Унянин А.Н. Курсовое проектирование по технологии производства и ремонта автомобилей
Подождите немного. Документ загружается.


40
Остальные составляющие Т
шт
определяют аналогично сварочным и напла-
вочным работам [1].
Пример.
Определить норму штучного времени на восстановление поясков гильзы
двигателя плазменным напылением при числе заготовок в партии n
п
= 40 шт.
Диаметр нижнего и верхнего посадочных поясков гильзы составляет соответст-
венно 122 и 125 мм, поэтому принимаем D = 123,5 мм; длина напыляемой по-
верхности L = 25 мм; толщина напыляемого слоя h = 1,5 мм; число слоев i = 3;
остальные данные для расчета выбираем из соответствующих таблиц: g = 10 кг/ч
(приложение 11); к
н
= 0,7 (приложение 13).
Основное время
(
)
0,3
7,01010
38,75,18,0255,12314,36
Т
5
о
=
⋅⋅
⋅
⋅
⋅
+
⋅
⋅⋅
= мин.
Площадь напыляемой поверхности
S = π · D · L; S = 9,7 см
2
.
Согласно приложениям 9, 14 и 15 принимаем
Т
в1
= 0,23 мин; Т
в2
= 0,2 мин; Т
в3
= 0,35 мин.
Вспомогательное время
Т
в
= 0,23 + 0,2 + 0,35 = 0,78 мин.
Дополнительное время
Т
д
= 0,05 (Т
о
+ Т
в
) = 0,05 (3,0 + 0,78) = 0,19 мин.
Подготовительно-заключительное время (согласно вышеприведенным ре-
комендациям)
Т
пз
= 20 мин.
Штучно-калькуляционное время на восстановление поясков гильзы при
n
п
= 40 составит
Т
шт.к
= 3,0 + 0,78 + 0,19 + 20 / 40 = 4,47 мин.
При нормировании гальванических работ основное время нахождения де-
талей в ваннах (время на наращивание металла) определяют по зависимости [1]:
η⋅⋅
γ
⋅
⋅
⋅
=
сP
h100060
Т
к
о
,
где h – толщина слоя покрытия, мм;
γ – плотность осажденного металла, г/см
3
;
Р
к
– катодная плотность тока, А/дм
2
(приложение 16);
с – электрохимический эквивалент, г/(А · ч) (приложение 16);
η – выход по току, %.
Перекрываемое машинным вспомогательное время затрачивается на рабо-
ты, выполняемые во время работы гальванической ванны, и в расчет не прини-
мается.

41
Неперекрываемое машинным вспомогательное время затрачивается на ра-
боты, выполняемые при неработающей гальванической ванне, в частности на
загрузку–выгрузку деталей из ванны. Оно включается в норму времени на опе-
рацию.
При обслуживании двух и более ванн дополнительное время принимают
равным 12 % от суммы основного и неперекрываемого вспомогательного вре-
мени. Подготовительно-заключительное время
принимают равным (7–10) мин.
на партию деталей [1]. Штучно-калькуляционное время операции гальваниче-
ского покрытия:
(
)
п
пз1во
к.шт
n
Т
m
12,1ТТ
Т +
⋅
+
= ,
где Т
в1
– непрерываемое вспомогательное время, мин;
m – количество деталей, одновременно загружаемых в ванну.
Всю полученную информацию по режимам обработки и нормам времени
на ремонт детали заносят в соответствующие технологические документы, со-
став и порядок оформления которых приведен в п. 7.7.
7.7. Разработка технологической документации ремонта детали
После разработки технологического процесса ремонта детали оформляют
технологическую
документацию в соответствии с требованиями ЕСТД.
Состав технологических документов, используемых в курсовых проектах
при разработке технологического процесса ремонта детали, общие требования
и рекомендации по заполнению текстовых и графических документов приведе-
ны в учебных пособиях [2–4].
Специфические требования и рекомендации по заполнению документации
применительно к операциям обработки резанием со ссылками на необходимую
нормативную
документацию достаточно подробно изложены в учебных посо-
биях [2, 5].
Запись содержания операций выполняют в форме маршрутного или
операционного описания. Маршрутное описание применяют в единичном и
опытном производстве на соответствующих формах маршрутных карт (МК) по
ГОСТ 3.1118–82. Операционное описание используют в серийном, крупносе-
рийном и массовом производстве и осуществляют на операционных картах
(ОК
) и картах технологического процесса (КТП). Допускается применять опе-
рационное описание в единичном и опытном производствах. В этих производст-
вах применяют также маршрутно-операционное описание.
Основным и обязательным документом, на котором описывается весь про-
цесс в технологической последовательности выполнения операций при любом
42
виде описания техпроцесса изготовления или ремонта, является МК. Формы и
правила оформления МК установлены ГОСТ 3.1118–82.
ОК или КТП для авторемонтного производства разрабатывают в курсовом
проекте для двух–трех операций ремонта детали, руководствуясь следующими
стандартами:
- для механической обработки – по ГОСТ 3.1404–86;
- для термической обработки – по ГОСТ 3.1405–86;
- для получения покрытий – по ГОСТ
3.1408–85.
При разработке технологической документации с применением средств
механизации и автоматизации руководствуются ГОСТ 2.004–88.
В графах «заготовка» форм МК и ОК необходимо дать характеристику
восстанавливаемой детали (материал, твердость и др.).
Примеры оформления МК и ОК приведены в учебных пособиях [2, 5].
В графической части проекта разрабатывают эскизы отдельных технологи-
ческих операций ремонта детали (по
согласованию с консультантом проекта).
Допускаются отдельные эскизы приводить в ПЗ на картах эскизов (КЭ) (форма
5, ГОСТ 3.1105–84). Общие требования по их оформлению применительно к
операциям обработки резанием и примеры оформления приведены в [2, 5].
Ниже рассматриваются специфические требования по оформлению техно-
логических документов применительно к операциям, часто выполняемым при
ремонте изделий.
Правила оформления
документов на технологические процессы (операции)
ремонта изделий при проектировании единичных и типовых (групповых) про-
цессов изложены в рекомендациях Р 50-60–88 «ЕСТД. Правила оформления до-
кументов на технологические процессы ремонта». Сведения, касающиеся вида
и назначения технологических документов независимо от типа производства,
стадии разработки документации, степени детализации описания процессов,
приведены в приложении 17.
При применении
форм маршрутных карт (МК), выполняющих функции
других документов, их следует оформлять в соответствии с требованиями стан-
дартов ЕСТД. При этом в графе 28 блока Б6 основной надписи следует про-
ставлять через дробь условное обозначение соответствующего вида документа,
функцию которого выполняет МК. Например, МК/КТПР, МК/КТПД,
МК/КТТПО и т. д. (
КТПР – карта технологического процесса ремонта, КТПД –
карта технологического процесса дефектации, КТТПО – карта типового техно-
логического процесса очистки, ОКН – операционная карта наплавки).
При применении форм МК/КТПД данные по контролируемым дефектам,
параметрам и средствам контроля следует записывать в строке со служебным
символом РД в последовательности, предусмотренной в дополнительном типо-
вом блоке информации
, приведенном в приложении 18. В случае использова-
ния форм МК/КТТПО, МК/ОКН следует указывать параметры технологических
43
режимов очистки, наплавки в строке со служебным символом Р в последова-
тельности, предусмотренной в дополнительных типовых блоках режимов, при-
веденных в приложении 18.
Примеры оформления КТПР, КТПД, КТПО и ОКН, выполненных на фор-
мах МК, приведены в приложениях 19 – 22.
Виды, комплектность, формы и правила оформления технологических
документов при проектировании технологических процессов получения
покры-
тий с использованием различных методов, в том числе карт типового (группо-
вого) технологического процесса (КТТП) получения покрытий, установлены
ГОСТ 3.1408–85 «ЕСТД. Формы и правила оформления документов на техно-
логические процессы получения покрытий».
Правила записи операций и переходов сварки регламентированы
ГОСТ 3.1705–81. Устанавливаются следующие формы записи наименования
операции: полная; краткая; кодовое обозначение по
классификатору технологи-
ческих операций.
Полная запись совпадает с наименованием вида (способа) сварки в данной
операции (приложение 23). Полную запись следует использовать при маршрут-
ном описании технологического процесса, если входящие в операцию переходы
не отличаются видом (способом) сварки. Краткую запись наименования опера-
ции следует применять в документах любого вида, если входящие в
операцию
переходы отличаются видом (способом) сварки. Кодовое обозначение исполь-
зуют при обработке данных техническими средствами.
Запись содержания операции (перехода) должна включать: ключевое слово
(«Сварить», «Прихватить», «Приварить», «Подварить», «Заварить» или «Вы-
полнить»); наименование вида (способа) сварки, если в документе применена
краткая запись наименования операции или кодовое обозначение; информацию
о прихватках, содержащую
данные об их размерах, количестве или расположе-
нии (для переходов с ключевым словом «Прихватить»); указание на сваривае-
мые детали, выполняемые швы или другие объекты.
Примеры.
Сварить детали … .
Сварить дуговой сваркой в инертных газах плавящимся электродом детали … .
Прихватить детали согласно эскизу.
Прихватить контактной точечной сваркой d = 5
+1
в трех равноудаленных
местах детали … .
Заварить отверстие.
При описании операции следует указывать в технологической последова-
тельности переходы зачистки, сборки и другие, если их выполняют на том же
рабочем месте. При этом следует руководствоваться правилами, установлен-
ными в соответствующих нормативно-технических документах и изложенных в
учебных пособиях [2, 4].
44
ЗАКЛЮЧЕНИЕ
В заключении студент приводит технико-экономическую оценку принятых
в проекте решений. Следует отразить, за счет каких мероприятий достигнуты
положительные результаты: повышена производительность труда, улучшено
качество ремонтируемых изделий, достигнута экономия ресурсов, повышен
уровень экологической безопасности производства и т. п.
Особое внимание следует уделять оригинальным разработкам, в том числе
технологическим, результатам выполненных
научных исследований или обсле-
дований действующего производства.
45
ПРИЛОЖЕНИЕ 1
СОДЕРЖАНИЕ
пояснительной записки типового курсового проекта по основам
технологии производства и ремонта автомобилей
Титульный лист
Задание на курсовой проект
Аннотация курсового проекта
Содержание
Введение
1. Исходная информация для разработки курсового проекта
2. Общие положения
2.1. Служебное назначение и техническая характеристика агрегата (сбо-
рочной единицы)
2.2. Программа выпуска агрегата (сборочной единицы
)
3. Технологический процесс разборки и сборки агрегата (сборочной еди-
ницы)
3.1. Анализ и разработка технических требований к агрегату
3.2. Методы и средства технического контроля качества агрегата
3.3. Схемы разборки и сборки агрегата
3.4. Маршрутный (маршрутно-операционный) технологический процесс
разборки и сборки агрегата
3.5. Текстовые технологические документы
3.6. Технологические эскизы разборки и сборки агрегата
3.7.
Технические задания на проектирование специальных средств техно-
логического оснащения для осуществления сборки и разборки агрегата
4. Технологические процессы ремонта деталей
4.1. Анализ и разработка технических требований, анализ условий работы
деталей
4.2. Анализ дефектов деталей и требований, предъявляемых к отремонти-
рованным деталям
4.3. Выбор способов устранения дефектов деталей
4.4. Маршрутные технологические процессы ремонта деталей.
Выбор тех-
нологических баз. Расчет точности ремонта деталей
4.5. Технологические операции и маршрутно-операционные технологиче-
ские процессы ремонта деталей
4.6. Технологическая документация ремонта деталей
4.7. Технические задания на проектирование специальных средств техно-
логического оснащения
5. Научно-исследовательские разработки
Заключение
Список использованной литературы
Приложения
46
ПРИЛОЖЕНИЕ 2
ПРИМЕР
заполнения задания на индивидуальный курсовой проект по основам
технологии производства и ремонта автомобилей
УТВЕРЖДАЮ
Зав. кафедрой ________________
(Ф.И.О.)
«___»____________ 20 ____ год
З А Д А Н И Е
на курсовой проект по основам технологии производства
и ремонта автомобилей
студенту _____________________________________факультета
______________________________________________________
1. Разработать технологический процесс ремонта агрегата (сборочной единицы)
____________________________________________________________________
2. Разработать технологические процессы ремонта деталей _________________
____________________________________________________________________
____________________________________________________________________
3. Годовой объем выпуска агрегата _________________________________ шт.
4. Продолжительность ремонта ________________________________ года (лет).
5. Коэффициенты ремонта деталей ______________________________________
6. Научно-исследовательские разработки _________________________________
____________________________________________________________________
____________________________________________________________________
7. Перечень графических материалов
7.1. Схемы сборки и разборки агрегата _________________________________
7.2. Схемы размерных цепей агрегата __________________________________
7.3. Технологические эскизы разборки и сборки _________________________
7.4. Анализ точности технологического процесса ремонта детали __________
7.5. Технологические эскизы ремонта детали ___________________________
Дата выдачи задания «___»_____________________ 20 __ г.
Срок выполнения проекта «___»_________________ 20 __ г.
Консультант проекта _________________________________
Студент ____________________________________________
47
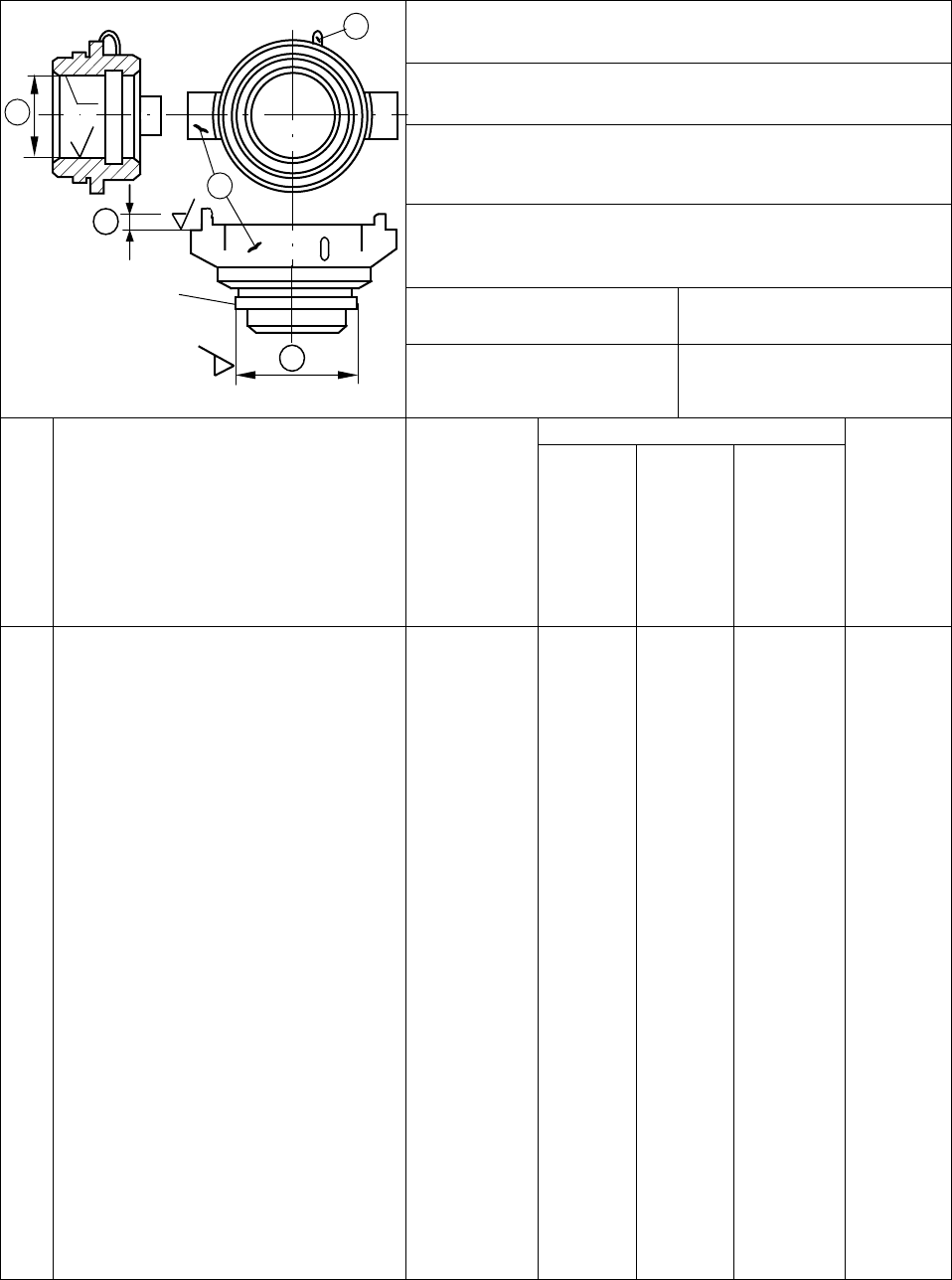
ПРИЛОЖЕНИЕ 3
Карта дефектации
Деталь
Муфта выключения сцепления
Номер детали
130 – 1602051
Материал Твердость
Чугун СЧ 15
НВ 163 ÷ 229
Размер, мм
№
поз.
Возможные дефекты
Способ
установ-
ления де-
фекта и
измери-
тельный
инстру-
мент
по ра-
бочему
черте-
жу
допус-
тимый
без
ремон-
та
допус-
тимый
для
ремонта
Заклю-
чение
1 Трещины и обломы любого ха-
рактера и расположения, кроме
трещин и обломов ушка под от-
тяжную пружину
Осмотр – – – Брако-
вать
2 Трещины и обломы ушка под
оттяжную пружину
Осмотр – – – Ремон-
тиро-
вать
наплав-
кой
3 Износ поверхности лап по вы-
соте
Осмотр,
шаблон
16,0 мм
15 ±
± 0,25
16 Более 16 То же
4 Износ отверстия под крышку
подшипника первичного вала
коробки передач
Пробка
пластин-
чатая 47,9
мм или ин-
дикатор-
ный нут-
ромер 35 –
50 мм
47,4
15,0
10,0
+
−
47,9 – Брако-
вать
при раз-
мере
более
47,9 мм
5 Износ шейки под подшипник
выключения сцепления
Скоба или
микро-
метр 50 –
70 мм
55
035,0
002,0
+
+
55 Менее
55
Ремон-
тиро-
вать
наплав-
кой
5
3
0,8
Б
6,3
1
6
,
3
4
А
2
48
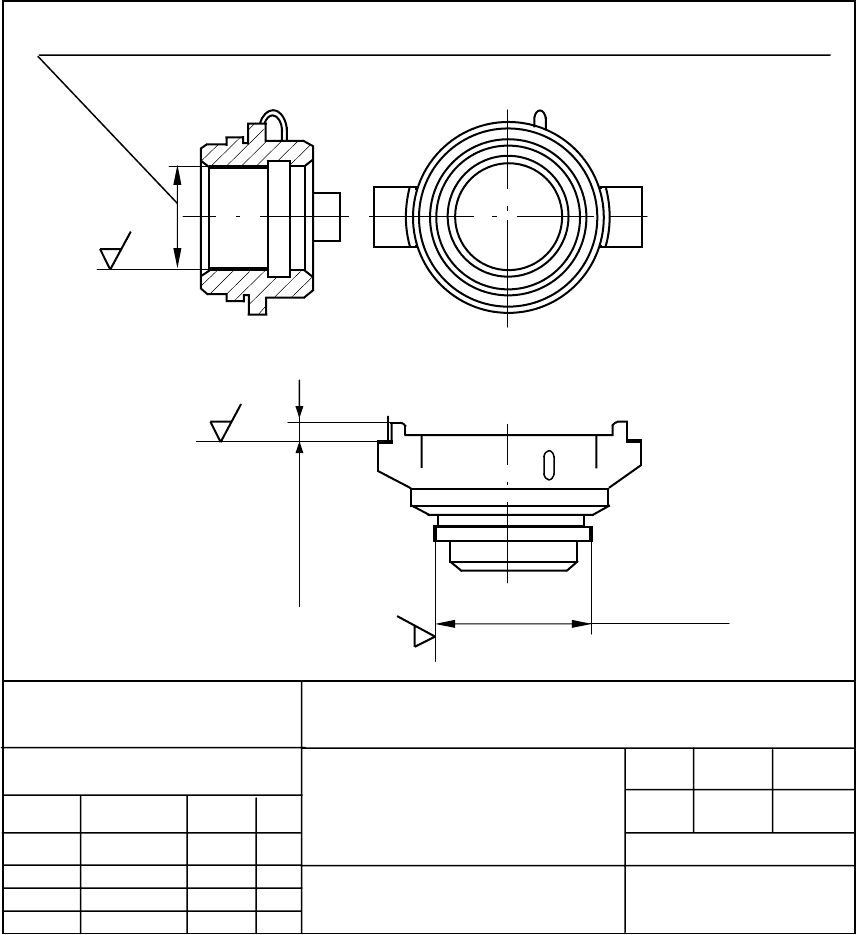
ПРИЛОЖЕНИЕ 4
Ремонтный чертеж
∅
3,2
d
3,2
15 ± 0,25
0,8
Увеличение диаметра d
(размер по рабочему чертежу 47,4
15,0
10,0
+
−
) допускается до 47,9 мм
УлГТУ
Кафедра "Технология машиностроения"
Исполн.
Руковод.
Н. контр.
Макаров
Иванов
КР.06 – 02.08 – 21.03.23.92
Ремонт муфты сцепления
автомобиля ЗИЛ-130
Ремонтный чертеж
Лит
Масса Масшт.
КР 2,2 1:2
Ахд – 41
55
035,0
002,0
+
+
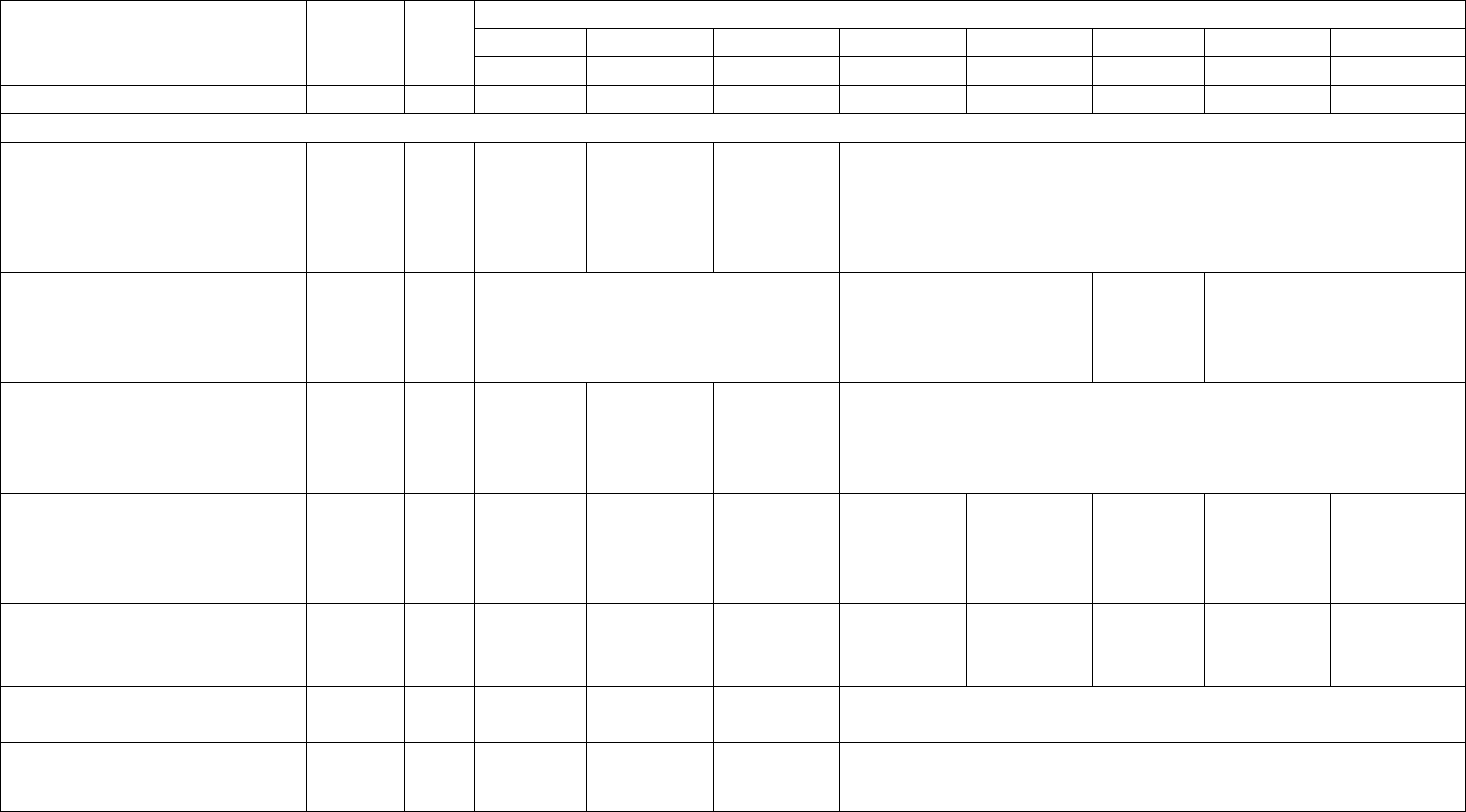
ПРИЛОЖЕНИЕ 5
Ограничительные и оценочные параметры способов восстановления ручной
и механизированной сваркой под слоем флюса
Технологические характеристики способов восстановления
НР
Э
НР
Г
НР
АД
НСФ
ПЛ
НСФ
КЕР
НСФ
ТМО
НСФ
ПП
НСФ
ЛП
Наименование параметров Раз-
мер-
ность
Код
05 06 07 08 09 09А 09Б 09В
1 2 3 4 5 6 7 8 9 10 11
I. Конструкторско-технологические характеристики
Вид основного материала
изношенной детали
– 11 СЧ, КЧ,
сплавы,
стали
СЧ, КЧ,
цветные
металлы,
сталь тон-
колистовая
Хром, чу-
гун
Стали малоуглеродистые, среднеуглеродистые, легиро-
ванные
Вид поверхности восста-
новления (упрочнения)
– 12 Наружные и внутренние цилинд-
рические, плоские
Наружные и внутрен-
ние цилиндрические,
наружные плоские и
шлицевые
Наруж-
ные ци-
линдри-
ческие
Наружные и внутрен-
ние цилиндрические,
наружные плоские,
шлицевые
Материал покрытия – 13 Стали,
чугун,
цветные
металлы
Твердый
сплав
Стали,
цветные
металлы,
сплавы
Сварочные проволоки Св – (2,8 – 10)Г, Св – (18 – 30)ХГС-
1, Св – (1 – 2) ХВ, Св – ОХ18Н9 и др., порошков. провол.,
электр. лента, чугун. лента
Минимально допустимый
диаметр восстановленной
поверхности: наружный
внутренний
мм
14
15
40 – 50
120
10 – 12
120
10 – 12
120
44 – 55
250
44 – 55
250
44 – 55
250
44 – 55
250
44 – 55
250
Обеспечиваемая толщина
(глубина) наращивания или
упрочнения
мм
мм
16
17
1,5
5 – 6
0,5
3 – 4
0,5
4 – 5
1,5 – 2,0
3 – 4
1,5 – 2,0
3 – 4
1,5 – 2,0
3 – 4
1,5 – 2,0
3 – 4
1,5 – 2,0
3 – 4
Сопряжения и посадки вос-
становленной поверхности
– 18 – – – Подвижные и неподвижные
Вид нагрузки на восста-
новленную поверхность
– 19
Все виды,
кроме знако-
переменных
– – Все виды