Yin R. Metallurgical Process Engineering
Подождите немного. Документ загружается.

128 Metallurgical Process Engineering
gical physical process
of
steel manufacturing system. The three variables are the
basic parameters
of
system. Other parameters such as product quality and steel
grades etc. consequently depend on the variation
of
above independent variables,
which belongs to derivative parameters in system process.
For the major independent variables being continuously differentiable in
the procedures
of
steel manufacturing processing, the quasi-continuation
and/or batch operation system is trend to evolve as coherent continuous sys-
tem consisting
of
rigid and flexible components. The modern steel plant is
seen as coordinating system composed by rigid and flexible components,
namely,
l:v =f(l:FI,l:Ri,l:R)
where l:v means coherent system; l:Fl is set
of
flexible components; l:Ri is set
of
rigid components; l:R is set
of
relations among components.
It
would be mentioned that these rigid components and flexible components are
shown in relative meaning and not absolute meaning.
These rigid components and flexible components in steel production separately
are:
1. rigid components: sinter machine, coke oven, blast furnace, BOF(or EAF),
continuous caster, hot rolling mill etc.
2. flexible components: raw materials yard, transport facilities, iron ladle or
torpedo car, steel ladle, secondary refining devices, tundish, reheating furnace
with slab/billet store, other storage vessels etc.
Certainly, rigid components
of
steel manufacturing process don't appear abso-
lutely rigid. They have definite elasticity on many parameters, namely, many pa-
rameters have a certain fluctuations. The flexible components have only larger
scale
of
fluctuations than nearby rigid components, but do not become unlimited
flexible. The flexible component will fail its function beyond this fluctuating limit,
thus becoms nonflexible.
The elasticity
of
rigid components and the limit
of
flexible components as well
as their composition relations to form these functions in manufacturing process,
characterize the coherency
of
whole manufacture process.
Variation
of
these coherent characteristics would lead to change viscous dissi-
pation in system, namely, coherent dissipation
of
entire process system would be
influenced by variation
of
set
of
components and set
of
components' relations.
The coherent dissipation will be reflected on the product cost, quality, labor pro-
ductivity as well as the environment burden and investment. Finally, it will influ-
ence the market competitiveness and the sustainable development
of
the enter-
prise.
The coherent dissipation is mainly subject to the structure
of
process system,
namely, is influenced by flowchart design, investment, operation rate and man-
agement plan etc.
It
may be named as mechanical coherent dissipation. In fact,
Chapter
5 Multi-Factor Mass Flow Control for Metallurgical Manufacturing Process 129
coherent dissipation
of
process system also is influenced by human artificial fac-
tor (such as management philosophy, human quality, organization etc.).
It
is artifi-
cial coherent dissipation.
W=
f(
wm,w
p
)
where W is coherent dissipation
of
process system; w
m
is mechanical coherent
dissipation;
w
p
is artificial coherent dissipation.
In addition, the coherent dissipation
of
process system possesses
functional relation with steel plant structure, set
of
components (procedures),
and composition among procedures. Namely, under some social and natural
environments:
W=
f(S)
=
f(I.E,I.R)
where S is structure
of
steel plant; I.E is set
of
components (procedures); I.R is set
of
procedures' relations.
D. Analysis of elements in
multi-factor
mass flow control system
Either chemical metallurgy or metallurgical physical process in the multi-factor
mass flow control system
of
a steel plant, three independent variables, i.e. matter
quantity index (weight, composition, flowrate), temperature and time, are charac-
terized as continuously differentiable in whole process. They are three basic pa-
rameters. The characteristics
of
these basic parameters are penetrated through
the whole steel manufacturing process from beginning to end with same appear-
ance and same unit. They often directly relate to the important techn-economic
indexes such as productive efficiency, product quality, operating cost etc. (Yin,
1997).
There are other parameters which are also very important to production and
administration for steel plant, but don't penetrate from beginning to end with
same appearance and same unit. They are product quality, product grades, steel
specification, mass state transforming, transport ways etc.
1. Expressions
of
quality, grades, specification in ferruginous mass flow are dif-
ferent in chemical metallurgy, solidification, metallurgical physical process, and
do not be continuously differentiable. They are shown as:
In chemical metallurgical process, quality and grades are expressed as: steel
composition, chemical accuracy, cleanliness, homogeneity, preparation condition
(such as grain control, inclusions morphology) for next metallurgical physical
process.
In solidification, quality and grades are expressed as: macro-structure,
segregation, surface quality, accuracy
of
section size, flatness along longitudinal
direction and so on.
In metallurgical physical process, quality and grades are expressed as: metal
structure (macroscopic, microscopic), accuracy
of
shape and size, surface feature,
mechanical and physical properties etc.
130 Metallurgical Process Engineering
2. Variations
of
aggregate state
of
ferruginous mass flow also are not continu-
ously differentiable, their presentations are:
In chemical metallurgical process, variations
of
aggregate state are: oxides-
metals, solid
-liquid,
oxidized melt-deoxidized, alloying etc.
In solidification, variations
of
the state are: molten
steel-cast
metal, different
cast structures, different segregations, different surface qualities, different shape
sizes (section, length) etc.
In
metallurgical
physical
process,
variations
of
the state are :
casting
tex-
ture-roiling
(forging) texture,
high
temperature
structure
-room
tempera-
ture structure,
equilibrium
structure-r-nonequilibrium
metastable
structure,
original
surface-treated
surface, different
product
sizes,
different
package
states etc .
3. Transport ways
of
materials and semi-products also are not continuously
differentiable, their presentations are:
In chemical metallurgical process, transport mode includes belt conveying,
automobile transport, railway transport, crane transport etc., transport direction
may be horizontal, vertical, titling, even curved etc.
In solidification process, transport mode includes crane transport, roller con-
veying, railway transport etc., its direction may be horizontal, vertical, curved, or
titling etc.
In metallurgical physical process, transport mode includes crane transport, spe-
cial equipment transport, roll table transport, automobile transport etc., its direc-
tion may be horizontal, vertical, titling or curved etc.
So far as the nature
of
elements is concerned, these variables or parameters like
steel quality, grades specifications, state change, transport ways, are dependent on
the basic para meters as matter quantity index, temperature and time. So they
have property
of
derivative parameters.
The fundamental relations between independent variables and derivative pa-
rameters
of
mass flow in the steel manufacturing process are discussed in Chapter
4.3.1.
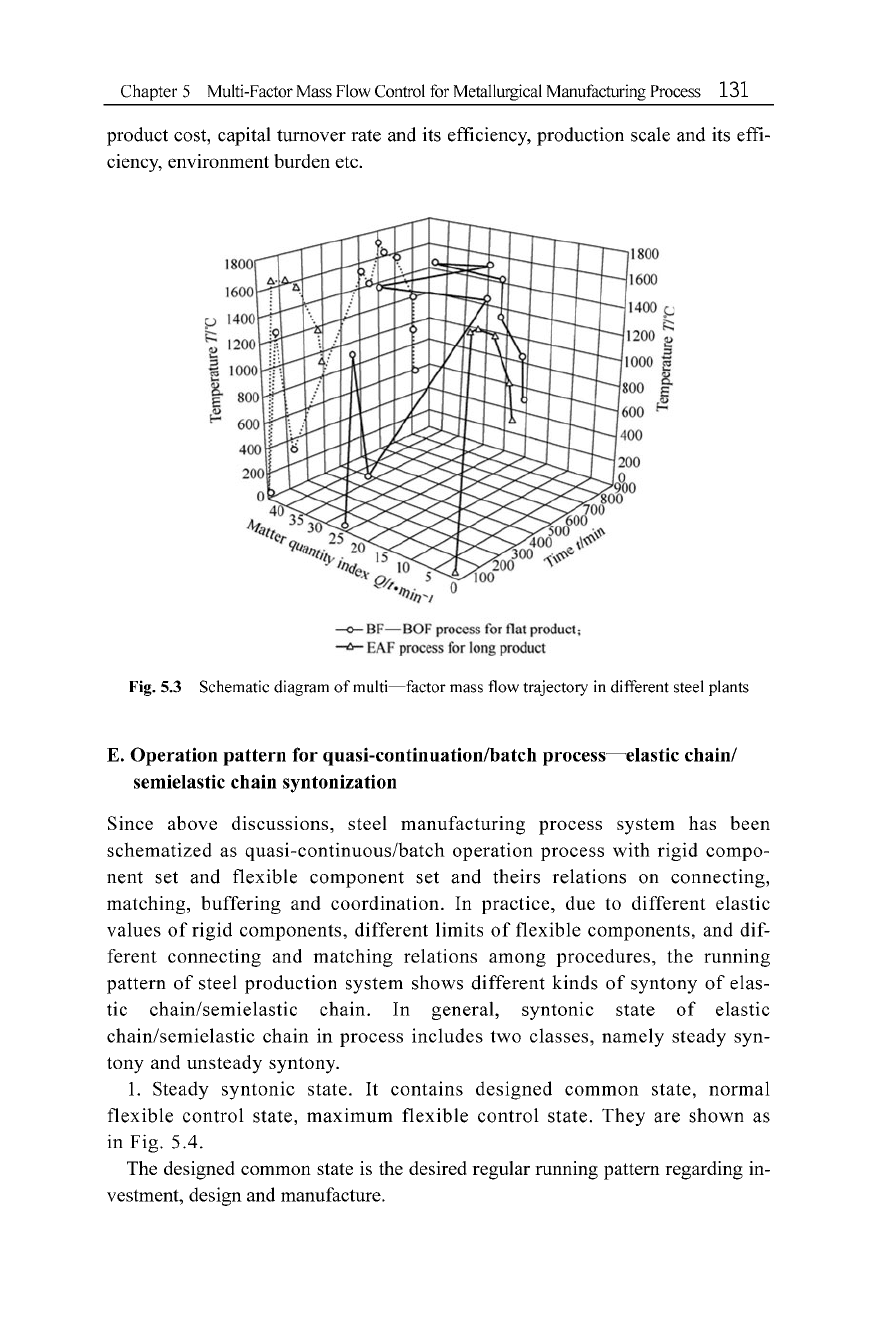
The running trajectory
of
manufacturing process both
of
BF
-BOF
process for
flat product and EAF process for long product is drawn on Fig. 5.3.
It
shows the
route and direction in space with three
dimensions-three
independent variables
(matter quantity index
Q, temperature T, time t). Mass flow paths for all kinds
of
steel plant manufacturing process are on Fig. 5.3 and only have difference on
route and position. However, just multi-factor mass flow
of
different steel plants
takes different route and direction along axes
of
three independent variables, se-
ries
of
derivative parameters will be influenced by the independent variables, the
characteristics and advantage or disadvantage
of
different manufacturing system
will simultaneously be presented. Certainly, the mass flow trajectory in system
will influence the important input
-output
index, such as investment account,
Chapter
5 Multi-Factor Mass Flow Control for Metallurgical Manufacturing Process 131
product cost, capital turnover rate and its efficiency, production scale and its effi-
ciency, environment burden etc.
1800
o
-0-
BF
-BOF
process for \lat product,
-0-
EAF process for long product
1800
1600
1400 )J
1200 ;
::l
1000
~
800
~
600 I2
400
Fig. 5.3 Schematic diagram
of
multi
-facto
r mass flow trajectory in different steel plants
E.
Operation
pattern
for quasi-continuation/batch
process-elastic
chain/
semielastic chain syntonization
Since above discussions, steel manufacturing process system has been
schematized as quasi-continuous/batch operation process with rigid compo-
nent set and flexible component set and theirs relations on connecting,
matching, buffering and coordination. In practice, due to different elastic
values
of
rigid components, different limits
of
flexible components, and dif-
ferent connecting and matching relations among procedures, the running
pattern
of
steel production system shows different kinds
of
syntony
of
elas-
tic chain/semielastic chain. In general, syntonic state
of
elastic
chain/semielastic chain in process includes two classes, namely steady syn-
tony and unsteady syntony.
1. Steady syntonic state.
It
contains designed common state, normal
flexible control state, maximum flexible control state. They are shown as
in Fig. 5.4.
The designed common state is the desired regular running pattern regarding in-
vestment, design and manufacture.
132
Metallurgical Process Engineering
A:'(+)
A'(+)
A
A'(
- )
A:'(-)
A:'(+)
A'(
+)
A
A'(
-)
A:'(- )
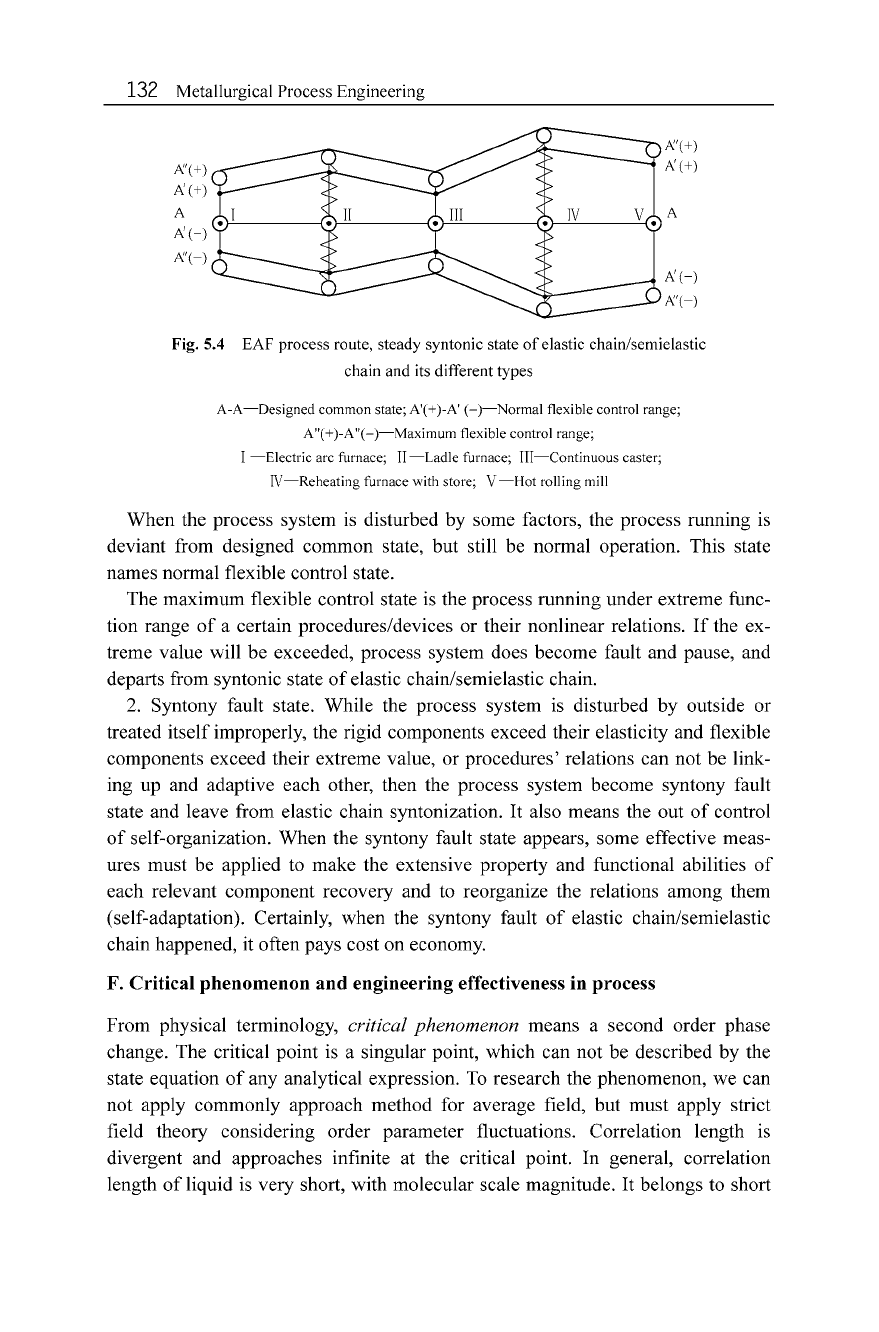
Fig. 5.4 EAF process route, steady syntonic state
of
elastic chain/semielastic
chain and its different types
A-A- Oesigned common state; A'(+)-A'
(-)
- Normal flexible control range;
A"(+)-A"(- )- Maximum flexible control range;
I - Electric arc furnace; II- Ladle furnace; III
-Cont
inuous caster;
IV
-Reheat
ing furnace with store; V- Hot rolling mill
When the process system is disturbed by some factors, the process running is
deviant from designed common state, but still be normal operation. This state
names normal flexible control state.
The maximum flexible control state is the process running under extreme func-
tion range
of
a certain procedures/devices or their nonlinear relations.
If
the ex-
treme value will be exceeded, process system does become fault and pause, and
departs from syntonic state
of
elastic chain/semielastic chain.
2. Syntony fault state. While the process system is disturbed by outside or
treated itself improperly, the rigid components exceed their elasticity and flexible
components exceed their extreme value, or procedures' relations can not be link-
ing up and adaptive each other, then the process system become syntony fault
state and leave from elastic chain syntonization.
It
also means the out
of
control
of
self-organization. When the syntony fault state appears, some effective meas-
ures must be applied to make the extensive property and functional abilities
of
each relevant component recovery and to reorganize the relations among them
(self-adaptation). Certainly, when the syntony fault
of
elastic chain/semielastic
chain happened, it often pays cost on economy.
F. Critical phenomenon and engineering effectiveness in process
From physical terminology, critical phenomenon means a second order phase
change. The critical point is a singular point, which can not be described by the
state equation
of
any analytical expression. To research the phenomenon, we can
not apply commonly approach method for average field, but must apply strict
field theory considering order parameter fluctuations. Correlation length is
divergent and approaches infinite at the critical point.
In general, correlation
length
of
liquid is very short, with molecular scale magnitude.
It
belongs to short
Chapter
5 Multi-Factor Mass Flow Control for Metallurgical Manufacturing Process 133
range correlation. The very weak fluctuations in short range correlation may be
described by mean field theory. When the correlation length approaches infinite
and the fluctuations become significant, the mean field theory, ignoring the fluc-
tuations, is not available. During this case only the strict field theory to consider
the fluctuations
of
order parameters may be applied for research. Moreover,
for the correlation length approaches infinite, coarse-grained method may be ap-
plied without restraint, this is the concept
of
theory ofre-normalization group (Guo,
Hu, Wang, et ai, 2002a).
Theory
of
re-normalization group, not only is an academic breakthrough, but
also is beginning
of
research on critical in engineering, especially, research on the
breakthrough from non-critical area (including subcritical and supercritical) to
critical.
There were a series
of
critical which influenced the structure, performance and
efficiency
of
metallurgical process in historic meaning. Different macroscopic
structure, performance and efficiency are related to the microscopic/mesoscopic
ordering in metallurgical process. For example,
if
the casting speed, which influ-
ences single strand output and annual output
of
a caster, reaches an optimized
critical value, it is possible to realize fully continuous casting production and at
the same time attains a rational economy
of
the whole steel plant. As a result,
some
of
the original main operations such as ingot casting-blooming
mill/breakdown mill can be eliminated. Furthermore, oxygen converter replaces
open hearth furnace, thin slab casting-rolling has arisen, strip casting appears, all
these evolutions have induced the fluctuations
of
order parameters in steel manu-
facturing process and lead to re-integration and reconstruction
of
macroscopic
process structure, so the engineering effectiveness has happened.
The engineering effectiveness in steel manufacturing process means that the
macrostructure, performance and efficiency
of
process have been greatly en-
hanced due to appearance
of
new technology and new equipment to reach the
critical value
of
order parameters
of
whole or sectional process (Yin, 2000).
The engineering effectiveness is colorful, such as
critical-optimization, critical-
compactness-continuation and critical-simplification are inspired due to one or
some order parameters attaching its critical values in steel manufacturing process.
Especially in casting-rolling process it shows clearly (Fig. 5.5).
If
ingot casting was applied, the steel product would be produced through
blooming mill or breakdown mill, then rough rolling mill and finish rolling mill.
In casting-shaping procedure, the thickness
of
the cast slab would reach in to
220
~300
mm for replacement
of
blooming mill
of
3 Mt/a,. This is the critical
value
of
slab thickness, but also there is another critical value as critical casting
speed. If one blooming mill will be replaced by two casters with four streams, the
critical casting speed can be computed. Therefore, the critical metal flowrate
based on critical casting speed and critical thickness is the critical order parameter
134 Metallurgical Process Engineering
for replacement
of
blooming mill by fully continuous casting. The structure, per-
formance and efficiency
of
steel plant will be greatly changed once ingot casting-
blooming is replaced by fully continuous casting.
It
shows that the solidification
technology is very close in correlative degree between steelmaking and rolling for
quite a long time.
Ingot(slab)
thickness/rum Process patern
Process opera tions
About500
(Ingot)
250
(Cast slab)
7 0
~5
0
(Thin slab)
3
(Strip)
Ingot casting
Slab casting
Thin slab
casting-rolli ng
Strip casting
ISOaking
Pi
l
t.aDmmRrs~
a
~~~~
~
{[]
000
l!Tl-
~~
I t Bloom/ Surface Rough Hot finish rolling
ngo breakdown clearing rolling
=
~
5
0
m m
Reheating 50mm
t
furnace
~
-1-1
• • •
Slab caster Surface Rough Hot finish rolling
clearing rolling
\::=
+mm.
Thin slab caster Reheating • . .
equipment Hot fimsh rollmg
£ 3.nm
-~
Double-roll caster
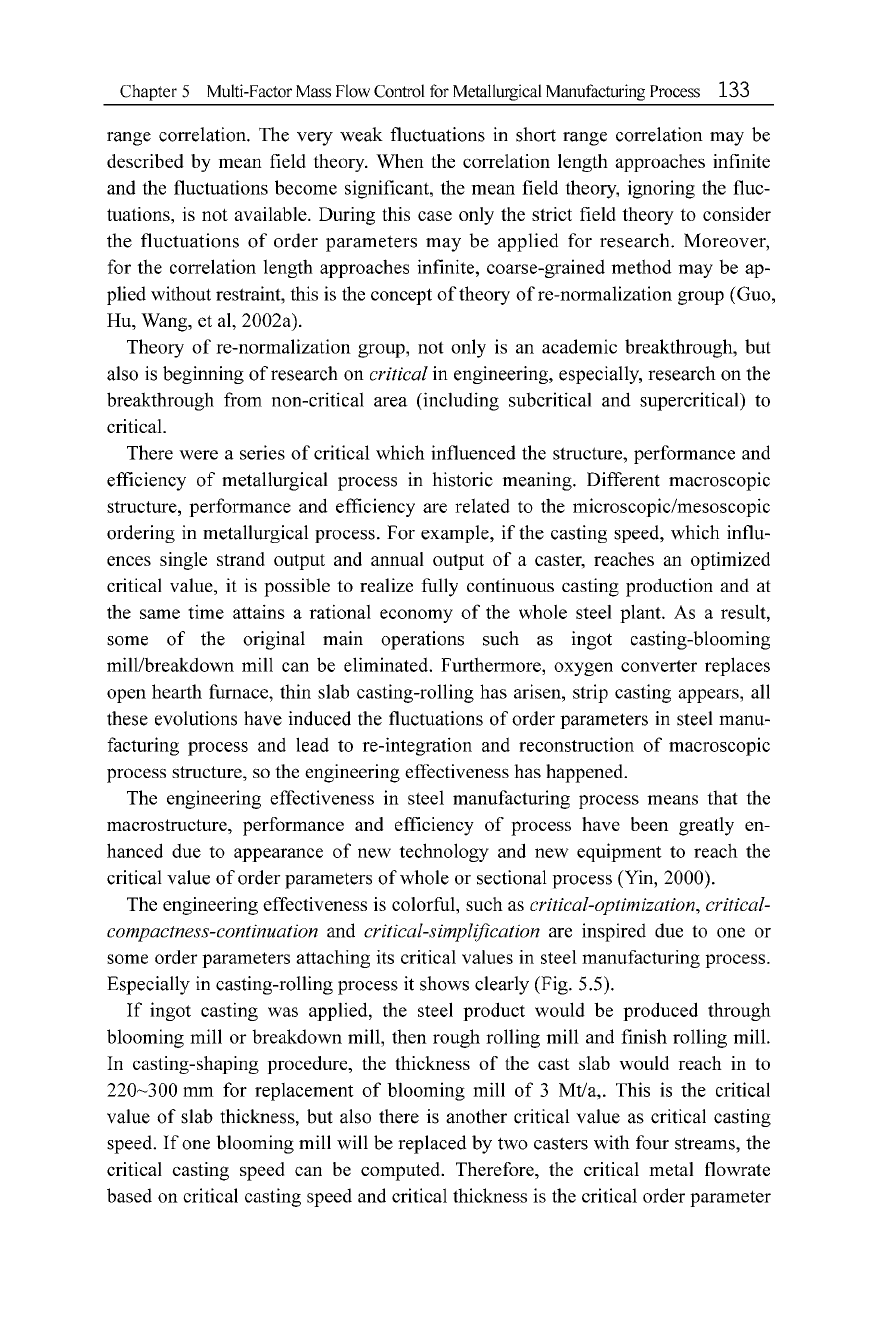
Fig.5.5
Evolution
of
the manufacturing process and
critical-compactness-continuation
eff
ect
However, even thoughthe slabthicknessdecreasesfromthe range of220-250 mm to
150
-180
mm, roughingmill is stillnecessary for hot stripmill. But once thin slab cast-
ing technology is applied to decrease the slab thickness
of
50
-70
mm, not only
rough rolling mill will be eliminated, but also super long slab reheating-rolling with
tunnel furnace will be carried out, and even semi-endless rolling will be applied to
process structure in more compactness and continuation.
The slab thickness for strip casting becomes about 3 mm, in principle, the strip
products can be obtained without rolling. But the strip with 1 or 2 pass rolling is
much better to ensure grain density and surface
of
coil. Thus, strip manufacture
would be more compact-continuous and simplified.
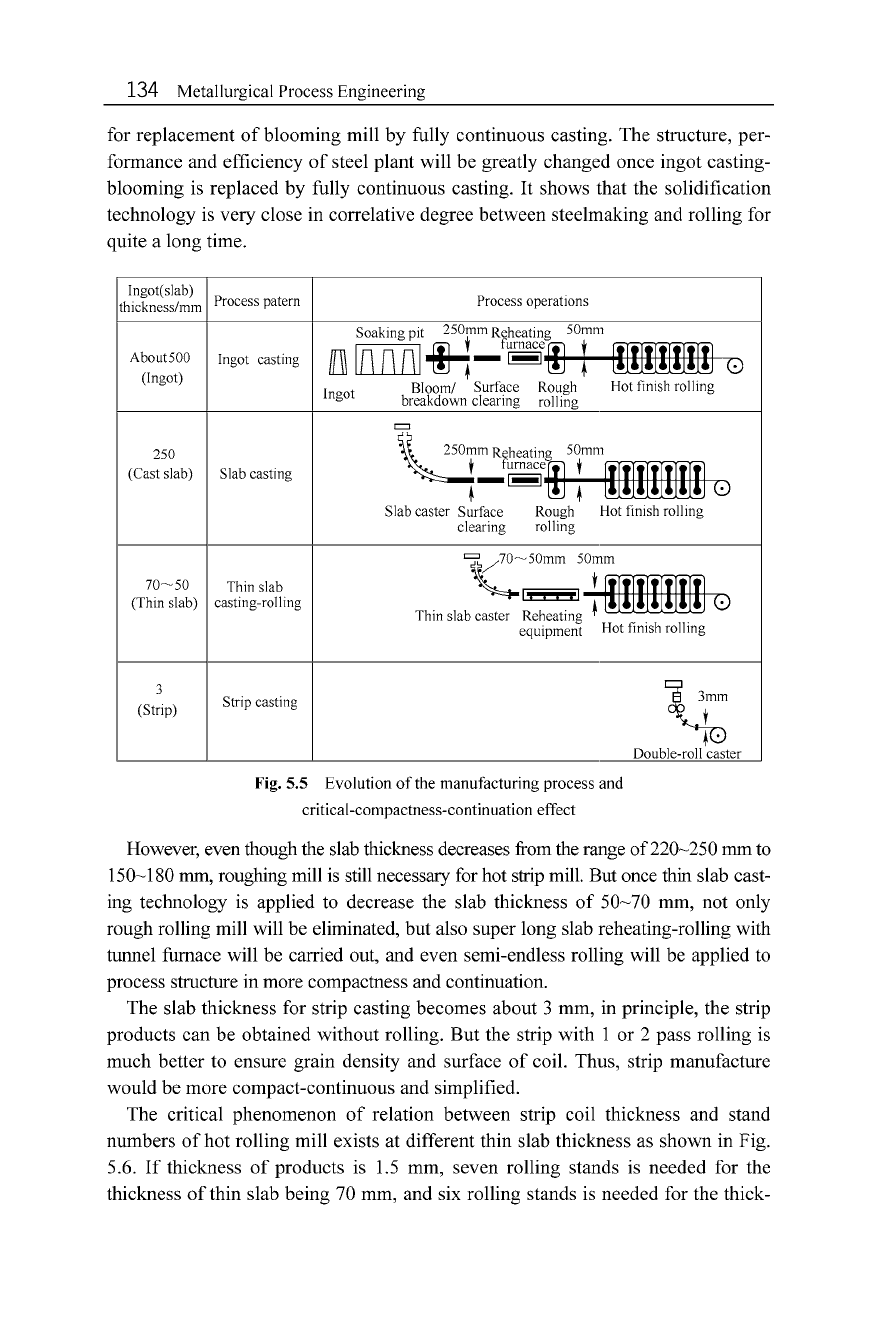
The critical phenomenon
of
relation between strip coil thickness and stand
numbers
of
hot rolling mill exists at different thin slab thickness as shown in Fig.
5.6.
If
thickness
of
products is 1.5 mm, seven rolling stands is needed for the
thickness
of
thin slab being 70 mm, and six rolling stands is needed for the thick-
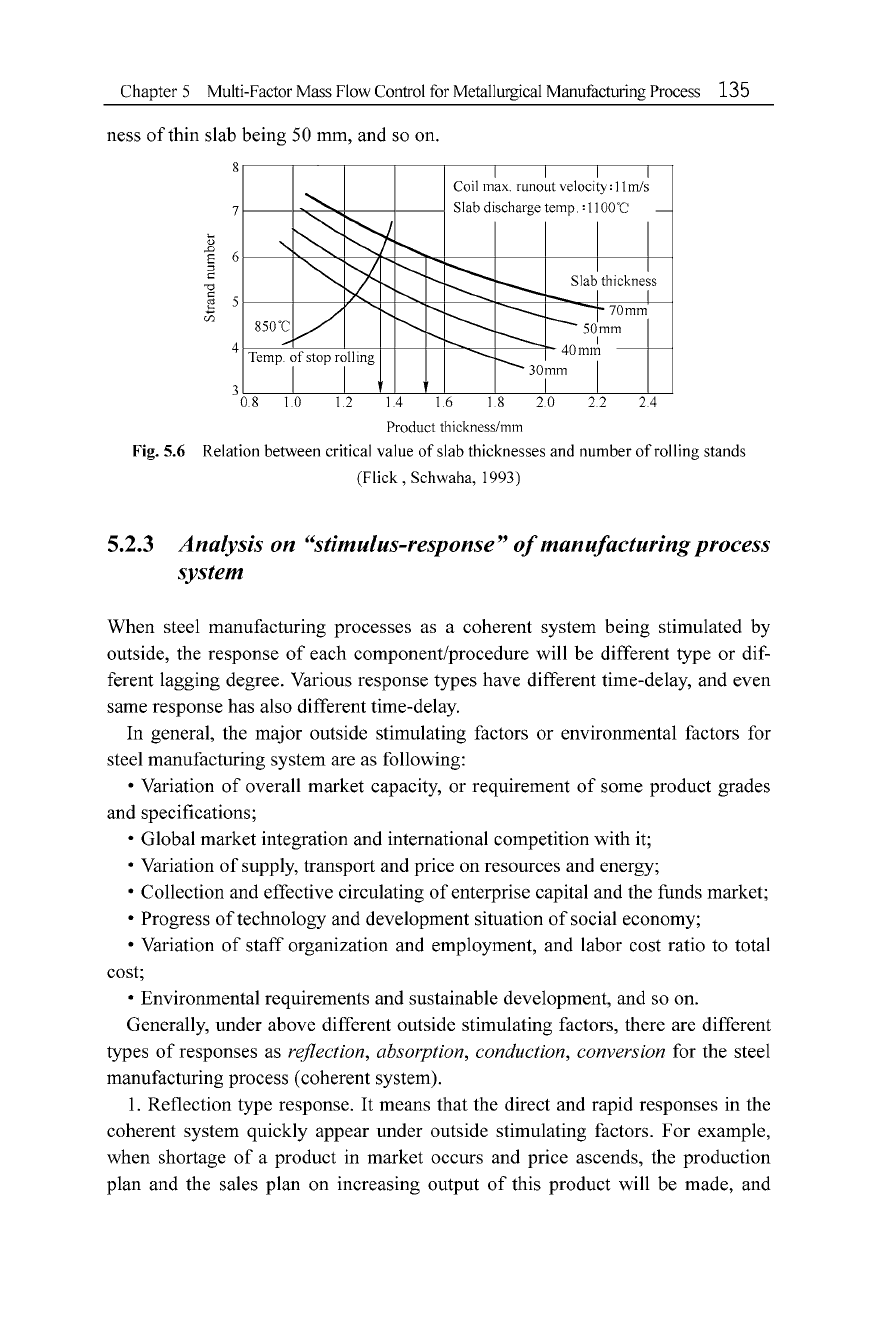
Chapter 5 Multi-Factor Mass Flow Control for Metallurgical Manufacturing Process 135
ness
of
thin slab being 50 mm, and so on.
8
,--
- ---,---
---,
- -
-,--
-
---,
- ----,
,--
- --,---
---,
- - -,-----,
2.42.22.01.81.61.4
7
1-
-
-+-"----=""-1:
- -
+-
-
---1
....
~
§ 6
1__
----f"'o<
~
-...."...
d_---"'l"..r_
-
-----I
I__
-
+_
-
__+
--
+_____i
"
"0
e 5
1__-+_-
-----j,
~
d_+--'
'''_<::-+-
-=-1I--.::--
--t=''
-
o;;;;::j-
___=-
+------j
Vi
Product thickness/mm
Fig. 5.6 Relation between critical value of slab thicknesses and number of rolling stands
(Flick , Schwaha, 1993)
5.2.3 Analysis on "stimulus-response"
of
manufacturingprocess
system
When steel manufacturing processes as a coherent system being stimulated by
outside, the response
of
each component/procedure will be different type or dif-
ferent lagging degree. Various response types have different time-delay, and even
same response has also different time-delay.
In general, the major outside stimulating factors or environmental factors for
steel manufacturing system are as following:
• Variation
of
overall market capacity, or requirement
of
some product grades
and specifications;
• Global market integration and international competition with it;
• Variation
of
supply, transport and price on resources and energy;
• Collection and effective circulating
of
enterprise capital and the funds market;
• Progress
of
technology and development situation
of
social economy;
• Variation
of
staff organization and employment, and labor cost ratio to total
cost;
• Environmental requirements and sustainable development, and so on.
Generally, under above different outside stimulating factors, there are different
types
of
responses as reflection, absorption, conduction, conversion for the steel
manufacturing process (coherent system).
1. Reflection type response.
It
means that the direct and rapid responses in the
coherent system quickly appear under outside stimulating factors. For example,
when shortage
of
a product in market occurs and price ascends, the production
plan and the sales plan on increasing output
of
this product will be made, and
136
Metallurgical Process Engineering
even proper investment will be carried out.
2. Absorption type response. When the functions
of
the coherent system
have enough capacity or less influence by outside stimulating factor, the
response can be ignored and the coherent system still runs under initial way.
For example, when price
of
one spare part or additional material ascends,
the ascending factors on influences to product cost and funds-turnover are
also not obvious, since their spent account is very little. The response is not
probably occurred.
3. Conduction type response. When the coherent system was seriously in-
fluenced by the outside stimulating factor, it not only stimulates someone
component (procedure/device), but also further influences the connecting
procedures and even the whole system. The response on the coherent system
at this case has obvious conduction (diffusion) feature. For example, when
new product replaces old one or rather products standard and engineering
specification take greatly modification, production system and management
system in some procedures or even whole steel plant will be changed suc-
cessively.
4. Conversion type response. When the steel plant as a coherent system
was affected by the outside strong stimulating factor, the response on great
structural variation to resist and subside the
stimulus'
influences should
happen. Other words, the system will be led to a conversion at the core to
adapt the environment, and to take surviving and developing opportunity.
For example, the world oil crisis had inspired a series
of
great energy-saving
measures to adapt the energy price rising at that time, therefore, universal
type
of
steel plant characterized by ingot casting-blooming was gradually
changed into specialized steel plant with fully continuous casting technol-
ogy. This is a structural conversion being induced by very strong stimulation
and deeply effective in further ages.
The above different types
of
outside stimulus-process response, actually are
mode in structural optimization
of
different types and levels in steel production
process. The major goal
of
structural optimization in steel plant is to obtain more
economic benefit. The optimum integration
of
steel process on maximum eco-
nomic benefit is realized by proper response mechanism on the coherent system
and the limitation
of
environmental factors.
5.3 Dynamic-Orderly Structure and Information Flux in Process
The multi-scale and multi-level do exist in the steel manufacturing process. Multi-
level structure and their coupling would effect self-organization
of
manufacturing
process and its information flow.
It
will be described as follows.
Chapter 5 Multi-Factor Mass Flow Control for Metallurgical Manufacturing Process 137
5.3.1 Multi-scale, multi-level and self-organization
1. Multi-scale, multi-level
-explanation
of
complexity
of
manufacturing proc-
ess. In physical world, each element or system consisted
of
multi-elements all has
conception
of
scale and level. Both scale and level are individual concepts but
correlate each other (Guo, Hu, Wang, et aI, 2002b). The level mainly discusses
structure level and its relevant function level. Such as, matter structure levels are
separated from fundamental particle to atom, to molecule, and to molecular ag-
gregate (lattice, grain, crystal, etc.), each structure level is expressed itselflevel
of
functions. The scale contains space scale and time scale in general. The scale size
of
elements on same level is very different. Certainly, the scale size
of
element for
high level is not always larger than for low level. Beside the size
of
space scale,
the dimension is also for time scale. The dimension
of
time scale reflects conver-
sion speed and duration time and so on.
The structure
of
steel manufacturing process is also
of
multi-scale and
of
multi-level. The operations
of
process system have unit operation
(decarbonization, deoxidation, etc.), monomeric running
of
procedure or de-
vice (blast furnace, converter, reheating furnace, etc.), sectional running
(multi-procedures' combined running within steelmaking and rolling mill),
entirely operation
of
steel plant (integrated
BF-BOF
route, EAF mini-mill
route). These dynamic running structures directly reflect the multi-scale and
multi-level features
of
steel manufacturing system. The multi-scale and multi-
level
of
system structure practically are a presentation on complexity
of
proc-
ess. The complexity principally characterizes the multi-scale and multi-level
both
of
space and time in system structure, process running state and evolu-
tion.
It
can be concluded as follows :
• The advance structure
of
the process system is of multi-leveland of multi-scale;
• Conversion and operation
of
multi-factor mass flow in process system is or-
derly, sometimes is multi-event and multi-factor coupling process through long
time period. Therefore, when the conversion and operation
of
process will be in-
vestigated, its variation must be comprehensively assessed on different scale and
different level in most case;
• State variation, stability and control
of
system are multi-level in multi-event
process
of
the multi-factor mass flow.
The relation among above three aspects always shows a complex integration,
named as upper to against lower level relation. On the constructing
of
structure,
the upper level structure commands the constructing
of
lower level structure, and
the lower level structure also affects (even decides) to construct the upper level
structure. On dynamic variation
of
structure, variation
of
the lower level structure
influences development and evolution
of
the upper level structure, but the upper