Унянин А.Н. Курсовое проектирование по технологии производства и ремонта автомобилей
Подождите немного. Документ загружается.


10
где m = 5 – число звеньев цепи;
А
i
– номинальный размер i-го составляющего звена цепи;
ξ
i
– передаточное отношение i-го составляющего звена.
4321
ААААА
s
s
s
r
−−−=
∆
;
А
∆
= 32 – 2,5 – 27 – 2,5 = 0.
Допустим, что рассматриваемое сопряжение собрано на предприятии-
изготовителе по методу полной взаимозаменяемости.
2. Определяют допуск замыкающего звена по уравнению:
i
A
1m
1i
iА
TТ ⋅
∑
ξ=
−
=
∆
,
где
– допуск i-го составляющего звена:
i
A
T
085,0T
1
A
= мм; 04,0ТT
42
АА
=
= мм;
045,0T
3
A
=
мм.
4321
ААААА
ТТТТТ +++=
∆
;
21,004,0045,004,0085,0Т
А
=
+++=
∆
мм.
3. Рассчитывают координату середины поля допуска звена А
∆
:
i
ОА
1m
1i
iОА
∆⋅
∑
ξ=∆
−
=
∆
,
где
– координата середины поля допуска i-го составляющего звена:
i
ОА
∆
=∆
1
ОА
+ 0,1175 мм;
=
∆
=
∆
42
ОАОА
– 0,02 мм;
=
∆
3
ОА
– 0,0225 мм.
4321
ОАОАОАОАОА
∆
−
∆
−
∆
−
∆=∆
∆
;
=∆
∆
ОА
0,1175 + 0,02 + 0,0225 + 0,02 = 0,18 мм.
4. Рассчитывают предельные значения замыкающего звена по уравнениям:
2
Т
А
ов
АА
∆
∆∆
+∆=∆
;
2
Т
А
он
АА
∆
∆∆
−∆=∆
.
285,0
2
21,0
18,0
А
в
=+=∆
∆
мм;
075,0
2
21,0
18,0
А
н
=−=∆
∆
мм.
5. Рассчитывают предельные размеры:
∆
∆+=
∆∆
А
max
в
AА
;
∆
∆
+
=
∆∆
А
min
н
AА
.
285,0285,00А
max
=+=
∆
мм; 075,0075,00А
min
=
+
=
∆
мм.
Именно такие предельные размеры осевого люфта коленчатого вала пре-
дусмотрены техническими требованиями на сборку предприятием-изгото-
вителем.
Построение и расчет конструкторских размерных цепей позволяют уточ-
нить метод достижения точности замыкающих звеньев цепей и проверить объ-
ективность назначения допусков на размеры – составляющие звенья на пред-
приятии-изготовителе.
11
При изготовлении автомобиля наибольшее распространение получили ме-
тоды полной и неполной взаимозаменяемости, реже используют методы груп-
повой взаимозаменяемости и регулирования. В ПЗ на эскизном чертеже агрега-
та приводят размерную цепь, а также исходные данные, расчет размерной цепи
и результаты расчета в табличной форме [2, 4]. При расчете размерной цепи с
помощью ЭВМ
в ПЗ приводят вместо расчетов соответствующую распечатку.
Наиболее ответственные размерные цепи изображают на одном из листов
графической части проекта, где также можно привести и эскизы оригинальных
методов контроля технических требований.
6.2. Маршрутный технологический процесс сборки и разборки агрегата
Разрабатывают схемы сборки и разборки агрегата – объекта ремонта, яв-
ляющиеся основой для проектирования
соответствующих маршрутных техно-
логических процессов, которые устанавливают последовательность и содержа-
ние операций сборки и разборки агрегатов (сборочных единиц). Общеприняты-
ми являются два вида схем, которые можно условно назвать «табличный» и
«узловой», причем последний рекомендуют для относительно сложных изде-
лий. Допускается графическое изображение схем сборки и разборки агрегата в
различных вариантах
, как в ПЗ, так и в графической части проекта.
Принципы определения рациональной последовательности сборки, а также
правила и примеры построения схемы сборки представлены в литературе [2, 4,
9, 10].
Разборку агрегата (сборной единицы) осуществляют в последовательности,
обратной сборке. При капитальном ремонте производят полную разборку объ-
ектов ремонта на детали. В случае необходимости выполняют разъединение
клепаных, вальцованных, сварных, паяных и других соединений, что облегчает
проведение очистных и дефектовочных работ. Разборочные работы, как прави-
ло, сочетают с моечными и очистными. Чтобы предотвратить случайное раз-
укомплектование деталей, которые на предприятии-изготовителе обрабатывают
в сборе или балансируют, при разборке агрегата (сборочной единицы) их мар-
кируют.
Организация и технология
сборочных работ приведены в литературе [6, 7].
Порядок и правила оформления сборки – разборки агрегата и их составных час-
тей даны в руководствах по ремонту и эксплуатации автомобилей.
12
6.3. Технологические операции сборки и разборки агрегата
Для формирования операций из переходов производят нормирование сбо-
рочных и разборочных работ. Сборочные работы нормируют по нормативам
[21, 22]. Методика нормирования разборочных работ практически не отличает-
ся от нормирования сборочных работ [7]. Как правило, при нормировании ра-
бот по разборке используют нормативы времени на сборку этих
же сборочных
единиц с учетом поправочных коэффициентов.
При формировании операций из переходов используют принципы, изло-
женные в [2, 4]. Определив содержание операций, выбирают для их выполне-
ния средства технологического оснащения (верстаки, стенды, прессы, гайко-
верты и др.) [6, 7, 13, 15–18]. При необходимости составляют технические за-
дания на проектирование оригинальных средств технологического оснащения
(приспособлений, испытательных стендов,
средств механизации – автоматиза-
ции сборки и разборки агрегатов) [15].
Установив содержание операций сборки – разборки, переходят к их техни-
ческому нормированию, корректируя ранее установленные нормы времени, оп-
ределяют профессию и квалификацию рабочих [21, 22]. Подсчитывают трудо-
емкость сборки – разборки изделия; составляют циклограммы сборки – разбор-
ки и определяют число рабочих мест и рабочих [2, 4].
Результаты проектирования операций
записывают в технологические кар-
ты сборки. Для единичного производства разрабатывают маршрутную карту,
для серийного и массового – маршрутно-операционную и операционную. При-
меры заполнения технологических карт даны в [2, 4].
6.4. Обеспечение точности при сборке ремонтируемого агрегата
При разработке операций сборки следует проработать вопросы обеспече-
ния требуемой точности одного–двух наиболее важных параметров
качества
агрегата – объекта ремонта. Наиболее рациональным методом достижения этой
цели является расчет технологических (ремонтных) размерных цепей. Если
достижение точности замыкающего звена размерной цепи осуществляется од-
ним из методов взаимозаменяемости, то технологическая и конструкторская
размерная цепи идентичны.
Специфической особенностью сборки при ремонте является то, что сбо-
рочную единицу собирают из новых,
отремонтированных и изношенных (с до-
пустимыми отклонениями размеров) деталей. При расчете ремонтных размер-
ных цепей в качестве допусков замыкающих звеньев принимают соответст-
вующие допуски замыкающих звеньев конструкторских размерных цепей Т
∆
,
рассчитанные (принятые) по чертежам предприятия-изготовителя, либо расши-
13
ренные допуски Т
h∆
, включающие в себя допуски на износ замыкающих звень-
ев. Решению ремонтной размерной цепи предшествует статистический анализ
размеров деталей ремонтного фонда, в результате которого определяют законы
распределения и его параметры для размеров – составляющих звеньев цепи
[31]. С помощью ремонтных цепей решают прямую и обратную задачи. Чаще
решают обратную задачу, когда по известным
значениям составляющих раз-
мерную цепь звеньев определяют параметры замыкающего звена.
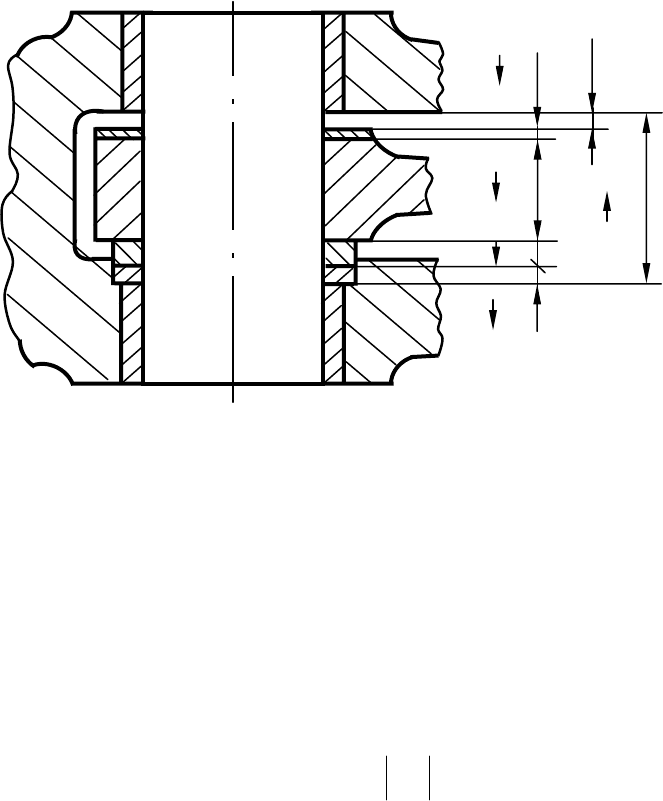
Рассмотрим пример решения обратной задачи при анализе ремонтной раз-
мерной цепи, определяющей зазор между упорной шайбой с торцовой поверх-
ностью коленчатого вала (см. рис. 1).
В процессе эксплуатации и ремонта двигателя все составляющие звенья
рассматриваемой размерной цепи претерпевают изменения. Из-за
изнашивания
уменьшается толщина упорных шайб (звенья А
2
и А
4
). Наибольшие изменения
претерпевает длина передней коренной шейки (звено А
1
) вследствие изнашива-
ния ее упорного торца и удаления припуска при шлифовании коренных шеек.
Поэтому в процессе эксплуатации зазор значительно превышает допустимый
(0,285 мм), что приводит к снижению ресурса двигателя. Обеспечение зазора в
требуемых пределах при ремонте достигается путем установки упорной шайбы
ремонтного размера (звено А
4
), являющейся неподвижным компенсатором.
Техническими условиями предусмотрено три ремонтных размера шайб
(2,7
– 0,04
; 2,9
– 0,04
и 3,1
– 0,04
мм), причем размер ремонтной шайбы зависит от дей-
ствительного размера (длины) коренной шейки. Например, чтобы при шлифо-
вании в процессе ремонта обеспечить длину шейки (звено А
1
) в пределах
32,2
мм, следует установить шайбу (звено А
160,0
075,0
+
+
4
) первого ремонтного размера
2,7
– 0,04
мм.
Поскольку для достижения точности замыкающего звена в данном случае
предусмотрено использование составляющего звена (компенсатора) с регла-
ментированным ремонтным размером, то следует решить обратную (провероч-
ную) задачу.
Определим параметры замыкающего звена А
∆
(см. рис. 1) в процессе ре-
шения проверочной задачи, если в результате эксплуатации и ремонта размер
гнезда коренного подшипника блока цилиндров (звено А
3
) не изменился и ос-
тался равным 27
– 0,045
мм, а изношенная передняя упорная шайба (звено А
2
) за-
менена на новую (А
2
= 2,5
–0,04
мм).
Не повторяя приведенные в п. 6.1 рассуждения, приведем результаты рас-
чета.
1. А
∆
= 32,2 – 2,5 – 27,0 – 2,7 = 0.
2.
= 0,085 + 0,04 + 0,045 + 0,04 = 0,21 мм.
∆
А
Т
3.
= 0,1175 + 0,02 + 0,0225 + 0,02 = 0,18 мм.
∆
∆
А
о

14
4.
= 0,285 мм;
∆
∆
А
в
∆
∆
А
н
= 0,075 мм;
= 0,285 мм; = 0,075 мм.
max
А
∆
min
А
∆
Таким образом, техническое требование на сборку обеспечивается.
Если размерная цепь включает составляющие звенья, являющиеся разме-
рами восстанавливаемых в процессе ремонта деталей, и эти размеры не отно-
сятся к категорийным
*
регламентированным ремонтным размерам, то одно из
этих звеньев можно использовать в качестве компенсирующего звена, а его
параметры определить в результате решения проектной задачи.
Уравнение для расчета допуска замыкающего звена технологической (ре-
монтной) размерной цепи при расчете ее по методу полной взаимозаменяемо-
сти имеет вид [6]:
i.в
1m
2qfi
i.вккi.c
q
1fi
i.ci
f
1i
ii.h
1i
i.h
TТTTTТ ⋅
∑
ξ+⋅ξ+⋅
∑
ξ+⋅
∑
ξ+⋅
∑
ξ=
−
+++=++=+==
∆
lll
l
, (1)
где i =1, …,
l – номера звеньев размерной цепи, являющихся размерами
деталей, используемых повторно, без ремонта;
i =
l + 1, …, f – номера звеньев размерной цепи, являющихся размерами
новых деталей;
i =
l + f + 1, …, q – номера сортируемых звеньев;
i =
l + f + q + 1, …, m – 1 – номера восстанавливаемых звеньев;
Т
h.i
– допуск i-го составляющего звена с учетом допуска на износ;
Т
i
– допуск звена (размера) новой i-й детали;
Т
c.i
– допуск i-го сортируемого звена, равный допуску размера новой дета-
ли, или ужесточенный;
Т
к
– допуск компенсирующего звена;
Т
в.i
– допуск i-го восстанавливаемого звена размерной цепи.
Из числа восстанавливаемых звеньев выбирают одно, которое используют
в качестве компенсирующего («увязывающего»). Допуски на остальные вос-
станавливаемые звенья, кроме компенсирующего, назначают, как правило, та-
кими же, как при изготовлении деталей.
Допуск компенсирующего звена Т
к
находят из зависимости (1). Определя-
ют и другие параметры этого звена (номинальный размер, координату середи-
ны поля допуска и др.). В данном случае решают прямую (проектную) задачу.
Методика расчета размерной цепи в процессе решения прямой задачи раз-
личными методами приведена в учебных пособиях [2, 4] и поэтому в настоя-
щем пособии не рассматривается.
Точность замыкающего звена цепи может быть достигнута в отремонтиро-
ванных сборочных единицах, где использованы не только отремонтированные
*
Категорийный ремонтный размер – размер, устанавливаемый для определенного вида или
категории ремонта.
15
детали, но и часть изношенных (без ремонта) за счет применения компенсато-
ров, параметры которых также можно определить, решив прямую задачу.
Рассмотрим в качестве примера размерную цепь, регламентирующую ве-
личину зазора между торцовой поверхностью поворотной цапфы и регулиро-
вочными прокладками шкворневого соединения переднего моста грузового ав-
томобиля (рис. 2). Необходимо, чтобы минимальная
величина зазора была рав-
на нулю, а максимальная – 0,25 мм. Определим параметры неподвижного сту-
пенчатого компенсатора, в качестве которого использован комплект регулиро-
вочных прокладок (звено Б
5к
). Из технической документации (рабочих черте-
жей деталей) известны размеры с отклонениями составляющих звеньев:
Б
1
= 111,5
–0,46
мм; Б
2
= 5
–0,08
мм;
Б
3
= 11,5
–0,07
мм; Б
4
= 93
–0,14
мм.
Верхнее и нижнее предельные отклонения замыкающего звена соответст-
венно равны
мм;
25,0
Б
в
=∆
∆
0
Б
н
=
∆
∆
. Б
∆
= 0
+0,25
мм.
Допуск на звено Б
5к
: = 0,06 мм.
к5
Б
Т
Б
1
Б
∆
Б
5
Б
4
Б
3
Б
2
Рис. 2. Схема размерной цепи Б, регламентирующей зазор в шкворневом соеди-
нении переднего моста грузового автомобиля
Таким образом,
= 0,46 мм; = 0,08 мм; = 0,07 мм; = 0,14 мм;
= 0,06 мм; = 0,25 мм.
1
Б
Т
2
Б
Т
3
Б
Т
4
Б
Т
5
Б
Т
∆
Б
Т
Наибольшая возможная компенсация
∆∆
−
′
=
δ
ББк
ТТ .
В размерной цепи компенсации подлежат отклонения звеньев Б
1
, …, Б
4
:
ii
Б
2m
1i
ББ
TТ ⋅
∑
ξ=
′
−
=
∆
;
4321
БББББ
ТТТТТ
+
+
+
=
′
∆
;

16
75,014,007,008,046,0Т
Б
=
+
+
+
=
′
∆
мм.
5,025,075,0
к
=
−
=δ
мм.
Количество ступеней компенсаторов:
к5
ББ
Б
TT
T
N
−
′
=
∆
∆
;
95,3
06,025,0
75,0
N =
−
=
.
Выполнив коррекцию звеньев, получим N = 4.
Расчеты показывают [19], что при изготовлении переднего моста целесо-
образно использовать прокладки с номинальными размерами 1,5 и 0,25 мм.
В процессе эксплуатации звено Б
1
увеличивается до 112 мм, а звено Б
4
уменьшается до 88 мм; остальные звенья изменяются незначительно, при этом
звено
увеличивается до 3,36 мм.
∆
′
Б
Т
Расчеты [19] свидетельствуют, что при ремонте для обеспечения требуемой
величины зазора с минимальным количеством прокладок в комплекте, в допол-
нение к используемым при изготовлении прокладкам толщиной 1,5 и 0,25 мм,
целесообразно изготовить прокладки толщиной 1, 2 и 4 мм.
Для решения размерных цепей при ремонте автомобиля используют все ме-
тоды, применяемые на предприятии-изготовителе
. Дополнительно или взамен
некоторых из них, при ремонте можно использовать и другие методы, например,
метод селективного регулирования (композицию методов групповой взаимоза-
меняемости и регулирования) и метод межгрупповой взаимозаменяемости [6].
Порядок контроля, регулирования, значения показателей и норм, которым
должно удовлетворить изделие после ремонта, приведены в руководствах по ре-
монту и эксплуатации автомобилей,
технических условиях на ремонт и других
документах, предусмотренных ГОСТ 2.602–95 «ЕСКД. Ремонтные документы».
6.5. Оформление технологической документации сборки
и разборки агрегата
После разработки технологического процесса сборки и разборки агрегата
заполняют технологические документы и составляют эскизы отдельных опера-
ций и переходов сборки-разборки, которые выполняют на картах эскизов в ПЗ
или на
листах графической части проекта.
Рекомендации и соответствующая нормативно-техническая документация,
касающаяся заполнения и оформления технологических документов, выбора до-
кументов в зависимости от типа и характера производства, правил записи опера-
ций и переходов в документах, а также примеры выполнения технологических
эскизов, оформления маршрутной и операционной карт приведены в учебных
пособиях [2, 4].
17
7. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
РЕМОНТА ДЕТАЛЕЙ АГРЕГАТА
7.1. Служебное назначение, технические требования
и условия работы детали
Формулируют служебное назначение детали, технологический процесс
ремонта которой предстоит разработать. При этом отражают и конкретизируют
функции детали, вытекающие из служебного назначения агрегата [14]. Напри-
мер: «Корпус стартера является базовой деталью агрегата, на которую устанав-
ливаются и относительно которой ориентируются с определенной точностью
все остальные детали и сборочные единицы (перечислить)».
Если линейные и угловые размеры детали являются звеньями конструк-
торских размерных цепей, то при анализе имеющихся и разработке новых тех-
нических требований к детали следует увязывать допуски на размеры с резуль-
татами расчета соответствующих размерных цепей
, выполненного на этапе
анализа технических требований к агрегату.
Анализ одного–двух технических требований сопровождают соответст-
вующими расчетами, остальные требования анализируют на качественном
уровне.
Анализ технических требований к детали рекомендуют проводить, исполь-
зуя ее рабочий чертеж, в такой же последовательности, как и для ремонтируе-
мых агрегатов (сборочных единиц).
Примеры формулировки, анализа
технических требований и схем контроля
приведены в работах [4, 6, 10, 14].
Сведения относительно условий работы, воздействующих факторов и на-
груженных поверхностей деталей содержатся в литературе по устройству
автомобилей.
7.2. Анализ дефектов детали и требований, предъявляемых
к отремонтированной детали
Сведения, касающиеся дефектов детали, студент получает, в первую оче-
редь, из технических условий на ремонт, приводимых
в дефектационных кар-
тах. Карты содержат: наименование и номер детали; ее материал; качество по-
верхностного слоя рабочих поверхностей; перечень возможных дефектов; эскиз
детали с указанием мест расположения дефектов; методы и средства выявления
дефектов; размеры детали по рабочему чертежу и допустимые размеры (по из-
носу); рекомендуемые способы устранения дефектов.
18
Карту технических условий на дефектацию следует привести в ПЗ. Необ-
ходимо выявить, какие дефекты детали являются устранимыми при ремонте.
Детали, имеющие неустранимые дефекты, восстановлению не подлежат.
Используя рабочий чертеж детали и информацию, полученную из карты
технических условий на дефектацию, следует вычертить ремонтный чертеж де-
тали, руководствуясь ГОСТ 2.604–2000 «ЕСКД. Чертежи ремонтные.
Общие
требования».
На ремонтном чертеже изображают только те виды, разрезы и сечения, ко-
торые необходимы для ремонта детали (сборочной единицы). Поверхности, под-
лежащие восстановлению, выполняют сплошной толстой линией, остальные –
сплошной тонкой линией. Предельные отклонения линейных размеров указы-
вают, как правило, числовыми значениями, например ∅ 18
+0,018
, ∅ , или
условными обозначениями с последующим указанием в скобках их числовых
значений.
032,0
059,0
12
−
−
На изделия, которые при ремонте не могут быть разъединены (неразъем-
ные соединения, выполненные клепкой, сваркой и т. п.), допускается не выпол-
нять чертежи на отдельные детали. Указания по ремонту таких изделий приво-
дят на ремонтном сборочном чертеже, включающем ремонтируемые
детали, с
добавлением изображений и данных, поясняющих сущность (содержание) ре-
монта.
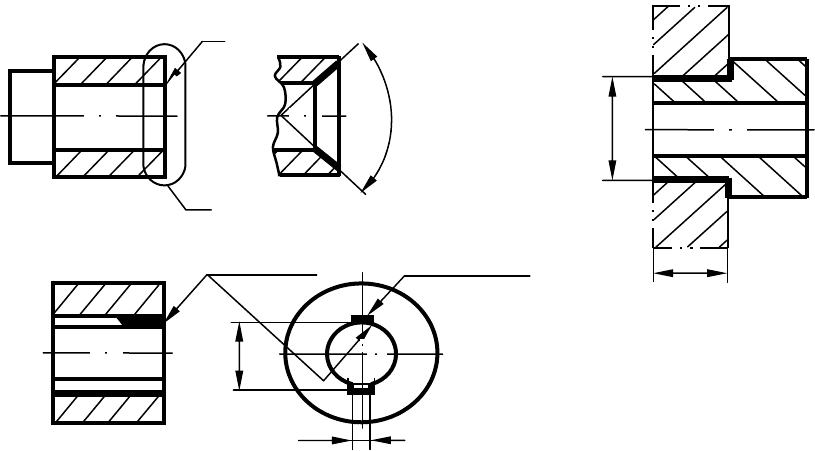
На ремонтном чертеже детали, ремонтируемой сваркой, пайкой, нанесени-
ем металлопокрытий и т. п., рекомендуется выделять соответствующий участок
детали, подлежащий ремонту (рис. 3, а). При ремонте детали наплавкой, залив-
Рис. 3. Иллюстрации правил выполне-
ния ремонтных чертежей деталей: а – вы-
деление участка детали; б – изображение
удаляемой части детали; в – обозначение
мате
р
иала
∅ 14
14
б
120º
А
а
Зачистить
заподлицо
Электрод…
Г
ОС
Т
…
10
2,5
в
А
Вкладыш не показан
19
кой (при помощи сварки, пайки и т. п.) на ремонтном чертеже указывают на-
именование, марку, размеры материала, используемого при ремонте, а также
обозначение стандарта на материал (рис. 3, в). Если при ремонте детали удаля-
ют изношенную часть и заменяют ее новой (дополнительной ремонтной дета-
лью), то удаляемую часть изображают штрих-пунктирной
линией с двумя точ-
ками (рис. 3, б). Новую часть детали (дополнительную ремонтную деталь) вы-
полняют на самостоятельном ремонтном чертеже.
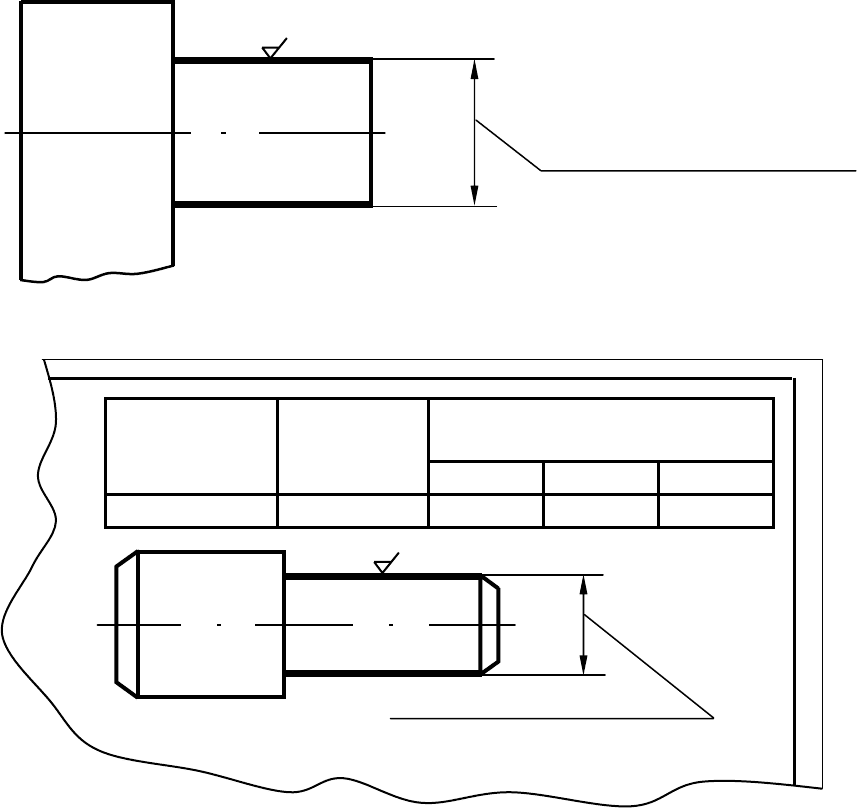
Категорийные и пригоночные ремонтные размеры детали, а также размеры
детали, ремонтируемой путем снятия минимального припуска, проставляют бу-
квенными обозначениями (рис. 4, а), а их числовые значения и другие данные
указывают на полках линий
–выносок или в таблице (рис. 4, б).
а
Уменьшение диаметра d
(размер по рабочему чер-
тежу Ø
18 ) допуска-
ется до 16
05,0
16,0
−
−
,
5 мм
d
Категория ремонтного
размера
Условное
обозначение
размера
Размер по
рабочему
чертежу
1 2 3
d 18
+0,018
17,8
+0,018
17,5
+0,018
17,4
+0,018
d
Изношенную шейку
обработать под
категорийный размер
б
Рис. 4. Иллюстрации правил выполнения ремонтных чертежей деталей: а – про-
становка ремонтных размеров; б – простановка числовых значений ре-
монтных размеров