Севостьянов А.Г. и др. Механическая технология текстильных материалов
Подождите немного. Документ загружается.

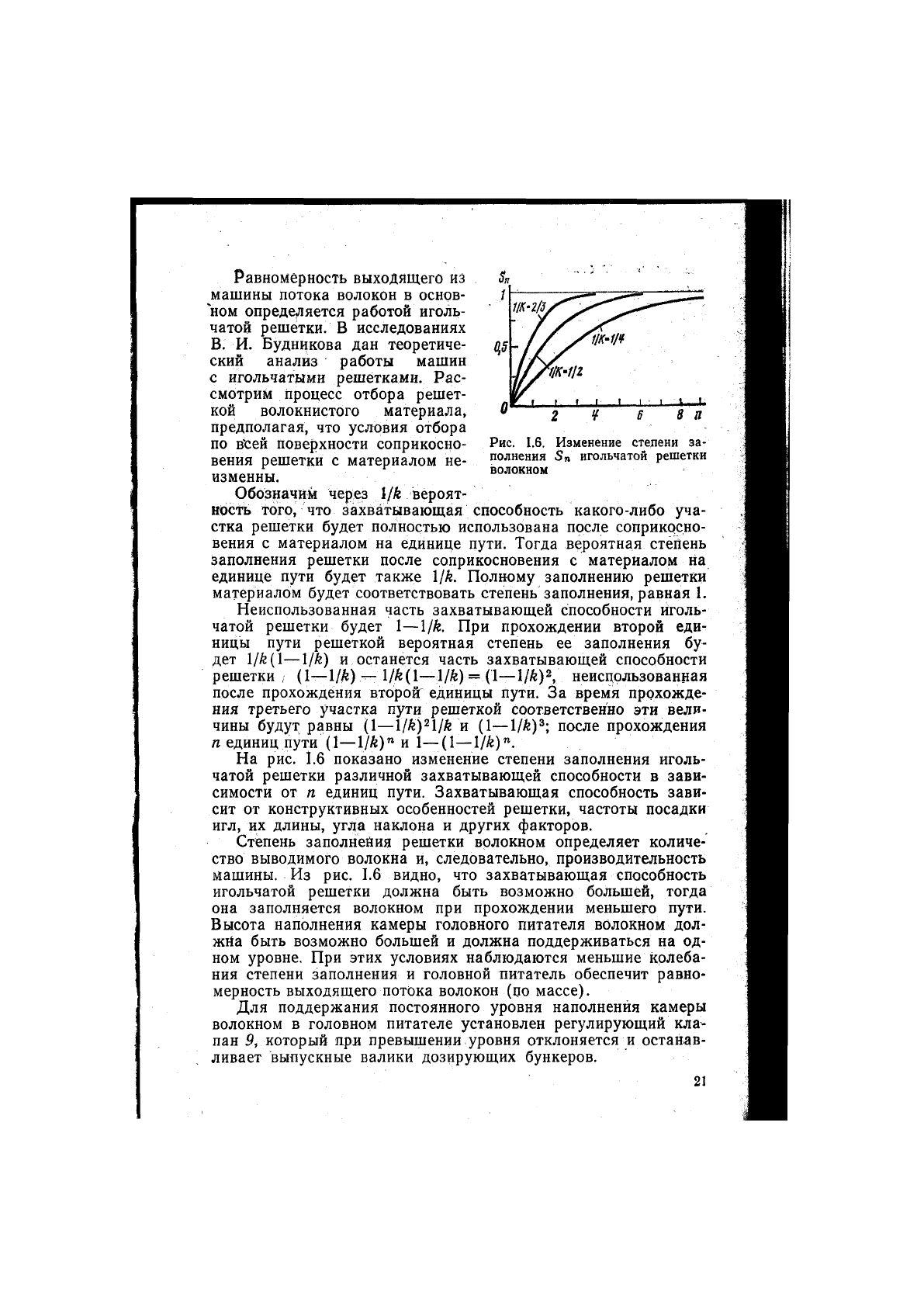
Рис. 1.6. Изменение степени за-
полнения Sn игольчатой решетки
волокном
Равномерность выхоДйЩегб из
машины потока волокон в основ-
ном определяется работой иголь-
чатой решетки. В исследованиях
В. И. Будникова дан теоретиче-
ский анализ работы машин
с игольчатыми решетками. Рас-
смотрим процесс отбора решет-
кой волокнистого материала,
предполагая, что условия отбора
по вх:ей поверхности соприкосно-
вения решетки с материалом не-
изменны.
Обозначим через I/A вероят-
ность того, что захватывающая способность какого-либо уча-
стка решетки будет полностью использована после соприкосно-
вения с материалом на единице пути. Тогда вероятная степень
заполнения решетки после соприкосновения с материалом на
единице пути будет также 1/k. Полному заполнению решетки
материалом будет соответствовать степень заполнения, равная 1.
Неиспользованная часть захватывающей способности иголь-
чатой решетки будет 1—1/k. При прохождении второй еди-
ницы пути решеткой вероятная степень ее заполнения бу-
дет 1/k(I—1/k) и останется часть захватывающей способности
решетки, (l—l/k) — l/k(l—l/k) = (l—l/fe)^, неисдользованная
после прохождения второй единицы пути. За время прохожде-
ния третьего участка пути решеткой соответственно эти вели-
чины будут равны (1—1/^)2и (1—1//г)3; после прохождения
л единиц пути (1—1/А)" и 1—(1—1/k)".
На рис. 1.6 показано изменение степени заполнения иголь-
чатой решетки различной захватывающей способности в зави-
симости от п единиц пути. Захватывающая способность зави-
сит от конструктивных особенностей решетки, частоты посадки
игл, их длины, угла наклона и других факторов.
Степень заполнейия решетки волокном определяет количе-
ство выводимого волокна и, следовательно, производительность
машины. Из рис. 1.6 видно, что захватывающая способность
игольчатой решетки должна быть возможно большей, тогда
она заполняется волокном при прохождении меньшего пути.
Высота наполнения камеры головного питателя вОлокном дол-
жйа быть возможно большей и должна поддерживаться на од-
ном уровне. При этих условиях наблюдаются меньшие колеба-
ния степени заполнения и головной питатель обеспечит равно-
мерность выходящего потока волокон (цо массе).
Для поддержания постоянного уровня наполнения камеры
волокном в головном питателе установлен регулирующий кла-
пан 9, который при превышении уровня отклоняется и останав-
ливает выпускные валики дозирующих бункеров.
НАКЛОННЫЕ ОЧИСТИТЕЛИ
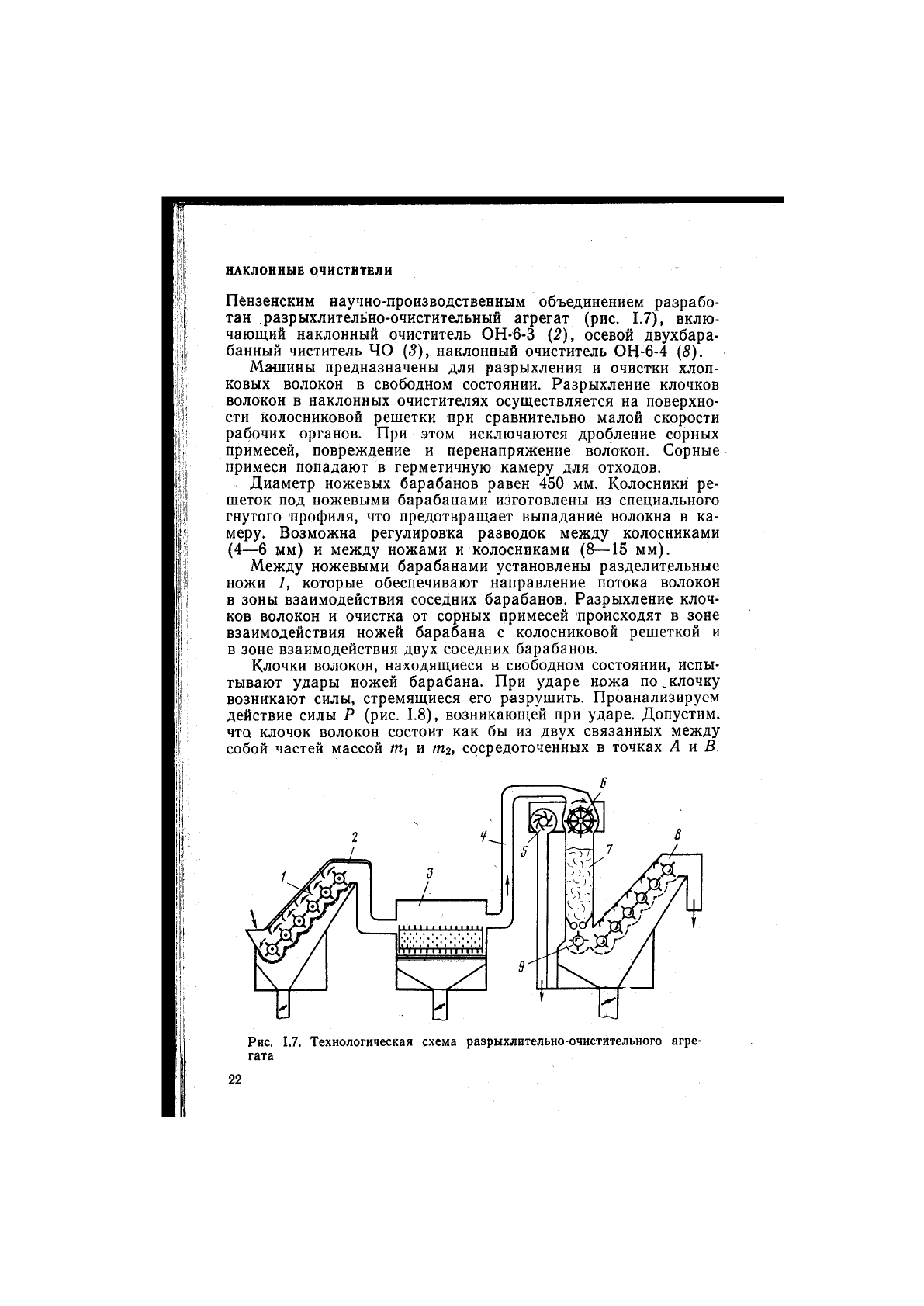
Пензенским научно-производственным объединением разрабо-
тан разрыхлительно-очистительный агрегат (рис. 1.7), вклю-
чающий наклонный очиститель ОН-6-3 {2), осевой двухбара-
банный чиститель 40 (5), наклонный очиститель ОН-6-4 (8).
Машины предназначены для разрыхления и очистки хлоп-
ковых волокон в свободном состоянии. Разрыхление клочков
волокон в наклонных очистителях осуществляется на поверхно-
сти Колосниковой решетки при сравнительно малой скорости
рабочих органов. При этом исключаются дробление сорных
примесей, повреждение и перенапряжение волокон. Сорные
примеси попадают в герметичную камеру для отходов.
Диаметр ножевых барабанов равен 450 мм. Колосники ре-
шеток под ножевыми барабанами изготовлены из специального
гнутого профиля, что предотвращает выпадание волокна в ка-
меру. Возможна регулировка разводок между колосниками
(4—6 мм) и между ножами и колосниками (8—15 мм).
Между ножевыми барабанами установлены разделительные
ножи 1, которые обеспечивают направление потока волокон
в зоны взаимодействия соседних барабанов. Разрыхление клоч-
ков волокон и очистка от сорных примесей происходят в зоне
взаимодействия ножей барабана с колосниковой решеткой и
в зоне взаимодействия двух соседних барабанов.
Клочки волокон, находящиеся в свободном состоянии, испы-
тывают удары ножей барабана. При ударе ножа по,клочку
возникают силы, стремящиеся его разрушить. Проанализируем
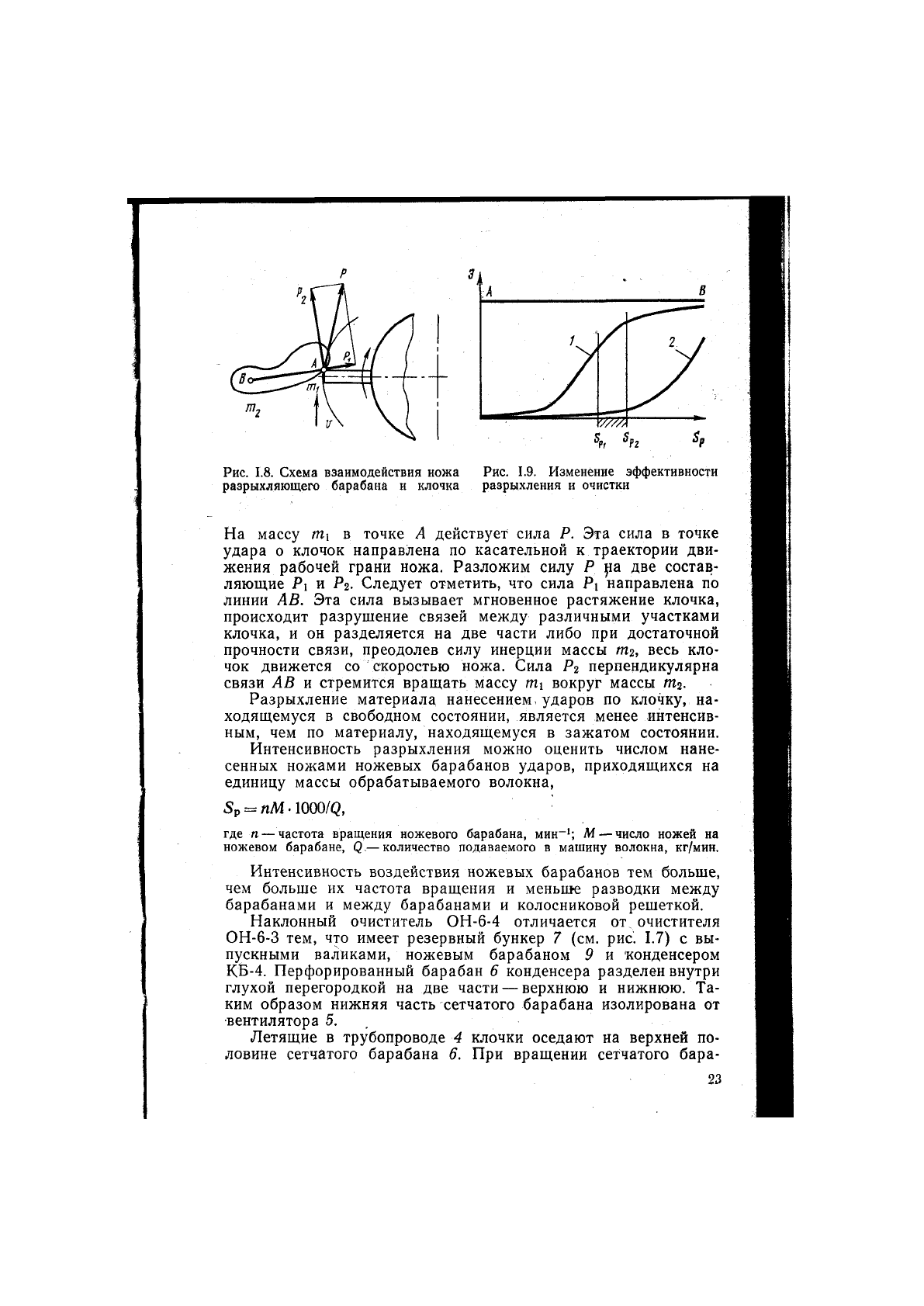
действие силы Р (рис. 1.8), возникающей при ударе. Допустим,
что клочок волокон состоит как бы из двух связанных между
собой частей массой mj и тг, сосредоточенных в точках А и В.
Рис. 1.7. Технологическая схема разрыхлительно-очистйтельного агре-
гата
А
•
В
Рис. Г.8. Схема взаимодействия ножа Рис. 1.9. Изменение эффективности
разрыхляющего барабана и клочка разрыхления и очистки
На массу т\ в точке А действует сила Р. Эта сила в точке
удара о клочок направлена по касательной к траектории дви-
жения рабочей грани ножа. Разложим силу Р fa две состав-
ляющие Р\ и Рг. Следует отметить, что сила Pj направлена по
линии АВ. Эта сила вызывает мгновенное растяжение клочка,
происходит разрушение связей между различными участками
клочка, и он разделяется на две части либо при достаточной
прочности связи, преодолев силу инерции массы Шг, весь кло-
чок движется со скоростью ножа. Сила Р^ перпендикулярна
связи АВ и стремится вращать массу т\ вокруг массы /Пг.
Разрыхление материала нанесением, ударов по клочку, на-
ходящемуся в свободном состоянии, является менее интенсив-
ным, чем по материалу, находящемуся в зажатом состоянии.
Интенсивность разрыхления можно оценить числом нане-
сенных ножами ножевых барабанов ударов, приходящихся на
единицу массы обрабатываемого волокна,
5p = nM-1000/Q,
где « — частота вращения ножевого барабана, мин"'; —число ножей на
ножевом барабане, Q,—количество подаваемого в машину волокна, кг/мин.
Интенсивность воздействия ножевых барабанов тем больше,
чем больше их частота вращения и меньше разводки между
барабанами и между барабанами и колосниковой решеткой.
Наклонный очиститель ОН-6-4 отличается от очистителя
ОН-6-3 тем, что имеет резервный бункер 7 (см. рис. 1.7) с вы-
пускными валиками, ножевым барабаном 9 и конденсером
КБ-4. Перфорированный барабан 6 конденсера разделен внутри
глухой перегородкой на две части — верхнюю и нижнюю. Та-
ким образом нижняя часть сетчатого барабана изолирована от
•вентилятора 5. .
Летящие в трубопроводе 4 клочки оседают на верхней по-
ловине сетчатого барабана 6. При вращении сетчатого бара-
бана волокна под действием собственного веса и центробежных
сил отделяются от поверхности барабану и падают в бункер 7,
не з^жгучиваясь.
Осевой чиститель 40 снабжен двумя колковыми- бараба-
нами, установленными горизонтально над колосниковыми ре-
шётками. Волокна вдоль машины движутся в воздушном по-
токе, создаваемом вентилятором 5. Перемещаясь, клочки вра-
щаются, поэтому их траектория движения представляет винто-
вую линию.
Разрыхление волокон и очистка от сорных примесей проис-
ходят в зоне взаимодействия колковых барабанов, частота вра-
щения которых 400 мин-', а также между колками и колосни-
ковой решеткой. Траектория движения клочка по винтовой ли-
нии обеспечивает большое число контактов с рабочими орга-
нами машины и способствует эффективному разрыхлению и
очистке волокон.
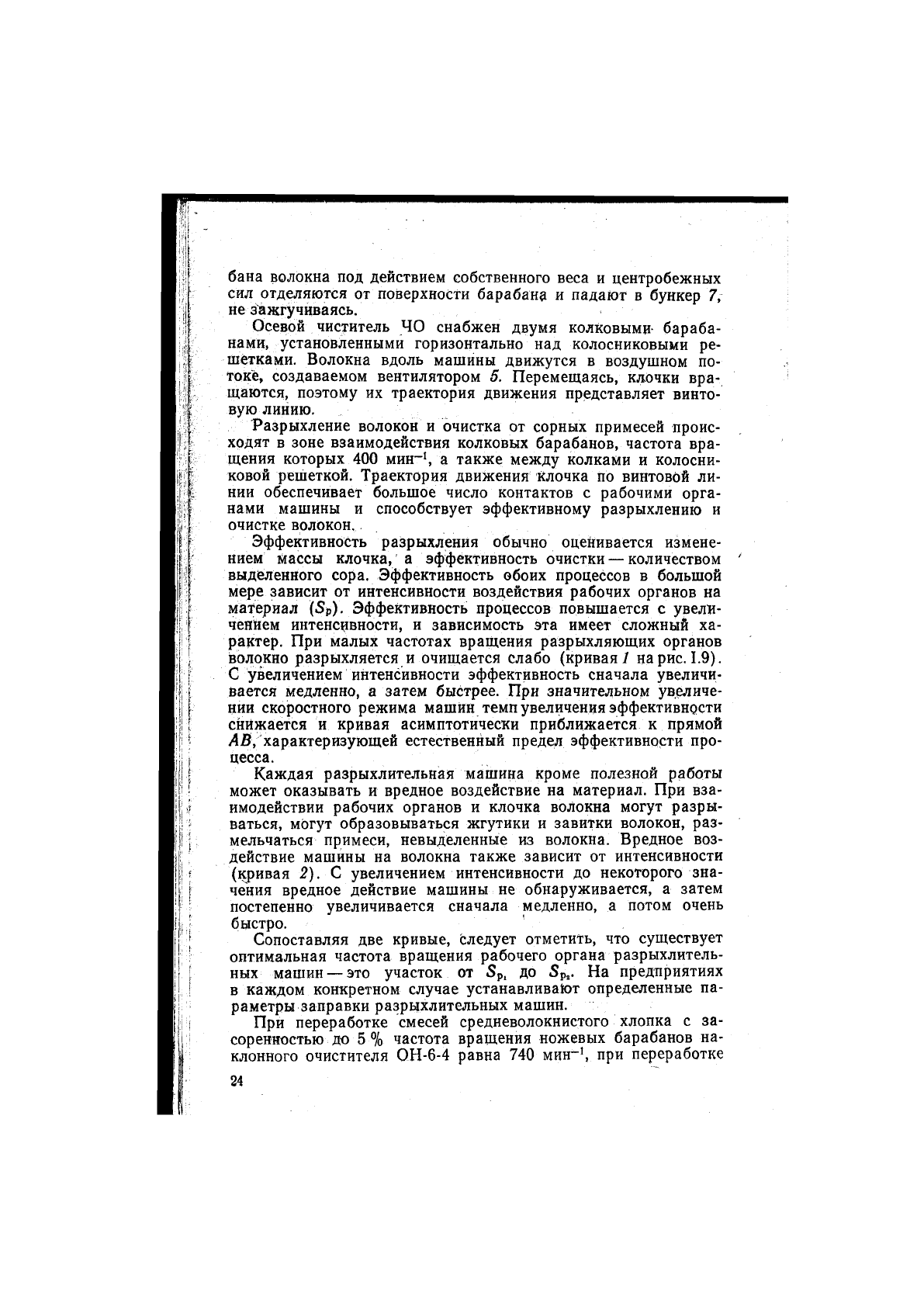
Эффективность разрыхления обычно оценивается измене-
нием массы клочка, а эффективность очистки — количеством
выделенного сора. Эффективность обоих процессов в большой
мере зависит от интенсивности воздействия рабочих органов на
материал (Sp). Эффективность процессов повышается с увели-
чением интенсивности, и зависимость эта имеет сложный ха-
рактер. При малых частотах вращения разрыхляющих органов
волокно разрыхляется и очищается слабо (кривая 7 на рис. 1.9).
С увеличением интенсивности эффективность сначала увеличи-
вается медленно, а затем быстрее. При значительном увеличе-
нии скоростного режима машин темп увеличения эффективности
снижается и кривая асимптотически при(5лижается к прямой
ЛВ, характеризующей естественный предел эффективности про-
цесса.
Каждая разрыхлительная машина кроме полезной работы
может оказывать и вредное воздействие на материал. При вза-
имодействии рабочих органов и клочка волокна могут разры-
ваться, могут образовываться жгутики и завитки волокон, раз-
мельчаться примеси, невыделенные из волокна. Вредное воз-
действие машины на волокна также зависит от интенсивности
(кривая 2). С увеличением интенсивности до некоторого зна-
чения вредное действие машины не обнаруживается, а затем
постепенно увеличивается сначала медленно, а потом очень
быстро.
Сопоставляя две кривые, следует отметить, что существует
оптимальная частота вращения рабочего органа разрыхлитель-
ных машин — это участок от Sp, до Sp^. На предприятиях
в каждом конкретном случае устанавливают определенные па-
раметры заправки разрыхлительных машин.
При переработке смесей средневолокнистого хлопка с за-
соренностью д-о 5% частота вращения ножевых барабанов на-
клонного очистителя ОН-6-4 равна 740 мин-', при переработке
смесей с засоренностью выше 5 % частоту вращения увеличи'
вают до 930 мин"' и колосники под барабанами устанавливают
в положение «Открыто».
При переработке тонковолокнистого хлопка частота враще-
ния ножевых барабанов не более 500 мин-', а разводки между
ножами и колосниками увеличивают до 15 мм, что предохра-
няет клочки длинноволокнистого тонкого хлопка от зажгучи-
вания и повреждения волокон.
Отходы из-под машин удаляются с помощью пневматиче-
ской системы. По трубопроводам отходы подаются в механизи-
рованные лабазы. Запыленный воздух от сетчатых барабанов
конденсеров отсасывается и очищается двухступенчатыми
фильтрами ФТ-2. Применение пневмотранспорта позволило
снизить запыленность воздуха в цехе, ликвидировать ручной
труд по удалению отходов.
ТРЕПАЛЬНАЯ МАШИНА
От разрыхлительно-очистительного агрегата волокно по трубо-
проводу поступает к пневматическому распределителю РВП-2.
Пневматический распределитель с помощью конденсеров рас-
пределяет поток волокон по двум трепальным машинам.
В настоящее время применяются трепальные машины двух
типов — холстовые Т-16, МТ и бесхолстовые МТБ с резервным
питателем ПРЧ-1. Бесхолстовые трепальные .машины устанав-
ливают в поточных линиях, где разрыхлительно-очистительный
агрегат сагрегирован с чесальными машинами.
На трепальной машинеосуществляются дальнейшая очистка,
разрыхление волокнистого материала и формирование равно-
мерного потока волокон на выходе. На холстовых трепальных
машинах равномерный слой волокон на выходе навивается на
скалку, образуется рулон, так называемый холст.
Волокнистый материал очищается от сорных примесей в ре-
зультате ударного воздействия рабочего органа по волокну.
Особенность этого способа для трепальных машин состоит
в том, что удар рабочего органа происходит одновременно по
всей ширине волокнистого материала, зажатого в питающих
цилиндрах. При ударном воздействии одновременно происхо-
дит и разрыхление. Рассматриваемый способ очистки волокни-
стого материала называют трепанием, поэтому машины и на-
зывают трепальными.
На этих машинах в зависимости от засоренности смеси,
длины волокон и других факторов применяют трехбильные
планочные, игольчатые, комбинированные шести^ильные тре-
пала. Для тонковолокнистого хлопка можно использовать но-
жёвое трепало (т. е. ножевой барабан, диаметр которого равен
диаметру трепала).
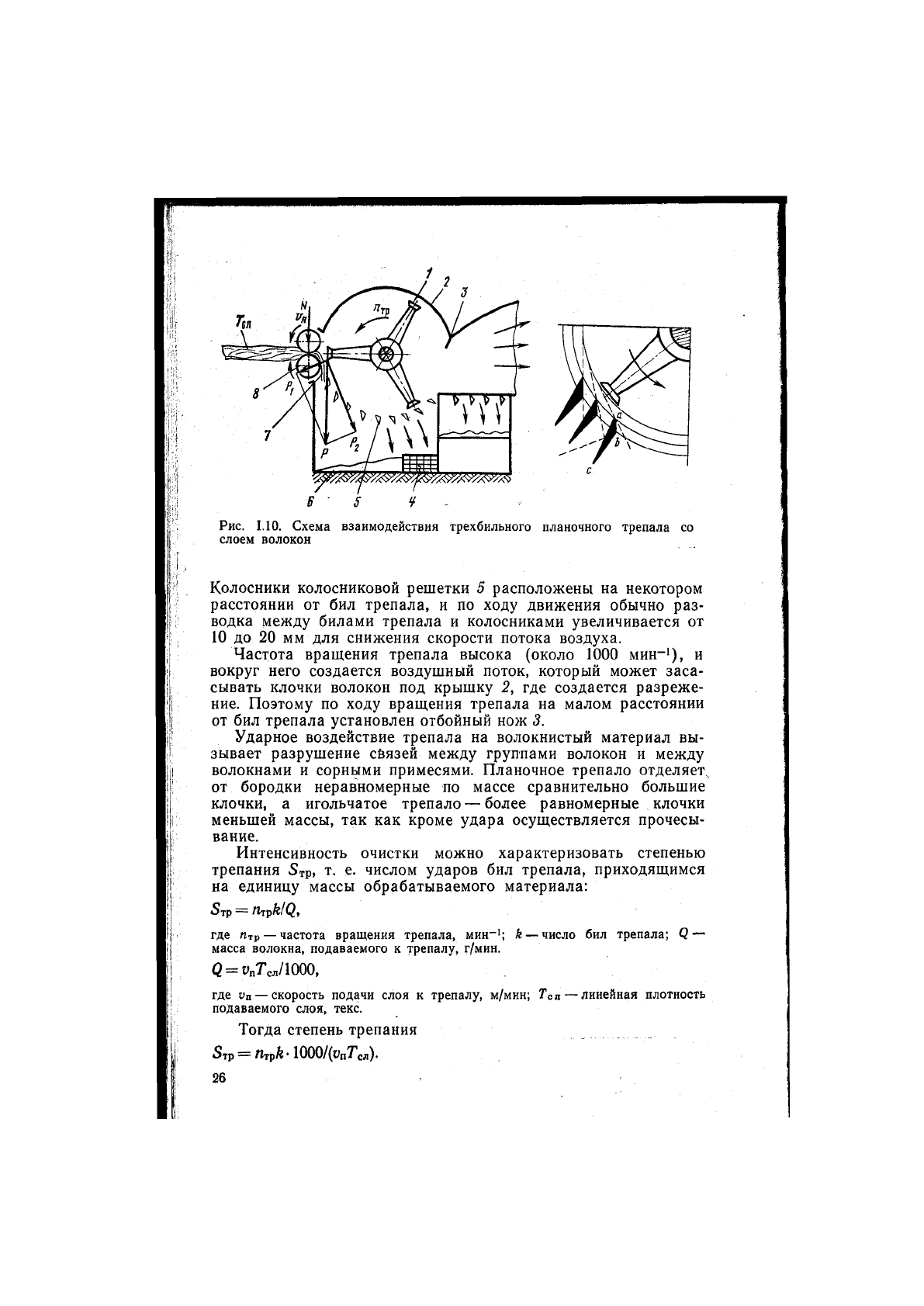
Трехбильное планочное трепало 1 (рис. 1.10) наносит удары
по бородке волокон 7, зажатой питающими цилиндрами 5.
!
Рис. 1.10. Схема взаимодействия трехбильного планочного трепала со
слоем волокон
Колосники колосниковой решетки 5 расположены на некотором
расстоянии от бил трепала, и по ходу движения обычно раз-
водка между билами трепала и колосниками увеличивается от
10 до 20 мм для снижения скорости потока воздуха.
Частота вращения трепала высока (около 1000 мин-'), и
вокруг него создается воздушный поток, который может заса-
сывать клочки волокон под крышку 2, где создается разреже-
ние. Поэтому по ходу вращения трепала на малом расстоянии
от бил трепала установлен отбойный нож 3.
Ударное воздействие трепала на волокнистый материал вы-
зывает разрушение сбязей между группами волокон и между
волокнами и сорными примесями. Планочное трепало отделяет,
от бородки неравномерные по массе сравнительно большие
клочки, а игольчатое трепало — более равномерные клочки
меньшей массы, так как кроме удара осуществляется прочесы-
вание.
Интенсивность очистки можно характеризовать степенью
трепания 5тр, т. е. числом ударов бил трепала, приходящимся
на единицу массы обрабатываемого материала:
S^p = tVtfklQ,
где Птр —частота вращения трепала, мин-'; ft —число бил трепала; Q —
масса волокна, подаваемого к трепалу, г/мнн.
с2=УпТсл/1000,
где Уп —скорость подачи слоя к трепалу, м/мин; Гол — линейная плотность
подаваемого слоя, текс.
Тогда степень трепания
5тр = Птр/г-1000/(у„Тсл).
26
Как видно из формулы, интенсивность трепания тем выше,
чем меньше скорость подачи волокнистого материала и чем
тоньше слой волокон, а следовательно, меньше производитель-
ность машины и больше частота вращения трепала.
Действие трепала на бородку можно характеризовать им-
пульсом силы, возникающей при ударе. Действие силы удара
Р (см. рис. 1.10) на любую частицу бородки за элементарный
промежуток времени dt есть элементарный импульс dj, который
направлен по линии действия силы Р:
dj^Pdt.
Импульс силы удара била трепала I за конечный промежу-
ток времени ti вычисляется как интегральная сумма соответст-
вующих элементарных импульсов:
/= \Pdt.
о
Для преодоления сопротивления связей между волокнами
в бородке необходим определенный импульс /. С повышением
скорости трепала уменьшается dt и увеличивается Р, которая
и преодолевает сопротивление связей в бородке.
Сила Р направлена по касательной к траектории движения
рабочей грани трепала. Разложим эту силу на две составляю-
щие Pi и Рг. Сила Pi направлена по линии, соединяющей точку
удара с центром нижнего питающего цилиндра 8. Под дейст-
вием этой силы бородка испытывает мгновенное сжатие и уп-
лотнение. Сила Рг направлена перпендикулярно Pi и разру-
шает связи между волокнами в бородке. Для преодоления этих
связей в зажатой бородке требуется значительная сила удара,
так как часть силы затрачивается на мгновенное сжатие бо-
родки. При зажатом состоянии бородки происходит разруше-
ние связей под действием силы Рг (по величине она больше
аналогичной силы при разрыхлении волокна в свободном со-
стоянии) .
Способ воздействия на зажатый материал обладает боль-
шей интенсивностью по сравнению со способом разрыхления
материала в свободном состоянии.
При ударе клочков о колосниковую решетку выделяются
сорные примеси. Клочки волокнистого материала центробеж-
ной силой отбрасываются на колосниковую решетку, ударя-
ются о нее, и значительная часть сорных примесей выпадает
через промежутки в камеру 6. Некоторые клочки несколько раз
подвергаются ударам бил трепала.
На трепальных машинах применяют в основном колосники
трехгранного сечения. Верхняя грань колосника аЬ поддержи-
вает клочки в зоне трепания и направляет их к заостренному
ребру следующего колосника. Передняя грань ас является от-
ражателем для ударяющихся о нее сорных примесей. Острый
угол саб, ^называемый рабочим, обращен навстречу движу-
щимся клочкам^олокон и обычно он равен 50°. Этот угол спо-
собствует отделению примесей от волокон при ударе клочка
о переднею грань ас.
...Эффективность очистки в процессе трепания повышается
с у^лй'чением частоты вращения трепала и разводки между
колосниками, уменьщением скорости воздуха, подсасываемого
через жалюзи 4 камеры 6, и разводки между трепалом и пи-
тающими цилиндрами и между трепалом и колосниковой ре-
шеткой. Поток воздуха, создаваемый вентилятором, проходит
через колосники, подхватывает клочки и подает их к следую-
щим рабочим органам машины.
Трепальная холстовая машина состоит из секции горизон-
тального разрыхлителя, секции предварительного трепания,
окончательной секции с резервным бункером и педальным ре-
гулятором и холстообразующего прибора.
От быстроходного конденсера 1 (рис. 1.11) волокно подается
в бункер 2. Под действием собственного веса хлопковые во-
лоша опускаются и зажимаются деревянными валиками 3, ко-
торые уплотняют волокно и формируют непрерывный слой. Пи-
тающие цилиндры 19 имеют большую скорость, чем валики,
в результате чего, слой натягивается, исключая образование
складок в слое.
Питающие цилиндры подводят слой волокон к ножевому
барабану 4, который разрыхляет и очищает их, нанося удары
по зажатой бородке и воздействуя на свободные клочки.
При обработке волокнистого материала на трепальной ма-
шине соблюдается один из важных принципов агрегирования
машин — постепенное увеличение интенсивности , воздействия
на волокно. Ножи ножевого барабана закреплены на дисках
по винтовой линии, и поэтому ножи наносят удар по бородке
не по. всей ее ширине одновременно, а только в отдельных точ-
ках, но за один оборот барабана удар будет нанесен по всей
ширине бородки.
• Сорные^ примеси выделяются в камеру для отходов 18,
а, клочки • волокон подсасываются к сетчатым барабанам 5,
внутри которых вентилятор 17 создает разрежение. Так как
сила тяги воздуха в сетчатых барабанах обратно пропорцио-
нальна сопротивлению, клочки присасываются к свободным
ИЛИ: покрытым тонким слоем волокна местам сетки. На поверх-
ности сетчатых барабанов формируется равномерный сЛой во-
лакон, а сложение двух слоев с нижнего и верхнего барабанов
усиливает выравнивание слоя по линейной плотности. Валики
снимают слой с сетчатых барабанов и направляют его к пи-
тающим. цилиндрам 6 трехбильного планочного трепала, где
происходит-дальнейшее разрыхление волокон и очистка их от
сорних примесей.
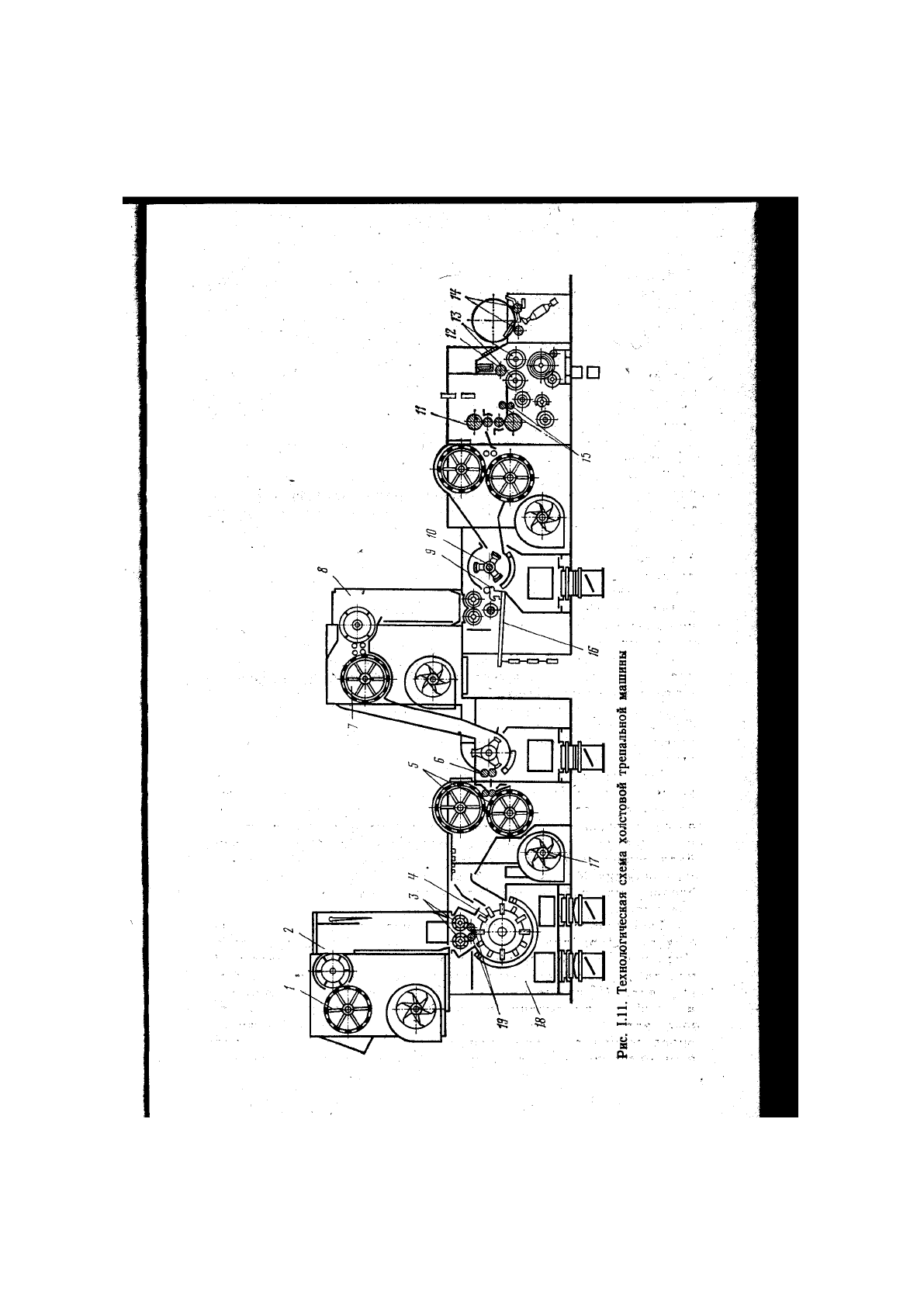
Волокнистый материал, разрыхленный трехбильным пла-
ночным трепалом, конденсером 7 подается в резервную камеру
8 следующей секции трепальной машины. Из резервной камеры
хлопковое волокно направляется к игольчатому трепалу 10
с помощью валиков камеры и цилиндра 9 педального регуля-
тора 16. Игольчатое трепало 10 обрабатывает волокнистый
материал с большей интенсивностью, чем планочное. Иглы
игольчатого трепала разделяют бородку на более мелкие рав-
номерные по массе клочки. Однако при переработке длинново-
локнистого хлопка за счет обвивания волокнами игл трепала
в момент удара увеличивается количество узелков, выявляемых
в прочесе на чесальных машинах.
Резервная камера 8 обеспечивает равномерное питание по-
следней секции трепальной машины, отчего в большой степени
зависит ровнота холстов. Для этого наполнение резервной ка-
меры поддерживается постоянным. Осуществляет это автома-
тический регулятор с балансирной вилкой, играющей роль дат-
чика уровня волокна в камере. При переполнении камеры ба-
лансирная вилка отклоняется, электрическая цепь размыкается
и все органы первых двух секций машины, кроме ножевого ба-
рабана, трепала и вентиляторов, останавливаются. Поступле-
ние волокон в резервную камеру прекращается. Для более точ-
ной регулировки уровня устанавливают две балансирные вилки
(одну ниже другой). Когда резервная камера переполнена и
уровень волокна достигает первой вилки, она отклоняется,
в результате чего частота вращения соответствующего электро-
двигателя автоматически уменьшается с 1430 до 960 мин-'.
Скорость перемещения волокнистого материала в первой и
второй секциях машины уменьшается и соответственно умень-
шается его поступление в резервную камеру.
Если все же уровень волокна в резервной камере достигнет
верхней балансирной вилки, она отклонится и рабочие органы,
от которых зависит поступление волокна в камеру, остано-
вятся. Уровень волокна в резервной камере начнет снижаться,
и все остановленные рабочие органы при обратном отклонении
балансирной вилки автоматически начнут работать (сначала
на пониженной скорости, а затем на рабочей). На машинах по-
следних моделей вместо балансирных вилок установлены фо-
тоэлементы.
Слой хлопкового волокна, сформированный на второй паре
сетчатых барабанов, поступает в холстообразующий прибор.
Слой пропускается между четырьмя плющильными валами 11,
уплотняется, получая определенную структуру. Два скатываю-
щих вала 13, вращающихся в одну сторону, наматывают слой
на трубку. Наматывание происходит под давлением укатываю-
щего валика 12, образуется холст. Все холсты вырабатываются
определенной расчетной длины, что обеспечивается специаль-
ным механизмом, по сигналу которого увеличивается скорость