Юрова О.В. Технология клееных материалов и древесных плит
Подождите немного. Документ загружается.

31
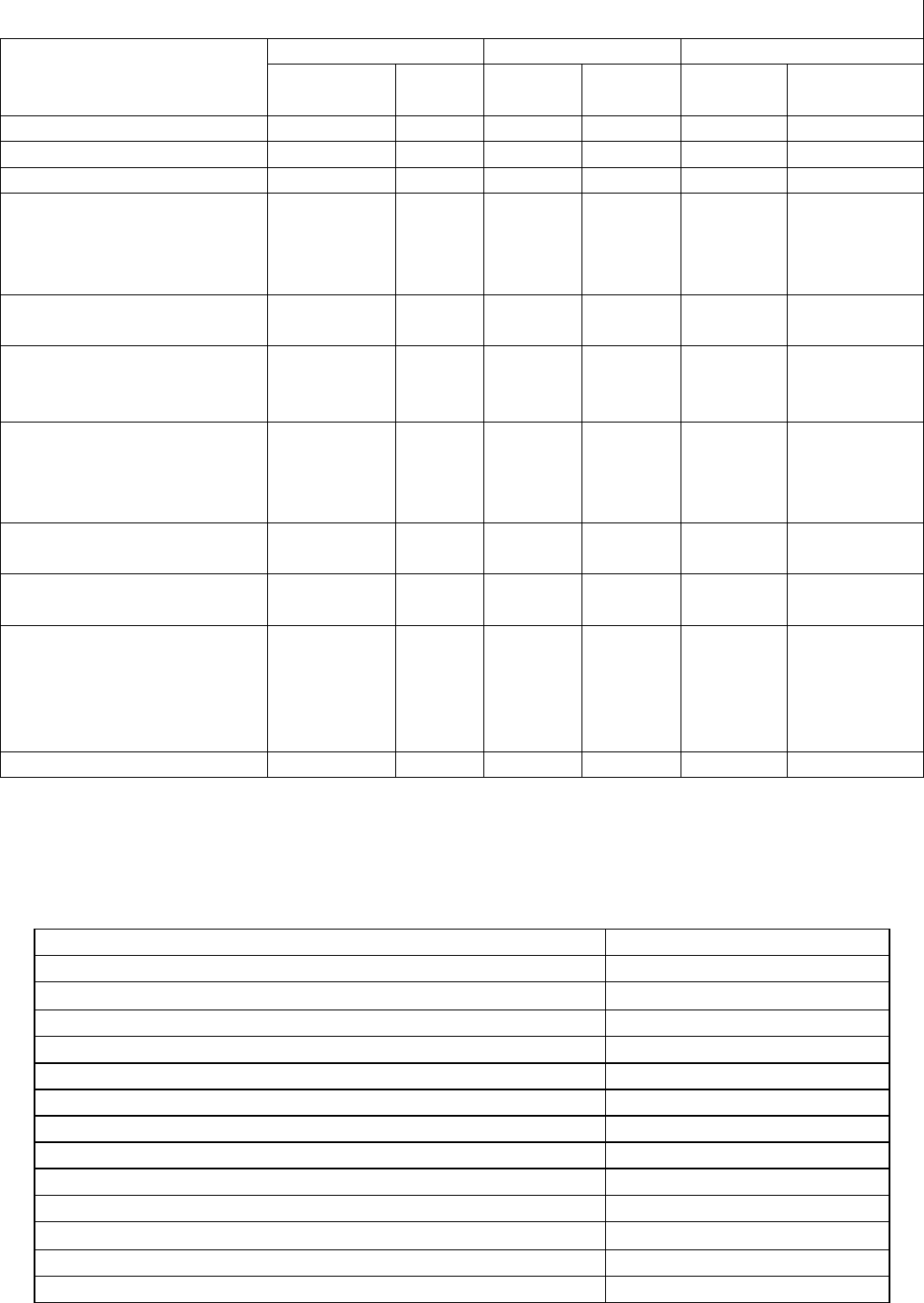
Таблица 25 – Техническая характеристика клеильных прессов
Россия Украина Япония
Показатель
НПФ0339А П714-Б Д-4038
ДА-
4438
«Рауте»
30 VPH
«Китагава»
Усилие пресса, МН 8,0 6,3 6,3 6,3 7,7 7,5
Давление пресса, МПа 2,2 2,2 2,2 2,2 2,5 2,5
Число этажей 14 15 20 20 30 40
Размер плит, мм:
- длина 2600 1650 1650 1650 1750 2700
- ширина 1400 1700 1700 1700 1700 1390
- толщина 46 42 45 45 42 45
Высота рабочего проме-
жутка, мм
80 70 70 70 80 40
Число цилиндров:
- главных – 1 2 2 4 3
- вспомогательных – 2 2 2 – –
Диаметр плунжеров ци-
линдров, мм:
- главных – 600 – 450 280 375
- вспомогательных – 160 – 90 – –
Скорость смыкания плит
пресса, мм/с
85 80 120 108 116 150
Установленная мощность,
кВт
117 19 115 96,5 130 –
Габаритные размеры, мм:
- длина 7500 6860 11015 9330 – –
- ширина 7415 5550 8690 8000 – –
- высота общая 5750 5220 8060 7950 – –
- высота от уровня пола 4070 2830 4810 5150 – –
Масса, кг 65000 41500 95000 73000 110000 –
Таблица 26 – Техническая характеристика пресса Д 7247 для склеивания бакелизирован-
ной фанеры [1]
Показатель Значение показателя
Номинальное усилие, кН 49000
Размеры греющих плит (длина × ширина × толщина), мм 5700 × 1650 × 65
Число рабочих промежутков 20
Высота промежутка, мм 120
Скорость смыкания плит, мм/с 32
Скорость загрузки и выгрузки пакетов, мм/с 160
Максимальный ход цилиндров, мм 2400
Установленная мощность, кВт 123
Полная высота, мм 12700
Высота над уровнем пола, мм 7100
Размер в плане (длина × ширина), мм 25000 × 12250
Масса, т 514
Эталонная производительность для фанеры 10 мм, м
3
/год 9000

32
7.1.14 Обрезные станки
Для обрезки фанеры по формату применяют форматно-обрезные станки, которые отлича-
ются количеством установленных пил, скоростью подачи, мощностью и другими параметрами.
Техническая характеристика обрезных станков приведена в таблице 27.
Таблица 27 – Техническая характеристика обрезных станков
Россия Финляндия
Показатель
ЦФ-5
ЦТ-
3Ф-1
ФП-
119
«Инфор»
«Рауте
Вуд»
Число пил 1 3 4 2 2
Диаметр пилы, мм 550 400 – 400 350
Частота вращения, мин
–1
2510 2900 – 3000 3000
Скорость окружная, м/с 72,3 61 – – –
Скорость подачи материала, м/мин 7,5; 10; 12,5 4–25 – 10–40 10–40
Скорость холостого хода каретки,
м/мин
12 – – – –
Максимальные размеры пачки, мм:
- длина 1600 3500 1600 1600 1600
- ширина 1600 1650 1600 1600 1600
- толщина 120 50 30 30 30
Двигатели:
- число 2 4 4 2 3
- общая мощность, кВт 13,8 9,6 93,5 21,2 12,6
Габаритные размеры, мм:
- длина 5710 7375 9580 2250 4500
- ширина 2800 3120 8120 2400 4300
- высота 1200 1634 1750 – 2400
Масса, кг 3100 3170 11500 2400 2600
7.1.15 Шлифовальные станки
Для шлифования фанеры могут использоваться станки различных типов (барабанные, лен-
точные). Техническая характеристика импортных широколенточных шлифовальных станков при-
ведена в таблице 28.
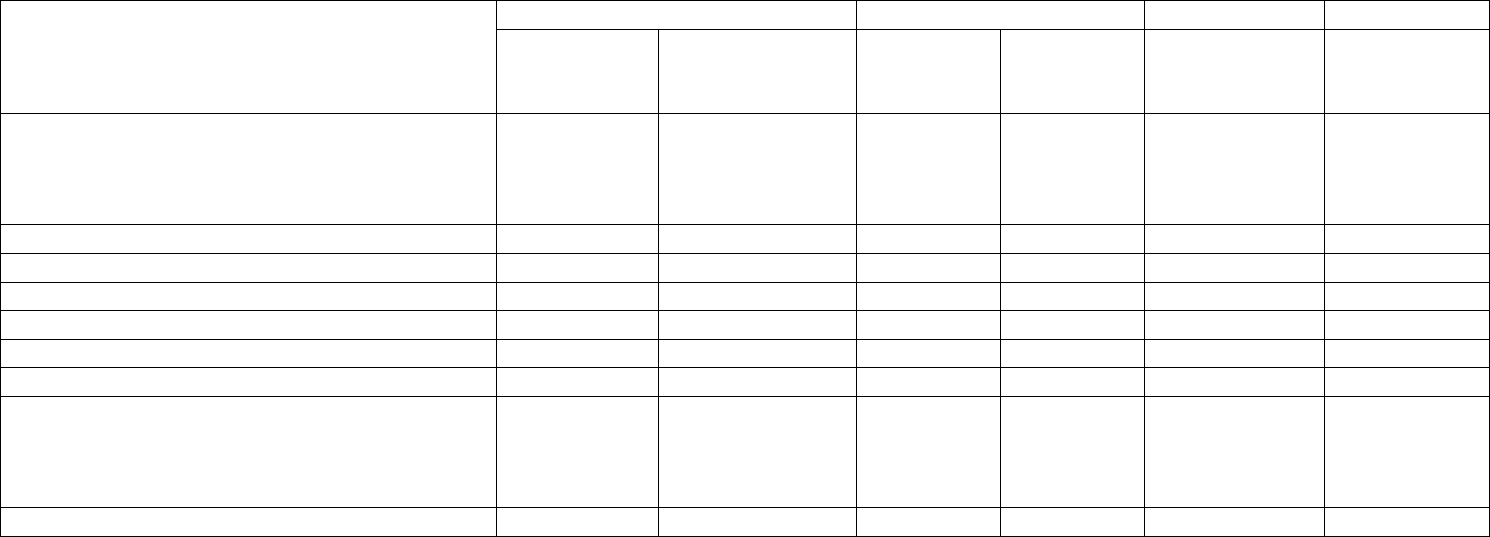
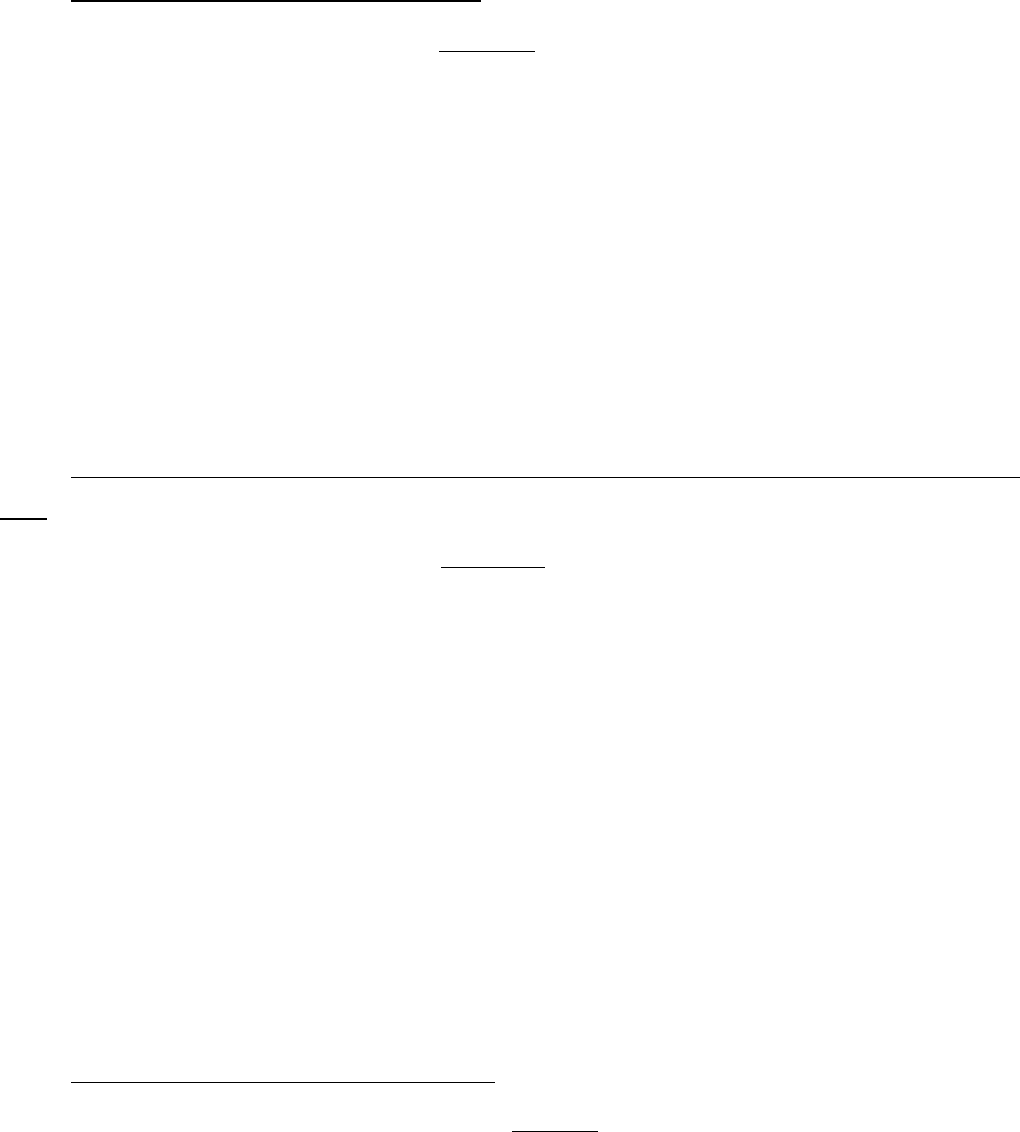
Таблица 28 – Техническая характеристика широколенточных шлифовальных станков
Германия США Швейцария Финляндия
Показатель
«Бизон»
DSV-4
«Бетхер
Гесснер»
UF 190
ТВО 76-4 ТВО 64-2
«Штейнеман»
OSUS2000
«Рауте Вуд»
АМ2 1600РУ
Размеры (наибольшие) обрабатываемых ма-
териалов, мм:
- ширина 1900 1900 1900 1575 1900 1575
- толщина 3–200 100 200 3–200 2–150 3–275
Количество шлифовальных лент, шт. 4 6 4 2 2 2
Длина шлифовальной ленты, мм 3810 2620 3200 – 2800 2620
Ширина шлифовальной ленты, мм 1950 1950 1920 – 1950 1600
Скорость шлифовальной ленты, м/с 26 26 30 25 25 38
Скорость подачи, м/мин До 40 6–30 7–35 До 40 8–48 6–30
Мощность электродвигателей, кВт 180 175 155 – 220 236
Габаритные размеры, мм:
- длина 4450 3735 4850 2390 – 3182
- ширина 3300 3565 3785 3400 – –
- высота 2650 – 3380 3350 – –
Масса станка, кг 26500 – 32000 – 17000 20000
33
7.2 Расчет производительности оборудования
Расчет производительности выполняем по методике [4]. Ниже приведены формулы для
расчета производительности для оборудования фанерного производства. Для расчета потребности
в оборудовании необходимо определить часовую производительность оборудования.
7.2.1 Расчет производительности окорочных станков
Производительность окорочного станка, П
ч
, м
3
/ч, определяется по формуле:
,КК
60
П
34
мрч
l
где U
под
qU
=
по технической характери-
стик ины и диаметра кряжей);
аметра, м
3
;
ым 0,8–0,85;
К
м
коэффициент машинного времени, принимается равным 0,7–0,8.
7.2.2 Расчет производительности станков для раскроя сырья по длине
ительность круглопильных однопильных станков балансирного (маятникового)
под
–
скорость движения подающего конвейера, м/мин (выбивают
е станка в зависимости от породы древес
q – объем кряжа среднего ди
l – средняя длина кряжа, м;
К
р
– коэффициент использования рабочего времени; принимается равн
–
Производ
типа, П
ч
, м
3
/ч:
()
,КК
1
ч
+nd
где V
60
П
мр
чн
ч
=
nqV
вигания пильного диска на кряж, м/мин (принимается по техническим харак-
тери
з одного кряжа, шт.;
ени реза-
ния о времени резания ко времени всего цикла обработки кряжа (принимается 0,2–0,6).
7.2.3 Расчет производительности лущильных станков
Производительность лущильных станков
н
–
скорость над
стикам станка);
q
ч
– средний объем чурака, м
3
;
n – число чураков, получаемых и
d
ч
– средний диаметр чурака, м;
К
р
–
коэффициент использования рабочего времени (применяется 0,9–0,95);
К
м
– коэффициент использования машинного времени станка, т. е. отношение врем
к
, П
ч
, м
3
/ч, определяют по формуле:
,К
3600
П
в
ш
ч
V
=
t
35
где V
ш
– объемный выход шпона из одного чурака, м
3
, определяемый по формулам:
- при березовом сырье:
(
)
;
10
75,03,172,0
ч
6
2
кчч
d
V =
ш
l
dd −−
- при ольховом сырье:
(
)
;
10
75,025,173,0
ч
6
2
кчч
ш
l
ddd −−
V =
- при сосновом сырье:
,
10
875,075,0
ч
6
2
к
2
ч
ш
l
dd
V
−−
=
хнем торце, м;
К
в
ий косвенные за-
траты емени, расходуемые за смену: установку и правку ножа, регулировку обжима, смазку и
чистку станка (без учета пере
Техническая характеристика лущильных станков приведена в таблице 13.
7.2.4 Расчет производительности ножни
где d
ч
– диаметр чурака в вер
d
к
– диаметр карандаша, м;
l
ч
–
длина чурака, м;
t – полное время обработки одного чурака, c;
– коэффициент использования рабочего времени (0,94–0,95), учитывающ
вр
рывов на отдых рабочего).
ц
Пропускная способность ножниц, П
ч
, м
3
/ч:
,К
90
p3600
П
р
сырсырсыр
ч
t
sbl
=
где
ла обработки шпона с одного чурака, принимается 60–80 %;
, с, принимается по технической характеристике
ножниц и составляет 1,5–
3,0 с;
К
р
коэффициент использования рабочего времени смены, принимается равным К
р
при работе
лущильного станка.
l
сыр
, b
сыр,
s
сыр
– соответственно длина, ширина и толщина листа сырого шпона, м;
р – продолжительность рубки ленты шпона на листы, в процентах от продолжительности все-
го цик
t – время, затрачиваемое на прохождение одного форматного листа шпона через ножницы и
отрезку его от ленты
–

36
7.2.5 Расчет производительности суши
роликовой сушилки
лок
Часовая производительность , П
ч
, м
3
/ч:
,ККК60П
длшppч
z
L
mSl=
где
S – толщина сырого шпона, м;
m – число этажей сушилки, шт.;
сушки плюс секции охлаждения);
длине сушилки, мин:
l
р
– рабочая длина ролика, м;
L – рабочая длина сушилки, м (секции
z – продолжительность прохождения шпона по рабочей
(
)
,lLLtz
−
=
где l – длина секции охлаждения, м;
t – продолжительность сушки в сушильной зоне, мин:
,
30
lg
3,230
нач
W
t
⎜
⎜
⎛
+
−
=
п
С
⎟
⎟
⎞
где W
нач
, W
кон
– соответственно начальная и конечная влажность шпона, %;
N – скорость сушки в первом периоде, %/мин;
k – коэффициент продолжительности второго периода, 1/
Коэффициенты
- для роликовых сушилок с продольной циркуляцией:
кон
WkN
⎠⎝
мин;
N, k определяют формулами:
,
308
3,1
25,07,1
S
Vta
N
=
;
3,1
2,09,1
Vta
k
=
22500
S
- для роликовых сушилок с поперечной циркуляцией:
,
150
3,1
4,055,1
S
Vt
N
=
;
10700
3,1
3,075,1
S
Vt
k
=
- для роликовых сушилок с сопловым дутьем при ширине сопловой щели 8 мм и
ушилок 300–350 мм и расстоянии от среза шаге расположения сопел вдоль с
сопла до 10–20 мм:
,
10
3,14
S
N
8,4
6,0
2
1
Vta
⋅
=
.
10
15
8,03,2
1
3,17
S
Vta
k
⋅
=
37
огреве;
газами;
но-сопловых паровых сушилок;
С; для сушилок с продольной
цир а полусумме температур на входе и
вых
C
п
ы.
Пр
на в конвективных сушилках C
п
=
p
0
/
600;
здесь p
0
– плотность абсолютно сухой древесины заданной породы, кг/м
3
(для березы – 600,
ольхи – 490, сосны 20, кедра – 410);
К
– коэффициент использования рабочего времени;
заполнения длины сушилки.
и импортных сушильных агрегатов приведена
в таблицах 16, 17.
7.2.6 Расчет производительности ребросклеивающих
Производительность реброрсклеивающих станков в зависимости от подачи
В этих формулах:
а = 1 – при паровом (воздушном) об
а = 0,75 – при обогреве топочными
а
1
= 1,18 – для радиацион
а
1
= 1 – для газовых сопловых сушилок;
t – средняя температура воздуха или газовоздушной смеси, °
куляцией или для сушилок с поперечной циркуляцией равн
оде, для сушилок с сопловым дутьем применяется средняя температура воздуха (газовоздуш-
ной смеси) на выходе в сопловые короба;
V – средняя скорость
воздуха, м/с;
S – толщина шпона, мм;
– поправочный коэффициент на породу древесин
и сушке шпона в роликовых сушилках C
п
= (600 + p
0
)
/
1200,
при сушке шпо
– 470, лиственницы – 630, тополя – 430, осины – 480, бука – 6
р
К
щ
– коэффициент заполнения ширины сушилки;
К
– коэффициент
дл
Техническая характеристика отечественных
станков
, м
3
/ч, определя-
ется
ой подачей шпона:
по формулам:
а) с продольн
;КК
60
П
V
=
′
cpч
k
l
,КК
60
П
=
′′
cpч
n
SbV
где
V
К
р
= 0,96–0,98;
К
с
– коэффициент проскальзывания шпона, принимается равным
l
k
– длина кусков шпона, м;
;П
ч
′
ч
П
′′
– часовая производительность ребросклеивающих станков соответственно в листах и в
м
3
;
– скорость подачи шпона, м/мин;
0,96;
38
b – ш
сте шпона: n = (b
/
b
n
) – 1, где b
n
– средняя ширина по-
лосы на (принимается 0,2–0,25 м);
еречной подачей шпона:
ирина листа сухого форматного шпона, м;
S – толщина кускового шпона, м;
n – число клеевых швов в форматном ли
кускового шпо
б) с поп
;КК
60
П
ч
=
′
cp
b
V
,КК60П
cpкч
lV
=
′
′
где
– часовая п венно в листах и в м
3
;
V – скорость подачи шпона, м/мин (берется из технической характеристики станка с учетом
скорости
К
р
= 0,96–0,98;
К
= 0,85;
сухого форматного шпона, м;
,П
ч
′
ч
П
′′
роизводительность ребросклеивающих станков соответст
отверждения применяемого клея);
с
b – ширина листа
l
к
– длина кусков шпона, м.
7.2.7 Расчет производительности узкоплитных прессов
Производительность узкоплитного пресса, П
ч
, склейка/ч:
,К
3600
П
p
21
ч
tt +
=
где К
р
= 0,94–0,96;
t
1
– продолжительность выдержки при склеивании на «ус», с, определяют по данным техноло-
гическ яемо-
го клея, температуры плит пресса (t
плит
); например, для шпона
плит
с, для карбамидного клея t = 5–10 с;
их инструкций в зависимости от толщины склеиваемого шпона (фанеры), вида примен
S = 1,5 мм, t = 145–150 °С и для
фенольного клея t
= 40–25
1 1
t
2
– продолжительность ручных операций по укладке, выравниванию и подаче шпона (фане-
ры), обычно t
принимают равной 20–30 с.
2
7.2.8 Расчет производительности шпонопочиночных станков
Производительность шпонопочиночного станка, П
ч
, лист/ч, определяют по формуле:
()
,К
3600
П
p
321
ч
ttmt ++
=
где К
р
= 0,95–0,96;
t
1
– продолжительность ручных операций, приходящихся на один лист шпона (подача листа
шпона на стол станка, снятие листа со стола станка), с, принимают 6–7 с;
39
m
а вырубку одного дефекта и установку одной вставки, с,
выбира
t
3
– время на перемещение листа шпона под просечной от одного дефектного листа к другому,
с, составляет 0,4–0,8 с.
х станков
рабочем месте или на пульсирующем конвей-
ере
Производительность участка
– число дефектных мест в одном листе шпона, подлежащих починке, принимают от 5 до 15;
t
2
– машинное время, затрачиваемое н
ется в зависимости от модели станка, составляет 1,0–2,2 с;
7.2.9 Расчет производительности клеенаносящи
Сборка пакетов может выполняться на одном
в зависимости от слойности фанеры.
, П
ч
, определяется временем сборки одного пакета, м
3
/ч [1]:
,
К6003
П
ф
p
ч
SBL=
t
где
К
р
t – время сборки одного пакета, с; находят по формуле: t = t
н
n
дку одного листа, с, по таблице П5.1, приложе-
ние
Производительн
– коэффициент рабочего времени, К
р
= 0,94;
,
здесь t
н
– среднее нормативное время на укла
5
; п – число слоев шпона в пакете фанеры;
L, B, S
ф
–
соответственно длина, ширина и толщина листов фанеры, м.
7.2.10 Расчет производительности холодного пресса
ость холодного пресса, П , м /ч [1]:
ч
3
,К
К60
П
лшш
ц
ч
t
где
К
p
Нbl=
времени, К
р
= 0,9;
l
ш
, b
ш
–
длина и ширина листов шпона, м
H – высота рабочего промежутка пресса, м, выбирают по таблице 24;
К
л
– коэффициент укладки шпона, К
л
= 0,7;
t
ц
– время цикла подпрессовки, мин, выбирают по таблице П6
7.2.11 Расчет производительности обрезных станков
Производительность обрезных станков
р
– коэффициент рабочего
;
.1, приложение 6.
, лист/ч, в зависимости
пил определяют по формулам:
от конструкции и количества
,К
4
н
ч
l
60
П
1
I
nV
=
,К
60
П
1
II
ч
nV
=
2
н
l
,К
3600
П
III
ч
=
60
⎞
⎛
⋅l
102
1
н
всп
⎟
⎟
⎠
⎜
⎜
⎝
++
V
t
,К
60
IV
n
60
2
21
⎟
⎠
⎜
⎝
VV
П
вклнн
ч
⎟
⎞
⎜
⎛
++
=
tbl
,К
60
10
3600
П
V
=
n
40
1
всп
⎟
⎠
⎜
⎝
V
н
⎟
⎞
⎜
⎛
⋅
++
l
t
где
анка, лист/ч;
– сменная производительность трехпильного станка, лист/ч;
– сменная п двухпильных стан-
ков), л
V
1
– скорость рабочей подачи каретки или конвейера, м/мин;
/мин;
–
– времени, К = 0,85;
, и ширина необрезной продукции, м;
t
всп
продолжительность вспомогательных операций, с; если подвозку продукции и подбор
пачки ествляет бригада обрезного станка, t
всп
составляет 50–55 с; если отдельной бригадой,
t
всп
= 8–12 с на одну пач
t
вкл
– время на включение поперечного хода пилы для трехпильного обрезного станка, с;
t
вкл
составляет
Часовая производительность одностороннего
ч
I
ч
П – часовая производительность однопильного ст
II
ч
П – часовая производительность двухпильного станка с конвейерной подачей материала,
лист/ч;
III
ч
П – сменная производительность двухпильного станка с подачей материала на каретке, лис-
т/ч;
IV
ч
П
V
ч
П роизводительность четырехпильного станка (спаренных
ист/ч;
V
2
– скорость перемещения поперечной пилы, м
n число листов фанеры в пачке, шт.;
К коэффициент использования рабочего
l
н
b
н
– длина
–
осущ
ку;
1–2 с.
7.2.12 Расчет производительности шлифовальных станков
шлифовального станка, П , м /ч:
ч
3
,КК60П
рзоч r
SbV
=
где V – скорость подачи материала в станке, м/мин;
b
о
S
r
–
ширина и толщина продукции, м;