional area, A
s
, of
the specimen over which it acts:
(Eq 13)
The importance of this requirement to all types of Hopkinson bar testing using the one-dimensional wave
assumptions detailed is that true stress in a sample in the Hopkinson bar cannot be extracted for materials
whose volumes are not conserved. The instantaneous sample area used in Eq 13 is deduced from the reflected
strain signal in the incident bar assuming that the constancy of volume assumption is valid in the sample (i.e.,
there is a fixed relationship between sample cross-sectional area and its length). Without this assumption, there
is no basis for using the transmitted signal to measure force and the reflected wave to extract strain in the
sample. Materials for which this problem exists include metallic and polymeric foams, honeycomb structures,
and porous compacts for which mechanical loading produces compaction, densification, or porosity during
testing. Valid Hopkinson bar testing of materials for which the constant volume criterion is not valid, therefore,
requires additional sample diagnostics during the duration of the test to calculate true stress. Simultaneous use
of high-resolution high-speed photography can be used to monitor sample length and diameter during testing.
The photographic data, once digitized, can then be used to measure the actual strain rate and true strain as a
function of time in the sample. Such data, when combined with the transmitted wave-data measuring force, can
provide the needed data to calculate true stress.
Given that the volume constancy requirement is satisfied in the sample, Eq 12 and 13 can be used to determine
the dynamic stress-strain curve of the sample. This analysis is termed a 1-wave analysis because it uses only the
reflected wave to calculate strain in the sample, and only the transmitted wave is used to calculate the stress in
the sample. The 1-wave analysis assumes that stress equilibrium is ensured in the sample (i.e., as a function of
time, the stress and strain in the sample are uniform along its length). Conversely, the stress in the sample at the
incident bar-sample interface can be calculated using a momentum balance of the incident and reflected wave
pulses, termed a 2-wave stress analysis because it is a summation of the two waves at this interface. However, it
is known that such a condition cannot be correct at the early stages of any test because of the transient effect
that occurs when loading starts at the incident bar-specimen interface while the other sample face remains at
rest. Given finite stress-wave propagation through the sample, time is required for stress-state equilibrium to be
achieved. Reduced sound speed and high radial inertia in the sample will increase this problem (Ref 32).
Previous researchers have additionally adopted a 3-wave stress analysis, which averages the forces on both ends
of the specimen to track the ringup of the specimen to a state of stable stress (Ref 18, 40). The term 3-wave
indicates the use of all three waves to calculate an average stress in the sample, the transmitted wave to
calculate the stress at the specimen-transmitted interface (back stress), and the combined incident and reflected
pulses to calculate the stress at the incident bar-specimen interface (front stress). In the 3-wave case, the
specimen stress is then simply the average of the two forces divided by the combined interface areas:
(Eq 14)
Substituting Eq 9 and 10 into Eq 14 then gives:

(Eq 15)
From these equations, the average stress-strain curve of the specimen can be computed from the measured
reflected and transmitted strain pulses as long as the volume of the specimen remains constant and the sample is
free of barreling (i.e., friction effects are minimized).
References cited in this section
1. U.S. Lindholm, High Strain Rate Testing, Part 1: Measurement of Mechanical Properties, Techniques of
Metals Research, Vol 5, R.F. Bunshah, Ed., Wiley Interscience, New York, 1971, p 199–271
3. P.S. Follansbee, The Hopkinson Bar, Mechanical Testing, Vol 8, ASM Handbook, American Society for
Metals, 1985, p 198–203
7. B. Hopkinson, A Method of Measuring the Pressure Produced in the Detonation of High Explosives or
by the Impact of Bullets, Philos. Trans. R. Soc. (London) A, Vol 213, 1914, p 437–456
13. H. Kolsky, An Investigation of the Mechanical Properties of Materials at Very High Rates of Loading,
Proc. Phys. Soc. (London), Vol 62B, 1949, p 676–700
16. V.P. Muzychenko, S.I. Kashchenko, and V.A. Guskov, Use of the Split Hopkinson Pressure Bar
Method for Examining the Dynamic Properties of Materials: Review, Ind. Lab. (USSR), Vol 52, 1986, p
72–83
18. G.T. Gray III, High-Strain-Rate Testing of Materials: The Split-Hopkinson Pressure Bar, Methods in
Materials Research, E. Kaufmann, Ed., John Wiley Press, 1999, in press
32. G.T. Gray III, D.J. Idar, W.R. Blumenthal, C.M. Cady, and P.D. Peterson, High- and Low-Strain Rate
Compression Properties of Several Energetic Material Composites as a Function of Strain Rate and
Temperature, 11th Detonation Symposium, 1998 (Snow Mass, CO), J. Short, Ed., in press
39. M.M. Al-Mousawi, S.R. Reid, and W.F. Deans, The Use of the Split Hopkinson Pressure Bar
Techniques in High Strain Rate Materials Testing, Proc. Inst. Mech. Eng., Part C: J. Mech. Eng. Sci.,
Vol 211, 1997, p 273–292
40. P.S. Follansbee and C. Frantz, Wave Propagation in the SHPB, J. Eng. Mater. Technol. (Trans. ASME),
Vol 105, 1983, p 61–66
41. G.E. Dieter, Mechanical Metallurgy, McGraw-Hill, Inc., 1976
Classic Split-Hopkinson Pressure Bar Testing
George T. (Rusty) Gray III, Los Alamos National Laboratory
Practical Aspects of the Split-Hopkinson Pressure Bar
Calibration. To analyze the strain-gage data from a split-Hopkinson pressure bar test, the system must be
calibrated prior to testing (Ref 3, 18). Calibration of the entire Hopkinson bar setup is obtained in situ by
comparing the constant amplitude of a wave pulse with the impact velocity of the striker bar for each bar

separately, termed “bars apart.” Operationally, this calibration is accomplished by inputting a known velocity
pulse into the input bar, and then, in turn, the transmitted bar, with no sample present. Thereafter, impact of the
striker with the input bar in direct contact with the transmitted bar, with no specimen, gives the coefficient of
transmission, termed “bars together.” Accurate measurement of the velocity, V, of the striker bar impact into a
pressure bar is linearly related by:
(Eq 16)
where ε
j
is the strain in the incident or transmitted bar, depending on which is being calibrated, and c
b
is the
longitudinal wave speed in the bar if the impacting striker bar and the pressure bar are the same material and
have the same cross-sectional area. Careful measurement of the striker velocity, using a laser interruption
scheme or shorting pins, for example, in comparison with the elastic strain signal in a pressure bar, can then be
used to calculate a calibration factor for the pressure bar being calibrated. Accurate measurement of the
longitudinal-wave velocity in the pressure bars being used is critical. The use of textbook values is not advised.
Variations in alloy chemistry, microstructure, and heat treatment from the manufacturer can all lead to
measurable variations in the longitudinal wave speed in the pressure bars and should not be assumed to be a
constant but rather measured for each set of bars used. Calibration values also include validation due to strain-
gage response, including cement or epoxy interfaces, wiring, amplifiers, and so on. Calibrations should be
verified periodically, especially when changes are made to either mechanical or electronic components.
Optimal data resolution also requires careful design of the sample size for a given material as well as the
selection of an appropriate striker bar length and velocity to achieve test goals. The determination of the
optimal sample length first requires consideration of the sample rise time, t, required for a uniform uniaxial
stress state to be achieved within the sample. It has been estimated (Ref 42) that this rise time is the time
required for three (actually π) reverberations of the stress pulse within the specimen (Ref 3). For a plastically
deforming solid that obeys the Taylor-von Karman theory, time follows the relationship:
(Eq 17)
Here, ρ
s
is the density of the specimen, l
s
is the specimen length, and ∂σ/∂ε is the stage 2 work-hardening rate of
the true stress/true strain curve for the material to be tested. For rise times less than that given by Eq 17, the
sample should not be assumed to be deforming uniformly, and stress-strain data will accordingly be in error.
Materials possessing either high work-hardening rates, slow sound speeds, and/or high densities will require
shorter sample lengths to facilitate rapid ringup and, therefore, rapid attainment of a uniaxial stress state in the
sample.
One approach for achieving a uniform stress state during split-Hopkinson pressure bar testing is to decrease the
sample length such that the rise time, t, from Eq 17 is as small as possible. Other considerations of scale, which
are described in the sample design section, limit the range of L/D ratios appropriate for a given material; the
specimen length may not be decreased without a concomitant decrease in the specimen and bar diameters. The
use of small diameter bars (<6 mm) to achieve higher strain rates is a common practice in split-Hopkinson
pressure bar testing (Ref 3).
Pulse Shaping. Because the value of t from Eq 17 has a practical minimum, an alternate method to facilitate
stress-state equilibrium at low strains is to increase the rise time of the incident wave. Use of impedance-
matched materials for the striker and incident bar (i.e., a symmetric impact) yields a short rise-time pulse,
which approximates a square wave. The rise time of such a square-wave pulse is likely to be less than t in Eq 16
in most instances. Contrarily, if the rise time of the incident wave pulse is increased to a value more comparable
with the time to ring up the specimen, then the data will be valid at an earlier strain. Furthermore, because the
highly dispersive short wavelength components arise from the leading and trailing edges in the incident wave, a
longer rise-time pulse will contain fewer of these components than will a sharply rising pulse (Ref 3, 43). The
consequence of this solution is a lower applied strain rate.
Experimentally, the rise time of the incident wave can be increased by placing a soft, deformable metal shim
between the striker and the incident bar during impact. The choice of material and thickness for this shim, or tip
material (Ref 43), depends on the desired strain rate and the strength of the specimen. Typically, the tip material
is selected to have the same strength as the specimen and is 0.1 to 2 mm (0.004 to 0.08 in.) in thickness. An
additional benefit of this layer is that it can result in a more uniform strain rate throughout the experiment.
However, for thick shims the strain rate will not be constant and will ramp up during the test. The exact