ASM Metals HandBook Vol. 17 - Nondestructive Evaluation and Quality Control
Подождите немного. Документ загружается.

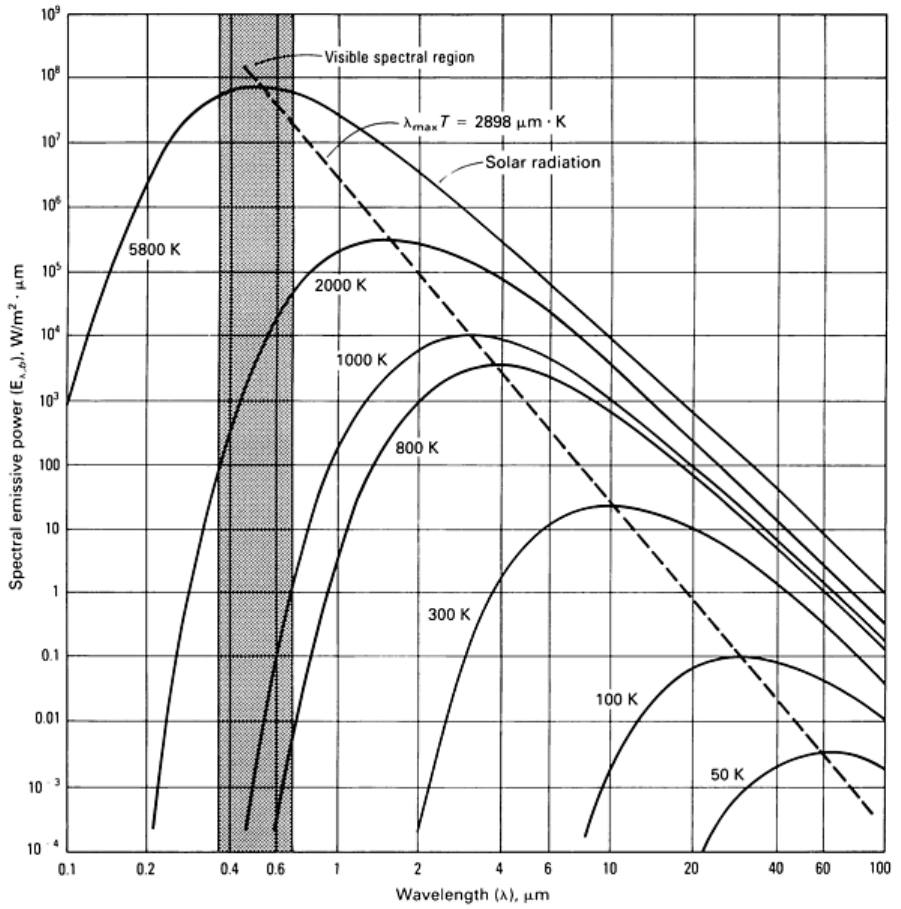
0.7 μm (30 μin.). Examples of this are red-hot steel in a forge, a light bulb filament, and the sun (indicated as solar
radiation in Fig. 1 at a temperature of 5800 K). However, most subjects in thermal inspection methods will be at
temperatures near room temperature and will emit in the infrared region.
Fig. 1 Spectral blackbody emissive power
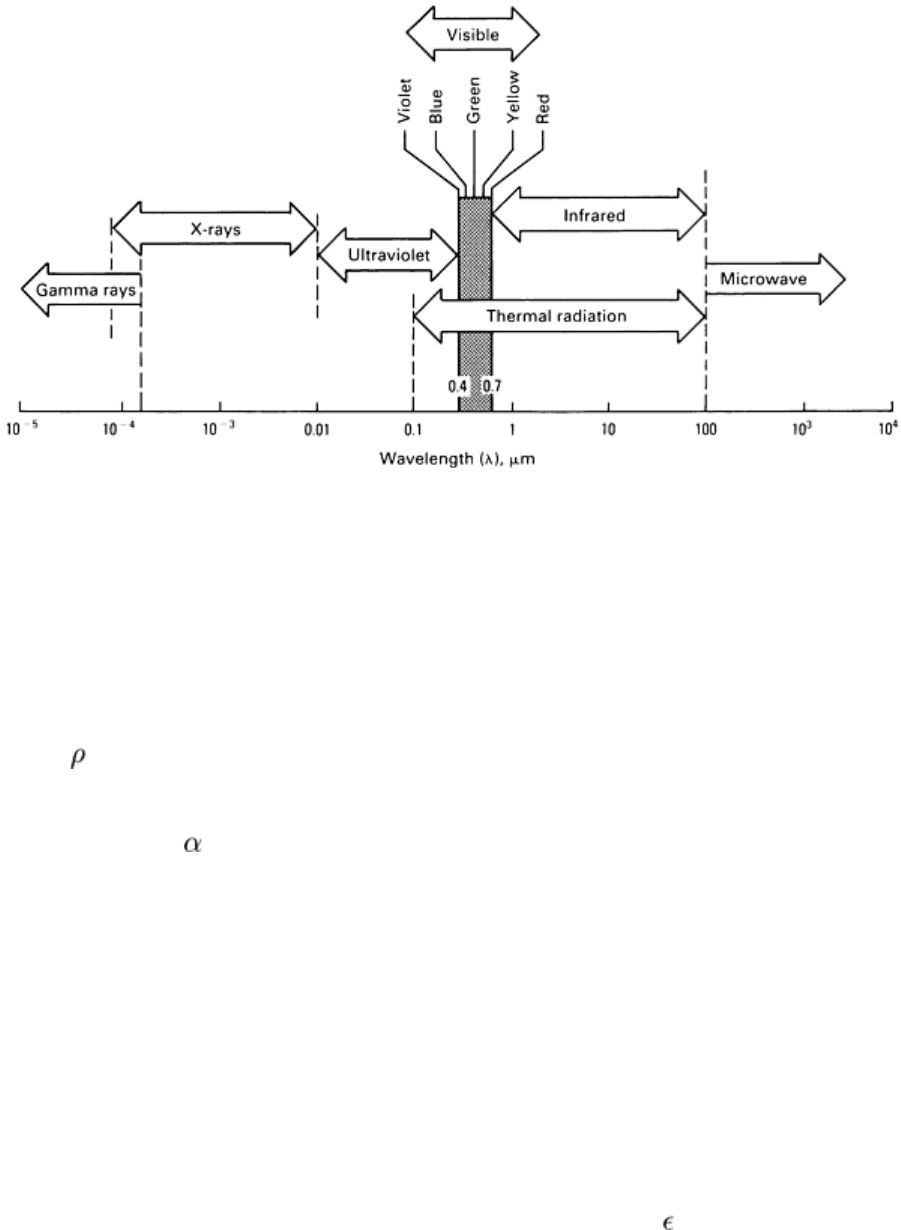
Fig. 2 Spectrum of electromagnetic radiation
Material Heat Transfer Characteristics. The heat transfer mechanisms of conduction, convection, and radiation are
affected by material heat transfer characteristics, and thermal inspection depends on local variations in the material heat
transfer characteristics. The material characteristics that affect conduction and convection are as follows:
• Specific heat, c, is the amount of heat a mass of material will absorb for a given temperature interval
• Density, , is the mass per unit volume of the material
• Thermal conductivity, k,
is the amount of heat that flows in a given direction when there is a
temperature difference across the material in that direction
• Thermal diffusivity, , is the speed at which the heat flows away from a region of higher
temperature to
the surrounding material
• Convection heat transfer coefficient, h,
is a measure of how efficiently heat is exchanged between a
surface and a flowing gas or liquid
• Temperature, T, is a measure of the heat energy (local thermal agitation) con
tained at each point in the
test object
Thermal inspection depends on differences in these material characteristics to establish a measurable, and usually
localized, temperature differential. For example, when a test body with variations in density and specific heat is heated or
cooled from a state of uniform temperature, the change in temperature will occur more slowly in the regions with a higher
density and/or specific heat. This difference in the rate of change of temperature within the body produces temperature
differentials, which may be measurable.
The important material characteristic in radiation heat transfer is the emissivity, , of a test surface. The emissivity
indicates the efficiency of a surface as a radiator (or absorber) of electromagnetic radiation. Blackbodies, the most
efficient radiators and absorbers of electromagnetic radiation, have an emissivity of 1.0. All other bodies have an
emissivity less than 1.0.
Emissivity is a function of several variables, including color and surface roughness. Like other material heat transfer
characteristics, variations in emissivity are important in thermal inspection. This is particularly true when surface
temperatures are measured with infrared sensors. Variations in emissivity change the power of radiation emitted at a
given temperature and thus affect infrared temperature measurements.

Thermal Inspection
Grover Hardy, Wright Research and Development Center, Wright-Patterson Air Force Base; James Bolen, Northrop Aircraft Division
Surface Preparation
The surface condition of the test object is important for thermal inspection. Inspection results can be influenced by
variations in surface roughness, cleanliness, foreign material (such as decals), and the uniformity and condition of paint or
other surface coatings. A good practice is to clean the surface, remove or strip poorly adhering coatings (if present), and
then apply a uniform coating of readily removable flat-black paint. This will allow uniform heat transfer into (or from) the
subject and will also produce a reasonably uniform emissivity.
Thermal Inspection
Grover Hardy, Wright Research and Development Center, Wright-Patterson Air Force Base; James Bolen, Northrop Aircraft Division
Establishing Heat Flow
In thermal inspection, the test object can be classified as either thermally active or thermally passive. Thermally active
test objects generate the necessary heat flow during their operation, while thermally passive test objects require an
external heat source or heat sink.
Thermally Active Test Objects. Some test objects can be inspected without the application or removal of heat
because they are involved in a process that either generates or removes heat. When a defect results in an abnormal
temperature distribution on the surface, no external heating or cooling is required. When the heat transfer process is
transient, the timing of the inspection is important. An example of this would be a fluid-contaminated honeycomb panel
on an aircraft that has just landed after a long flight at high altitudes. Although the entire aircraft would be warming up
from the cooler temperatures experienced at high altitude, the contaminated regions would not warm as rapidly as the
uncontaminated areas and therefore could be detected as cool spots in the structure if the inspection were performed
immediately after landing. However, if the inspection were delayed, the entire structure would reach an equilibrium
temperature, and the contaminated regions would no longer be detectable.
When the heat transfer process is in a steady-state condition, timing no longer becomes critical. An example is an
electronic circuit board. Defective electronic components, in which the defect changes the electrical resistance of the
component, will be either hotter or cooler than the same component properly operating on another circuit board. Another
example would be a blocked tube in a heat exchanger. Temperatures along the tube would be different from temperatures
along adjacent, unblocked tubes.
Thermal Excitation of Passive Test Objects. Thermally passive test objects require an external heat source or heat
sink to establish the flow of heat to or from the test object. Generally, infrared or thermal measurement techniques
become more sensitive as the average temperature of the subject increases. Consequently, the most common form of
excitation is heating. However, in cases where additional heating could cause damage, cooling is used to create the
required heat flow.
Precautions. One primary concern in heating or cooling the test object is that the thermal changes must not be
intrusive. The rate of heating or cooling must be below the point of producing damaging thermal stresses. For example, a
chilled glass placed in hot water may crack because the exterior is expanding rapidly while the interior is still cool and
because the induced mechanical stress is sufficient to cause fracture. The degree of heating of metals must be controlled
so as not to affect the heat treatment, and excessive heat can degrade the material properties of adhesives and matrices in
reinforced resin composites.
Point heating can be generated with either a laser or a spherically focused infrared or visible light source to apply heat
to a very localized area. For a very thin, homogeneous subject, the heat will flow outward in a circle, and the temperature

change will be inversely proportional to the square of the distance from the center of the circle or the irradiated point. For
a very thick, homogeneous subject, the heat can also flow in the thickness direction; consequently, the temperature
change will be inversely proportional to the cube of the distance to the point of irradiation. Most subjects are somewhere
between these two extremes. Because of the rapid change in temperature across the subject, the use of point heating
requires rapid-response, continuous time-based measurements, which may be enhanced with pulsed heating techniques
(Ref 1, 2, 3).
Line heating is similar to point heating and is usually accomplished with a linear heat source such as a quartz-tube lamp
or other heat source with a reflector that concentrates the heat into a line on the surface of the test object. For a thin panel,
the heat will flow away from the line on both sides, and the temperature change will be inversely proportional to the
distance from the line. For a very thick, homogeneous subject, the temperature change will be inversely proportional to
the square of the distance to the line of irradiation. Because the temperature changes rapidly with distance, line heating
should be monitored with rapid-response, continuously monitored, time-based equipment (tracking the time to reach a
given temperature by scanning the detector outward from the line source). Another technique involves scanning the linear
heat source across the surface.
Area heating typically involves uniform heating on one surface of the test object. A bank of quartz heaters, a hot plate
with a high thermal conductivity material such as copper as a face sheet, or other similar devices can be used as area
heaters. If heat is applied to the same side of the object that is subsequently monitored for temperature differences, the
heat source is usually switched off to prevent interference with the detector from the source. If the opposite surface is
heated, the heat source usually will not interfere with the temperature sensor and can be left on to provide a steady-state
condition. The heat source can also be switched off to produce a transient measurement condition.
Vibration-Induced Heating. Exciting a specimen on a shaker table or with a high-power speaker will cause the
specimen to respond with its natural modes of vibration. These vibrations will induce localized areas of stress and strain
in the object. An anomalous area will respond differently to these induced stresses and, as a result, may be hotter or cooler
than the surrounding areas if the anomaly is not at a vibration node (Ref 4, 5, 6).
Mechanically Induced Heating. Mechanically loading the specimen will cause heating in those areas that are
plastically deformed. Because deformation of the specimen is normally destructive (except in those cases where
deformation is part of the intended processing), mechanically induced heating is probably best suited to research studies.
Examples are investigations of fatigue and crack growth, analysis of the response of a component to loading, and
optimization of deformation processes such as forging (Ref 7, 8, 9).
Electrically Induced Heating. Passing current through a specimen, or inductive heating, can be applied only to
materials that are electrically conductive. The heat produced is a product of the square of the electrical current and the
resistance. If the anomaly of interest locally changes the electrical resistance, the local current flow and the local
temperature will also change. One shortcoming of this method is that electrically conductive materials often have good
thermal conductive properties, thus making the local changes in temperature short in duration (Ref 10).
Area cooling can be used when heating may be damaging or impractical. Partial immersion of a test object in a cold
fluid such as ice water or liquid nitrogen may provide sufficient heat flow to reveal anomalous areas when monitoring the
surface temperature as the specimen cools or returns to ambient. As with area heating, a steady-state temperature profile
obtained by continued cooling of one surface of the specimen may be useful. For example, filling a cooler with ice and
water would allow the exterior detection of cold spots caused by faults in the insulation or a defective lid seal.
Total immersion of the test object in a cold fluid can also be considered a cooling method. In this case, the transient
surface temperatures are monitored while the test object returns to ambient temperature.
Cold-thermal-wave excitation involves preheating the test object, followed by cooling with an air jet (see Example
2). The cold-thermal-wave approach is attractive for the thermal testing of metallic structures for a number of reasons. It
is an inexpensive technique for fast thermal stimulation of large areas; preheating can be performed with low-rate
elements such as hot-wire heaters, although in several on-line applications the part may already be above ambient
temperature; and finally, the use of a cold thermal source eliminates self-emission noise problems.
References cited in this section
1. D.P. Almond, P.M. Patel, and H. Reiter, The Testing of Plasma Sprayed Coatings by Thermal W
ave
Interferometry, Mater. Eval., Vol 45, April 1987, p 471-475
2. D.L. Balageus, A.A. Déom, and D.M. Boscher, Characterization and Nondestructive Testing of Carbon-
Epoxy Composites by a Pulsed Photothermal Method, Mater. Eval., Vol 45, April 1987, p 461-465
3. J.C. Murphy and G.C. Watsel, Photothermal Methods of Optical Characterization of Materials,
Mater.
Eval., Vol 44, Sept 1986, p 1224-1230
4.
P. Potet, P. Jeanin, and C. Bathias, The Use of Digital Image Processing in Vibrothermographic Detection
of Impact Damage in Composite Materials, Mater. Eval., Vol 45, April 1987, p 466-470
5.
T.V. Baughn and D.B. Johnson, A Method for Quantitative Characterization of Flaws in Sheets by Use of
Thermal Response Data, Mater. Eval., Vol 44, June 1986, p 850-858
6.
E.G. Henneke II and T.S. Jones, Detection Damage in Composite Materials by Vibrothermography, in
Nondestructive Evaluation and Flaw Criticality of Composite Materials,
STP 696, R.B. Pipes, Ed.,
American Society for Testing and Materials, 1979
7. B.I. S
andor, D.T. Lohr, and K.C. Schmid, Nondestructive Testing Using Differential Infrared
Thermography, Mater. Eval., Vol 45, April 1987, p 372-395
8. Y. Huang, J. Xu, and C.H. Shih, Applications of Infrared Techniques to Research on Tensile Tests,
Mater.
Eval., Vol 38, Dec 1980, p 76-78
9.
Y. Huang, S.X. Li, S.E. Lin, and C.H. Shih, Using the Method of Infrared Sensing for Monitoring Fatigue
Process of Metals, Mater. Eval., Vol 42, July 1984, p 1020-1024
10.
D.R. Green and J.A. Hassberger, Infrared Electro-Thermal Examination of Stainless Steel, Mater. Eval.,
Vol 35, March 1977, p 39-43
Thermal Inspection
Grover Hardy, Wright Research and Development Center, Wright-Patterson Air Force Base; James Bolen, Northrop Aircraft Division
Thermal Inspection Equipment
The temperature sensors used in thermal inspection can be separated into two categories: noncontact temperature sensors
and contact temperature sensors. Other equipment includes recording instruments and calibration sources.
Noncontact Temperature Sensors
Noncontact temperature sensors depend on the thermally generated electromagnetic radiation from the surface of the test
object. At moderate temperatures, this energy is predominately in the infrared region. Therefore, noncontact
measurements in thermal inspection primarily involve the use of infrared sensors.
Infrared imaging equipment is available with a wide range of capabilities. The simplest systems are responsive to
the near-infrared portion of the optical spectrum. These include night-vision devices and vidicon systems with silicon or
lead sulfide sensors (Ref 11). Silicon sensors provide sensitivity for temperatures above 425 °C (800 °F), while lead
sulfide sensors respond to temperatures above 200 °C (400 °F).
Hand-held scanners are portable imaging systems capable of responding in the far-infrared portion of the optical
spectrum (wavelengths of 8 to 12 m). This range is emitted by objects at or near room temperature. In general, hand-
held scanners have poor imaging qualities and are not suitable for the accurate measurement of local temperature
differences. However, they can be useful for detecting hot spots, such as overheated components, thermal runaway in an
electronic circuit, or unextinguished fires (Ref 11).
High-resolution infrared imaging systems are required for most part inspection applications. These systems use
either pyroelectric vidicon cameras with image-processing circuitry or cryogenically cooled mechanical scanners to
provide good-quality image resolution (150 pixels, or picture elements, per scan line) (Ref 11) and temperature sensitivity
to 0.1 °C (0.2 °F) (Ref 12). One system is claimed to have a temperature resolution of 0.001 °C (0.002 °F) (Ref 12). In
addition to good image resolution and temperature sensitivity, response times of the order of 0.1 s or less facilitate the
detection of transient temperature changes or differentials. These imaging systems will use either a gray scale or a color
scale correlated to temperature ranges to depict the temperature distribution within the image.
Thermal wave interferometer systems combine modulated laser excitation with rapid phase and amplitude
sensing that can be scanned across a surface to produce an image (Ref 1, 12). One application for this type of system is
the inspection of plasma-sprayed coatings. The system senses the interaction between the thermal waves of the laser and
the thermal variations from coating defects and thickness variations.
Radiometers and pyrometers are devices for measuring radiation, or spot or line temperatures, respectively, without
the spatial resolution needed for an imaging system. Radiometers, because they usually have slow response times, are
most useful for monitoring constant or slowly varying temperatures. Pyrometers are used as noncontacting thermometers
for temperatures from 0 to 3000 °C (32 to 5400 °F). Newer instruments can superimpose a line trace of the temperature
on the visible-light image of the surface or scene being viewed (Ref 13). Radiometers and pyrometers are usually rugged,
low-cost devices that can be used in an industrial environment for the long-term monitoring of processes.
Contact Temperature Sensors
Contact temperature sensors include material coatings and thermoelectric devices. Material coatings are relatively low in
cost and simple to apply, but they may have the disadvantage of providing qualitative temperature measurements (the
exception is coatings with liquid crystals, which can be calibrated to show relatively small changes in temperature).
Another disadvantage of coatings is that they may change the thermal characteristics of the surface.
Cholesteric liquid crystals are greaselike substances that can be blended to produce compounds having color
transition ranges at temperatures from -20 to 250 °C (-5 to 480 °F) (Ref 13). Liquid crystals can be selected to respond in
a temperature range for a particular test and can have a color response for temperature differentials of 1 to 50 °C (2 to 90
°F) (Ref 13). When illuminated with white light while in their color response range, liquid crystals will scatter the light
into its component colors, producing an iridescent color that changes with the angle at which the crystals are viewed.
Outside this color response range, liquid crystals are generally colorless. The response time for the color change varies
from 30 to 100 ms (Ref 13). This is more than adequate to allow liquid crystals to show transient changes in temperature
(Ref 14). The spatial resolution obtainable can be as small as 0.02 mm (0.0008 in.) (Ref 14). In addition, because the
color change is generally reversible, anomalies can be evaluated by repeating the test as many times as needed.
Techniques for applying liquid crystals are relatively straightforward once the proper blend of compounds is
selected. Because liquid crystals function by reflecting light, they are more readily seen when used against a dark
background. Therefore, if the specimen is not already dark, covering the surface with a removable, flat-black coating is
strongly recommended before application. The crystals can then be applied by pouring, painting, spraying, or dipping.
Care must be taken that the specimen or the coating is not attacked by the solvent base used with the liquid crystals. The
applied film of liquid crystals must be of uniform thickness to prevent color irregularities caused by thickness differences
rather than temperature differences. A good film thickness is about 0.02 mm (0.0008 in.) (Ref 13). Successive layers used
to build up the film thickness should not be allowed to dry between coats. A coating of proper thickness will have a
uniform, low-gloss appearance when viewed with oblique illumination.
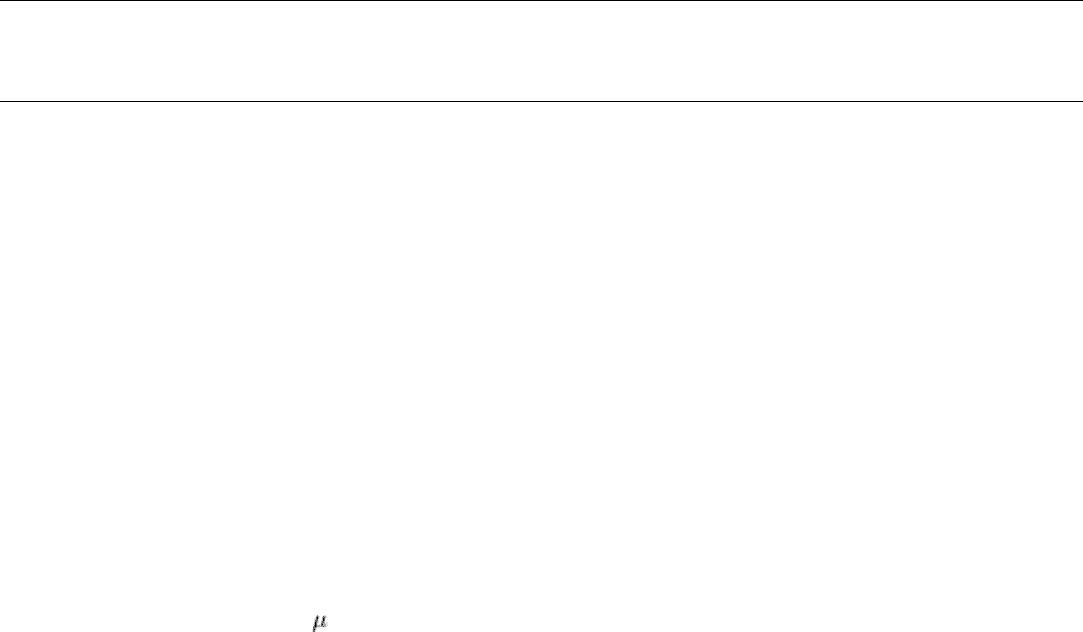
Thermally quenched phosphors are organic compounds that emit visible light when excited by ultraviolet light. The
brightness of a phosphor is inversely proportional with temperature over a range from room temperature to about 400 °C
(750 °F), as indicated in Fig. 3. Some phosphors exhibit a change in brightness of as much as 25%/°C (14%/°F). An
individual phosphor should be selected to cover the temperature range used for a particular inspection. The coating is
applied by painting a well-agitated mixture of the phosphor onto the surface to a thickness of about 0.12 mm (0.0047 in.).
Fig. 3 Relative brightness of four thermally qu
enched phosphors (U.S. Radium Radelin phosphor numbers) as a
function of temperature
Other Coatings. Heat-sensitive paints, thermochromic compounds, heat-sensitive papers, and meltable frosts and
waxlike substances can also be used to indicate surface temperatures. These coatings are useful for determining when a
surface has exceeded a certain temperature. A few of the coatings, such as the photochromic paints and thermochromic
compounds, have reversible changes that can be used to evaluate indications by retesting. Each of the coatings can be
applied directly to the surface. After some experimentation, the coatings could be used for specialized thermal
inspections.
Thermoelectric devices are widely used for measuring temperature. Typical thermoelectric devices are
thermocouples, thermopiles, and thermistors.
Thermocouples consist of a pair of junctions of two different metals. As the temperature of one of the junctions is
raised, an electromotive force (voltage) relative to the other (reference) junction is produced that is proportional to the
temperature difference between the two junctions. Thermocouples are usually used in a bridge circuit, with the reference
junction maintained at a known and stable temperature. Thermocouples can be placed in contact with the surface of the
subject or can be used near the surface to measure the air temperature.
Thermopiles are multiple thermocouples used electrically in series to increase the output voltage. Although thermopiles
have a greater output (resulting in greater sensitivity) than individual thermocouples, they also have a slower response
time because of the increased mass. Thermopiles are used as a sensing element in radiometers.
Thermistors are electrical semiconductors that use changes in electrical resistance to measure temperature. Thermistors
are usually used in a bridge circuit, with one of the thermistors maintained at a known and stable temperature.
Recording Equipment
When high-resolution imaging systems are used, recording equipment, such as a videotape recorder, is extremely useful
for analyzing transient effects or for reviewing techniques. Videotape recordings showing the time-varying response of a
location on the specimen can be used to estimate the size and depth of the anomalies (Ref 2, 5, 15). Such recorded data
can be processed with digital data-processing techniques to enhance the detection of temperature differences and to
suppress spurious noise signals (Ref 4) (see the section "Digital Image Enhancement" in this article). Photographic
techniques can also be used to record the thermal images of specimens.
When coatings are used, the recording equipment usually consists of color photographs of liquid crystals, heat-sensitive
paints, thermochromic materials, and wax sticks. Black-and-white photographs are adequate for most heat-sensitive
papers, melting paint materials, and thermally quenched phosphors. For time-based measurements with liquid crystals, a
video recorder can provide an excellent recording of color changes as the test progresses. The recording equipment for
thermoelectric devices is usually time-based chart recorders or digital recorders.
Temperature Calibration Sources
Temperature calibration sources are needed for all devices used to measure temperatures. Some systems have built-in or
internal calibration sources. External sources can vary from very simple devices, such as a container of ice and water or
boiling water, to thermocouple-controlled heated plates that can be adjusted to the desired temperature.
References cited in this section
1. D.P. Almond, P.M. Patel, and H. Reiter, The Testing of Plasma Sprayed Coa
tings by Thermal Wave
Interferometry, Mater. Eval., Vol 45, April 1987, p 471-475
2. D.L. Balageus, A.A. Déom, and D.M. Boscher, Characterization and Nondestructive Testing of Carbon-
Epoxy Composites by a Pulsed Photothermal Method, Mater. Eval., Vol 45, April 1987, p 461-465
4.
P. Potet, P. Jeanin, and C. Bathias, The Use of Digital Image Processing in Vibrothermographic Detection
of Impact Damage in Composite Materials, Mater. Eval., Vol 45, April 1987, p 466-470
5. T.V. Baughn and D.B. Johnson, A Meth
od for Quantitative Characterization of Flaws in Sheets by Use of
Thermal Response Data, Mater. Eval., Vol 44, June 1986, p 850-858
11.
J. Newitt, Application of Specific Thermal Imaging, Mater. Eval., Vol 45, May 1987, p 500-504
12.
Infrared Thermal Testing, Product Showcase, Mater. Eval., Vol 45, April 1987, p 403-414
13.
H. Kaplan and R. Friedman, Two New Portable Infrared Instruments for Plant Inspection, Mater. Eval.,
Vol
39, Feb 1980, p 175-179
14.
J.H. Williams, Jr., B.R. Felenchak, and R.J. Nage
m, Quantitative Geometric Characterization of Two
Dimensional Flaws Via Liquid Crystal Thermography, Mater. Eval., Vol 41, Feb 1983, p 190-201, 218
15.
P. Cielo et al., Thermographic Nondestructive Evaluation of Industrial Materials and Structures, Mater.
Eval., Vol 45, April 1987, p 452-460
Thermal Inspection
Grover Hardy, Wright Research and Development Center, Wright-Patterson Air Force Base; James Bolen, Northrop Aircraft Division
Inspection Methods
Steady-state methods are used to detect anomalies where temperatures change very little with time. Many of the
thermally active objects or processes can be observed under steady-state conditions. For example, a steam line that
regularly carries steam can be inspected for insulation defects by looking for hot spots. These types of anomalies usually
produce large differences in temperature, and the resultant images or contact coating indications are easily interpreted.
Steady-state methods are more challenging with the thermal excitation of passive objects. Uniform heating and cooling
are essential, and the heating and cooling rates must be adjusted to allow the temperature differences caused by the
defects to be maintained. A honeycomb panel can be inspected for liquid intrusion or disbonds by heating one side and
cooling the opposite side. The cooled side is viewed for the inspection, and either infrared imaging or contact coatings can
be used. Areas of liquid intrusion will produce warmer temperatures than the surroundings, while disbonds will produce
cooler temperatures.
In general, anomalies must be large, must be close to the surface, or must create large temperature differences to be
detectable with steady-state methods. With active heating or cooling, steady-state measurements will be more effective
when made on the surface where the heat transfer is by convection.
Time-based methods are used to detect anomalies where temperatures change during the inspection. Temperature
differences may develop and then disappear as a subject changes from one overall temperature to another (Ref 2, 15). The
change may be actively or passively produced. For example, a hot forging exiting a forging press or die will cool to room
temperature and will produce a temperature difference at a forging lap for only a short time. An aircraft structure with
hidden corrosion can be actively heated from one side and then allowed to cool. Areas with trapped water will cool more
slowly and create a temporary warm spot, while thinned or corroded areas will cool slightly faster than the rest of the
structure and produce a temporary cool spot.
In general, time-based methods can provide the maximum detection sensitivity and can permit inspection from one side.
For infrared or photothermal imaging methods utilizing active heating, inspection can be performed after the heat source
is turned off, thus eliminating the interference in the image from the heat source itself. Multiple time-based measurements
are required for quantitative interpretation of thermal images (Ref 5). For example, a video recording will capture
transient temperature differences produced with surface coating methods on a continuous basis and can be analyzed frame
by frame to evaluate the indications as they appear and disappear.
Image interpretation has proved to be the most difficult part of many thermal inspection applications. Strong
indications with large temperature differences are the easiest to interpret. Strong indications will usually provide a truer
image of the anomaly than weak indications. An anomaly close to the surface will produce a stronger indication than an
identical anomaly far from the surface, and the resultant indication will more accurately portray the size and shape of the
source.
Thermal images reflect the heat flow in the structure. If the structure has an area with a subsurface support or cavity, the
heat will flow faster or slower, respectively, into these areas. The edges of the structure will experience more convective
and radiative heat transfer than the remainder. Support of the structure will also affect the image because the support is
usually another source of heat transfer.
Thermal images can also be influenced by other factors. The heating source, as well as nonuniformities in the emissivity
of the specimen caused by variations in surface roughness and color, can produce indications. Consequently, the first step
in image interpretation is to look at the strength of the image and closely examine the surface and structure of the
specimen as well as the uniformity of the heating source. When no obvious surface or structural correlation exists
between the specimen and the image, an internal anomaly should be suspected. If available or possible, digital image
enhancement, such as filtering, image averaging, or reference image subtraction, should be used to eliminate nonrelevant
indications. An indication that persists is probably a valid indication of an anomaly.
Digital image enhancement can be used to improve the quality of thermal images. Spatial filtering can be used to
smooth the temperature data by eliminating the high-frequency noise caused by heating devices and external sources. One
technique involves mathematically replacing each pixel value with the average value of its four nearest neighbors (Ref 4).
Signal-averaging techniques can also be used to reduce measurement noise if the image does not vary too rapidly with
time. Averaging individual pixel values from 100 successive image frames will eliminate 90% of the noise and will
increase sensitivity (Ref 4).
Space-domain and time-domain subtraction functions can also be used to enhance flaw detection. Space-domain
subtraction functions can eliminate temperature differentials from repetitive sources of noise (such as local variations in
surface emissivity), patterns resulting from a nonuniform (or line or spot) heat source, and local variations in heat loss
unrelated to anomalies (such as convection patterns or conduction into supporting structures). If self-referencing is not
possible, a defect-free reference specimen with similar characteristics can be used to provide a reference image in a space-
domain subtraction algorithm (Ref 15). For example, an image taken when a component is new or when a process is
functioning properly can be subtracted from an image taken at a later date to indicate damage, flaw propagation, or
changes in the process (Ref 4).
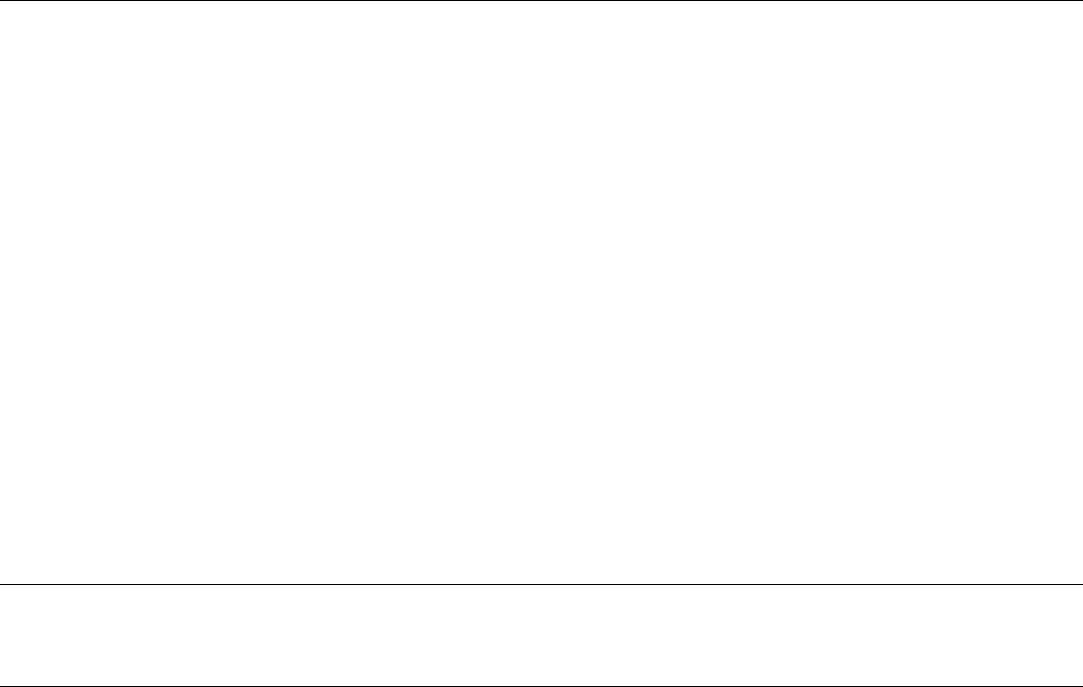
When the thermal noise is not repetitive (as when surface emissivity is unpredictable or when reflections occur from an
unknown background source), time-domain subtraction functions can enhance flaw detection. A graphic example of time-
domain image subtraction is shown in Fig. 4. An irregular pattern of reflective noise from an infrared heat source was
eliminated by subtracting two images obtained 3 s and 5 s after initial heating to reveal a defect in a graphite epoxy sheet
(Ref 15).
Fig. 4 Example of time-
domain image processing. (a) Image over a defect (10 × 10 mm and 0.5 mm deep, or
0.4 × 0.4 in. and 0.2 in.
deep) obtained 3 s after initial heating. (b) Image over the same defect obtained 5 s
after initial heating. (c) Image of defect after subtracting image (a) from image (b).
Courtesy of P. Cielo,
National Research Council of Canada
References cited in this section
2. D.L. Balageus, A.A. Déom, and D.M. Boscher, Characterization and Nondestructive Testing of Carbon-
Epoxy Composites by a Pulsed Photothermal Method, Mater. Eval., Vol 45, April 1987, p 461-465
4. P. Potet, P. Jeanin, and C. Bathias, The Use of
Digital Image Processing in Vibrothermographic Detection
of Impact Damage in Composite Materials, Mater. Eval., Vol 45, April 1987, p 466-470
5.
T.V. Baughn and D.B. Johnson, A Method for Quantitative Characterization of Flaws in Sheets by Use of
Thermal Response Data, Mater. Eval., Vol 44, June 1986, p 850-858
15.
P. Cielo et al., Thermographic Nondestructive Evaluation of Industrial Materials and Structures,
Mater.
Eval., Vol 45, April 1987, p 452-460
Thermal Inspection
Grover Hardy, Wright Research and Development Center, Wright-Patterson Air Force Base; James Bolen, Northrop Aircraft Division
Quantitative Methods
In general, thermographic methods do not lend themselves to the rapid derivation of quantitative data on anomalies. One
exception is the case of thin coatings, in which anomaly size and shape correspond very closely to the size and shape of
infrared images or contact coating indications from optimized inspections. Similarly, quantitative estimates of very thin
coating thicknesses are possible with proper time-based techniques (Ref 1).
Quantification of anomaly size following the detection by thermal methods is usually more readily accomplished by
application of a second nondestructive evaluation (NDE) method. For example, determining the size and depth of a
delamination detected in a graphite/epoxy laminate by thermal methods would be best achieved by ultrasonic techniques.
A crack detected in a rocket propellant tank would be best quantified by other methods, such as multiple x-ray films or x-
ray computer-aided tomography.
There are some cases in which quantification from thermal indications is always desirable. For example, in a process
producing hot specimens, rapid feedback may be necessary because time is too short to wait for the specimens to cool for