Севостьянов А.Г. и др. Механическая технология текстильных материалов
Подождите немного. Документ загружается.

пиально мало отличаются друг от друга. Технологическая схема
машины приведена на рис. 1.93, б. Нить с питающих паковок 1,
огибая пруток 2, проходит через глазки 3 крючков контроля об-
рыва одиночной нити. В соединительном крючке 4 соединяются
все стращиваемые нити. Трощеная нить несколько раз огибает
питающий прибор 5, проходит через ролик, 6 к^И'роля обрыва
трощеной нити, подвижный нитепроводник 7 и бегунок 8 и на-
матывается в выходную паковку 9, насаженную на веретено.
На участке от ролика 6 до бегунка 8 осуществляется кручение
нити. На выходную паковку нить наматывается за счет отста-
вания бегунка от веретена. Возвратно-поступательное движение
кольца с бегунком вдоль оси веретена обеспечивает укладку
нити по высоте выходной паковки.
Крутильно-этажные машины предназначаются для оконча-
тельного кручения химических нитей и натурального шелка., Эти
ма,шины относятся к основному технологическому оборудованию
как в текстильных цехах заводов химического волокна, так и на
специализированных крутильных предприятиях. Все крутильно-
этажные машины двусторонние двухъярусные. Конструктивные
изменения машин различных марок касаются механизма рас-
кладки нити, узлов передачи движения и веретен.
Технологическая схема крутильно-этажной машины приве-
дена на рис. 1.93, е. Нить, сматываясь со входной паковки 1,
размещенной на шпинделе веретена 2, проходит глазок ро-
гульки 3 (при сматывании с двухфланцевой катушки), ните-
проводник-баллоноограничитель 4, фарфоровую направляющую
5, нитераскладчик 6 и поступает на выходную паковку 7. Вы-
ходные паковки получают принудительное вращение от фрик-
ционных цилиндров S.
Производительность одного выпуска этажных крутильных
машин, кг/ч,
Р = пв • бОГ/(п. в/(/<'• 1 ООО • 1000/(у),
где «в —частота вращения веретена, мин-'; Г —линейная плотность нитей,
текс; Кп.
в
— коэффициент полезного времени машины; К — крутка готовой
нити, кр./м; Kj коэффициент усадки от крутки.
Закрепление крутки нитей
Равновесность крученым нитям можно сообщить двумя спосо-
бами: •
трощение и кручение двух или более скрученных нитей (вто-
рая крутка противоположного направления);
закрепление крутки снятием в нитях напряжений, вызван-
ных кручением, воздействием паровой или воздушной среды
при повышенной температуре.
Крутку можно закреплять, подвергая крученые нити увлаж-
нению при темп^оятуре 20—35 °С и относительной влажности
воздуха 95—98 % в специальных камерах и вылеживанию от
6 до 24 ч. Недостатком этого способа является большая дли-
тельность и неравномерность увлажнения, а следовательно, за-
крепления крутки.
Другим способом закрепления крутки является запаривание
в паровоздушйой среде.
Крученый шелк на катушках с крутильных машин для даль-
нейшей переработки обычно перематывают в мотки и другие
паковки.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. в чем заключается сущность скручивания нитей и пряжи? Какова
его цель?
2. Как оценить эффективность и интенсивность кручения нитей и пряжи?
3. В каких случаях применяют крутильные машины легкого типа, в ка-
ких тяжелого?
4. Каковы направления развития машин крутильного производства?
5. В чем состоит отличие шелкокрутильного производства от аналогич-
ных производств других отраслей?
Глава 5. ПРОИЗВОДСТВО ТЕКСТУРИРОВАННЫХ
НИТЕЙ
В балансе текстильного сырья в последнее время произошли
значительные изменения. Благодаря высоким темпам произ-
водства химических волокон и нитей резко увеличилась их доля.
Это обеспечивается доступностью и дешевизной исходного сы-
рья, сравнительно низкими материальными и трудовыми затра-
тами на производство химических волокон и нитей, высокими
их физико-механическими свойствами. Производство химиче-
ских волокон и нитей не зависит от климатических условий.
Однако синтетические волокна и нити обладают рядом сдержи-
вающих их распространение недостатков: стеклообразная по-
верхность цилиндрической формы, сильный блеск, высокая элект-
ризуемость, низкая гигроскопичность и вследствие этого низ-
кие гигиенические свойства. Кроме того, ткани и трикотажные
изделия, выработанные из комплексных химических нитей, об-
ладают пониженной эластичностью и драпируемостью, что
также ограничивает область их применения.
Однако синтетическим комплексным нитям можно придать
ряд ценных эксплуатационных свойств. Для этого используют
их термопластичность, высокие упругие свойства и способность
к изменению структуры полимера при физико-химических воз-
действиях. Химические нити с видоизмененной устойчивой струк-
турой повышенного удельного объема или растяжимости назы-
вают текстурированными.
Сущность текстурирования заключается в том, что при фи-
зико-химических воздействиях на термопластичные нити проис-
ходит переориентация молекул волокнообразующего полимера,
в результате чего элементарные нити изгибаются, принимают
пространственную форму, а комплексная нить приобретает боль-
шую упругую растяжимость, пушистость и повышенную объем-
ность. Текстурирование осуществляется с целью повышения
удельного объема нитей или их растяжимости.
В настоящее время способы текстурирования подразделя-
ются на две группы: с тепловым воздействием и без него. К пер-
вой группе относится производство текстурированных нитей
кручением, прессованием, протягиванием по острой грани (мо-
жет осуществляться без теплового воздействия), трикотажным
и комбинированным способами. Ко второй группе относятся
аэродинамический способ производства текстурированных ни-
тей, формование различного профиля поперечного сечения нити,
бикомпонентное формование.
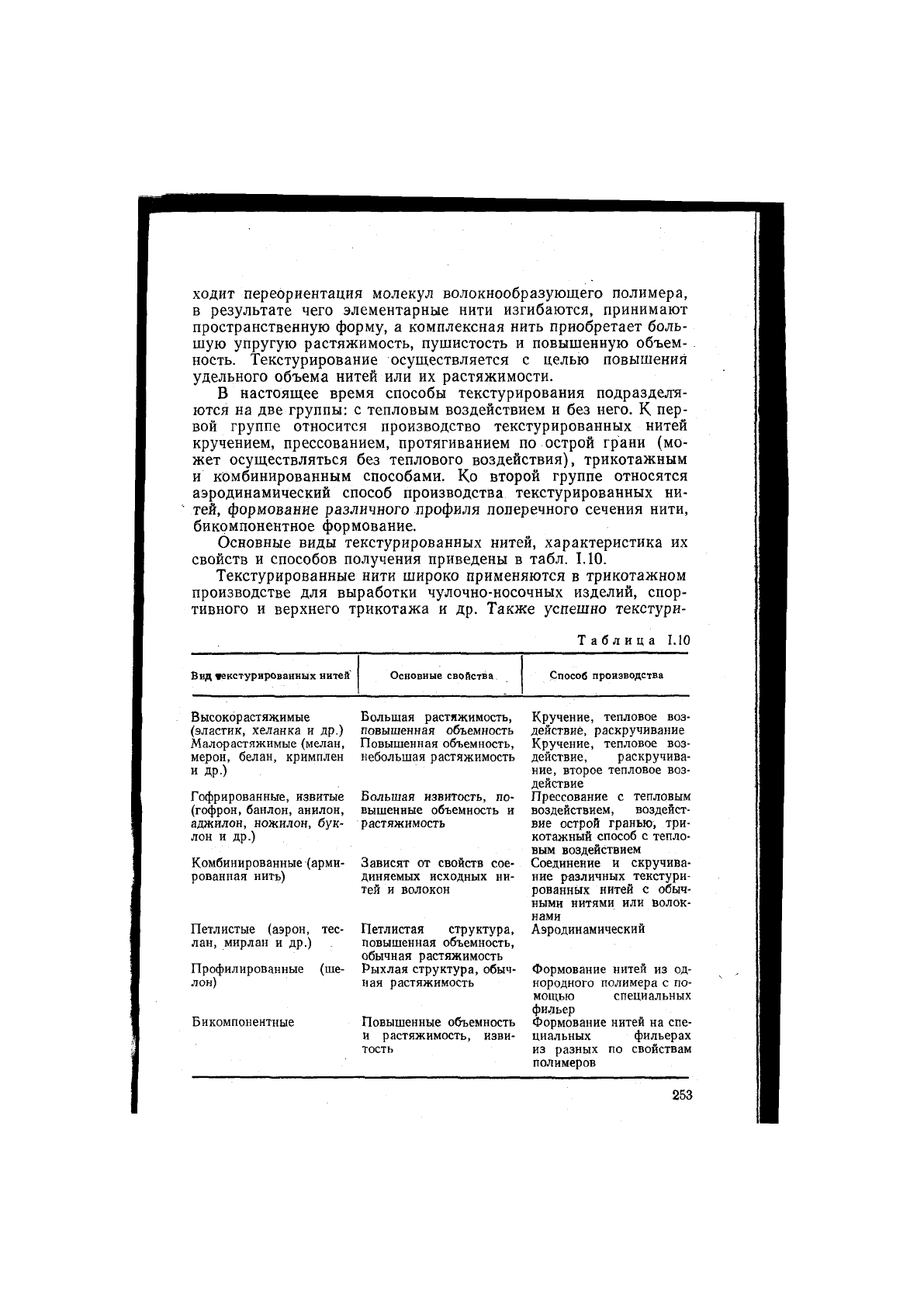
Основные виды текстурированных нитей, характеристика их
свойств и способов получения приведены в табл. 1.10.
Текстурированные нити широко применяются в трикотажном
производстве для выработки чулочно-носочных изделий, спор-
тивного и верхнего трикотажа и др. Также успешно текстури-
Таблица 1.10
Вид «екстурированных нитей'
Основные свойства
Способ производства
Высокор астязкимые
(эластик, хеланка и др.)
Малорастяжимые (мелан,
мерой, белан, кримплен
и др.)
Гофрированные, извитые
(гофрон, банлон, анилон,
аджилон, ножилон, бук-
лон и др.)
Комбинированные (арми-
рованная нить)
Петлистые (аэрон, тес-
лан, мирлан и др.)
Профилированные (ше-
лон)
Бнкомпонентные
Большая растяжимость,
повышенная объемность
Повышенная объемность,
небольшая растяжимость
Большая извитость, по-
вышенные объемность и
растяжимость
Зависят от свойств сое-
диняемых исходных ни-
тей и волокон
Петлистая структура,
повышенная объемность,
обычная растяжимость
Рыхлая структура, обыч-
ная растяжимость
Повышенные объемность
и растяжимость, изви-
тость
Кручение, тепловое воз-
действие, раскручивание
Кручение, тепловое воз-
действие, раскручива-
ние, второе тепловое воз-
действие
Прессование с тепловым
воздействием, воздейст-
вие острой гранью, три-
котажный способ с тепло-
вым воздействием
Соединение и скручива-
ние различных текстури-
рованных нитей с обыч-
ными нитями или волок-
нами
Аэродинамический
Формование нитей из од-
нородного полимера с по-
мощью специальных
фильер
Формование нитей на спе-
циальных фильерах
из разных по свойствам
полимеров
рованные нити используются в ткачестве для производства ков-
ров, драпировочных тканей, платьевых и костюмных тканей.
Эффективность текстурирования характеризуется тремя ос-
новными характеристиками: растяжимостью, извитостью и объ-
емностью.
Растяжимость — предельная деформация текстурированной
нити при растяжении извитков под действием нагрузки. После
снятия нагрузки нить восстанавливает свою первоначальную
длину. Растяжимость текстурированной нити, %,
/? = (L2—Li)100/Li,
где Z.1 — начальная длина извитой нити, равная 100 мм под нагрузкой
2,5 сН; L2 —средняя длина нити после приложения нагрузки 5 Н.
Под извитостью нити /, %, понимают отношение разности
длин распрямленной и извитой нити к длине распрямленной
нити:
Линейная плотность текстурированной нити, текс,
7'^ = Тр(/+100)/100,
где Гр —линейная плотность распрямленной нити, текс.
Текстурированные нити, в особенности извитые, имеют очень
большой удельный объем за счет извитости элементарных ни-
тей и значительного увеличения воздушных промежутков между
ними. Текстурированные нити отличаются от обычных нитей
большими размерами поперечных сечений при малой линейной
плотности.
Линейная плотность комплексных нитей является косвен-
ной характеристикой ее толщины (диаметра) без учета воздуш-
ных прослоек. Объемность текстурированных нитей
где V — удельный объем нити; y — плотность вещества нити; Vt, Vh — удель-
ный объем соответственно текстурированной и исходной нитей.
Объем нити
где rf —диаметр извитой или распрямленной нити, определяемый замером,
мм; / — длина извитой или распрямленной нити, равная 100 мм.
Интенсивность текстурирования зависит от способа его осу-
ществления. Текстурированные методом кручения нити можно
•вырабатывать классическим способом с использованием обыч-
ных крутильных машин и запарных аппаратов. В настоящее
время их выработку в большинстве случаев осуществляют не-
прерывно на однопереходных машинах, оборудованных механиз-
мами ложного кручения и термокамерами.
1. НЕПРЕРЫВНЫЙ СПОСОБ ПОЛУЧЕНИЯ
ТЕКСТУРИРОВАННЫХ НИТЕЙ
НА ОДНОПЕРЕХОДНЫХ МАШИНАХ
На однопереходных машинах для производства текстурирован-
ных нитей из синтетических термопластичных нитей совмещены
два процесса: ложное кручение и тепловое воздействие.
Крутящий момент, приложенный к комплексной синтетиче-
ской термопластичной нити, заставляет элементарные нити рас-
полагаться примерно по винтовым линиям, при этом в них воз-
никают внутренние напряжения. Для снятия напряжений нити
подвергают тепловому воздействию, в результате чего происхо-
дит переориентация молекул, которые занимают новое положе-
ние, соответствующее винтовой линии элементарной нити. При
охлаждении нити приобретают равновесную структуру. При кру-
чении в противоположном направлении (раскручивании) в ни-
тях вновь возникают внутренние напряжения, под действием ко-
торых каждая нить изгибается, принимает пространственную
форму, а комплексная нить приобретает большую упругую рас-
тяжимость, пушистость и повышенную объемность.
Интенсивность процесса в этом случае характеризуется крут-
кой
/С= 100ат/.ут7=Пн/Овып.
где От — коэффициент круткн; определяемый по эмпирической формуле
От
=
=89,17 tgpyS (Э — периферийный угол наклона элементарных нитей; б —
средняя плотность нити);
Пн
—частота вращения нити, мин-'; Овып —ско-
рость выпуска нити, м/мин.
Средняя плотность нити зависит от ее натяжения в про-
цессе текстурирования. Так, средняя плотность полиамидных
нитей 0,-9 г/см® при производстве текстурированных нитей 5—
15,5 текс сохраняется только при натяжении в пределах 0,1—
0,15 Н. Коэффициент крутки ст при этом составляет 250—275.
Растяжимость нити увеличивается с увеличением крутки,
т. е. с увеличением числа извитков, приходящихся на единицу
длины.
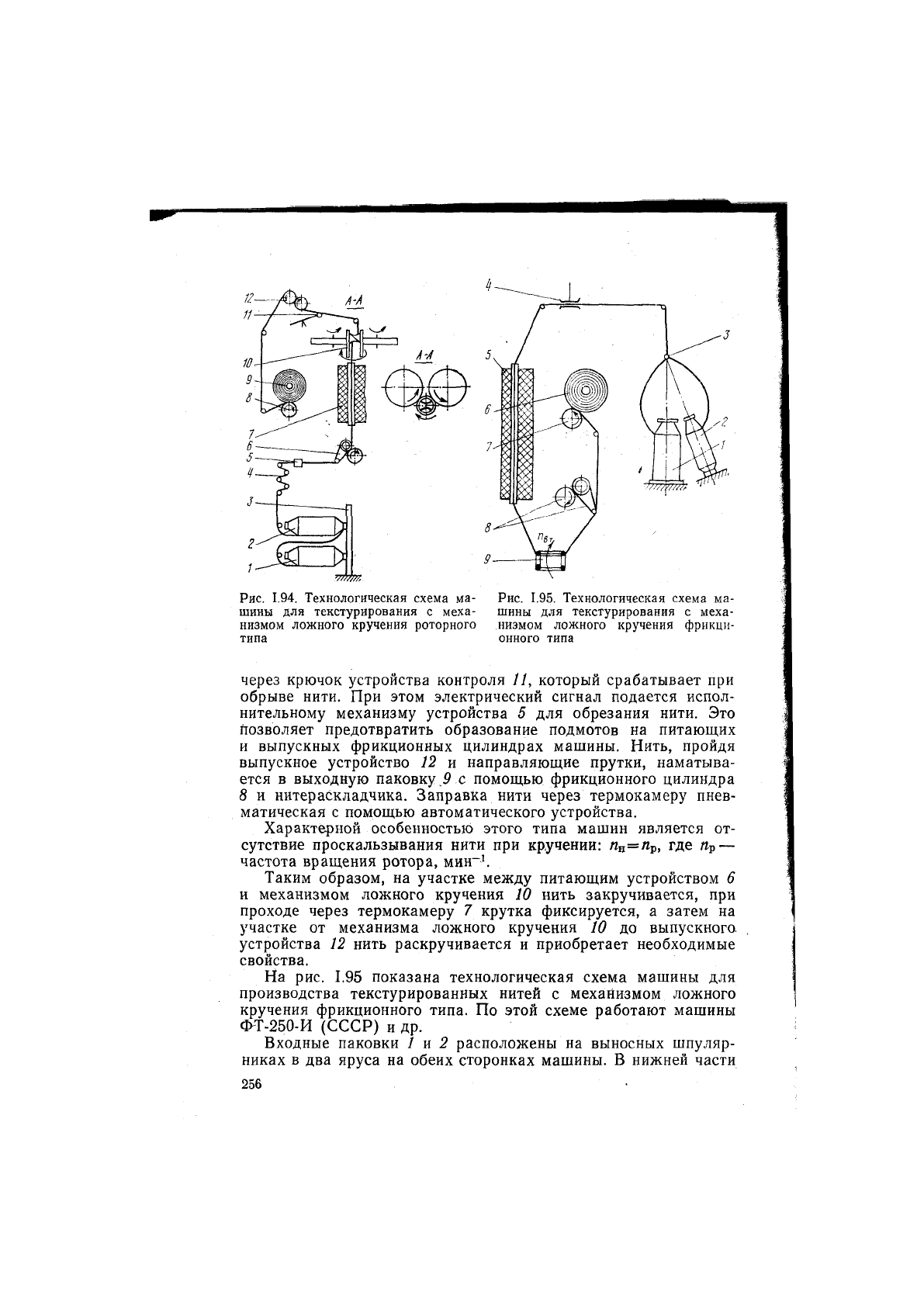
На рис. 1.94 показана технологическая схема машины для
производства текстурированных нитей с механизмом ложного
кручения роторного типа. По этой схеме работают машины типа
ТК-600 (ЧССР), FT-415 (Франция) и др.
Питающую 2 и резервную 1 паковки располагают на выдвиж-
ном шпулярнике 3 в нижней части машины. Перерабатываемая
нить с входных паковок проходит проволочный нитенатяжитель
гребенчатого типа 4, устройство 5 обрезания нитей и поступает
в питающее устройство 6, состоящее из фрикционного цилиндра,
прижимного валика и нитеразделителя. Пройдя термокамеру 7
блочного типа, перерабатываемая нить поступает в механизм
ложного кручения 10 роторного типа. Затем нить проходит
w!m
Рнс. 1.94. Технологическая схема ма-
шины для текстурирования с меха-
низмом ложного кручения роторного
типа
Рис. 1.95. Технологическая схема ма-
шины для текстурирования с меха-
низмом ложного кручения фрикци-
онного типа
через крючок устройства контроля 11, который срабатывает при
обрыве нити. При этом электрический сигнал подается испол-
нительному механизму устройства 5 для обрезания нити. Это
позволяет предотвратить образование подмотов на питающих
и выпускных фрикционных цилиндрах машины. Нить, пройдя
выпускное устройство 12 и направляющие прутки, наматыва-
ется в выходную паковку .Р с помощью фрикционного цилиндра
8 и нитераскладчика. Заправка нити через термокамеру пнев-
матическая с помощью автоматического устройства.
Характерной особенностью этого типа машин является от-
сутствие проскальзывания нити при кручении: %=np, где rtp —
частота вращения ротора, мин-'.
Таким образом, на участке между питающим устройством 6
и механизмом ложного кручения 10 нить закручивается, при
проходе через термокамеру 7 крутка фиксируется, а затем на
участке от механизма ложного кручения 10 до выпускного
устройства 12 нить раскручивается и приобретает необходимые
свойства.
На рис. 1.95 показана технологическая схема машины для
производства текстурированных нитей с механизмом ложного
кручения фрикционного типа. По этой схеме работают машины
ФТ-250-И (СССР) и др.
Входные паковки 1 а 2 расположены на выносных шпуляр-
никах в два яруса на обеих сторонках машины. В нижней части
шпулярника на подставке находятся запасные паковки. Пере-
рабатываемые нити соединяются с помощью тростильного
крючка 3. Обогнув нитеналравители, трощеная нить проходит
магнитный дисковый натяжитель 4 и попадает в термокамеру
блочного типа 5. В термокамере крутка, сообщаемая механиз-
мом ложного кручения, фиксируется, т. е. снимаются внутрен-
ние напряжения, возникающие в нити при кручении. Выйдя из
термофиксационной камеры, нить проходит крутильную втулку
9 с резиновыми кольцами и затем направляется к выпускному
устройству 8.
Крутильный механизм представляет собой фрикционную
пару: резиновое (или полиуретановое) кольцо — перерабаты-
ваемая нить. На участке от магнитного нитенатяжителя до кру-
тильного механизма нить получает заданное число кручений,
а после крутильного механизма нить раскручивается. Выпускное
устройство S сообщает нити поступательное движение через все
указанные выще механизмы. После выпускного устройства 8 го-
товая текстурированная нить наматывается в выходную па-
ковку 6 с помощью фрикционного цилиндра 7.
Частоту вращения нити определяют по формуле
Па
=
ПатОк/йн,
где «ВТ—частота вращения втулки, мин~'; Dk — внутренний диаметр кольца,
мм; йн — диаметр перерабатываемой нити, мм.
Качество текстурированных нитей с этих мащин ниже, так
как при кручении нить проскальзывает и возникает вдоль нити
неровнота по крутке.
Производительность машин, кг/ч,
где N — число выпусков на машине; Кп.
в
— коэффициент полезного времени
машины (0,9—0,95).
2. ХАРАКТЕРНЫЕ ОСОБЕННОСТИ ДРУГИХ СПОСОБОВ
ТЕКСТУРИРОВАНИЯ
И ПЕРСПЕКТИВЫ РАЗБИТИЯ
ПРОИЗВОДСТВА ТЕКСТУРИРОВАННЫХ НИТЕЙ
Извитые текстурированные нити изготовляются способом прес-
сования. Комплексная нить дисками подается в камеру, запол-
няет ее и под давлением следующей порции проталкивается
в термокамеру, в которой извитки под воздействием тепла ста-
билизируются. Извитость нити тем больше, чем больше соот-
ношение скоростей подачи и выпуска нити через камеру. Го-
фрированные извитые нити обладают большой извитостью,
мягкостью, но несколько меньшей растяжимостью, чем тексту-
рированные нити, полученные способом кручения.
Извитые нити также можно получать путем распускания
трикотажного полотна из~ термопластичных комплексных нитей,
9 Заказ № 174 257
подвергнутого тепловому воздействию для снятия внутренних
напряжений. Одним из преимуществ трикотажного способа яв-
ляется широкая возможность регулирования извитости за счет
изменения длины нити в петле, использования машин различ-
ных классов, разнообразных исходных нитей и т. д.
Видоизменить структуру комплексных нитей можно путем
аэродинамического воздействия воздушного потока на нить при
прохождении ее в специальном канале. Струя воздуха разъеди-
няет и изгибает в петли элементарные нити, перепутывая их
между собой. Петли и извитки взаимно заклиниваются и нить
приобретает повышенную объемность и своеобразную петлистую
с-труктуру. Эти нити обладают минимальной растяжимостью по
сравнению с растяжимостью других текстурированных нитей.
Перспективным способом текстурирования является биком-
понентное формование из расплавов двух полимеров, обладаю-
щих различными свойствами (например, различной усадкой).
Полимеры, не смешиваясь, продавливаются через фильеры, об-
разуя единую нить. Сформированная ^ить вытягивается в на-
гретом состоянии, а затем подвергается релаксации в термо-
камере. За счет разной усадки компонентов нить приобретает
повышенную объемность и извитость. Возможно получение по
этому способу поликомпонентных нитей. Этот способ характе-
ризуется минимальными затратами на производство.
Основные направления развития производства текстуриро-
ванных нитей следующие: одновременное осуществление техно-
логических процессов (например, вытягивание и текстурирова-
ние); повышение скоростных параметров; увеличение массы
нити на паковках; комплексная механизация и автоматизация.
Совмещение вытягивания и текстурирования осуществлено
на машине ТК-600. После сматывания комплексная нить по-
ступает в зону вытягивания, вытянутая нить подается в первую
термокамеру, затем подвергается ложному кручению, подается
во вторую термокамеру и наматывается в паковку. Использова-
ние второй термокамеры позволяет расширить ассортимент ни-
тей (например, выпускать малорастяжимые нити). На машине
ТК-600 перерабатываются полиамидные, полиэфирные и поли-
пропиленовые нити со скоростью выпуска от 60 до 150 м/мин.
На всех современных машинах имеются автоматические уст-
ройства для заправки нитей, системы локальной автоматики
для управления температурой в термокамерах.
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. в чем заключаются сущность и цель текстурирования?
2. Как классифицируются способы текстурирования?
3. Как оцениваются эффективность и интенсивность текстурирования?
4. Каковы направления развития производства текстурированных нитей?
Раздел II. Ткацкое производство
Дальнейшее развитие ткачества направлено на обновление и
расширение ассортимента, достижение более рациональной
структуры тканей, снижение трудоемкости их производства и
материалоемкости. Наряду с этим текстильные предприятия
должны в полной- мере удовлетворять потребности промышлен-
ности в тканях технического назначения.
Подготовка нитей к ткачеству должна осуществляться на
машинах с безузловым соединением пряжи, что позволит резко
повысить производительность ткацких станков и качество выпу-
скаемых тканей. В ткацком производстве должны быть внед-
рены автоматические проборные станки с производительностью
до 7000 нитей в час!
Наряду с бесчелночными станками предполагается внедре-
ние многозевных ткацких станков. Их применение позволит по-
высить производительность оборудования.
Понятие о ткани
Тканью называется текстильное изделие, образуемое на ткац-
ком станке переплетением двух взаимно перпендикулярных си-
стем нитей: основных, идущих вдоль ткани, и уточных, идущих
поперек нее.
Сущность ткачества заключается во взаимном переплетении
основных и уточных нитей с заданной последовательностью их
расположения, при этом направление нитей чаще всего взаимно
перпендикулярное.
Цель ткачества — формирование ткани определенной струк-
туры, которая обеспечивает заданные механические и другие
свойства ткани и ее внешний вид.
Ткачество — циклический процесс, включающий пять опера-
ций: зевообразование, прокладывание и прибивание утка, про-
дольное смещение основы и ткани.
Ткань образуется на ткацком станке, технологическая схема
которого приведена на рис. П.1. Нити основы, сматываясь с на-
воя /, огибают скало 2, проходят через отверстия ламелей 3
9* 259
6 -7 8 9 10 и
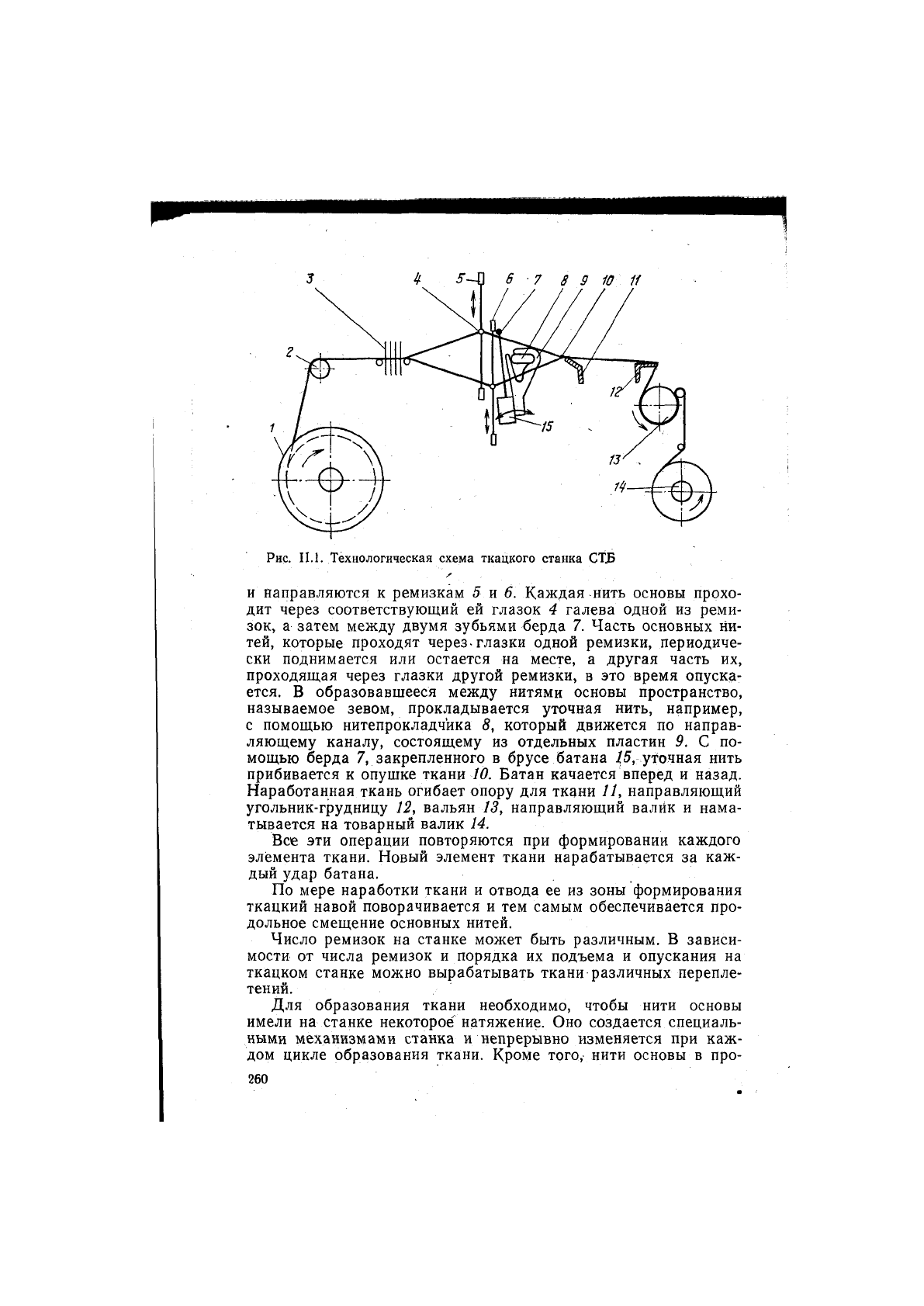
Рис. II.1. Технологическая схема ткацкого станка СТБ
И направляются к ремизкам 5 я 6. Каждая нить основы прохо-
дит через соответствующий ей глазок 4 галева одной из реми-
зок, а затем между двумя зубьями берда 7. Часть основных ни-
тей, которые проходят через-глазки одной ремизки, периодиче-
ски поднимается или остается на месте, а другая часть их,
проходящая через глазки другой ремизки, в это время опуска-
ется. В образовавшееся между нитями основы пространство,
называемое зевом, прокладывается уточная нить, например,
с помощью нитепрокладчика 8, который движется по направ-
ляющему каналу, состоящему из отдельных пластин 9. С по-
мощью берда 7, закрепленного в брусе батана /5, уточная нить
прибивается к опущке ткани 10. Батан качается вперед и назад.
Наработанная ткань огибает опору для ткани 11, направляющий
угольник-грудницу 12, вальян 13, направляющий валйк и нама-
тывается на товарный валик 14.
Все эти операции повторяются при формировании каждого
элемента ткани. Новый элемент ткани нарабатывается за каж-
дый удар батана.
По мере наработки ткани и отвода ее из зоны формирования
ткацкий навой поворачивается и тем самым обеспечивается про-
дольное смещение основных нитей.
Число ремизок на станке может быть различным. В зависи-
мости от числа ремизок и порядка их подъема и опускания на
ткацком станке можно вырабатывать ткани различных перепле-
тений.
Для образования ткани необходимо, чтобы нити основы
имели на станке некоторое натяжение. Оно создается специаль-
ными механизмами станка и непрерывно изменяется при каж-
дом цикле образования ткани. Кроме того, нити основы в про-