Ваганов В.М. Проектирование и расчет кондукторов
Подождите немного. Документ загружается.

Определение погрешности закрепления и износа центрирующих элементов
следует производить по литературе /1/(табл.3.2; п1-п4).
1.4. Выбор допусков на изготовление и износ деталей кондуктора
и диаметров инструмента
К направляющим элементам кондукторов относятся кондукторные втулки.
Кондукторные втулки стандартизованы и при конструировании сверлильных
приспособлений возникает необходимость выбрать втулку по типу и размерам,
установить размер и допуск на диаметр её отверстия. При этом за номинальный
диаметр отверстия принимают наибольший предельный размер режущего
инструмента, а допуски назначают по системе вала.
Данные о предельных отклонениях диаметров инструментов приведены в
ГОСТ885-77 для сверл, в ГОСТ1672-71 для разверток.
Для отверстий кондукторных втулок под сверла, зенкеры черновые развертки
применяют поле допуска по F8, а для чистовых разверток – G7; при повышенных
требованиях к точности межосевого расстояния применяют соответственно поля
допусков G7 и G6. Отверстия во втулках под передние или задние направляющие
инструментов выполняют по системе отверстия с полями допусков H8 и H7, а
диаметры направляющих соответственно с полями f7 и g6. Для соединения
постоянных и промежуточных втулок с кондукторными плитами применяют
посадки небольшим натягом
6
7
n
H
, а для соединения сменных втулок с
промежуточными втулками – посадка
6
7
h
H
, быстросменных втулок – посадка с
небольшим зазором
6
7
g
H
, или в более точных случаях -
5
6
g
H
.
Высоту Н постоянных и сменных втулок выбирают по ГОСТ. Она составляет от
0,5 до 2 диаметра отверстия втулки под инструмент.
Эксцентриситет наружной поверхности втулки по отношению к отверстию не
должен превышать 5 мкм.
Допуски на износ кондукторных не разработаны. Предельную величину износа
отверстий втулок для сверл и зенкеров на практике принимают 0.8 – 1.0 допуска на
изготовление втулки [ ]. В литературе [ ] приводятся некоторые рекомендации по
допустимому износу кондукторных втулок.
По экспериментальным данным средняя величина износа кондукторных втулок
при сверлении отверстий диаметром 10 - на 10 метров пути составляет: при
обработке чугуна средней твердости 3-5 мкм; стали 45 – 4-6 мкм; алюминиевых
сплавов 1-2 мкм. [ ]
По этим данным можно более точно определить число сверлений через
кондукторную втулку, задаваясь допустимой величиной её износа.
Ориентировочный срок службы кондукторных втулок 10000-15000 сверлений
при l
d.
Для уменьшения интенсивности износа втулки под дополнительным
воздействием проходящей через неё стружки между нижним торцом втулки и
заготовки оставляют пространство, заполняя которое отходящая стружка упирается
в торец втулки и сбрасывается в сторону. Величину расстояния между втулкой и
11
заготовкой в зависимости от обрабатываемого материала принимают равной 0,3-1
диаметра отверстия втулки. Меньшее расстояние (0,3-0,5)d берут при обработке
хрупких материалов (чугун, бронза), большее (0,5-1)d – при обработке вязких
материалов (сталь, алюминий). Изменение величины расстояния приводит к
снижению точности обрабатываемого отверстия.
Допуски на координатные размеры, определяющие положение осей втулок в
плите, рекомендуется задавать в 3-5 раз меньше, чем допуски на межценровые
расстояния у изделия.
Практически допуск на расстояние между осями запрессованных втулок в
кондукторах для сверления отверстий на проход под болты, шпильки, а также под
резьбы для них принимают ±0,05….±0,1мм, кондукторах для отверстий 7-9
квалитетов точности при допуске расстояния между осями 0,05-0,1мм допуски на
координаты составляют ±0,01….±0,03мм.
Для облегчения работы студентов в таблицах 1 и 2 приведены предельные
отклонения диаметров сверл и отверстий кондукторных втулок, допуски на износ
втулок, а также рекомендуемые поля допусков на исполнительные размеры
центрирующих и установочных элементов станочного приспособления
Таблица 1
Рекомендуемые поля допусков на исполнительный размер центрирующего и
установочного элемента станочного приспособления
Условия Поля допусков
Для большинства случаев обработки F8; f7
Если поля F8; f7 не обеспечивает заданной
точности обработки деталей
G7; g6; F7; j
S
6; G6; j
S
5
При сниженных требованиях к заданной
точности обработки деталей
F9; f9
Координатные размеры, определяющие положение осей втулок в плите,
рекомендуется задавать в пределах /1/
LgLп
L
5
1
3
1
Допустимые погрешности измерения (ε
изм
) составляют от 20 (для грубых
квалитетов)
до 35% допуска на изготовление изделия.
Таблица 2
Предельные отклонения диаметров инструментов и втулок
Инструмент
Номинальный диаметр, мм
до 3 3-6 6-10 10-18 18-30
Отклонение диаметров сверл, мкм
Сверла
общего
назначение
0
-25
0
-30
0
-36
0
-43
0
-52
Сверла
точного
0
-14
0
-18
0
-22
0
-27
0
-33
12
исполнения
Продолжение
таблицы 2
Отклонение отверстий кондукторных втулок, мкм
Сверла
общего
назначение
+20
+6
+28
+10
+35
+13
+43
+16
+53
+20
F8
Сверла
точного
исполнения
+12
+2
+16
+4
+20
+5
+24
+6
+28
+7
G7
Допуски на износ кондукторных втулок при сверлении по II квалитету, мкм
10 15 20 25 30
При сверлении отверстий по 12…14 квалитетам точности допуски на износ
могут быть увеличены на 50-200%.
1.5 Примеры расчета точности
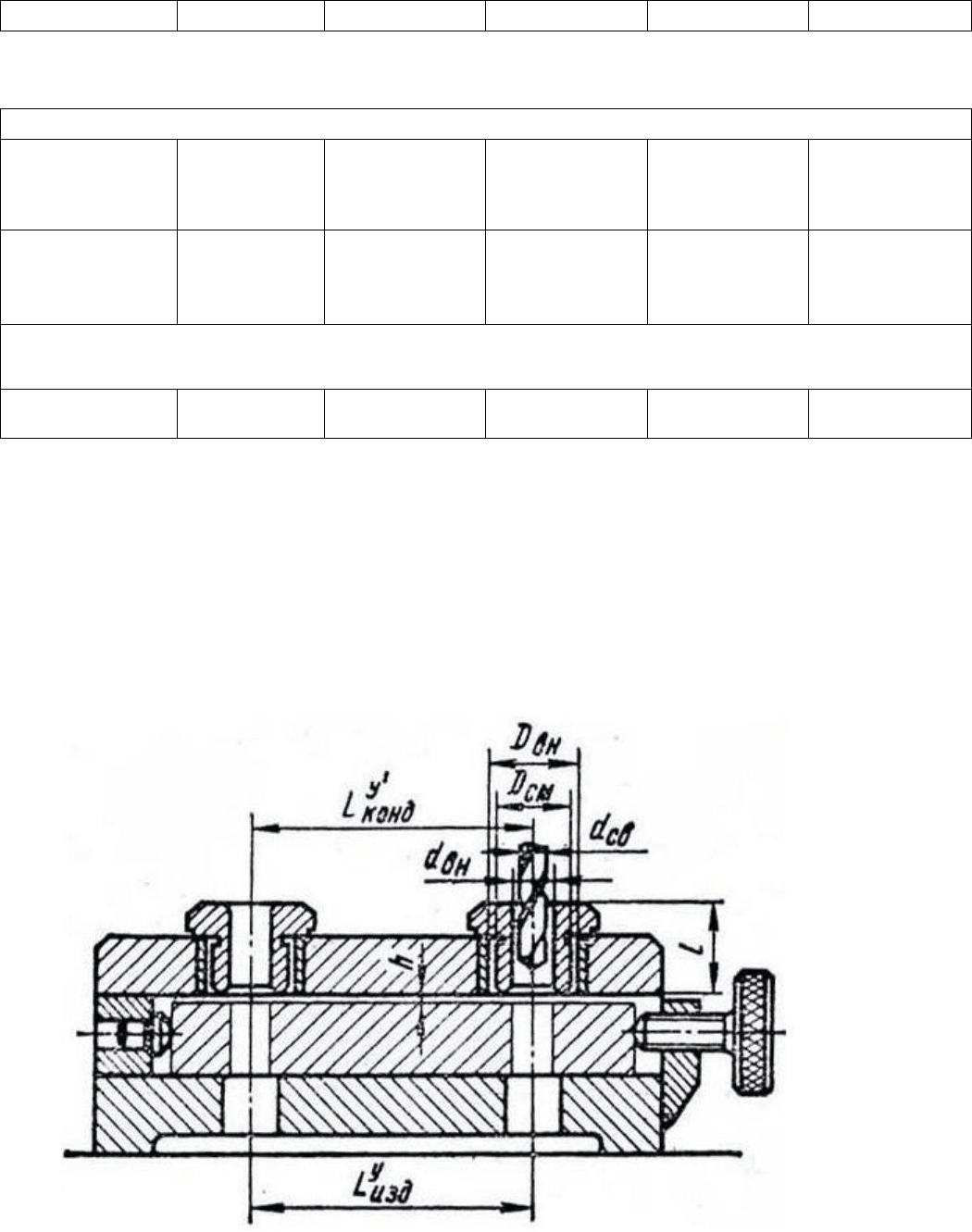
Пример 1. конструируется кондуктор для обработки двух отверстий Ø
043,0
0
912
Н
. Межцентровое расстояние L
изд
=120±0,18. Кондуктор с деталью
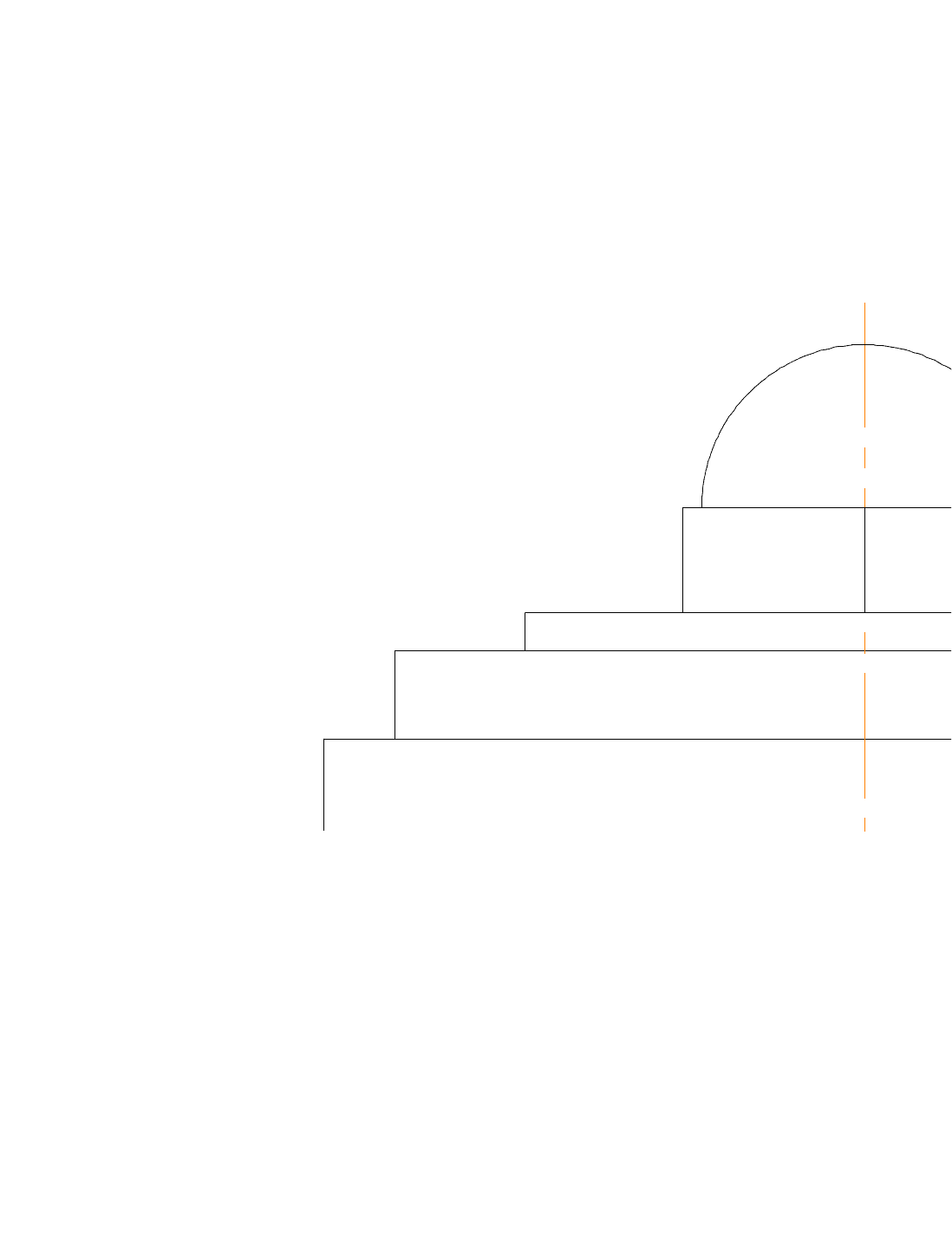
показаны на рис.6. Требуется определить размеры деталей кондуктора и рассчитать
возможную погрешность межцентрового расстояния между отверстиями в детали.
Рис. 6. Кондуктор для обработки двух отверстий в обрабатываемой детали.
Решение. Для расчета погрешности межцентрового расстояния,
обеспечиваемого кондуктором, используем формулу (2) и определим элементы,
входящие в нее.
13
22222
1
2
22
222
ИЗМbnkLgL
ХeS
где δ
L2g
– отклонение на межцентровое расстояние между отверстиями под
кондукторные втулки в кондукторной плите. Согласно рекомендациям (см. раздел
1.4) принимаем δ
L2k
=0,03мм.
ε
п1
– допуск перпендикулярности оси отверстий кондукторных втулок
относительно опорной плоскости кондуктора.
Обычно допуск перпендикулярности кондукторных втулок на сборочных
чертежах задается в пределах 0,01÷0,03мм. Примем ε
п1
= 0,02мм.
S
в
– наибольший предельный зазор между втулкой и втулкой-гнездом.
В нашем случае при выполнении операции потребуется сверление с
последующим развертыванием, поэтому используется кондуктор с быстросменными
кондукторными втулками. Выбираем стандартные кондукторные втулки:
постоянную, которая будет запрессована в кондукторной плите по посадке
028,0
015,0
021,0
0
6
7
25
п
Н
и быстросменную – с посадкой
006,0
017,0
018,0
0
6
7
18
g
Н
, внутренний диаметр
выполнен
043.0
016.0
88,11
F
; высота втулки Н=20мм.
Тогда S
в
=D
вн
-D
см
,
где D
вн
– наибольший диаметр отверстия под сменную втулку, мм; D
см
–
наименьший наружный диаметр сменной втулки, мм.
Имеем D
вн
=18,018мм, D
см
=17,983мм,
S
в
=18,018-17,983=0,035мм
е – эксцентриситет быстросменной кондукторной втулки;
Принмаем е=0,005 мм
Х – смещение оси отверстия из-за перекоса оси инструмента относительно оси
направляющего отверстия втулки:
2
1
H
hl
SХ
u
, где
S
и
– наибольший зазор между инструментом и втулкой с учетом износа втулки;
Предельные отклонения диаметров сверла, втулки и допуск на износ выбираем
по табл. 1.
Имеем:
Отклонение диаметра сверла общего назначения
0
043,0
.
Отклонение отверстия кондукторной втулки для сверла общего назначения
043,0
016,0
.
Допуск на износ кондукторной втулки - 0,025мм
Тогда S
и
=0,043+0,043+0,025=0,11мм
l – длина отверстия обработки, мм; длину l принимаем по чертежу детали,
l = 15мм.
h – вылет инструмента, h = (0.3 - 1)d, где d – диаметр отверстия втулки. Материал
обрабатываемой заготовки – сталь. Поэтому принимаем h = (0,5 - 1)d;
h = 0,5·12 = 6мм
H – длина направляющей части втулки. В нашем случае высота втулки
14
H = 20мм.
Смещение отверстия из-за перекоса оси инструмента составила:
ммX 172.05.0
20
615
111.0
Полученное значение Х = 0,172мм без учёта других погрешностей уже
превышает отклонение на межцентровое расстояние между отверстиями в заготовке
(по чертежу детали: 120±0,18), из формулы
мм
kL
24,017.02
2
2
Поэтому, для сверления используем сверла и втулки точного исполнения
(табл.2), примем с H = 25мм ; допуск на износ втулки – 0,015.
Тогда S
и
=0,027+0,024+0,015=0,066
Смещение отверстия из-за перекоса инструмента составит:
ммX 088,05,0
25
615
066,0
Погрешность измерения
мм
изм
09,036,025,0
, где 0,3 – допуск на
межцентровое расстояние в заготовке.
Расчетная погрешность межцентрового расстояния, обеспечиваемого
кондуктором, составит:
мм
kL
166,009,0088,02005,02035,002,0203,0
222222
2
Сравнивая результат расчета с отклонением на межцентровое расстояние между
отверстиями в заготовке (120±0,18) видим, что расчетная величина (0,166) меньше
допустимого отклонения (0,18). Следовательно, кондуктор обеспечивает требуемую
точность обработки.
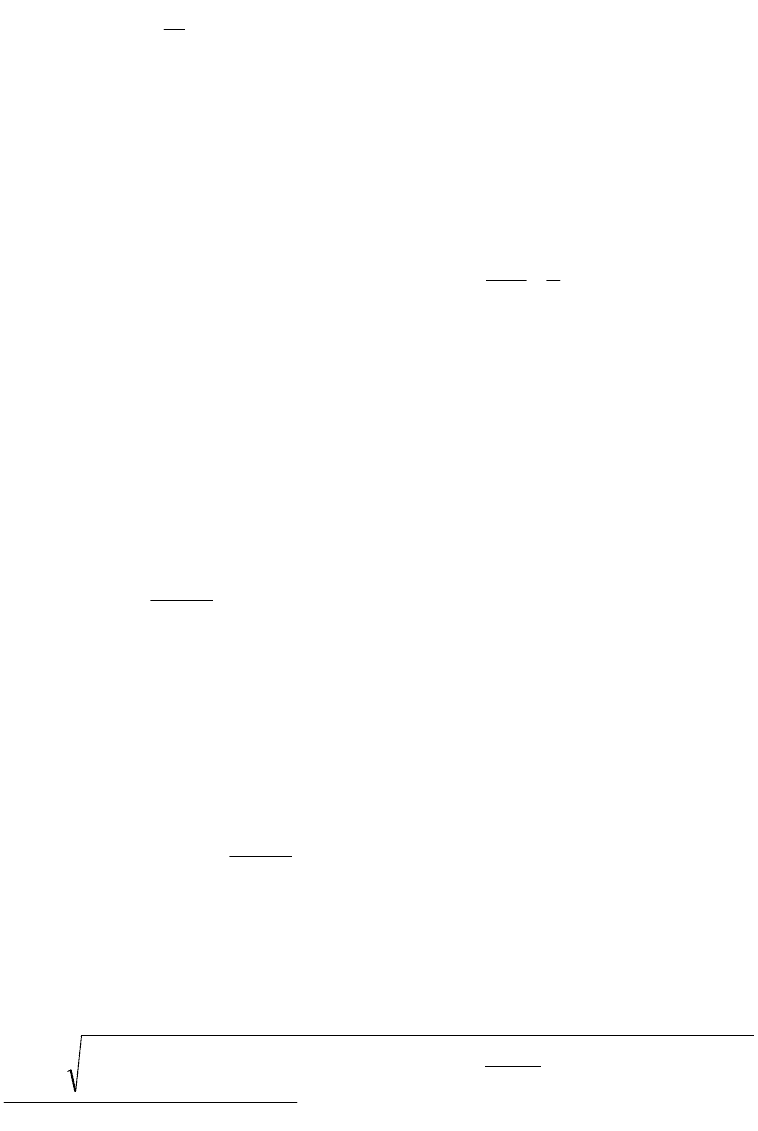
Пример 2. Сконструирована наладка на скальчатый кондуктор с
пневматическим зажимом (ГОСТ 16889-71), исполнение 2 для сверления двух
отверстий
18,0
0
712
Н
. Межцентровое расстояние 70±0,20. Программа выпуска
N=2000шт.
Определить погрешность размера 70±0,15 между осями отверстий в заготовке,
обрабатываемой в кондукторе.
Кондуктор и деталь, в которой следует обработать отверстия, показаны на рис.7.
Решение. При расчете погрешности размера 70±0,20 между осями отверстий
будем исходить из отклонений, записанных на рис. 7, и относить эти отклонения к
погрешностям случайного характера.
Используем формулу (5) для скальчатых кондукторов, у которых сменные
наладки устанавливаются на установочные пальцы (цилиндрический и срезанный):
2222
2
2
1
2
2
2
1
2
1
2
2
2
1
2
1
2
ИЗМ
b
bLНLnngL
eXSSS
S
Из рисунка кондуктора и приведенной формулы видно, что кондуктор имеет много
сопрягаемых подвижных соединений. Наличие зазоров в сопрягаемых соединениях
деталей кондуктора приводят к дополнительным погрешностям.
Следует отметить, что кондукторы указанной конструкции можно применять для
обработки различных деталей, если межосевые размеры имеют допускаемые
отклонения не менее ±0,150мм [ ].
Определим значения каждой из составляющих погрешностей, используя данные,
приведенные на рис. 7 и ГОСТ 16889-71 на скальчатые кондуктора.
15

где
- половина максимального зазора между изношенным в пределах допуска
центрирующим пальцем и наибольшим базовым отверстием детали.
Диаметр центрирующего пальца
009,0
025,0
632
g
, диаметр базового отверстия в
детали
039,0
0
832
Н
. Наибольший зазор при установке детали базовым
отверстием на палец S
max
=0,025+0,039=0,064мм.
Износ пальца определим по формуле [ ]
N
изн
2
, где β
2
– коэффициент, N – количество контактов заготовки с опорой.
Палец изготовлен из стали 20Х. HRC
Э
56-62.
β
2
= 0,0015; ε
изн
= 0,0015 · 2000 = 3 мкм.
16
2 6 8
2 0 0
1 6 0 ± 0 , 0 2
1 2
H 7
g 6
1 8
H 7
g 6
2 4
H 7
n 6
3 2 g 6
2 0
H 7
n 6
Á
4 5 ± 0 , 0 2
0 , 0 2 À
1 1 5 ± 0 , 0 3
3 3 0
3 0 0
2 7 0
1 0 0
H 7
f 7
1 2 5
À
À
Á - Á
À 0 , 0 2
à )
á )
2 6 8
2 0 0
1 6 0 ± 0 , 0 2
1 2
H 7
g 6
1 8
H 7
g 6
2 4
H 7
n 6
3 2 g 6
2 0
H 7
n 6
Á
4 5 ± 0 , 0 2
0 , 0 2 À
1 1 5 ± 0 , 0 3
3 3 0
3 0 0
2 7 0
1 0 0
H 7
f 7
1 2 5
À
À
Á - Á
À 0 , 0 2
à )
á )
À
7 0 ± 0 , 1 8
4 0
4 5
1 0
2 5
+ 0 , 3
1
5
À ( 2 : 1 )
Â
2 î ò â .
1 2 H 7
R 1 0
3 2 H 8
3 8 H 7
R a 1 . 6
Á Á
B 0 . 1
B 0 . 1
1
R a 3 . 2
B 0 . 1
R 0 . 3
0 . 4
4 5
6 E 8
Á - Á
À
7 0 ± 0 , 1 8
4 0
4 5
1 0
2 5
+ 0 , 3
1
5
À ( 2 : 1 )
Â
2 î ò â .
1 2 H 7
R 1 0
3 2 H 8
3 8 H 7
R a 1 . 6
Á Á
B 0 . 1
B 0 . 1
1
R a 3 . 2
B 0 . 1
R 0 . 3
0 . 4
4 5
6 E 8
Á - Á
Рис.7. Скальчатый кондуктор (а) для обработки двух отверстий Ø12Н7 в детали(б).
17
Тогда
.033,00033,0
2
064,0
мм
ε
n1
– погрешность вносимая из-за отключения от перпендикулярности оси
отверстия втулки относительно опорной плоскости плиты.
02.0100
1
hl
n
где l – длина обрабатываемого отверстия, мм
h – вылет инструмента
мм
n
01,0
02.0100
645
1
ε
n2
– смещение нижнего и верхнего установочных пальцев из-за зазоров между
пальцами и отверстиями под пальцы в корпусе кондуктора и постоянной
кондукторной плиты.
Пальцы в кондукторе устанавливаются по посадке
006,0
017,0
018,0
0
6
7
12
g
Н
,
следовательно, максимальное смещение пальцев относительно их номинального
положения равно 0,035мм и ε
n2
=0,035мм.
δ
L1Н
– отклонение на координатный размер от оси центрирующего пальца до
оси отверстия под установочный цилиндрический палец в нижней наладке. Из рис. 7
δ
L1Н
=0,03мм.
δ
L1В
- отклонение на координатный размер от оси отверстия под
цилиндрический установочный палец до оси отверстия под кондукторную втулку в
верхней наладке. Из рис. 7 δ
L1В
=0,02мм.
S
в
– наибольший зазор между втулкой и отверстием под втулку.
Отверстия в заготовке должны быть выполнены по 7 квалитету точности.
Технологическим процессом предусмотрена обработка отверстий по переходам:
отверстия предварительно сверлят и окончательно обрабатывают разверткой. Для
направления режущего инструмента используются быстросменные кондукторные
втулки с посадкой
006,0
017,0
018,0
0
6
7
18
g
Н
.
Максимальный зазор S
в
=0,018+0,017=0,035мм.
S – половина наибольшего зазора в сопряжении скалок с корпусом.
Принята посадка
007,0
020,0
021,0
0
6
7
25
g
Н
, тогда
ммS 0205,0
2
020,0021,0
.
S
1
и S
2
– максимальный односторонний зазор соответственно между
отверстиями и установочными цилиндрическими пальцами в верхней и нижней
наладках. Из рис. 7 принята посадка
006,0
017,0
043,0
016.0
6
8
16
g
F
,
тогда
ммSS 03.0
2
017.0043.0
21
.
18
Здесь диаметры отверстий в наладках под установочные пальцы приняты с
отклонением по F8, исходя из условия возможности установки наладок на
цилиндрический и срезанный пальцы.
Установка наладок на цилиндрический и срезанный пальцы обеспечивается при
выполнении условия:
0min2min1
n
b
D
SS
,
где
min1
S
и
min2
S
- минимальные гарантированные зазоры между отверстиями и
установочными пальцами; D – диаметр срезанного пальца; b – ширина ленточки
срезанного пальца; δ
n
– допуск на межцентровое расстояние между пальцами; δ
о
-
допуск на межцентровое расстояние между отверстиями в наладке под установочные
пальцы.
Х – смещение оси отверстия из-за перекоса оси инструмента относительно
направляющего отверстия втулки:
2
1
H
hl
SХ
u
,
где S
u
– наибольший зазор между инструментом и втулкой с учетом износа
втулки.
Из табл. 2 найдем:
предельное отклонение сверла – 0,043мм
предельное отклонение отверстия кондукторной втулки +0,046мм
допуск на износ втулки – 0,02мм.
Тогда S
u
=0,043+0,043+0,02=0,106мм,
при l=45мм; h=6мм; H=20мм.
ммХ 3233,05,0
20
645
106,0
.
Полученное значение
ммХ 3233,0
превышает отклонение на межцентровое
расстояние 70±0,2.
Для уменьшения этой погрешности используем сверла и втулки точного
исполнения, а также выберем удлиненную втулку с Н=24мм, допустимый износ
втулки примем 0,01мм.
Получим S
u
=0,027+0,018+0,01=0,055мм.
Тогда
ммХ 144,05,0
24
645
055,0
е – эксценриситет быстросменной кондукторной втулки; е=0,005.
ε
изм
– погрешность измерения детали;
мм
lDgизм
08,04,02,02,0
.
Определим расчетную погрешность на размер 70±0,2
мм
gL
183,008,0005,0144,003,0
03,00205,0
2
035,0
02,003,0035,001,0033,0
2222
22
2
22222
1
Расчетная величина 0,183мм меньше отклонения 0,2мм,
следовательно кондуктор обеспечивает требуемую точность размера
70±0,2мм.
19