Ваганов В.М. Проектирование и расчет кондукторов
Подождите немного. Документ загружается.

Федеральное агентство по образованию
Псковский государственный политехнический институт
В.М. Ваганов
Проектирование и расчет
кондукторов
Учебное пособие
для студентов специальности «Технология машиностроения»
Рекомендовано к изучению Научно-методическим
советом Псковского государственного
политехнического института.
Псков
Издательство ППИ
2009
1
УФК…….
ББК……..
Рекомендовано к изучению Научно-методическим советом
Псковского государственного политехнического института
Рецензенты:
- Чижевский А.Б. – к.т.н., директор ООО «Инструмент-М»;
- Солнышкин Н.П. – к.т.н., профессор кафедры ТМ ППИ
Ваганов В.М.
Проектирование и расчет кондукторов: учебное пособие. – Псков:
Издательство ППИ, 2008. - с., - ил.
Содержит методический и справочный материал для выполнения
курсовой работы (курсового проекта) по проектированию кондукторов для
обработки отверстий на сверлильных станках. В нем представлены
компоновки характеристик групп кондукторов, рассмотрена методика их
расчета на точность. Рассмотрены вопросы определения потребных сил
закрепления заготовок при сверлении отверстий. Приведены примеры
расчетов сил закрепления. В приложении даны материалы на скальчатые
кондукторы, ГОСТы на кондукторные втулки и типовые технические
требования к приспособлениям для сверлильных станков.
Предназначено для студентов специальности 151001 «Технология
машиностроения» и других машиностроительных специальностей высших
учебных заведений. Может быть использована в техникумах и колледжах, а
также в практической работе конструкторов и технологов, которые
занимаются проектированием технологической оснастки.
УДК……
ББК……
Ваганов В.М.
Псковский государственный
политехнический институт, 2009
2
Содержание
Введение……………………………………………………………………………..4
1. Расчет кондукторов на точность………………………………………………..4
1.1. Факторы, вызывающие погрешность………………………………………..4
1.2. Методика расчета точности…………………………………………………..4
1.3. Расчет точности характерных групп кондукторов………………………….7
1.4. Выбор допусков на изготовление и износ
деталей кондуктора и диаметров инструмента……………………………..11
1.5. Примеры расчета точности………………………………………………… .13
3
Введение
Для обработки отверстий на сверлильных станках проектируется и изготовляется
многообразная оснастка: скальчатые и другие типы кондукторов, поворотные столы
и стойки, многошпиндельные и револьверные головки, всевозможный
вспомогательный инструмент и т. п.
Приспособления для сверлильных станков имеют большое разнообразие
конструкций по устройству кондукторных плит, по методу базирования и крепления
обрабатываемых заготовок и по другим признакам. Широкое распространение
получила переналаживаемая механизированная и частично автоматизированная
сверлильная оснастка с пневматическим приводом.
В данном методическом пособии содержится методический и справочный
материал по расчету кондукторов на точность и определению потребных сил
закрепления заготовок при сверлении.
Для выполнения курсового проекта по проектированию наладки на скальчатый
кондуктор в приложении даны материалы на скальчатые, консольные кондукторы с
пневматическим зажимом (ГОСТ 16889 - 71), ГОСТы на стандартные кондукторные
втулки и типовые технические требования к приспособлениям для сверлильных
станков.
1. Расчет кондукторов на точность
1.1. Факторы, вызывающие погрешность
Кондукторы отличаются от других приспособлений тем, сто имеют
дополнительные погрешности, вызываемые центрированием инструмента и втулок.
Наибольшее отклонение от заданных размеров дают кондукторы, имеющие сменные
втулки, центрирующие и установочные элементы, различные подвижные
соединения.
Точность сверления в кондукторах обусловлена следующими основными
факторами: [9, 10]
отклонением расстояний между центрами отверстий в кондукторной плите;
величиной зазора в посадочном отверстии сменной рабочей втулки;
величиной зазора в направляющем отверстии рабочей втулки под сверло;
величиной зазора между направляющим пояском (центрирующим пальцем)
кондукторной плиты и базовым отверстием заготовки;
эксцентриситетом рабочей втулки;
глубиной сверления;
длиной направляющего отверстия рабочей втулки;
расстоянием между нижним торцом втулки и заготовкой;
величиной зазоров в подвижных соединениях (кондукторы поворотные, с
откидной плитой, скальчатые и т.п.).
1.2. Методика расчета точности
При обработке отверстий в кондукторах возникают погрешности расстояний осей
отверстий, заданных в заготовке, от конструкторских баз и погрешности взаимного
4
положения осей нескольких отверстий между собой. Число факторов, вызывающих
эти погрешности, колеблется в широких пределах. [8]
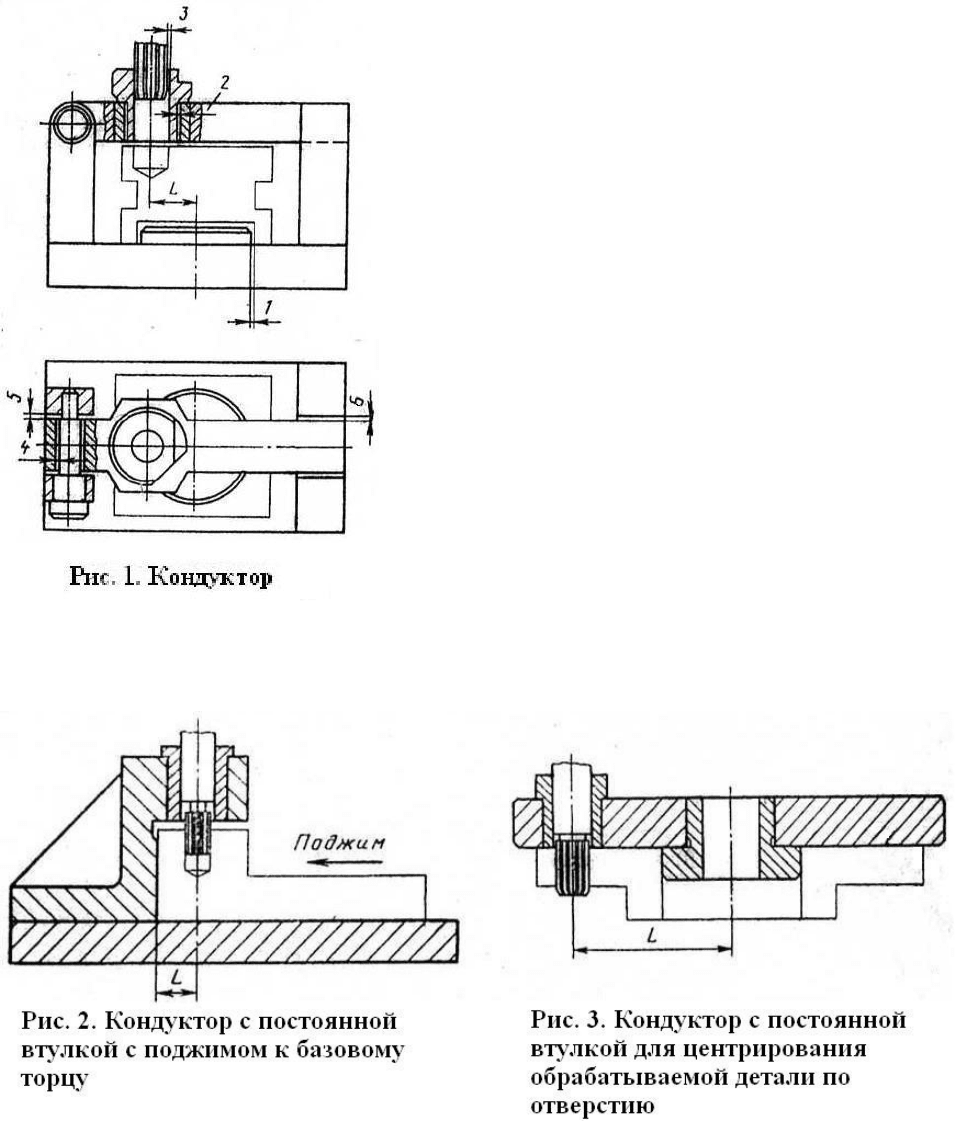
Наибольшие отклонения от заданных размеров дают кондукторы, имеющие
сменные втулки, цилиндрические центрирующие и установочные элементы и
различные подвижные соединения (рис. 1). При особо точных размерах по
координате L зазоры 1, 2, 3, 4, 5 и 6 вызывают
неизбежные погрешности.
Практически установлено, что координаты с
отклонениями в пределах 0,015 мм следует
выдерживать по кондукторам без сменных
кондукторных втулок специальным инструментом,
имеющим гладкие направляющие. Решение этой
задачи облегчается, если координата задана не от
цилиндрической поверхности, а от базового торца,
к которому обрабатываемая деталь поджимается
(рис. 2).
Координаты с отклонениями в пределах 0,030 мм
можно выдерживать в кондукторе, имеющем в
качестве центрирующего элемента
цилиндрическую поверхность, но и в этом случае
сменные кондукторные втулки не рекомендуется
применять (рис 3).
Координаты с отклонениями в пределах 0,050 мм
можно выдерживать в кондукторах с
цилиндрическим центрирующим элементом, а
также применяя сменные втулки. Подвижное соединение деталей кондуктора не
допускается. Размеры с отклонениями в пределах 0,075 мм и более могут быть
получены с помощью кондукторов.
5
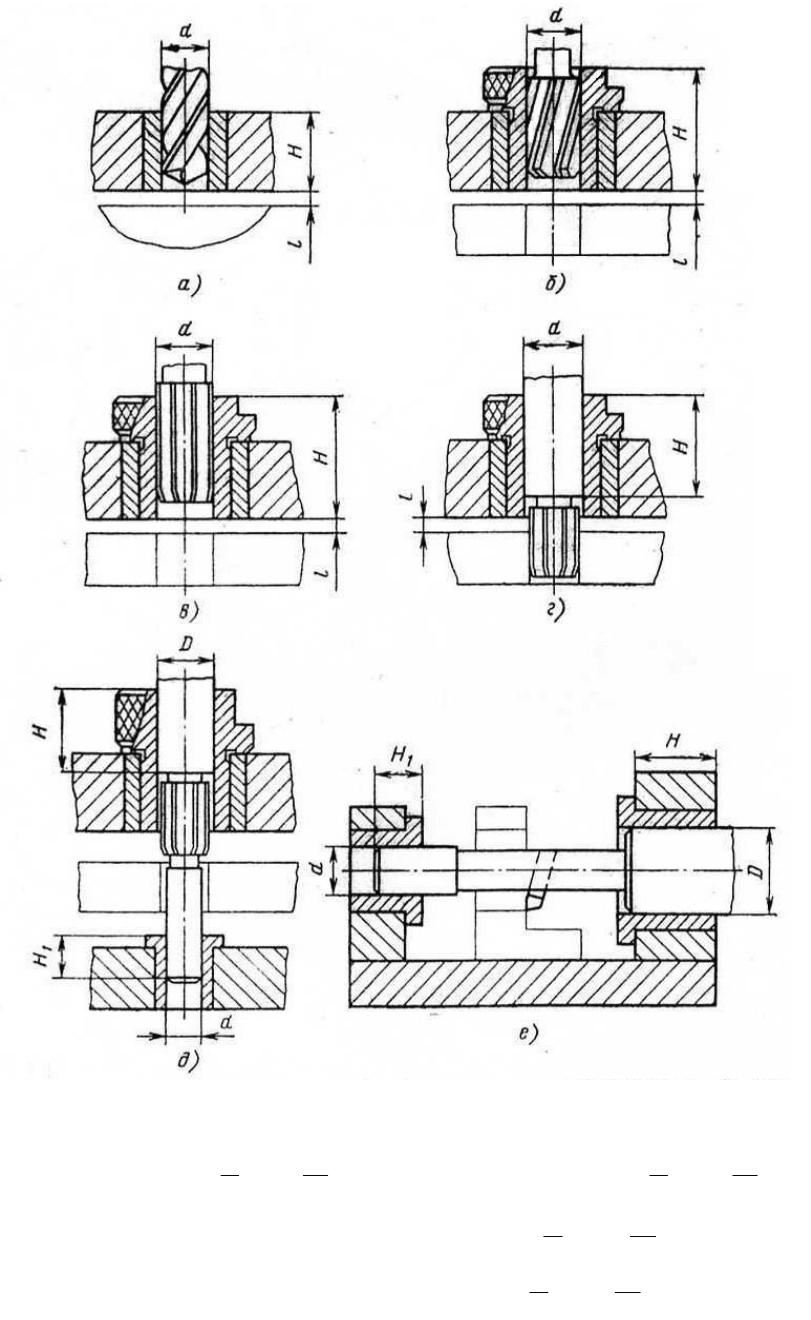
Во всех случаях расстояние от торца кондукторной втулки до обрабатываемой
поверхности и длина направляющей части втулки должны быть выдержаны. Как
показано на рис. 4; отношение длин к диаметрам должно быть установлено к началу
работы инструмента.
Рис. 4. Схемы расположения кондукторных втулок относительно обрабатываемой
поверхности и длина направляющей части втулок:
а – при сверлении
2;5,0
d
H
d
l
; б – при зенковании
2;5,0
d
H
d
l
; в – при
развертывании (направляется режущей частью,
3;5,0
d
H
d
l
); г - при
развертывании (направляется гладкой частью,
2;5,0
d
H
d
l
); д - при развертывании
6

(направляется двумя гладкими частями,
2;2
1
d
H
d
H
); е - при растачивании
(направляется двумя гладкими частями,
5,1;5,1
1
d
H
D
H
).
В данном учебном пособии приводятся методика и формулы для проверочного
расчета точности спроектированного кондуктора.
Рекомендуется следующий порядок расчета [5] .
При проектировании на чертеже общего вида кондуктора необходимо указать
размеры с отклонениями, посадки и технические требования, определяющие
взаимное расположение элементов кондуктора. Допуски на соответствующие
размеры деталей кондуктора намечаются приближенно в соответствии с принятыми
рекомендациями (см таб. 1, 2) и уточняются по результатам расчетов. Необходимо
максимально использовать стандартные детали и узлы.
Принимаемые отклонения размеров должны обеспечить выполнение условия:
nОБР
Т
,
где
ОБР
и
n
Т
- соответственно погрешность и допустимые отклонения
(допуск) исследуемого размера.
Чтобы убедится в этом надо выполнить расчеты величины погрешности
ОБР
,
которая может возникнуть при обработке и сравнить результат расчета с
отклонением (допуском) на исследуемый размер заготовки. Если условие
nОБР
Т
,
не подтверждается, то следует попытаться уменьшить допуск на соответствующие
размеры кондуктора и повторить расчет. В первую очередь следует уменьшить
допуски на те размеры, которые имеют доминирующие значения. Например,
значительное влияние на координаты расположения просверленных отверстий
оказывают увод сверла. Увод сверла в большой степени зависит от зазора между
сверлом и отверстием в кондукторной втулке, по этому, если это возможно, то этот
зазор следует уменьшить за счет использования сверл и втулок повышенной
точности, использовать удлиненные втулки и др.
Может оказаться, что и повторный расчет не приведет к желаемым результатам;
тогда надо пересмотреть конструкцию кондуктора, а может быть поставить вопрос
об изменении базы или допуска на выдерживаемый размер, если он занижен.
Условие
nОБР
Т
надо стремится выполнять при минимальной разнице
ОБР
и
n
Т
. Если
ОБР
«
n
Т
, то это тоже плохо, так как приспособление будет иметь
неоправданно высокую точность, следовательно, затраты на его изготовление
окажутся высокими.
1.3. Расчет точности характерных групп кондукторов
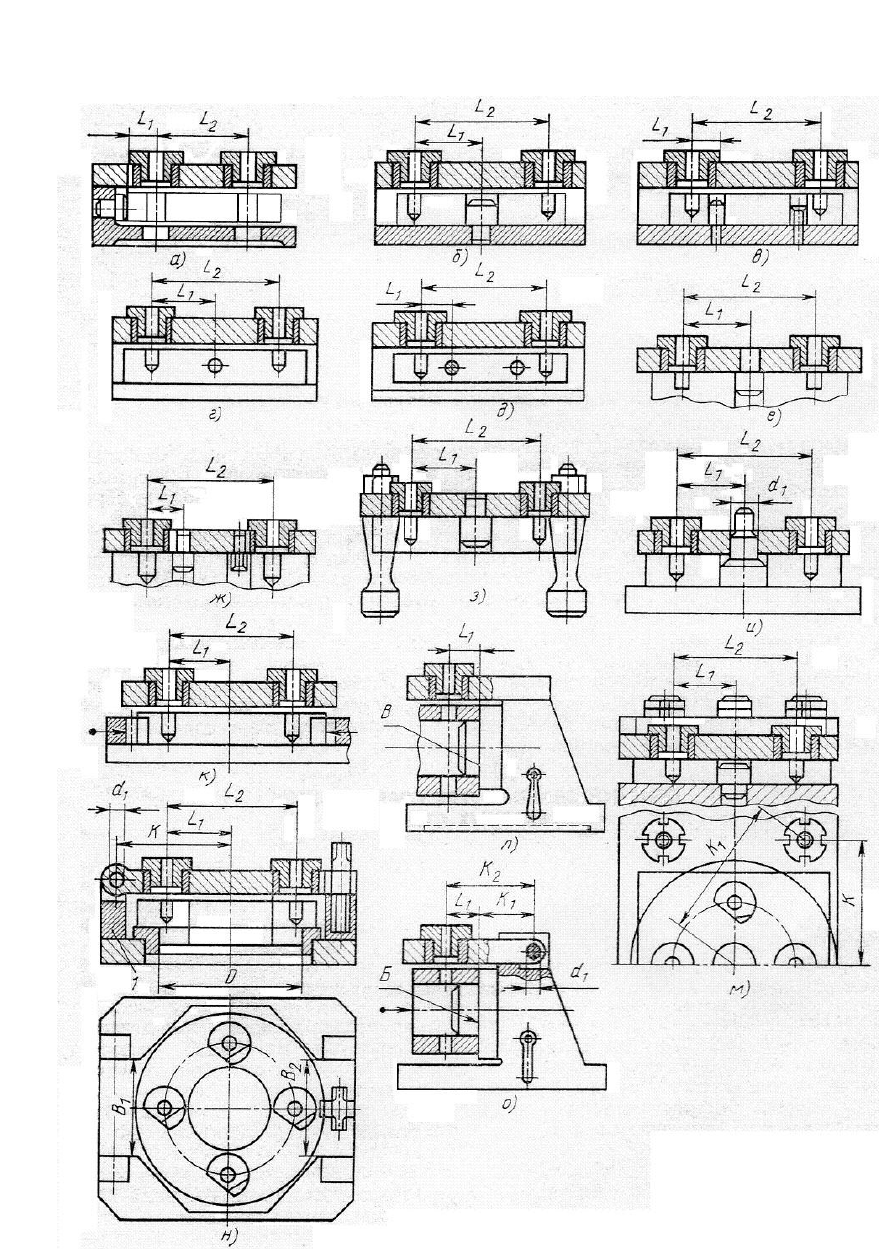
В связи с большим многообразием кондукторов рассмотрим методику их
расчета для нескольких характерных групп, классифицированных по характеру связи
центрирующих и установочных элементов с кондукторными втулками (рис. 5). [ 9 ]
Группа 1. Кондукторы с неподвижной кондукторной плитой (рис. 5, а – д),
накладные (рис. 5, е - ж), опрокидываемые (рис. 5, з) оснащены быстросменными
кондукторными втулками. Для кондукторов этой группы отклонение δ
L1g
для
размера L
1g
:
22
2
2
1
2
1
22
1
2
ИЗМ
b
КLnЗgL
X
S
e
, (1)
7
где
- равна половине максимального зазора между изношенным в пределах
допуска центрирующим пальцем и наибольшим базовым отверстием детали.
Рис. 5. Типы кондукторов
ε
з
- погрешность закрепления, возникающая от сил зажима;
ε
п1
– погрешность изготовления приспособления, вносимая из-за отклонения от
перпендикулярности оси отверстий втулок относительно опорной плоскости плиты;
δ
L1k
– допустимое отклонение на координатный размер кондуктора, который равен
расстоянию от оси отверстия гнезда до базового упора (рис. 5, а) или оси
центрирующего пальца (рис. 5, б-з) ;
8
е – эксцентриситет быстросменной кондукторной втулки;
S
в
– наибольший предельный зазор между втулкой и втулкой-гнездом;
Х – смещение оси отверстия из-за перекоса оси инструмента относительно оси
направляющего отверстия втулки:
2
1
H
hl
SХ
u
, где
S
и
– наибольший зазор между инструментом и втулкой с учетом износа втулки;
Н – длина направляющей части втулки;
h – вылет инструмента;
l – длина отверстия обработки;
ε
изм
– погрешность измерения детали.
Для размера L
2g
отклонение δ
L2g
определяется:
22222
1
2
22
222
ИЗМbnkLgL
ХeS
, (2)
Погрешность закрепления не учитывают, если направление приложения сил зажима
совпадает с осью инструмента. В противном случае необходимо дополнительно
рассчитывать погрешность закрепления.
Группа 2. К этой группе относятся кондукторы со съемной кондукторной
плитой (рис. 5, и), самоцентрирующие (рис. 5, к), поворотные с неподвижной плитой
(рис.5, л).
Расчетное уравнение при выдерживании размера L
1
имеет вид:
22
2
22
2
2
1
2
1
22
1
2
ИЗМ
b
nnkLЗgL
X
S
e
, (3)
в отличие от уравнения (1) к числу погрешностей добавилась погрешность
изготовления ε
п2
, вносимая наличием подвижных соединений в кондукторе: для
кондукторов со съемной кондукторной плитой – зазор между плитой и пальцем; для
самоцентрирующих – погрешность центрирования детали; для поворотных –
торцового биения упорной поверхности В.
При выдерживании размера L
2
погрешность δ
L2g
определяют по формуле (2).
Группа 3. Кондукторы поворотные с откидной плитой (рис. 5, в), скальчатые с
нижним центрированием заготовки (рис. 5, м). Для определения δ
L2g
при
выдерживании размера L
2g
расчеты ведут аналогично кондукторам первой и второй
групп.
При выдерживании координатного размера L
1g
необходимо учитывать
отклонение размера δ
L1g
из-за колебания размера К вследствие наличия зазоров в
скальчатых направляющих.
Для скальчатых кондукторов:
222
2
2
1
2
2
2
1
2
1
2
ИЗМ
b
kLnngL
Se
S
, (4)
9
где δ
h1
– допустимое отклонение на расстояние от плоскости осей скалок до
оси окружности L
2
, на которой расположены оси втулок или отверстий втулок-
гнезд;
δ
h2
- допустимое отклонение на расстояние между плоскостью, проходящей
через оси направляющих отверстий под скалки до оси установочного пальца;
S – наибольший односторонний зазор в сопряжении скалок и отверстий.
Для скальчатых кондукторов, у которых сменные наладки устанавливаются на
установочные пальцы (цилиндрический и срезанный)
2222
2
2
1
2
2
2
1
2
1
2
2
2
1
2
1
2
ИЗМ
b
bLНLnngL
eXSSS
S
, (5)
где δ
L1
H
- отклонение на координатный размер от оси центрирующего пальца
до оси отверстия под установочный цилиндрический палец в нижней наладке;
δ
L1
B
- отклонение на координатный размер от оси окружности до оси
отверстия под установочный цилиндрический палец в верхней наладке;
S
1
и S
2
– максимальный односторонний зазор соответственно между
отверстиями и установочными цилиндрическими пальцами в верхней и нижней
наладках;
Для кондукторов с откидной плитой (рис. 5, н, о) δ
h1
- допустимое отклонение
на расстояние от оси окружности L
2
до оси крепления плиты; δ
h2
- допустимое
отклонение на расстояние от оси установочного отверстия D до оси отверстия в
стойке I; S – наибольший зазор в сопряжении d
1
.
Для поворотных кондукторов с откидной плитой δ
h
в расчет не входит, так как
этот допуск входит как составная часть в δ
L1k
, который является замыкающим
звеном размерной цепи
2
2
2
2
2
11
2
Б
в
hhkL
S
,
где δ
h1
– допустимое отклонение на расстояние от упорной плоскости Б до оси
отверстия в корпусе d
1
;
δ
h2
- допустимое отклонение на расстояние от оси отверстия d
1
в
кондукторной плите до оси отверстия втулки-гнезда;
S – зазор в сопряжении d
1
;
δ
Б
– торцовое биение поверхности Б при повороте.
В случае получения δ
Lg
больше допустимого значения, указанного на чертеже,
необходимо пересматривать составляющие погрешности, обратив внимание на те из
них, которые имеют доминирующее значение.
Рекомендуемые поля допусков на исполнительные размеры центрирующих и
установочных элементов станочного приспособления приведены в таблице 1.
Отклонение диаметров сверл и кондукторных втулок, а также допустимый износ
кондукторных втулок – в таблице 2.
10