Арсентьев В.А., Вайсберг Л.А., Зарогатский Л.П., Шулояков А.Д. Производство кубовидного щебня и строительного песка с использованием вибрационных дробилок
Подождите немного. Документ загружается.

Параллельная
зона
у
конусных
дробилок
среднего
дробления
(КСД)
имеет
длину
1/
10-1
/ 12
диаметра
дробящего
конуса;
мелкого
дробления
(КМД)
- 1/ 6
его
диаметра.
Конусные
дробилки
имеют
принудительную
систему
смазки.
Жидкая
смазка
подается
в
дробилку
от
специального
насоса
под
эксцентриковый
стакан,
откуда
попадает
в
полость
под
валом
и
далее
на
конические
шес
терни
,
после
чего
сливается
через
специальную
трубу.
•
Основные
технологические
характеристики
конусных
дробилок
Угол
захвата
а
для
конусных
дробилок
КСД
и
КМД
должен
быть
мень
ше
двойного
угла
трения
и
практически
составлять
в
среднем
20
0.
Этот
угол
определяет
форму
дробящей
полости
и размер
приемного
куска.
Частоту
вращения
(мин
-
1
)
определяют
по
формуле
n=60~6g(cosy-
f
cosy)
/
D,
где
g -
ускорение
свободного
падения;
у
-
угол
наклона
боковой
поверх
ности
дробящего
конуса
к
его
основанию;
f -
коэффициент
трения
сколь
жения;
D -
диаметр
дробящего
конуса.
Производительность
дробилки
Q
(т
/
ч)
определяют
по
формуле
Q =
61tnSIKD'6,
где
5 -
ширина
и
1 -
длина
параллельной
зоны;
k -
коэффициент
раз
рыхления
материала
при выходе
из
дробилки;
'6
-
плотность
дробимого
материала.
Как
было
сказано
выше,
конусные
эксцентриковые
дробилки
имеют
степень
дробления
в
открытом
цикле
не
более
4-6.
Эти
машины
выгодно
отличаются
от
дробилок
других
типов
главным
образом
способностью
пе
рерабатывать
материал
достаточно
высокой
прочности
и
абразивности
при
незначительных
изменениях
технологических
показателей
[1].
Сравнительно
низкая
степень
дробления
эксцентриковых
дробилок
объясняется
использованием
в
качестве
приводного
элемента
подвижного
конуса
эксцентрика,
который
ограничивает
амплитуду
конуса
конструктивно
заданным
смещением
своей
оси
относительно
оси
вращения.
поэтому
слой
материала
даже
низкой
крепости
не
может
быть
деформирован
больше,
чем
установленный
зазор
между
конусами, что
заранее
предопределяет
низкую
степень
дробления.
в
дробилках
с
диаметром
подвижного
конуса
2200
мм
толщина
слоя
материала
в
разгрузочной
зоне
не
может
быть
менее
10
мм.
Это
объясняется
тем,
что
брони
неподвижного
и
подвижного
кону
сов
неизбежно
имеют
некоторую
эллиптичность
и
неконцентричность,
ко
торые
после
механической
обработки
не
должны
превышать
соответствен
но
0,05
и
0,1
%
диаметра
брони
у
основания.
При
совпадении
знаков
--------------
32
-------------,--
допусков
суммарная
разница
диаметров
брони
составляет
6,4
мм.
Если
ра
бoчий
зазор
между
конусами
установить
меньше
этого
значения,
то
при
работе
дробилки
на
холостом
ходу
могут
возникать
соударения
броней.
поскольку
такое
совпадение
знаков
допусков
маловероятно,
на
практике
возможна
установка
зазора
не
менее
5
мм.
Рабочий
зазор
измеряют
и
регулируют
на
холостом
ходу
дробилки,
когда
подвижный
конус
под
действием
своей
центробежной
силы
смещает
ся
к
неподвижному
конусу
и
прижимается
хвостовиком
своего
вала
к
тон
кой
стороне
эксцентрика.
Однако при
работе
дробилки
под
нагрузкой
хво
стовик
вала
под
действием
сопротивления
слоя
дробимого
материала
при
жимается
к
толстой
стороне
эксцентрика.
поскольку
в
дробилке
КМДТ-2200,
имеющей
новые
детали,
суммарные
зазоры
в
приводной
втулке
составля
ют
4,5
мм,
а
на
холостом
ходу
измеренный
рабочий
зазор
составляет
5
мм,
то
при
работе
под
нагрузкой
толщина
слоя
материала
в
рабочей
зоне
будет
9,5
мм.
С
увеличением
износа
вала
и
эксцентрика
толщина
упомянутого
слоя
возрастает,
что
приводит
к
неизбежному
закрупнению
дробленого
продукта,
коэффициент
которого
по
отношению
к
установленному
на
хо
лостом
ходу
рабочему
зазору
принимается
равным
3,8.
Другая
существенная
причина
сравнительно
низкой
степени
дробления
эксцентриковых
дробилок
-
ограниченная
частота
качаний
подвижного
конуса.
С
увеличением
частоты
воздействия
конуса
на
дробимый
матери
ал
снижается крупность
продукта
и
коэффициент
закрупнения,
однако
при
этом
пропорционально
квадрату
частоты
качаний
возрастает
центробеж
ная
сила
подвижного
конуса,
а,
следовательно,
и
степень
неуравновешен
ности
дробилки.
При
этом
на
холостом
ходу
эксцентрик
и
подвижный
конус
на
своем
подпятнике
работают
крайне
ненадежно.
Если применя
емые
в
настоящее
время
упругие
амортизаторы
защищают
фундамент
дро
билки
от
разрушения,
то
опасность
заклинки
вала
подвижного
конуса
в
эксцентрике
на
холостом
ходу
на
повышенной
частоте
качаний
сохраня
ется.
Не
менее
важной
причиной
ограничения
технологических
параметров
эксцентриковых
дробилок
является
их
высокая
чувствительность
к
нерав
номерности
загрузки
исходным
материалом
как
по
массе,
так
и
по
грану
лометрическому
составу.
Важно
также
обеспечить
условия
для
равномерного
распределения
ис
ходного
материала
по
всей
окружности
дробящей
полости.
Распределительная
тарель,
установленная
на
вершине
подвижного
кону
са
,
не
обеспечивает
требуемой
равномерности
распределения
исходного
материала
из-за
невозможности
в
большинстве
случаев
подачи
потока
материала
в ее
центр
или
из-за
образования
на
поверхности
тарели
наро
стов
рудной
мелочи.
В
таких
условиях
дробилка
работает
неравномерно
с
пиковыми
напряжениями
в
деталях
и
узлах
привода,
а
износ
брони
носит
волнообразный
характер,
в
местные
выработки
ее
проваливаются
крупные
куски руды.
Для
компенсации
этого
явления
на
ряде
фабрик
осуществляют
механическую
обработку
брони
(один-два
раза
за
срок
их
службы)
,
удорожа
ющую
эксплуатацию
дробилок,
но
обеспечивающую
рентабельность
этих
мер
благодаря
сохранению
исходной
производительности
мельниц.
------------------------
33
-------------------------
Следующим
ограничительным
фактором
интенсификации
работы
экс
центриковых
дробилок
является
опасность
повреждения
их
механизма
в
связи
с
переполнением
дробящей
полости
перерабатываемой
рудой
высо
кой
крепости.
В
количественном
отношении
поток
руды
на
большинстве
отечествен
ных
фабрик
регулируется
дробильщиком
вручную
и
выбирается
таким
об
разом,
чтобы
над
входом
в
дробящую
полость
не
скапливался
слой
руды.
Дальнейшее
повышение
подачи
питания
при
переработке
крепких
руд и
неизбежной
неравномерности
загрузки
дробилки
материалом
приводит
к
срабатыванию
пружин
опорного
кольца,
повышению
нагрузок
на
привод
и
запрессовке
дробилки.
Для
устранения
этих
явлений
дробильщик
стре
мится
подавать
заведомо
пониженное
количество
руды
в
дробилку,
что
в
свою
очередь
приводит
к
другим
нежелательным
явлениям.
При
существующей
частоте
качаний
подвижного
конуса
(224-242
мин
-
1
)
кусок
руды
зажимается
в
дробящей
полости
при
условии
предельного
ее
заполнения
около
7
раз,
однако
чем
ниже
производительность
,
тем
с
боль
шей
скоростью
кусок
проходит
дробящую
полость,
подвергаясь
в
ней
иног
да
двум-трем обжатиям.
Такой
режим
приводит
не
только
к
уменьшению
степени
дробления,
но
и
к
резкому
снижению
ресурса
дробилки
из-за
виб
раций
вала
конуса
в
эксцентрике
при
одновременном
пробое
слоя
масла
на
поверхности
трения
и
выходе
на
полусухое
трение
[7].
Таким
образом,
к
основным
факторам,
ограничивающим
технологичес-
кие
параметры
конусных
эксцентриковых
дробилок,
следует
отнести:
эллиптичность
и
неконцентричность
броней
конусов;
повышенные
радиальные
зазоры
в
при
водном
эксцентриковом
ме
ханизме;
чувствительность
к
неравномерности
загрузки
исходным
материа
лом;
ограниченную
частоту
качаний
подвижного
конуса;
отсутствие
отработанных
способов
и
средств
количественной
опти
мизации
питания;
динамическую
неуравновешенность.
АПРАВЛЕНИЯ
ПОВЫШЕНИЯ
ТЕХНОЛОГИЧЕСКИХ
ПАРАМЕТРОВ
КОНУСНЫХ
ЭКСЦЕНТРИКОВЫХ
ДРОБИЛОК
В
предыдущем
разделе
приведены
недостатки
эксцентриковых
дроби
лок,
ограничивающие
их
технологические
показатели.
Рассмотрим
далее
возможности
повышения
этих
показателей
при
минимальном
вмешатель
стве
в
конструкцию
дробилки
при
сохранении
130-летней
идеи
ее
при
вода.
•
Увеличение
частоты
качаний
подвижного
конуса
и
полное
уравновешивание
дробилки
Изменение
эксцентриситета
приводной
втулки
позволяет
менять
тех
нологические
показатели
дробилки
в
двух
направлениях:
уменьшение
экс
центриситета
приводит
к
снижению
крупности
продукта
и
производи
тельности,
а
увеличение
эксцентриситета
-
к
росту
производительности
и
закрупнению
продукта.
Такие
направленные
изменения
возможны
при
неизменности
конструкции
и
про
филя
дробящей
полости
дробилки.
Одновременное
повышение
обоих
технологических
параметров
оказа
лось
возможным
за
счет
повышения
частоты
качаний
подвижного
конуса.
Такая
работа
по
форсированию
режима
дробилок
кмд
-2200
была
прове
дена
кафедрой
конструирования
машин
Университета
дружбы
народов
имени
п.
Лумумбы.
Исследования
подобного
направления
были
проведе
ны
также
ВНИИстройдормашем
[17].
Эксплуатационная
производительность
дробилок
КМД-2200
составля
ет
140-150
м
3
/
ч.
При
разгрузочном
зазоре
5
мм
и
производительности
140
м
3
/ч
нарушается
нормальное
прохождение
дробимого
материала
сквозь
дробящую
полость,
возникает
подпрессовка
дробимого
материала
в
па
раллельной
зоне,
как
следствие,
повышается
энергоемкость
дробления
и
резко
возрастают
нагрузки на
узлы
привода.
Такое
явление,
как
было
указано
в
предыдущем
разделе,
возникает
из-за
гранулометрической
не
равномерности
питания
дробилки
по
окружности
ее
дробящей
полости.
Однако
при
сохранении
амплитуды
подвижного
конуса
повышение
ча
стоты
его
качаний
приводит
к
увеличению
числа
зажатий
кусков
в
поло
сти.
Одновременно
соответствующее
увеличение
скорости
перемещения
кусков
способствует
более
эффективной
их
эвакуации
из
калибрующей
(па-
------------------------
35
-------------------------
раллельной)
зоны.
Таким
образом,
повышается
степень
дробления
без
сни
жения
производительности
и
подпрессовки.
Производительность
дробилки
на
повышенной
частоте
качаний
до
338
мин
-
1
может
стабильно
удерживаться
в
диапазоне
150-180
м
3
j
ч.
Если
при
частоте
качаний
подвижного
конуса
224
мин
-
1
(разгрузоч
ный
зазор
6,1
мм)
выход
фракции
+20
мм
составляет
9,5-11
%,
то
при
338
мин
-
1
(зазор
6,3
мм)
выход
той
же
фракции
меньше
1 %,
что
свидетель
ствует
о
фактическом
росте
степени
дробления
с
увеличением
частоты.
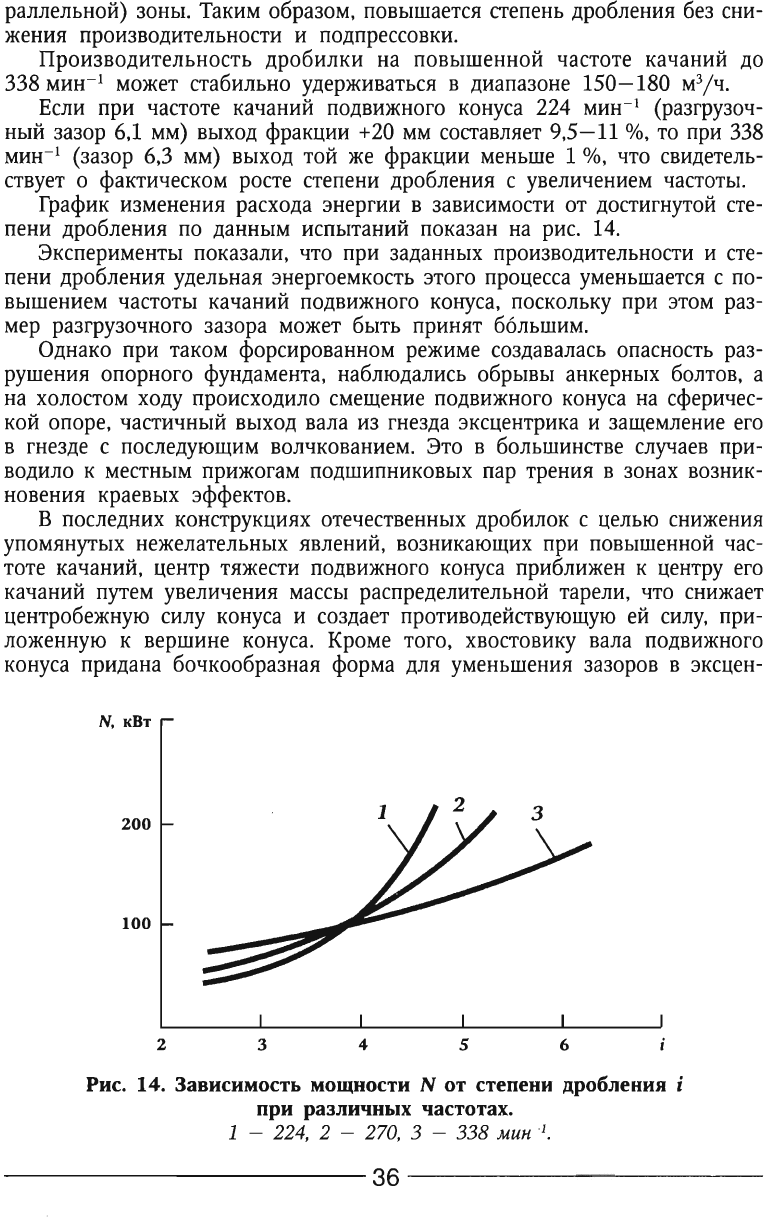
График
изменения
расхода
энергии
в
зависимости
от
достигнутой
сте
пени
дробления
по
данным
испытаний
показан
на
рис.
14.
Эксперименты
показали,
что
при
заданных
производительности и
сте
пени
дробления
удельная
энергоемкость
этого
процесса
уменьшается
с
по
вышением
частоты
качаний
подвижного
конуса,
поскольку
при
этом
раз
мер
разгрузочного
зазора
может
быть
принят
ббльшим.
Однако
при
таком
форсированном
режиме
создавалась
опасность
раз
рушения
опорного
фундамента,
наблюдались
обрывы
анкерных
болтов,
а
на
холостом
ходу
происходило
смещение
подвижного
конуса на
сферичес
кой
опоре,
частичный
выход
вала
из
гнезда
эксцентрика
и
защемление
его
в
гнезде
с
последующим
волчкованием.
Это
в
большинстве
случаев
при
водило
к
местным
прижогам
подшипниковых
пар
трения
в
зонах
возник
новения
краевых
эффектов.
В
последних
конструкциях
отечественных
дробилок
с
целью
снижения
упомянутых
нежелательных
явлений,
возникающих
при
повышенной
час
тоте
качаний,
центр
тяжести
подвижного
конуса
приближен
к
центру
его
качаний
путем
увеличения
массы
распределительной
тарели,
что
снижает
центробежную
силу
конуса
и
создает
противодействующую
ей
силу,
при
ложенную
к
вершине
конуса.
Кроме
того,
хвостовику
вала
подвижного
конуса
придана
бочкообразная
форма
для
уменьшения
зазоров
в
эксцен-
N,
кВт
200
100
2
3
4
5 6
Рис.
14.
Зависимость
мощности
N
от
степени
дробления
i
при
различных
частотах.
1 - 224, 2 - 270, 3 -
ЗЗ8
MUH
-
1
.
--------------
36
-------------
трике
и
снижения
вероятности
возникновения
в
нем
краевых
эффектов.
С
принятием
этих
мер
удалось
обеспечить
надежную
работу
дробилок
мел
кого
дробления
при
частоте
качаний
242
мин
-
1
,
хотя
динамические
на
грузки
на
узлы
машины
повышаются
на
17
%
при
244
мин
-
1
•
Учитывая
технологическую
полезность
такого
форсированного
режи
.
ма,
представляется
целесообразным
провести
анализ
возможностей
более
эффективного
уравновешивания
подобных
машин,
а
также
обеспечения
устойчивости
подвижного
конуса
на
сферической
опоре
на
холостом
ходу.
При
решении
задачи
уравновешивания
дробилки
и
подвижного
конуса
необходимо
учитывать
требование
к
обеспечению
равномерности
работы
эксцентрикового
узла,
имея
в
виду,
что
удельное
давление
на
цилиндри
ческую
втулку
возрастает
от
нижнего
ее
края
к
верхнему
по
гиперболе,
вызывая
на
верхней
ее
кромке
напряжения
до
150
МПа.
Осуществить
полное
уравновешивание
дробилки,
в
том
числе
и
ее
под
вижного
конуса
при
его
работе
в
любом
режиме,
представляется
возмож
ным
путем
присоединения
к
хвостовику
его
вала
неуравновешенного
гру
за,
установленного
противофазно
отклонению
конуса
и
вращающегося
со
вместно
с
эксцентриком.
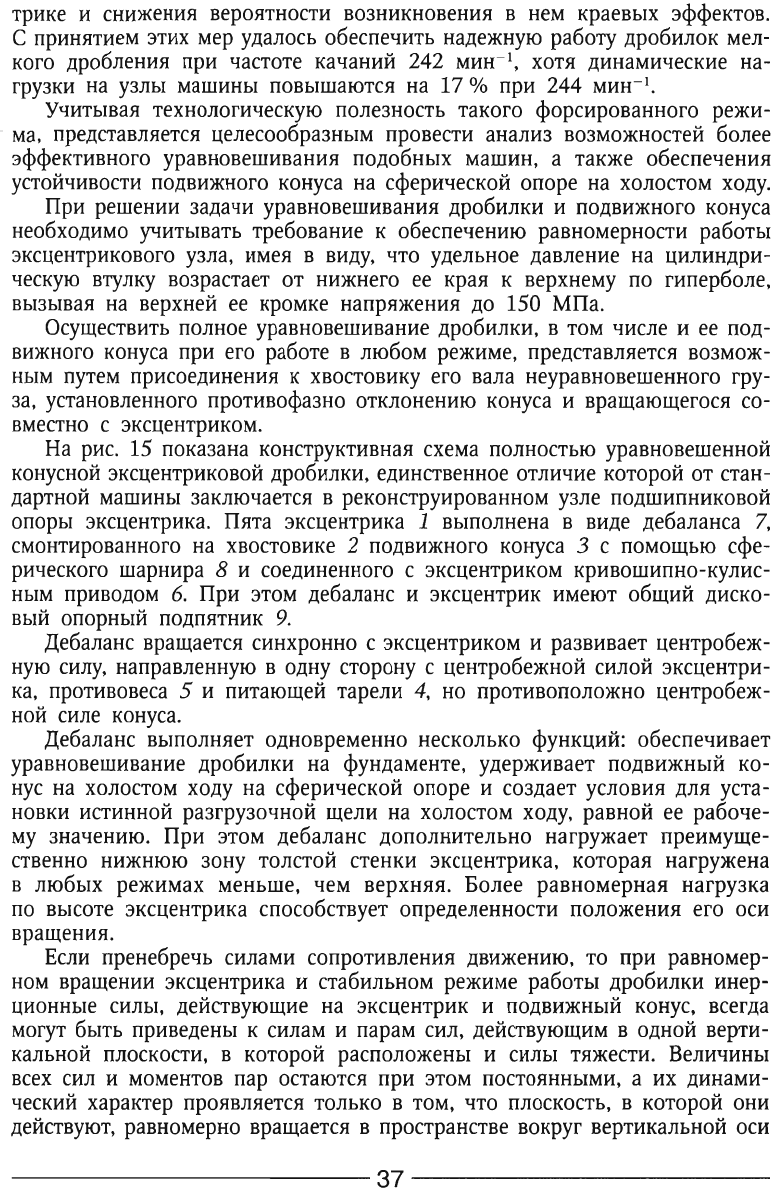
На
рис.
15
показана
конструктивная
схема
полностью
уравновешенной
конусной
эксцентриковой
дробилки,
единственное
отличие
которой
от
стан
дартной
машины
заключается
в
реконструированном
узле
подшипниковой
опоры
эксцентрика.
Пята
эксцентрика
1
выполнена
в
виде
дебаланса
7,
смонтированного
на
хвостовике
2
подвижного
конуса
3
с
помощью
сфе
рического
шарнира
8
и соединенного
с
эксцентриком
кривошипно-кулис
ным
приводом
6.
При
этом
дебаланс
и
эксцентрик
имеют
общий
диско
вый
опорный
подпятник
9.
Дебаланс
вращается
синхронно
с
эксцентриком
и
развивает
центробеж
ную
силу,
направленную
в
одну
сторону
с
центробежной
силой
эксцентри
ка,
противовеса
5
и
питающей
тарели
4,
но
противоположно
центробеж
ной
силе
конуса.
Де
баланс
выполняет
одновременно
несколько
функций:
обеспечивает
уравновешивание
дробилки
на
фундаменте,
удерживает
подвижный
ко
нус
на
холостом
ходу
на
сферической
опоре
и
создает
условия
для
уста
новки
истинной
разгрузочной
щели
на
холостом
ходу,
равной
ее
рабоче
му
значению.
При
этом
де
баланс
дополнительно
нагружает
преимуще
ственно
нижнюю
зону
толстой
стенки
эксцентрика,
которая
нагружена
в
любых
режимах
меньше,
чем
верхняя.
Более
равномерная
нагрузка
по высоте
эксцентрика
способствует
определенности
положения
его
оси
вращения.
Если
пренебречь
силами
сопротивления
движению,
то
при
равномер
ном
вращении
эксцентрика
и
стабильном
режиме
работы
дробилки
инер
ционные
силы,
действующие
на
эксцентрик
и
подвижный
конус, всегда
могут
быть
приведены
к
силам
и
парам
сил,
действующим
в
одной
верти
кальной
плоскости,
в
которой
расположены
и
силы
тяжести.
Величины
всех
сил
и
моментов
пар
остаются
при
этом
постоянными,
а
их
динами
ческий
характер
проявляется
только
в
том,
что
плоскость,
в
которой
они
действуют,
равномерно
вращается
в
пространстве
вокруг
вертикальной
оси
------------------------
37
-------------------------
4
Рис.
15.
Схема
динамического
уравновешивания
э~сцентриковой
конусной
дробилки.
r
дробилки.
Эти
обстоятельства
позволяют
рассматривать
задачу уравнове
шивания
дробилки
как
плоскую
[15].
На
схеме
(рис.
15)
динамического
уравновешивания
дробилки
показа
ны
все
действующие
в
дробилке
силы.
Приведя
все
силы
к
центру
качаний
подвижного
конуса
и
приравнивая
к
нулю
главный
момент
и
проекцию
главного
вектора
на
горизонтальную
ось,
получим:
F-Fj-Fz-F
з
=О,
Fl' +
F
з
l
з
-
Fjl
1
-
Fzl
z
-
Gt+
G1tl
=
О.
Как
показали
цифровые
расчеты
применительно
к
дробилке
КМДТ
-2200,
можно
обеспечить
ее
полное
уравновешивание
в
соответствии
со
схемой,
показанной
на
рис.
15.
В
этом
случае
соблюдаются
все
условия
устойчи-
-------------------------
38
------------------------
вости
подвижного
конуса
на
сферической
опоре
как
на
холостом
ходу,
так
и
в
рабочем
режиме.
В
то
же
время
эти
условия
не
соблюдаются
для
неуравновешенной
дробилки.
Рассмотренный
метод
динамического
уравновешивания
эксцентриковых
дробилок
может
быть
использован
при
любых
частотах
качаний
подвиж
ного
конуса,
которые
по
окружным
скоростям
могут
быть
допущены
в
подшипниковых
парах
дробилки.
При
этом
действующие
на
фундамент
силы
будут
отсутствовать
или
будут
в
несколько
раз
меньше
существую
щих,
что
позволит
снизить
массу
фундаментов
и
исключит
применение
амортизаторов,
способствующих
защите
существующих
фундаментов
от
разрушения.
Такая
конструкция
была
запатентована
по
«Уралмаш
»
совместно
с
Механобром
и
успешно
испытана
на
дробилке
КМДТ
-
2200.
Не
менее
важным
фактором
является
возможность
установки
в
урав
новешенной
дробилке
истинного
разгрузочного
зазора
на
холостом
ходу,
так
как
в
этом
режиме
вал
подвижного
конуса
с
помощью
уравновешива
ющего
дебаланса
при
жат
к
толстой
стороне
эксцентрика.
Это
обстоятель
ство
дополнительно
способствует
улучшению
технологических
показате
лей
дробилки.
Выше
было
отмечено,
что
одним
из
основных
факторов,
ограничива
ющих
технологические
показатели
конусных
эксцентриковых
дробилок,
яв
ляется
неравномерность
их
загрузки
исходной
рудой.
За
рубежом
используют
вращающиеся
воронки
с
боковым
разгрузоч
ным
лотком,
установленные
над
подвижным
конусом
на
пути
потока
ма
териала
из
питающих
устройств
в
приемную
емкость
дробилки.
Через
боковой
лоток
воронки
материал
равномерно
распределяется
по
окружно
сти
дробящей
полости,
компенсируя
тем
самым
эффект
сегрегации
мате
риала,
возникающий
в
бункере.
Исследования
показали,
что
использование
распределителей
питания
даже
без
управления
массой загружаемого
в
дробилку
материала
позволя
ет
обеспечить
равномерность
износа
брони
и
снизить
средне
взвешенную
крупность
продукта
примерно
на
12
%.
Максимальный
технологический
эффект
от
равномерного
износа
брони
может
быть
получен
на
тех
произ
водствах,
где
обеспечено
надежное
металлоулавливание
или
внедрены
средства,
гарантирующие
надежное
стопорение
регулировочного
кольца
в
резьбе.
На
тех
производствах,
где
металл
часто
попадает
в
дробилки
и
нет
надежной
фиксации
кольца,
l:Iаблюдается
его
радиальное
смещение
в
резьбе
на
3- 4
мм
после
прохождения
сквозь
дробящую
полость
крупного
недро
бимого
тела.
Такая
неконцентричность
самоустраняется
в
течение
одних
суток
в
процессе
износа брони,
однако
в
этот
период
наблюдается
закруп
нение
продукта.
Испытания
дробилок
с
распределителем
в
условиях
отсутствия
такого
смещения
показали
разницу
в
измерениях
разгрузочного
зазора
в
четырех
точках
по
окружности,
не
превышающую
2
мм.
При
работе
без
распреде
лителя
питания
эта
разница
была
в
2-5
раз
ббльшей
[12].
Исследование
технологических
возможностей
установки
с
распредели
телем
питания
при ручной
регулировке
вибропитателя
показали,
что
дро-
--------------------------
39
-------------------------
билка
КМДТ-2200
при
разгрузочном
зазоре
8
мм
способна
перерабаты
вать
380
т
руды
в
час
без
срабатывания
предохранительных
пружин
опор
ного
кольца.
Без
распределителя
питания
та
же
дробилка
запрессовывает
ся
при
достижении
производительности
около
300
т
j
ч.
Использование
автоматической
схемы
управления
вибропитателем
при
поддержании
регулируемого
уровня
материала
над
входом
в
дробящую
полость
позволило
обеспечить
среднюю
производительность
дробилки
около
370
т
j
ч.
Наблюдалось
незначительное
изменение
крупности
про
дукта
при
росте
разгрузочного
зазора
от
5,6
до
10,2
мм.
Такими мерами
фактическая
производительность
дробилок
на
габбро
диабазе
с
крепостью
16-18
ед.
по
шкале
М.
М.
Протодьяконова
может
быть
увеличена
на
25-30
%.
Исследованный
способ
загрузки
дробилок
позволил
снизить
средне
взвешенный
размер
куска
в
продукте
на
15-20
%
и
добиться
уменьшения
95 %
крупности
продукта
с
35
до
20
мм.
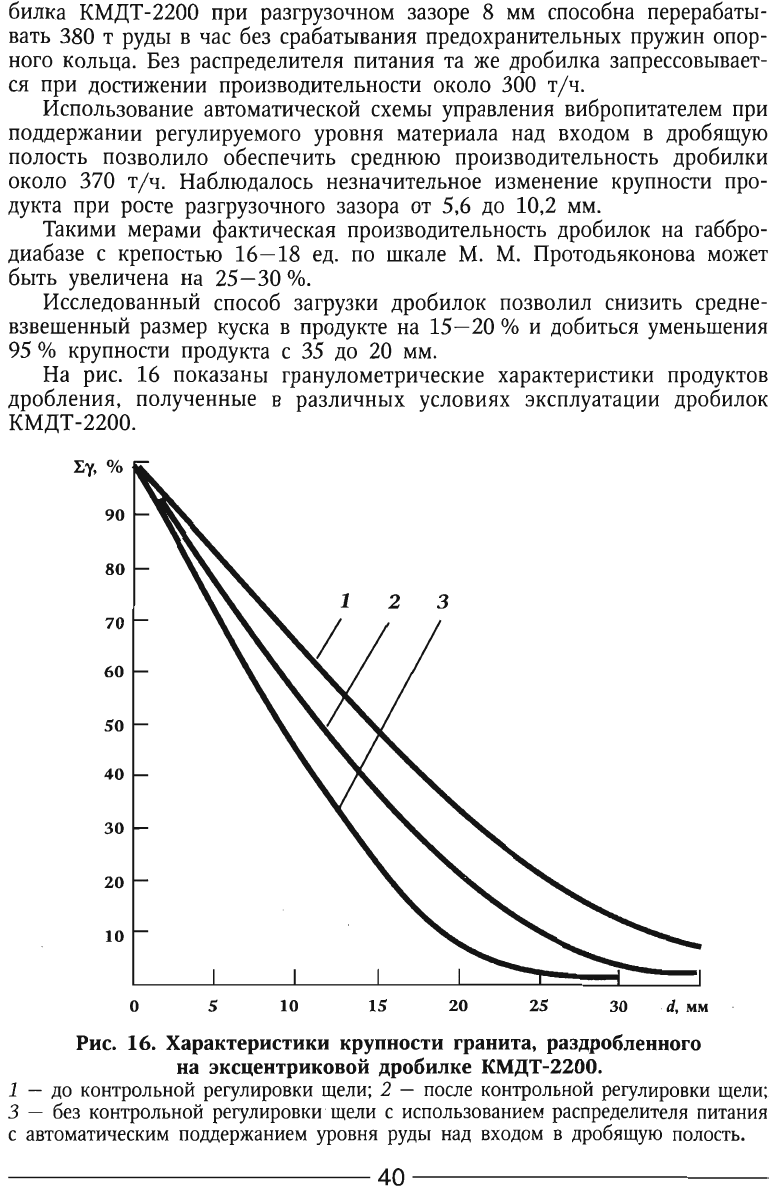
На
рис.
16
по
казаны
гранулометрические
характеристики
продуктов
дробления,
полученные
в
различных
условиях
эксплуатации
дробилок
КМДТ-2200
.
J:.y,
%
90
80
70
60
50
40
30
20
10
О
5
10
15
20
25
30
d,
мм
Рис.
16.
Характеристики
крупности
гранита,
раздробленного
на
эксцентриковой
дробилке
КМДТ-2200.
1 -
до
контрольной
регулировки
щели;
2 -
после
контрольной
регулировки
щели;
3 -
без
контрольной
регулировки
·
щели
с
использованием
распределителя
питания
с
автоматическим
поддержанием
уровня
руды
над
входом
в
дробящую
полость.
-------------------------
40
------------------------
Организация
равномерной
загрузки
конусной
эксцентриковой
дробил
ки
при
автоматическом
управлении
массой
подаваемого
материала
позво
ляет
без
конструктивных
изменений
машины
добиться
существенного
уве
личения
ее
технологических
показателеЙ.
Ведущая
фирма
в
области
дробильного
оборудования
METSO
пришла
к
выводу
о
наибольшей
перспективности
внутрислойного
процесса
прину
дительного
самодробления
материалов.
Такой
процесс
проще
всего
уда
лось
организовать
в
конусных
эксцентриковых
дробилках
типа
«Гидро
кон
»
.
В
отличие
от
типовых
конусных
дробилок
разрушение
материала
в
них
происходит
в
сдавливаемом
слое.
В
этих
машинах
толщина
слоя
ма
териала
в
фазе
максимального
сближения
рабочих
поверхностей
дробя
щих
тел
превышает
размер
кусков.
Поэтому
при
сдавливании
слоя
куски
значительно
перемещаются
друг
относительно
друга,
в
результате
чего
происходит
обламывание
острых
граней
и
обеспечивается
эффект
истира
-
ния
,
при котором
кристаллические
блоки
подвергаются
разрушению.
Уси
лие
дробления
является
неопределенным,
так
как
зависит
от
крепости
перерабатываемого
материала,
степени
заполнения
камеры
дробления
материалом,
которая
может
колебаться
в
широких
пределах
по
периметру
каждого
сечения
и
по высоте
камеры
дробления,
а
также
от
других
фак
торов,
не
поддающихся
точному
учету.
Следовательно,
в
этом
типе
дро
бильных
машин
не
обеспечиваются
оптимальные
условия
для
разрушения
минералов
по
межкристаллическим
зонам,
т.
е.
в
этом
случае
невозможно
получать
частицы,
по
форме
преимущественно
близкие
к
кристалличес
ким
блокам.
Следует
также
отметить,
что
принятый
в
этих
дробилках
способ
разрушения
частиц
минералов
приводит
к
снижению
степени
дроб
ления
по
сравнению
с
типовыми
конусными
дробилками.
поэтому
для
получения
мелкого
готового
продукта
дробилки
«Гидрокон»
устанавлива
ют
только
в
замкнутом
цикле.
Дальнейшее
улучшение
технологических
показателей
эксцентриковых
дробилок
в
силу
жесткости
кинематических
связей
между
их
дробящими
телами
практически
невозможно.
Радикальная
интенсификация
процесса
дезинтеграции
в
таких
машинах
оказалась
практически
исчерпанной.