Трухин В.В. Проектирование гибких производственных систем
Подождите немного. Документ загружается.

51
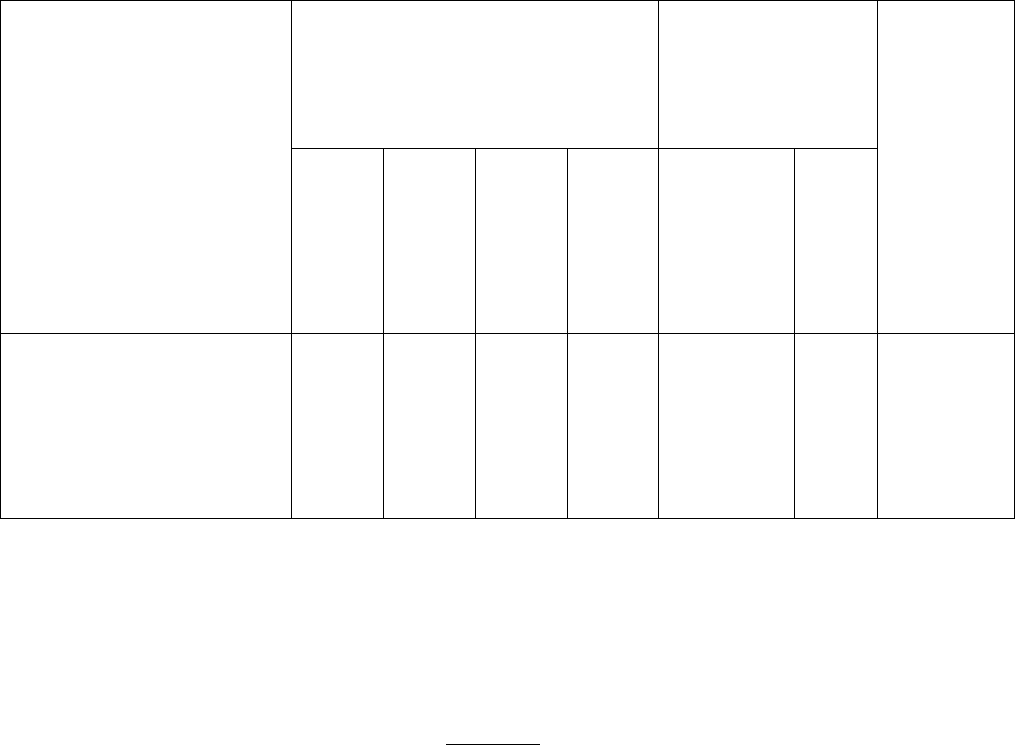
Таблица 7
Нормы запасов сортового металла и заготовок
Нормы запаса на складах
для разных видов произ-
водств (в календарных
днях)
Нормы грузо-
напряженно-
сти площади,
т/м
2
Род материалов и
заготовок
еди-
нич-
ное
мел-
косе
рий-
ное
се-
рий-
ное
круп
носе
рий-
ное
более 4 до 4
Коэф-
фици-
ент ис-
пользо-
вания
площа-
ди К
ис
Сортового металла,
мелких и средних
отливок и поковок
10,0 8,0 6,0 4,0 2,5 1,0 0,3
Крупных отливок и
поковок
10,0 8,0 6,0 1,5 1,7 0,6 0,4
Расчет потребной площади склада с учетом допускаемой грузона-
пряженности пола и принятого для запаса количества дней хранения
выполняется по формуле
ис
ФqK
Qt
F , (33)
где Q – черный вес всех заготовок, обрабатываемых в цехе в течение
года, т; t – запас хранения заготовок в днях; Ф – количество рабочих
дней в году (307); q – средняя грузонаправленность площади склада,
т на 1 м
2
;
ис
K – коэффициент использования площади склада, учиты-
вающий проходы, проезды.
Межоперационный склад и склад готовых деталей
Межоперационный склад предназначен для хранения деталей при
переходе от одной операции к другой. При поточном производстве
межоперационные склады находятся непосредственно у станков. Пло-

52
щади межоперационного склада и склада готовых деталей рассчитыва-
ются по формуле
иср
KФq
Qti
F , (34)
где Q – чистый вес готовой детали, т; t – количество дней нахождения
деталей на складе за каждый заход; i – среднее количество операций,
после которых детали будут заходить на склад; Ф – количество рабочих
дней в году;
ср
q
– средняя грузонапряженность площади склада, тонны
на 1 м
2
;
и
K – коэффициент использования площади склада (К
и
= 0,4).
3.9.1.2. Проектирование автоматизированно-транспортно-
складской системы ГПС
Работа ГПС во многом зависит от работы его транспортной и
складской системы (АТСС). АТСС связывает между собой станки, по-
зиции загрузки и разгрузки деталей, обеспечивая своевременную пода-
чу заготовок к станкам и вывоз от станков обработанных деталей.
Расчет оборудования для АТСС ГПС, обрабатывающих корпусные
детали (на спутниках) и детали типа тел вращения (в кассетах), выпол-
няется по различным методикам.
А. Расчет АТСС для транспортирования корпусных деталей
Определение характеристики стеллажей
Расчетными характеристиками стеллажа являются:
вместимость;
длина;
количество рядов;
количество ярусов.
Длина, количество рядов и ярусов стеллажа определяются в зави-
симости от вместимости стеллажа, габаритов и характера транспорти-
руемых деталей.
Основной расчетной характеристикой стеллажа является его вме-
стимость, которая определяется исходя из числа спутников, необходи-
мого для полной загрузки станков во время работы комплекса.

53
Максимальное число деталеустановок различных наименований,
которые могут быть обработаны на комплексе:
Nt
nФ
К
об
cтст
наим
, (35)
где Ф
ст
= 305 ч – месячный фонд отдачи станка, работающего в 2 сме-
ны; Ф
ст
= 358 ч – месячный фонд отдачи станка, работающего в 3 сме-
ны; n
ст
– число станков в комплексе;
об
t – средняя трудоемкость обра-
ботки одной деталеустановки, ч; N – среднемесячная программа выпус-
ка деталей одного наименования.
Полученное число деталеустановок определяет число ячеек стел-
лажа при условии, что для обработки одного наименования деталеуста-
новки используется один спутник. Так как автоматизированные ком-
плексы позволяют обрабатывать широкую номенклатуру деталей, кото-
рая может меняться в процессе эксплуатации, то целесообразно иметь
запас ячеек в стеллаже на случай увеличения числа обрабатываемых
деталей. Таким образом, рассчитанное число ячеек необходимо увели-
чить на 10 %.
После определения количества ячеек стеллажа необходимо опре-
делить его длину, высоту, количество рядов. Длина стеллажа может
быть меньше суммы длин интервалов между станками или превышать в
2–3 раза.
Количество ярусов стеллажа определяется исходя из размеров
ячейки, количества рядов и длины стеллажа.
Размер ячейки для деталей с габаритными размерами
250»250»250 мм принимается равным 300»300»300 мм. Стеллаж для
хранения спутников может быть однорядный или двухрядный. Двух-
рядный накопитель обладает большей компактностью, чем одноряд-
ный. Однако в нем появляются дополнительные ячейки – окна, обеспе-
чивающие передачу тары с одного ряда на другой.
Однорядный накопитель позволяет брать и ставить спутник в за-
данную ячейку с любой стороны стеллажа. При такой конструкции в
случае выхода из строя транспортной системы подача спутников с заго-
товками (деталями) может осуществляться вручную кран-балкой.
Пример расчета.
Комплекс включает семь станков, средняя трудоемкость обработ-
ки одной деталеустановки t
об
= 0,7 ч; месячная программа выпуска де-

54
талей одного наименования N = 20 шт.; месячный фонд работы одного
станка в две смены Ф
ст
= 305 ч.
Число деталеустановок различных наименований, которые могут
быть обработаны на комплексе, согласно формуле
305 7 0,7 20 152
наим
K шт. С учетом 10 % запаса емкость стел-
лажа составляет 168 ячеек.
Расчет числа позиций загрузки и разгрузки
Функционально позиции загрузки и разгрузки могут быть либо
разделены, либо объединены. При разделении функций позиции долж-
но быть минимум два рабочих места. При объединении на одном рабо-
чем месте операций загрузки-разгрузки позиция может быть одна, если
на ней успевают выполнить весь объем работ за месяц.
Число позиций определяют по формуле
60
поз
дет
поз
Ф
tK
n , (36)
где t = t
загр
– для позиций загрузки, мин; t = t
разгр
– для позиций разгруз-
ки, мин; t = t
загр
+ t
разгр
– для совмещенной позиции загрузки-разгрузки,
мин; К
дет
= К
наим
N – число деталеустановок, проходящих через позицию
в течение месяца; Ф
поз
= Ф
ст
– месячный фонд времени работы пози-
ции, ч.
Если полученные n
поз
1, то необходимо ввести дополнительную
позицию и рассчитать коэффициент загрузки позиций по времени:
принпоз
расчпоз
позвр
n
n
К
.
.
.
, (37)
где
поз.расч
n
– рассчитанное по формуле (36) число позиций;
поз.прин
n
–
принятое число позиций.
При варианте функционального разделения позиций загрузки-
разгрузки, в случае выхода из строя, например, позиции загрузки, пози-
ция разгрузки не сможет принять на себя ее функции. Поэтому, если
имеются две позиции с разделенными функциями загрузки-разгрузки,
целесообразно иметь одну резервную позицию с совмещенными функ-

55
циями загрузки-разгрузки или еще по одной позиции загрузки и раз-
грузки.
Пример расчета.
Среднее время установки заготовки в приспособление равно
t
3
= 5 мин, разгрузки t
р
= 3 мин.
I вариант – позиции разделены. Согласно приведенной формуле в
течение месяца через каждую позицию проходит деталеустановок
К
дет
= 152 20 = 3040 шт.
Необходимое число позиций загрузки согласно (36)
.
5 3040 305 60 0,83
поз з
n , а позиций разгрузки
.
3 3040 305 60 0,5
поз р
n
.
Итак, требуется одна позиция загрузки (
3
η = 0,83) и одна позиция
разгрузки (
р
η
= 0,5).
II вариант – позиция выполняет обе функции: загрузки и разгруз-
ки.
34,160305/304053
..
рзпоз
n
.
Принимаем две позиции, которые будут загружены на 67 %.
Расчет числа позиций контроля
В производстве, как правило, первая, а затем каждая n-я детале-
установка проходит контроль. При этом, если деталь обрабатывается на
нескольких станках, то контроль производится после обработки на ка-
ждом из них.
В автоматизированных комплексах, у которых отсутствует актив-
ный контроль на станках, в процессе обработки деталей необходимо
вести проверку получаемых размеров деталей на специальной позиции
контроля.
На этой позиции наладчик, отвечающий за качество выпускаемых
деталей, проверяет полученные размеры. Если размеры находятся в
требуемых пределах, то он разрешает обработку следующих n детале-
установок этим инструментом.
В противном случае подается команда коррекции или замены ин-
струмента.
Необходимое число позиций контроля
принпоз
n
.
(округление до це-
лого в большую сторону) в автоматизированном комплексе:

56
60
.Σ
.
поз
кдетк
кпоз
Ф
Kt
n , (38)
где
к
t – суммарное время контроля одной деталеустановки, мин;
кдет
K
.
– число деталеустановок, проходящих контроль за месяц, шт.;
i
кiк
tt , (39)
где t
кi
– время контроля после i-й операции, мин;
n
NК
К
наим
кдет
.
, (40)
где n – число деталеустановок, через которые деталь выводится на кон-
троль;
2
1
1
кк
n
n , (41)
где n
1
– число деталеустановок, через которые деталь выводится на
контроль по требованию технолога; к
1
= 1,15 – коэффициент, учиты-
вающий контроль первой деталеустановки; к
2
= 1,05 – коэффициент,
учитывающий вывод на контроль в связи с работой нового инструмен-
та.
Пример расчета.
Принимаем
5
2
1
кк
tt
мин;
3
30
к
t
мин. Тогда суммарное время
контроля одной деталеустановки
1 2 3
40
к к к к
t t t t
мин.
По требованию технологов должна контролироваться каждая шес-
тая деталеустановка.
Согласно (41)
6 1,15 1, 05 5
n
, в среднем каждые пять детале-
установок выводятся на контроль. В течение месяца согласно (40) кон-
троль пройдет следующее число деталеустановок:
.
3040 5 608
дет к
К
, а требуемое число позиций контроля согласно
(38)
.
40 608 60 305 1, 33
поз к
n .

57
Итак для обеспечения нормальной работы комплекса необходимы
две позиции контроля, коэффициент загрузки каждой из которых со-
ставляет 0,66.
Определение числа подвижных транспортных механизмов
Функции передачи спутников на станки, позиции контроля, за-
грузки-разгрузки на стеллаж выполняют подвижные транспортные ме-
ханизмы (ШТ 1, ШТ 2), расположенные по обе стороны
стеллажа (рис. 15).
Рис. 15. План комплекса
Штабелер, расположенный со стороны станков, должен переда-
вать спутники с заготовками по маршрутам:
стеллаж – станок;
станок – стеллаж;
станок – станок.
Для определения числа штабелеров ШТ1 необходимо знать усред-
ненный маршрут обработки деталей по станкам. Зная число обрабаты-
ваемых деталеустановок, число деталеустановок, уходящих на контроль
и возвращающихся с контроля, а также маршрут движения деталеуста-
новок по станкам, можно подсчитать число перемещений штабелера,
расположенного со стороны станков.
Суммарное время работы штабелера:
Ст 1
Ст 2
Ст 3
Ст 4
Ст 5
ШТ 1
ШТ
2
Стеллаж
Позиции
загрузки-
разгрузки,
контроля

58
60
стстстстстстелстстел
обсл
tКtК
Т
, (42)
где
стстел
К
– число перемещений между стеллажом и станками;
стстел
t
– среднее время, затрачиваемое на передачу спутника со стел-
лажа на станок или со станка на стеллажи, мин;
стст
К
– число пере-
мещений между станками;
стст
t
– среднее время, затрачиваемое на пе-
редачу спутника со станка на станок, мин.
Время выполнения штабелером одной операции передачи равно
времени выполнения им двух кадров управляющей программы.
Время передачи (мин) спутника штабелером:
21
ttt
пер
,
где t
1
– время отработки кадра "Подойти к месту (ячейке стеллажа), где
находится спутник, и взять его", мин; t
2
– время отработки кадра "По-
дойти к месту, куда надо поставить спутник", мин;
вподк
tttt
1
;
nподк
tttt
2
,
где t
к
– время расчета и передачи кадра на систему ЧПУ штабелера;
t
к
= 1,5–10 с; t
под
– время подхода к указанному месту, мин; t
в
= t
n
– вре-
мя выполнения операции "Поставить спутник", "Взять спутник";
t
в
= t
n
= 0,15–0,25 мин;
y
x
под
x y
L
L
t
V V
, (43)
где
x
L и L
y
– длина перемещения штабелера по осям х, у, м; V
x
и V
y
–
скорость перемещения по координатам х, y, м/мин; V
x
= 60 м/мин,
V
y
= 6 м/мин.
Длины перемещений штабелера для различных вариантов приве-
дены и показаны на рис. 16.
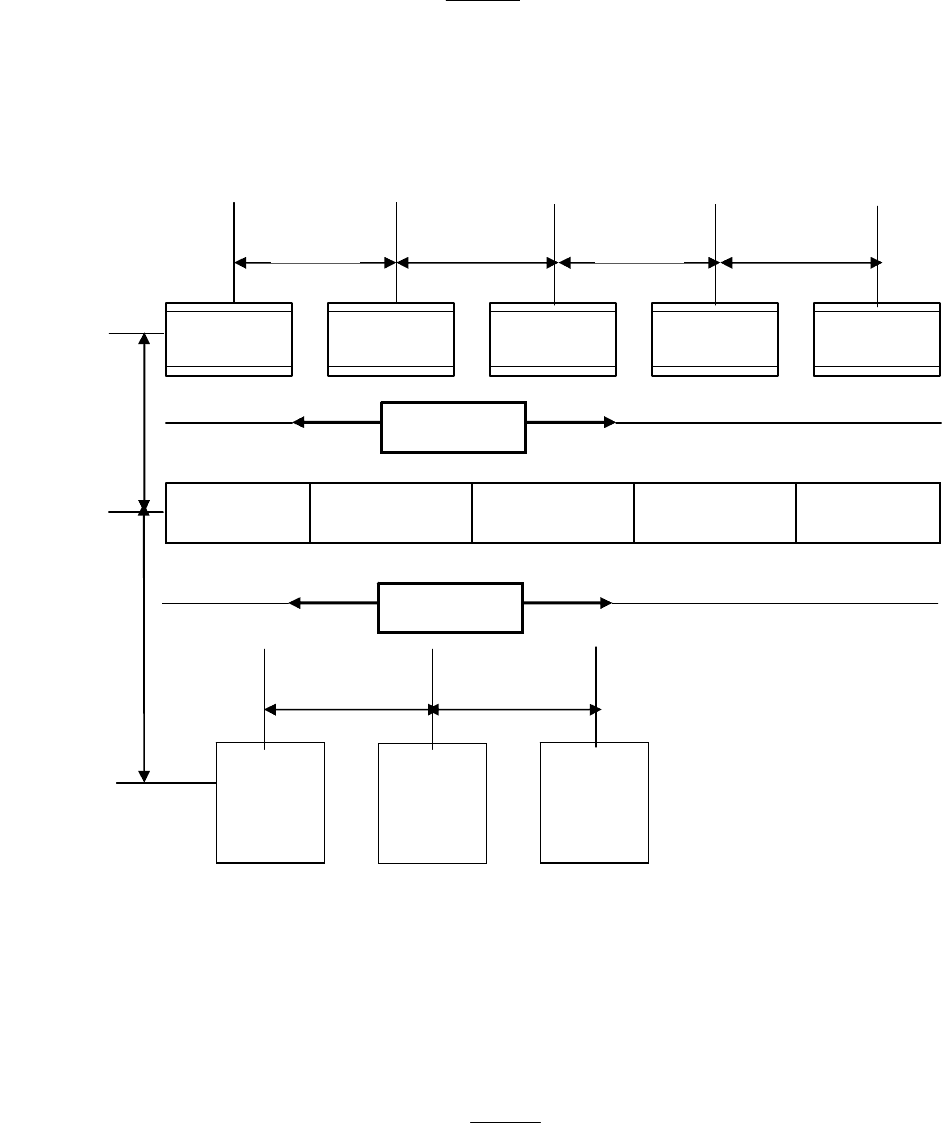
59
Для упрощения расчетов будем использовать среднюю длину пе-
ремещений L
ср
вдоль каждой оси:
n
L
L
n
1i
ij
ср
, (44)
где
ij
L
– расстояние от i до j точки перемещения, м; n – число принятых
перемещений.
Рис. 16. План комплекса с указанием расстояний между
оборудованием
Коэффициент загрузки штабелера:
ш
обсл
загр
Ф
Т
К , (45)
L
ст
Ст 1
Ст 2
Ст 3
Ст 4
Ст 5
ШТ 1
ШТ
2
L
ст
L
ст
L
ст
L
поз
L
поз
стел-ст
ст-стел

60
где Ф
ш
= Ф
ст
– фонд времени работы штабелера за месяц, ч.
Если К
загр
1, то необходимо пересчитать число штабелеров и ко-
эффициенты их загрузки.
После того, как определено число штабелеров, расположенных со
стороны станков, желательно рассчитать допустимое суммарное время
простоев штабелера во время смены. Это необходимо для того, чтобы
знать время, которым будет располагать обслуживающий персонал
комплекса на устранение неисправностей штабелера, не допуская при
этом простоев оборудования.
Допустимое время простоев штабелеров во время смены:
усмдн
обслш
пр
miК
Т
Ф
Σt
, (46)
где К
дн
= 22 – число рабочих дней в месяце; i
см
– число рабочих смен в
сутки;
у
m
– коэффициент, учитывающий число устройств, управляе-
мых от одной системы ЧПУ;
у
m
= 1,5 для двух устройств.
Б. Расчет АТСС для транспортирования и хранения деталей
типа тел вращения
Хранение и транспортирование заготовок производится в кассет-
ной таре.
Запас хранения по каждой группе заготовок определяется по фор-
муле
365
i i
i
m t
Q
, (47)
где
i
m
– масса заготовок за год по группам, т;
i
t
– запас хранения в
днях.
Количество тары определяют по следующей формуле:
i
i
T
C
Q
z
i
, (48)