Теоретические основы и методические указания к выполнению самостоятельной работы по курсу физические основы измерений
Подождите немного. Документ загружается.

41
плоскости установится наибольший размер. Стопорят подвижную губку с
нониусом и снимают показание по основной шкале и нониусу. К этому
отсчету прибавляют аттестованную толщину губок.
Штангенглубиномеры (ГОСТ 162 – 80, ГОСТ 8.164 – 75) показаны
на рис. 4.2 в. У штангенглубиномера отсутствует неподвижная губка, а
подвижная рамка 2 имеет траверсу 1, являющуюся основанием (опорой)
для измерения глубины. Остальные конструктивные элементы такие же,
как в штангенциркуле.
Штангенглубиномеры имеют диапазон измерений не более 500 мм.
На меньших диапазонах (200 – 300 мм) отсчет составляет 0,05 мм, на
больших – 0,1 мм.
При измерении глубины измерительную поверхность штанги
устанавливают на нижнюю плоскость измеряемой детали. При этом
подвижная губка вместе с траверсой опускается до плотного контакта с
верхней плоскостью измеряемой детали. Затем стопорят губку и снимают
показание.
Штангенрейсмасы (рис. 4.2 г) по ГОСТ 164 – 80, ГОСТ 8.163 – 75
применяются для разметки, измерения высоты и расположения
поверхностей корпусных деталей.
Конструкция штангенрейсмаса приспособлена для измерения
размеров от плоскости разметочной плиты, поэтому взамен неподвижной
губки применено массивное основание 1, с помощью которого
штангенрейсмас устанавливается на разметочную плиту. Рамка 2 с
нониусом 4 имеет консольную державку, к плоскости А которой, строго
параллельной плоскости основания Б, крепятся специальные устройства в
виде разных «чертилок», разметочных ножей, параллельных
цилиндрических губок и измерительные стержней.
При разметке вертикальных плоскостей (рис. 4.2 г) по линейке 8 и
нониусу 4 устанавливают требуемый размер, используя при этом

42
микроподачу 7. Затем весь штангенрейсмас прижимают основанием к
разметочной плите, а лезвие разметочной ножки – к детали. При
перемещении штангенрейсмаса по плоскости разметочной плиты на
поверхности детали остается риска от разметочной ножки.
Наибольшее распространение получили штангенрейсмасы с
диапазоном измерения от 0 до 250 и 400 мм при отсчете 0,05 мм.
Штангенрейсмасы с размером от 500 до 2500 мм встречаются значительно
реже.
4.3 Погрешности измерения штангенинструментом
Общая погрешность штангенинструмента зависит от погрешностей
отдельных элементов, из которых основными являются погрешности
изготовления; нанесения штрихов основной шкалы и шкалы нониуса;
отклонения от перпендикулярности поверхностей измерительных губок к
базовым плоскостям направляющей штанги и подвижной рамки;
отклонения от параллельности и плоскостности измерительных губок;
просвета между губками штанги и рамки; отклонения от
перпендикулярности измерительных поверхностей к боковым сторонам
губок; отклонения от прямолинейности направляющей штанги.
Типовой пример назначения норм точности для штангенциркуля
ШЦ – I с отсчетом 0,1 мм и диапазоном измерения 0 – 125 мм по
ГОСТ 166 – 75.
Отклонение расстояния между двумя любыми штрихами как
основной шкалы так и шкалы нониуса, входит в суммарную погрешность с
допускаемым отклонением не более ± 0,03 мм, при этом разница в
толщине штрихов допускается не более 0,05 мм.
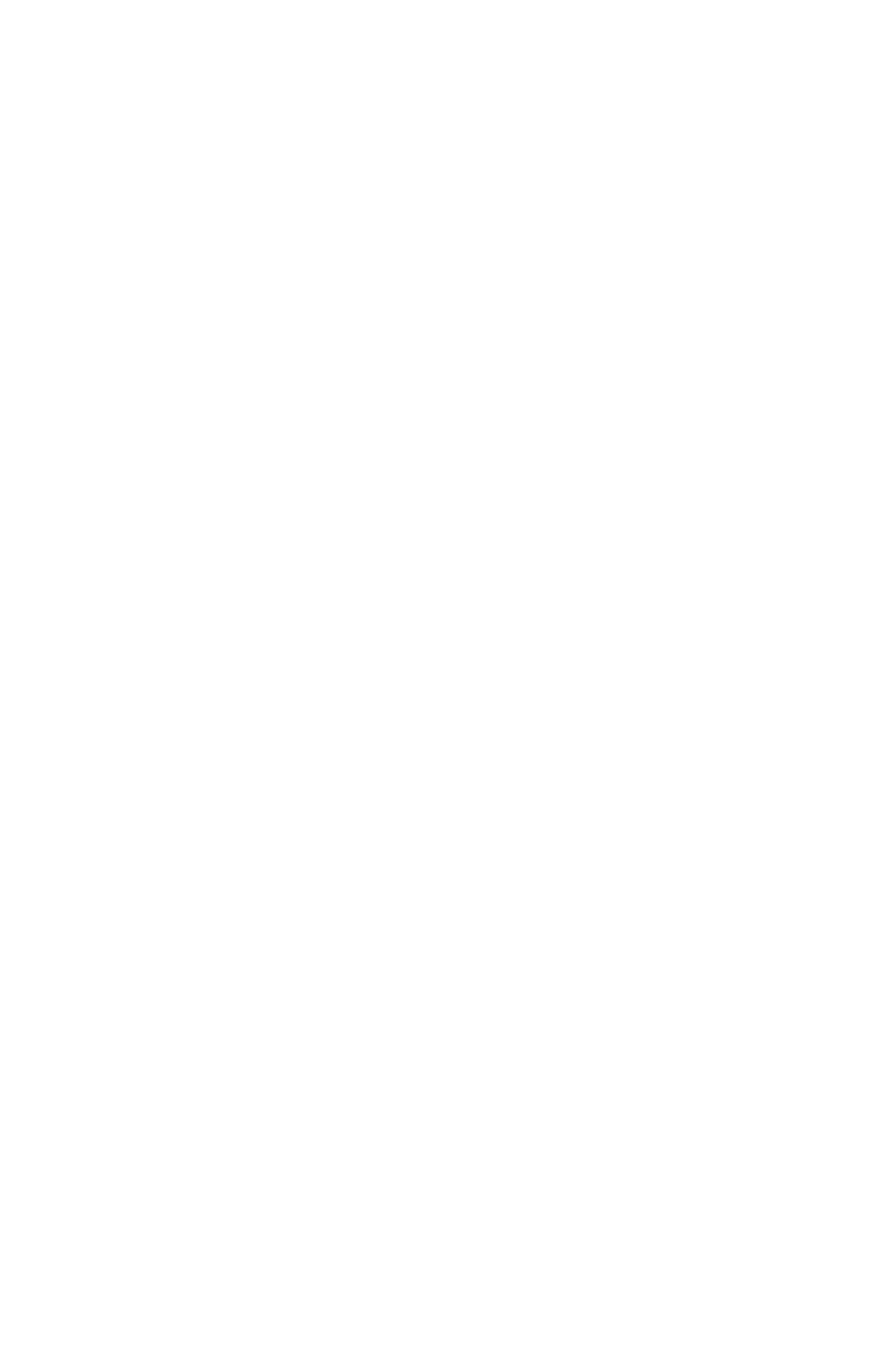
Отклонение от перпендикулярности поверхностей измерительных
губок к базовым направляющим нормируется углом а = 90°±3' (рис.4.3).
При увеличении отклонений угла α возникает погрешность измерения, так

43
как перемещение рамки с нониусом на размер l будет больше диаметра D
на значение погрешности δ = l – l cosβ.
Отклонение от параллельности и плоскостности поверхностей
измерительных губок может полностью войти в погрешность измерения.
Для штангенциркуля с отсчетом 0,1 мм отклонение от плоскостности
измерительных губок не должно превышать 0,007 мм, а отклонение от
параллельности нормируется допустимым значением просвета.
Допускаемое значение просвета между губками нормируется значением не
более 0,015 мм как при затянутом, так и незатянутом зажиме рамки.
Нулевые штрихи нониуса и основной шкалы при этом должны совпадать.
Поскольку разрешающая способность человеческого глаза позволяет
оценивать видимое смещение штрихов не более 0,015 мм, то предельное
начальное смещение штрихов этим значением и оценивается.
Отклонение от перпендикулярности измерительных поверхностей к
боковым сторонам губок вносит дополнительную погрешность измерения,
определяемую по формуле для величины δ.
Отклонение от прямолинейности направляющей стороны штанги
нормируется значением не более 0,03 мм.
Следует отметить, что указанные выше погрешности относятся к
погрешностям самого штангенинструмента в условиях поверки, значения
погрешности измерения будут несколько выше.
Погрешность измерения штангенинструментом возникает
вследствие погрешности отсчета, вызванной параллаксом, а для
штангенциркуля – погрешностью вследствие нарушения принципа Аббе.
Параллакс – кажущееся смещение штрихов шкалы при.
наблюдении в направлении, не перпендикулярном к плоскостям шкалы
(рис. 4.4).
44
ГОСТ 8.113 – 74 нормирует общее наибольшее расстояние y = 0,3
мм от поверхности шкалы штанги 1 до верхней кромки края нониуса 2 при
зазоре между поверхностью штанги и рамки z = 0,1 мм.
При отклонении угла зрения на угол φ от перпендикуляра к
плоскости шкалы возникает погрешность вследствие параллакса: δ = y tg φ.
Принимая во внимание, что расстояние наилучшего видения для
глаза L = 250 мм, а смещение глаза наблюдателя от перпендикулярного
положения b ≈ 30 мм, то погрешность из–за параллакса составляет:
δ = у·b/L = 0,3·30/250 = 0,12y.
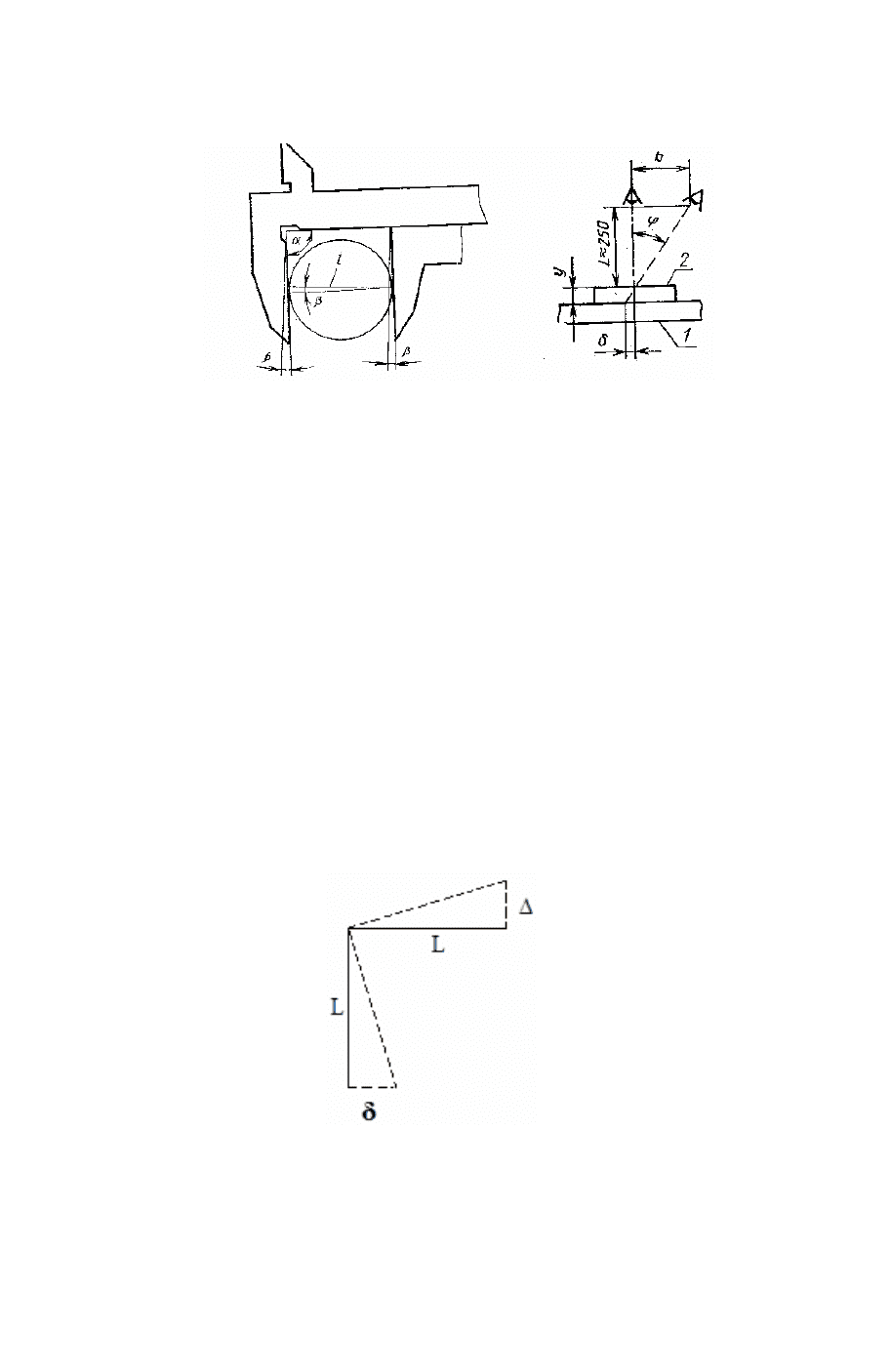
Рисунок 4.5 Погрешность штангенциркуля из-за нарушения принципа Аббе
В измерительной схеме большинства штангенинструментов
нарушается принцип Аббе, так как шкалы штанги и нониуса
располагаются на линии, параллельной линии измерения на детали.
Поэтому штангенинструменты весьма чувствительны к перекосам
Рисунок 4.3 К определению
погрешности измерения,
обусловленной отклонением
от перпендикулярности губок
и боковых направляющих
Рисунок 4.4
Погрешность
отсчета из-за
параллакса

45
измерительных губок, вызванных отклонением от прямолинейности
направляющих поверхности штанги и наличия зазора между штангой и
рамкой.
При измерении деталей, когда контакт возникает у концов
измерительных губок (рис. 4.5) за счет усилия поджима, подвижная
измерительная губка поворачивается на некоторый угол до полной
выборки зазора между направляющими поверхностями штанги и рамки.
Принимая с небольшим приближением подобные треугольники за
прямоугольные, определяем погрешность перекоса из, выражения: δ = L/l,
где L – длина губки, l – длина каретки. Таким образом, для уменьшения
перекоса, а следовательно, и погрешности измерения необходимо, длину
губок штангенциркуля уменьшать, а длину рамки увеличивать до
возможных практических пределов.
Погрешность измерения размеров до 500 мм одним и тем же
штангенциркулем с отсчетом 0,1 мм составит при наружных измерениях
0,15 – 0,25 мм, внутренних - (0,2—0,3 мм).
Погрешность измерения штангенглубиномером глубин до 300 мм
составляет, 0,2 – 0,3 мм с отсчетом 0,1 мм и 0,1 – 0,15 мм с отсчетом 0,0,5
мм.
4.4 Поверка штангенинструентов по ГОСТ 8.113 – 74
Рассмотрим пример поверки штангенциркуля ШЦ – I с пределом
измерения 0 – 125 мм с отсчетом 0,1 мм.
Отклонение расстояния между двумя любыми штрихами как
основной шкалы, так и шкалы нониуса, поверяют на инструментальном и
универсальном микроскопах.
Отклонение от перпендикулярности измерительных поверхностей
губок базовым плоскостям направляющей штанги и подвижной рамки

46
(угол α = 90°±3') определяют угольником в процессе изготовления
штангенциркуля.
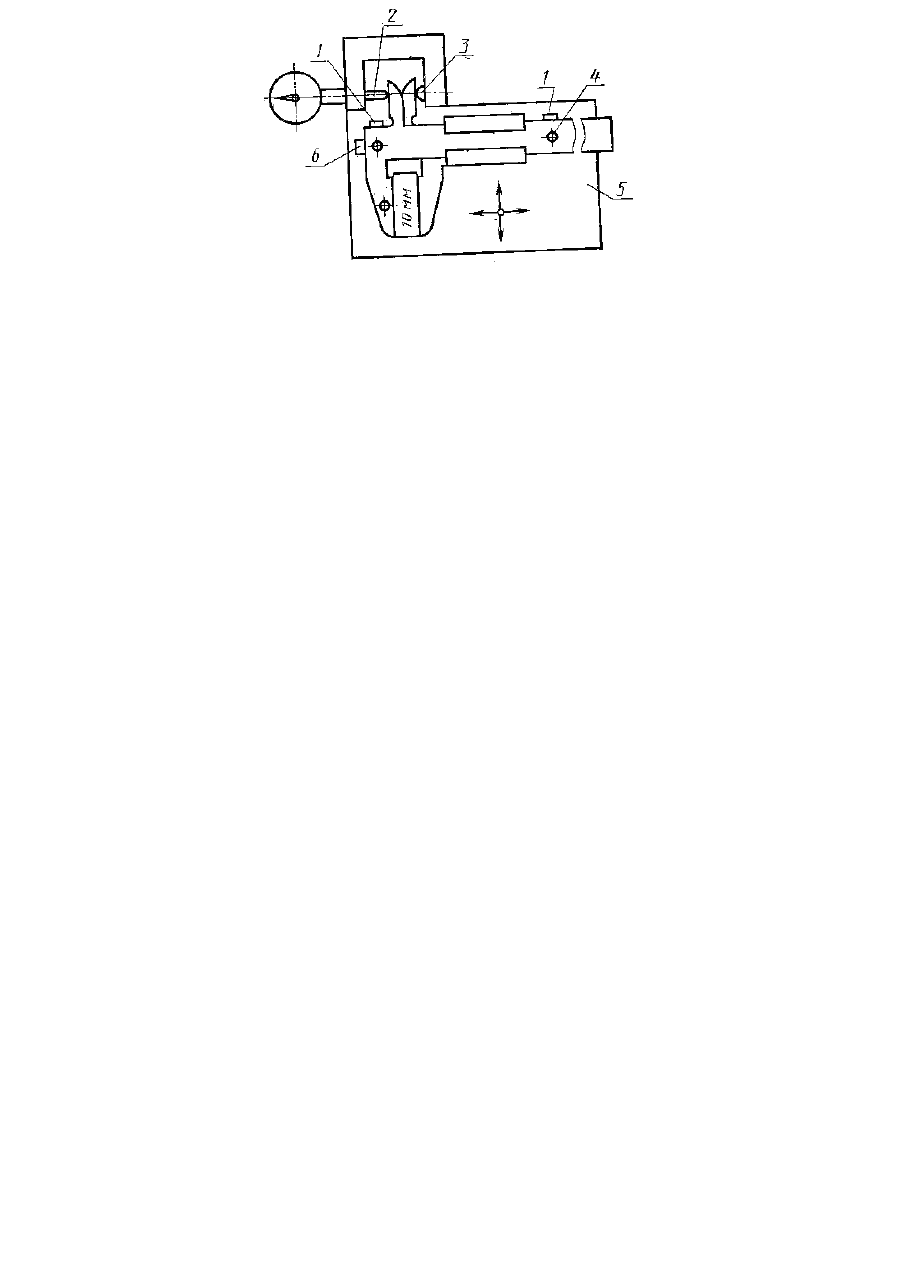
Отклонение от параллельности измерительных, губок определяют
на специальных приборах. В дополнение к ГОСТ 8.113 – 74 разработана
методика поверки параллельности губок штангенциркулей ШЦ – I на
приборе УИ 4 – 495 (рис. 4.6). Поверяемый штангенциркуль
устанавливают на три штифта 4 и упирают его на упоры 1 и 6,
определяющие положение штангенциркуля в горизонтальной плоскости. В
губки штангенциркуля для наружных измерений устанавливают концевую
меру длиной 10 мм. Штангенциркуль с кареткой 5 перемещают в
направлении неподвижной губки 3 и измерительного стержня индикатора
2. Следует отметить, что описанная схема прибора может быть
использована для автоматизации поверки штангенциркулей.
Отклонение от плоскостности измерительных поверхностей
штангенциркулей определяют по просвету между измерительной
поверхностью губки. и острым ребром лекальной линейки, оно не должно
превышать 0,007 мм. Просвет между губками штанги и рамки – 0,015 мм.
Для определения просвета при определении отклонений от
плоскостности губок и просвета между губками предусмотрены два
специальных бруска (образцы просвета). При проверке отклонений от
плоскостности губок первый брусок имеет две измерительные плоскости,
параллельные основной плоскости и отстоящие от нее на отклонение от
перпендикулярности измерительных поверхностей к боковым сторонам
губок. Это отклонение определяют лекальным угольником.
Погрешность штангенинструмента определяют с помощью
концевых мер длины, поэтому одновременно определяют точность
направляющих и погрешности, описанные выше. Размер по концевой мере
определяют по двум крайним участкам поверхностей губок. Аналогичный
метод поверки применяют при поверке штангенрейсмаса.
47
Рисунок 4.6 Прибор УИ4-495 для поверки параллельности губок
штангенциркуля ШЦ – I
4.5 Перспективы развития штангенинструментов
Основные направления конструктивного усовершенствования и
улучшения метрологических характеристик штангенинструментов
заключаются в:
1) увеличении точности отсчета за счет применения
беспаралаксного нониуса (плоскости шкалы нониуса и штанги совпадают);
2) уменьшении перекоса измерительных губок за счет применения
V-образных направляющих с упругой компенсацией зазоров;
3) внедрении вместо нониусного индикаторного и цифрового
отсчетов.
Зарубежные фирмы Германии, Швейцарии и Японии выпускают
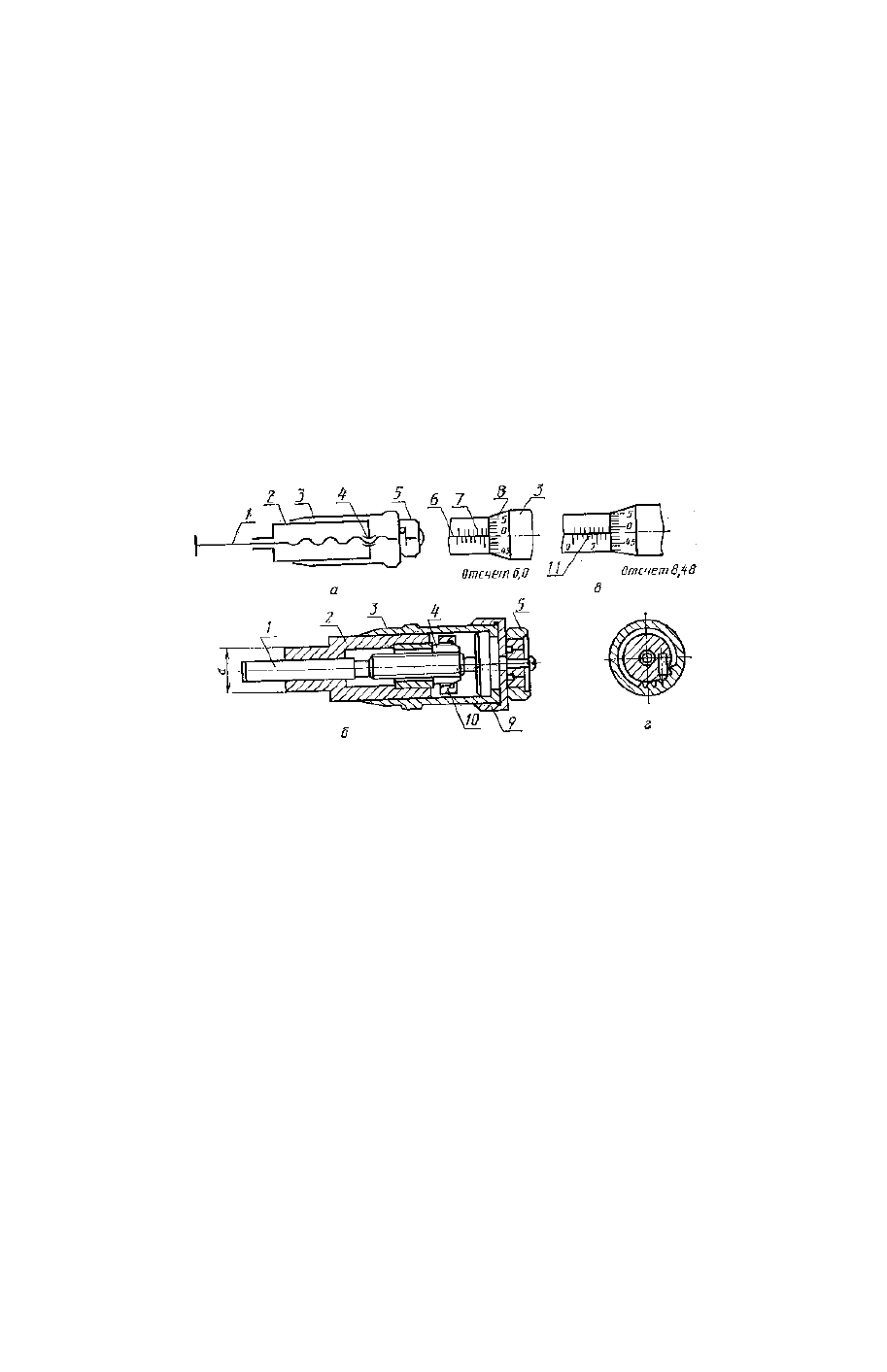
штангенциркули с индикаторным отсчетом. В штангенциркуле (рис.4.7) на
штанге 1 закреплена мелкомодульная зубчатая рейка 7 с шлифованными
зубьями, а на подвижной рамке 2 установлен индикатор 3, состоящий из
зубчатого триба 5 и стрелки 4, закрепленной на оси триба. На рамке также
крепится глубиномер 6. При перемещении рамки вдоль штанги зубчатый
триб поворачивается, и стрелка показывает размер перемещения рамки
(губки), т.е. значение измеряемой величины.

48
Перемещение рамки на S=10 мм соответствует одному полному
обороту триба: S = 10 = πd = πmz. Откуда, начальный диаметр триба
d = S/π = 10/π = 3,183 мм.
В индикаторах часового типа триб, связанный с рейкой, имеет
число зубьев z=16, поэтому модуль зацепления m= S/π·z = 10/π·16=0,199
мм.
Для отсчета десятков миллиметров на штанге нанесена
сантиметровая шкала: отсчет миллиметров и долей миллиметра – по
индикаторной шкале.
Рисунок 4.7 Штангенциркуль с индикаторным отсчетом:
а – конструкция; б – к расчету зубчатой передачи
Шкала индикаторного устройства в большинстве случаев
выполняется поворотной и оснащается зажимным механизмом.
Штангенциркули с индикаторный отсчетом выпускают с диапазоном
измерений 0 – 150 мм и отсчетом 0,1; 0,05; 0,02 мм. Погрешность
штангенциркуля с отсчетом 0,05 и 0,1 мм составляет 40 мкм, а с отсчетом
0,02 мм – 30 мкм.
В связи с развитием электроники и вычислительной техники
большое значение придается созданию новых универсальных средств для
измерения линейных размеров. Так, японская фирма «Мицутойо»
выпускает штангенциркуль с цифровым отсчетом.
Штангенциркуль имеет периферийный выход на микропроцессор,
который обеспечивает расчет среднего значения среднего квадратического

49
отклонения для партии измеряемых деталей. Кроме того, микропроцессор
выделяет максимальный и минимальный размер из партии измеренных
деталей. Информация об этих параметрах выдается на цифропечатающее
устройство.
Такой штангенциркуль успешно применяется при настройке
точности технологических процессов, при серийных измерениях партии
изготовляемых деталей; позволяет резко повысить объективность отсчета,
производительность измерения и обработки информации, которая может
храниться практически неограниченное время.
Фирмы «Мицутойо» Япония, «Гелиос» ФРГ, «ЕМР» Австрия
выпускают штангенрейсмасы с электронным цифровым отсчетом с
диапазоном измерения до 1000 мм и дискретностью отсчета 0,01 мм.
ГЛАВА 5 Микрометрические инструменты
Микрометрические инструменты служат для наружных измерений
(гладкие микрометры), внутренних измерений (микрометрические
нутромеры), глубины пазов, отверстий и длин уступов (микрометрические
глубиномеры). Общим узлом всех микрометрических инструментов
является микрометрическая головка.
Известно, что при неподвижной гайке один оборот винта
соответствует его осевому перемещению, равному шагу резьбовой пары
винт – гайка. Для отсчета дольных значений в микрометрическую головку
введена дополнительная шкала.
5.1 Конструкция микрометрической головки
Схема и конструкция микрометрической головки показана на рис.
5.1, а – г. С гайкой 4 соединен стебель 2, который неподвижно сопрягается
с корпусом микрометрического инструмента. На конце узла, составленного
50
из винта 1 и барабана. 3, установлено устройство стабилизации
измерительного усилия 5. Для отсчета осевого перемещения микровинта в
целых оборотах вдоль оси стебля 2 проведена продольная риска 6, по
нижнюю и верхнюю стороны которой нанесены две шкалы 7,11 (рис. 5.1
в) с интервалом 1 мм, сдвинутые одна относительно другой на размер
Р = 0,5 мм (шаг резьбы).
Доли оборота микровинта отсчитывают по круговой шкале 3 с
радиальными штрихами, нанесенными на конусной части барабана.
Указателем для отсчета по круговой шкале является продольный штрих,
нанесенный на стебле.
Рисунок 5.1 Конструкция микрометрической головки
При повороте барабана вместе с микровинтом на угол, соот-
ветствующий смещению круговой шкалы на одно деление относительно
продольного штриха стебля микровинт перемещается на значение цены
деления круговой шкалы с = Р/n = 0,5/50 = 0,01 мм, где n = 50 – число
делений круговой шкалы барабана.
Микрометрическая головка (рис. 5.1 б) цилиндрической частью
стебля 2 диаметром d сопрягается с корпусом микрометрического
инструмента. С другой стороны в стебле закреплена разрезная гайка 4,
предназначенная для беззазорного соединения микропары. Наружная
поверхность разрезной гайки имеет конус и наружную резьбу, а
параллельно оси гайки прорезано несколько неполных пазов. При
вращении регулировочной гайки 10 ее конусная фаска нажимает на конус