Смирнов А.Н., Сафонов В.М. и др. Металлургические мини-заводы
Подождите немного. Документ загружается.


Г
лава 2. Д
у
говая электропечь – агрегат для выплавки… 141
Еще одна печь «Сопаrс
CS
» эксплуатируется компанией
«Ispat Industries» в Индии и применяет жидкий чугун из домен-
ной печи, DRI и скрап как сырьевые материалы.
«Arcon-процесс», разработанный компанией «Concast
Standard AG» также сочетает преимущества конвертерного и
электросталеплавильного производства. «Arcon» представляет
двухкорпусный агрегат, состоящий из конвертера с верхней ки-
слородной продувкой и одноэлектродной дуговой печи постоян-
ного тока.
В каждом из корпусов кислородная фурма может быть
заменена общим графитированным электродом и наоборот. Раз-
меры корпуса отвечают размерам типового конвертера. Днище
каждого корпуса выполнено из электропроводных периклазогра-
фитовых огнеупоров и имеет подовый пластинчатый медный
электрод. Выпускное отверстие расположено в периферийной
части токопроводящей подины. Чугун заливают через горловину
корпуса или с
помощью желоба через боковое окно. Общий для
обоих корпусов графитированный электрод крепится на электро-
додержателе, расположенном между корпусами со стороны вы-
пускного отверстия. Кислородные фурмы, отдельные для каждо-
го из корпусов, имеют дополнительные боковые сопла для дожи-
гания монооксида углерода технологических газов.
Агрегат «Arcon» имеет производительность 1,6 млн.т/год.
В
качестве металлошихты используют жидкий чугун (40%), гра-
нулированный чугун (5%) и HBI (55%). Масса выпускаемой
плавки - 170 т, продолжительность работы агрегата 7300 ч в год.
Цикл работы каждого корпуса агрегата составляет 92 мин. Плав-
ка проводится с «болотом» массой 50 т, то есть каждый корпус
имеет вместимость 220 т жидкой стали [136].
142 Металлургические мини-заводы
2.3. КОНСТРУКТИВНОЕ РЕШЕНИЕ СОВРЕМЕННОЙ
ДУГОВОЙ ПЕЧИ
К настоящему времени накопилось достаточное количест-
во научно-технической литературы, посвященной конструктив-
ному решению мощной дуговой сталеплавильной печи [121, 185 -
189]. Поэтому в настоящем разделе авторы считают необходи-
мым остановиться лишь на наиболее существенных отличитель-
ных особенностях современной ДСП, которые оказывают непо-
средственное влияние на технико-экономические
показатели
плавки и способствуют максимально эффективному совмещению
технологических процессов в рамках мини-завода.
Корпус печи. Форма и конструкция корпуса дуговой элек-
тропечи полностью определяется конфигурацией рабочего про-
странства, параметры которого обусловливают распределение те-
пловой энергии и определяют технологический потенциал печи.
Кроме того, конструкция корпуса современной электропе-
чи должна обеспечивать следующие условия технологии
производства стали на мини-заводе: выпуск плавки в ковш с
надежной отсечкой печного
шлака при остатке оптимального
количества жидкого металла в печи; широкое применение
водоохлаждаемых элементов; рациональное размещение
технологического оборудования; минимальную
продолжительность простоя печи при замене кожуха (обычно эта
операция занимает от четырех часов до суток); разделение
корпуса печи для уменьшения грузоподъемности мостового
крана; минимальный расход огнеупорных мат
ериалов и
качественный холодный ремонт футеровки.
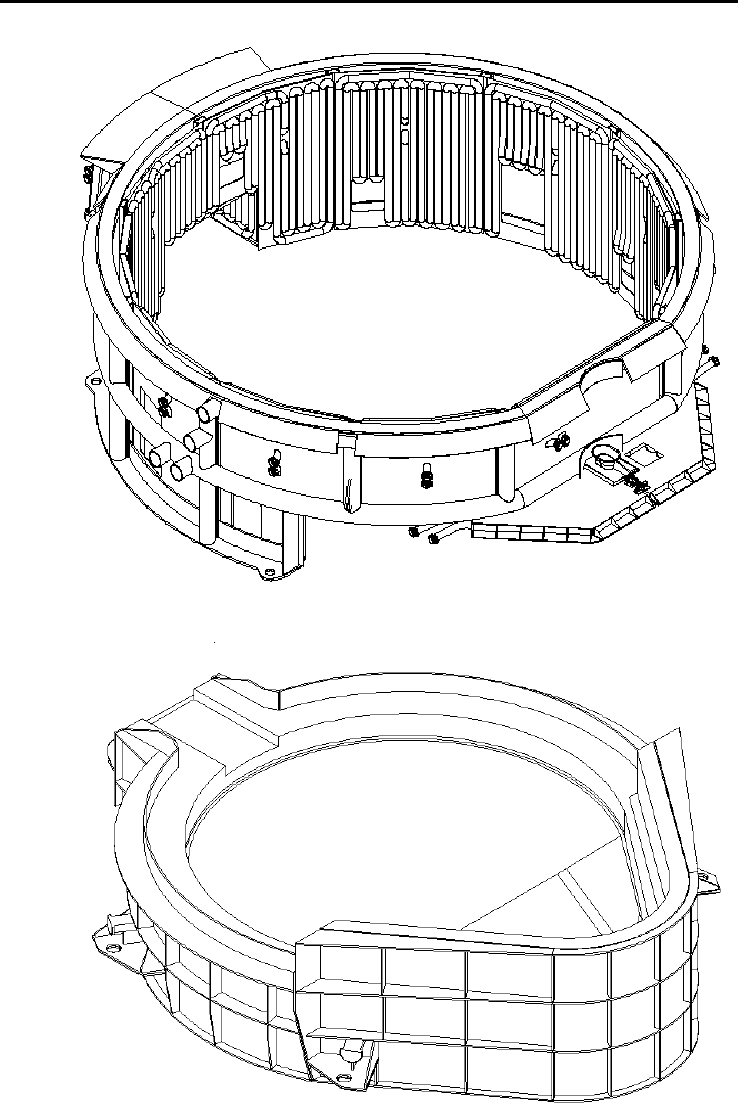
Корпус дуговой сталеплавильной печи (рис. 2.3) оснащен
рабочим окном, для осмотра рабочего пространства печи, удале-
ния шлака и выполнения различных технологических операций
Г
лава 2. Д
у
говая электропечь – агрегат для выплавки… 143
Рис. 2.3. Корпус дуговой электропечи

144 Металлургические мини-заводы
частями рабочего окна являются арка и заслонка с механизмом
подъема, которые представляют собой сварные трубчатые водо-
охлаждаемые конструкции. Под эркером печи закрепляется за-
твор (откидного или скользящего типа), который закрывает ста-
левыпускное отверстие. Затвор оснащен приводом, как правило,
гидравлическим.
Корпус, как правило, состоит из двух разъемных по грани-
це огнеупорной футеровки
и водоохлаждаемых панелей частей -
днища и кожуха печи. Днище кожуха печи повторяет конфигура-
цию ванны печи и изготовлено штамповкой из котельной листо-
вой стали.
По периметру кожуха выполняют несколько технологиче-
ских окон для установки стационарных стеновых топливо-
кислородных горелок, инжекторов для подачи порошкообразных
материалов, а также отверстие в крышке эркера -
для обслужива-
ния сталевыпускного отверстия. В подине имеются, обычно, три -
четыре отверстия с креплениями для размещения продувочных
пробок.
Огнеупорная футеровка ванны печи, состоящая из подины
и боковых стен работает в условиях резких колебаний темпера-
туры, больших тепловых нагрузок, механического и химического
воздействия шихтовых материалов. С помощью огнеупорных ма-
териалов формируют подину
, нижнюю часть стен печи и эркер.
Футеровку подины выполняют из магнезитовых огнеупорных ма-
териалов. Подина и вертикальные стены ванны, находящиеся под
уровнем расплавленного металла могут быть зафутерованы
обожженным магнезитовым кирпичом в комбинации с огнеупор-
ной массой. Откосы формируют с применением различных видов
набивной огнеупорной массы, в состав которой входит химиче-
ское связующее. Перед набивкой огнеупорную массу увлажняют
путем добавления 3-5% воды. Для повышения стойкости элемен-

Г
лава 2. Д
у
говая электропечь – агрегат для выплавки… 145
тов огнеупорной части ванны печи в зоне шлакового пояса обыч-
но применяют магнезитовый кирпич на синтетической смоляной
связке.
Для термически нагруженной части огнеупорной футеров-
ки стен над шлаковым поясом (до водоохлаждаемых панелей)
обычно предусматривают применение высокоогнеупорного пе-
риклазоуглеродистого кирпича на синтетической смоляной связ-
ке с содержанием остаточного углерода не менее 7%. Простран
-
ство между кирпичными стенами и водоохлаждаемыми панелями
стен заполняют набивной массой.
Круглое выпускное отверстие размещается в эркерной час-
ти и сформировано из огнеупорных катушек внутренним диамет-
ром 100 - 180 мм в зависимости от массы плавки.
Продувочные пробки (как правило, пористые огнеупорные
изделия конической формы) в количестве 3 - 4 штук вмонтирова-
ны в подину по
окружности, которая концентрична окружности
распада электродов, но несколько превышает ее диаметр. Проду-
вочные пробки размещают вне зоны действия электрической дуги
[190, 191].
Кожух печи формирует свободное пространство и пред-
ставляет собой водоохлаждаемый трубчатый каркас-коллектор,
сваренный из двух или трех горизонтальных поясов и вертикаль-
ных стоек. С внутренней поверхности в окнах кожуха
размеща-
ются стеновые водоохлаждаемые панели. Обычно в количестве 8
- 14 штук. Простые по конструкции и легкоразъемные соедине-
ния обеспечивают при необходимости их быструю замену. Труб-
чатый каркас обеспечивает высокую жесткость конструкции, а
также служит коллектором охлаждающей воды в системе. Благо-
даря тому, что каркас печи охлаждается, уменьшаются размеры
его деталей и снижается
их масса. Более того, каркас обладает

146 Металлургические мини-заводы
повышенной стойкостью к тепловому воздействию, что сущест-
венно увеличивает срок его службы.
Водоохлаждаемые стеновые панели. В настоящее время в
практике электропечестроения нет альтернативы применению
гарнисажной футеровки стен и свода ДСП. При теплопроводно-
сти около 0,12 - 0,13 Вт/(м×К) слой гарнисажа представляет со-
бой достаточно надежную тепловую изоляцию рабочего про-
странства печи, а
также служит для механической и электриче-
ской защиты охлаждаемых панелей. Водоохлаждаемые панели
при работе печи конденсируют на своей поверхности жидкие
частицы плавильной пыли, шлака и покрываются слоем гарниса-
жа. Толщина слоя гарнисажа, находясь в состоянии термического
равновесия, изменяется в ходе плавки в зависимости от условий
теплообмена: уменьшается за счет оплавления
внешнего слоя в
случае повышения тепловой нагрузки стен или температуры ох-
лаждающей воды и нарастает до определенного предела в обрат-
ной ситуации. Благодаря тому, что величина температуры по-
верхности гарнисажа постоянна и соответствует температуре его
плавления, происходит саморегуляция толщины (теплового со-
противления) слоя.
Анализ данных о тепловых потерях с охлаждающей водой
показывает, что эта величина колеблется в довольно широких
пределах. Например, согласно энергетическому балансу [180],
около 16% подводимой энергии теряется с охлаждающей водой, с
другой стороны, согласно данным [186], расход электроэнергии
при применении водоохлаждаемых стеновых элементов увеличи-
вается в среднем на 3%, или на 15 кВт×ч/т. Существует мнение,
что применение стеновых водоохлаждаемых панелей почти
не
увеличивает расход электроэнергии, хотя в отдельных случаях
отмечается некоторое ее увеличение (до 10 кВт×ч/т, или на 2%)
[185].

Г
лава 2. Д
у
говая электропечь – агрегат для выплавки… 147
Очевидно, что такое отличие в оценках потерь обусловле-
но особенностями технологии плавки, ее продолжительностью,
мощностью печного трансформатора, вместимостью печи и чис-
тотой эксперимента.
В связи с вышеизложенным можно отметить, что для со-
временных высокопроизводительных ДСП, работающих в соста-
ве мини-заводов, удельные потери с охлаждающей водой состав-
ляют от 70 до 80 кВт
×ч при общем расходе тепла 600-680 кВт×ч/
т выпущенной стали и удельной интенсивности подачи охлаж-
дающей воды около 8-10 м
3
/т×ч [192].
Естественно, что применение водоохлаждаемых конструк-
ций приводит к росту энергетических затрат, величина которых
зависит от вместимости печи, удельной мощности печного транс-
форматора, технологии и организации производства. Если учесть
достаточно высокую стойкость водоохлаждаемых панелей (около
10 тыс. часов), экономию огнеупоров (с 26 до 1,5 кг/т), а также
обеспечение высокой степени готовности
агрегата к работе,
экономическая эффективность эксплуатации водоохлаждаемых
элементов не вызывает сомнений.
Известно, что максимальную механическую нагрузку па-
нели испытывают в процессе завалки шихты. При малой толщине
стенки охлаждающих труб соударения с тяжелыми кусками лома
во время завалки могут привести к их деформации или даже раз-
рушению. Поэтому рекомендуемая толщина стенки
трубы обыч-
но находится в диапазоне 8-16 мм, что обеспечивает достаточную
стойкость к механическим нагрузкам и, с другой стороны, обес-
печивает достаточно низкое термическое сопротивление [193].
Установлено, что срок службы охлаждаемых панелей оп-
ределяется, в первую очередь, величиной термических напряже-
ний. Во-первых, охлаждающие трубы подвержены односторон-
нему воздействию высокой температуры с внутренней
стороны

148 Металлургические мини-заводы
печи, что приводит к их деформации, во-вторых - циклические
термические и механические напряжения в ходе плавки также
сказываются на их стойкости, особенно в районе сварных швов.
Имеется прямая связь между сроком службы охлаждающих труб
и теплопередачей: чем лучше перенос тепла к охлаждающей сре-
де, тем меньше тепловая нагрузка на трубчатую конструкцию
[194].
В настоящее время в основном уже решены вопросы обес-
печения стойкости и надежности водоохлаждаемых элементов,
что позволяет увеличить площадь охлаждаемой поверхности стен
до 80 - 95%, а свода – до 100% [195]. Однако в подходе к проек-
тированию и изготовлению охлаждаемых элементов имеются не-
которые различия.
При конструировании водоохлаждаемых панелей стремят-
ся к получению максимальной толщины
теплоизолирующей по-
верхности для уменьшения тепловой нагрузки трубы и обеспече-
нию наиболее благоприятных условий передачи тепла к охлаж-
дающей среде. Оптимальный материал для охлаждающих труб
выбирают с учетом экономических соображений. В большинстве
случаев это трубы из котельной стали (например, из стали 20к),
которые технологичны, имеют достаточно высокий коэффициент
теплопроводности - около 50
Вт/(м×К) и приемлемую цену. В
случае высокой величины плотности теплового потока (более
2000 кВт/м
2
) применяют медные трубы, коэффициент теплопро-
водности которых заметно выше и составляет 383 Вт/(м×К).
Медные водоохлаждаемые элементы позволяют допускать мак-
симальную плотность теплового потока до 5500 кВт/м
2
.
В зависимости от количества тепла, которое нужно уда-
лить с облучаемой поверхности, минимальный расход охлаж-
дающей воды определяется допустимым повышением ее темпе-
ратуры (при перепаде 20°С и расходе охлаждающей воды 1 м
3
/ч
Г
лава 2. Д
у
говая электропечь – агрегат для выплавки… 149
удаляется около 83,6 МДж/ч). Обязательным условием для этого
является достаточная степень турбулентности потока внутри ох-
лаждающей трубы. Минимальная скорость потока воды должна
превышать 1,2 м/с и обычно составляет от 1,5 до 2,0 м/с при
внутреннем диаметре трубы от 60 до 80 мм, а ее температура на
выходе зависит от качества охлаждающей жидкости и обычно
не
превышает 40-60°С. В настоящее время большинство компаний
эксплуатируют водоохлаждаемые элементы, прототипом которых
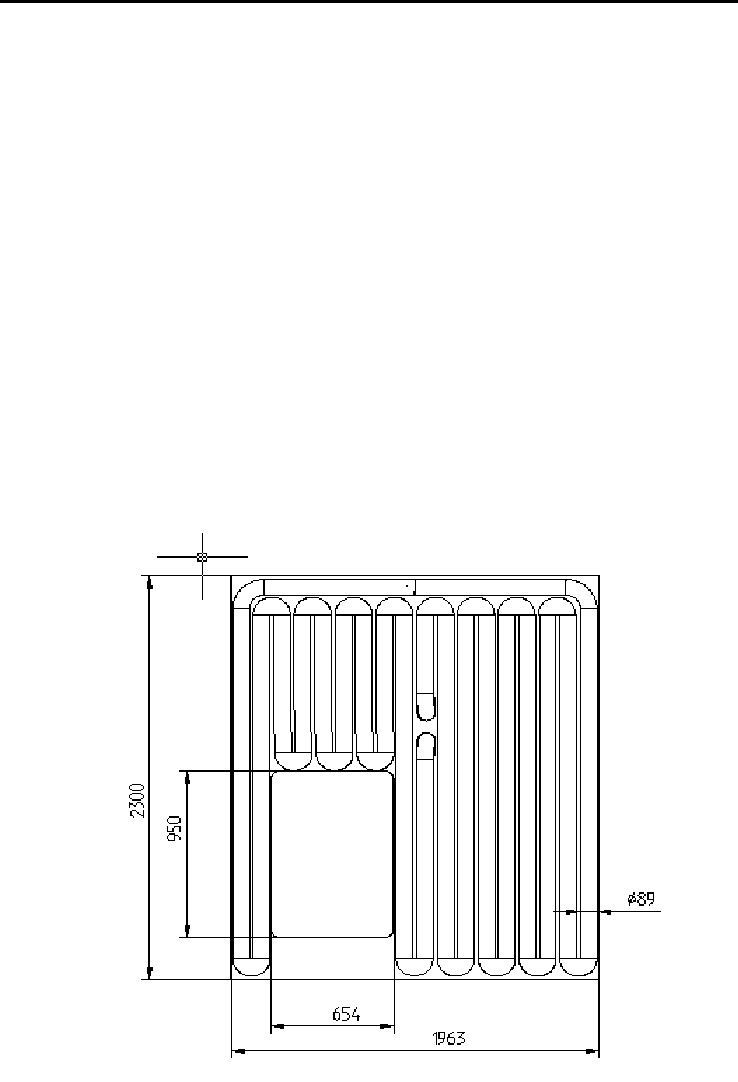
являются панели TW-2000 (разработка «Mannesman Demag»).
Конструкция панелей основана на применении трубчатых эле-
ментов равной длины, которые прилегают друг к другу. Для
обеспечения поворота охлаждающей среды отрезки трубы после-
довательно соединены переходниками, которые приваривают с
внешней стороны панели (рис.2.4).
Рис.2.4. Водоохлаждаемый элемент типа TW-2000
150 Металлургические мини-заводы
Для удержания набивки и гарнисажа поверхность панели
может быть ошипована. Из элементов аналогичной конструкции
изготавливают водоохлаждаемые стены и свод. Тыльная часть
панели закреплена на стальном листе, фронтальная - представля-
ет собой сплошную водоохлаждаемую поверхность.
Принято считать, что слабое место такой конструкции –
наличие открытого сварного шва в области высокой термической
нагрузки.
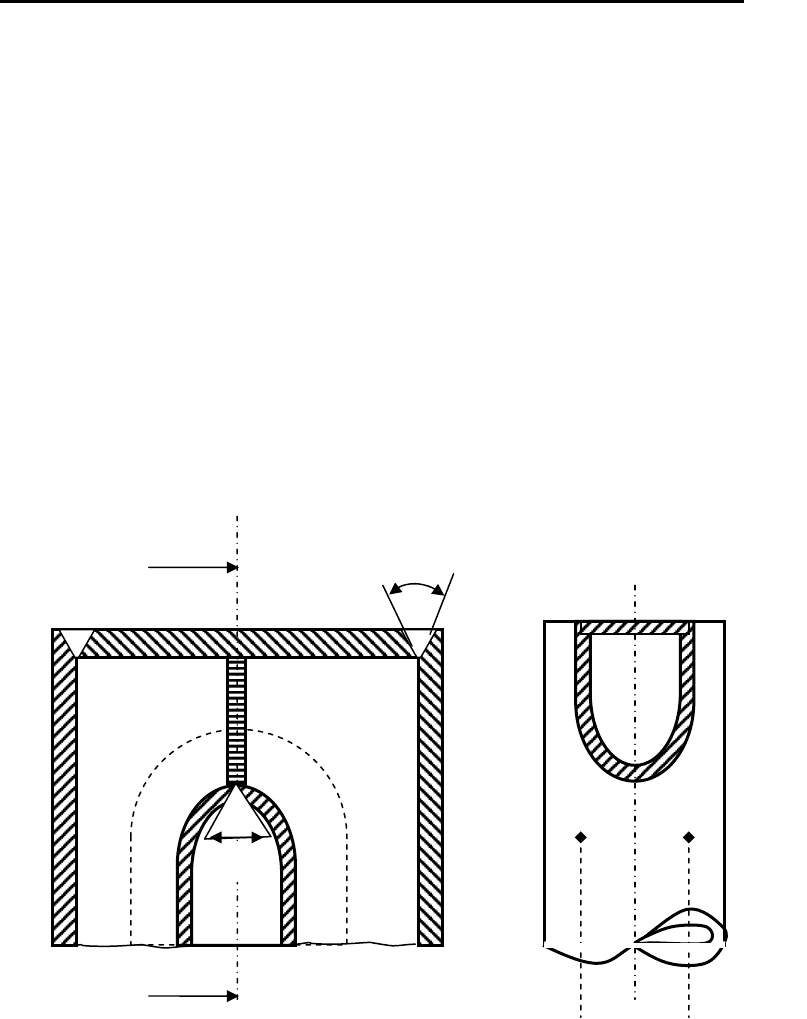
Конструкция компании
«KSK» устраняет этот недостаток
и отличается способом крепления труб, который позволяет со-
кратить до минимума количество открытых сварных швов
(рис.2.5). Однако такое решение, очевидно, увеличивает гидрав-
лическое сопротивление панелей [193].
А
А-А
60°
60°
А
Рис.2.5. Способ соединения труб водоохлаждаемой панели