Руководство по техобслуживанию УЧПУ FANUC
Подождите немного. Документ загружается.

B-63844RU/02 MANUAL GUIDE 0i 1.MANUAL GUIDE 0i
- 727 -
1.3.6 Поддержка М-кодов
М-коды используются в ЧПУ для запроса выполнения
вспомогательных операций машины. В качестве примера можно
привести остановку машины в конце программы обработки. Как
и другие рассмотренные нами команды, М-коды можно вставлять
непосредственно в программу обработки через окно редактора;
или же можно воспользоваться системой справки по М-кодам
“M-Code Assistance.” Чтобы войти в систему справки по М-кодам
нажмите дисплейную клавишу “М CODE” на экране. После этого
появляется меню справки по М-кодам.
Интерфейс меню по М-кодам похож на интерфейс меню по
G-кодам. Суммарное число страниц справки и текущая
выбранная страница показаны вверху меню. Работа в меню
М-кодов протекает аналогично работе в меню G-кодов.
Пользователь переходит со страницы на страницу справки
клавишами Page-Up и Page-Down на панели MDI. Тип меню
такой же, т.е. скроллинговый, так что попытка перевернуть
последнюю страницу приведет пользователя в начало, и
наоборот.
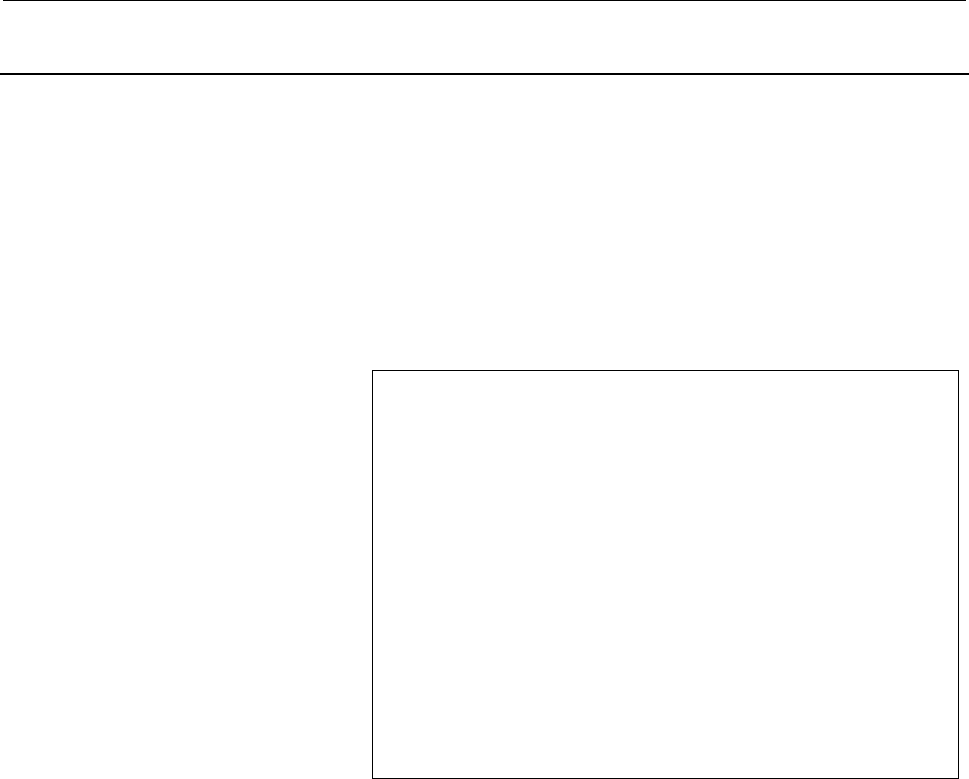
В нашем примере нам необходимо вставить необязательную
операцию в нашу программу обработки. Таким образом, мы
пролистываем страницы меню и ищем нужный нам раздел. На
первой странице видим заголовок “M01 OPTIONAL STOP”. Если
набрать “1” и нажать клавишу “INPUT” на панели MDI, на экране
появится справочная информация по коду М01. Обращаем ваше
внимание на то, что даже несмотря на то, что на экране осталась
клавиша “GRAPH.”, она ретуширована серым, чтобы показать,
что она не доступна.
M CODE HELP 1 OF 3 )
M00 PROGRAM STOP
M01 OPTIONAL STOP
M02 PROGRAM END
M03 SPINDLW CW
M04 SPINDLE CCW
M05 SPINDLE STOP
M06 TOOL CHANGE
M07 FLOOD COOLANT
M08 MIST COOLANT
PAGE KEYS FOR MORE
NUM=
INPUT 30 FOR M30 HELP
[ ][ ][ ][ ][ ]
1.MANUAL GUIDE 0i MANUAL GUIDE 0i B-63844RU/02
- 728 -
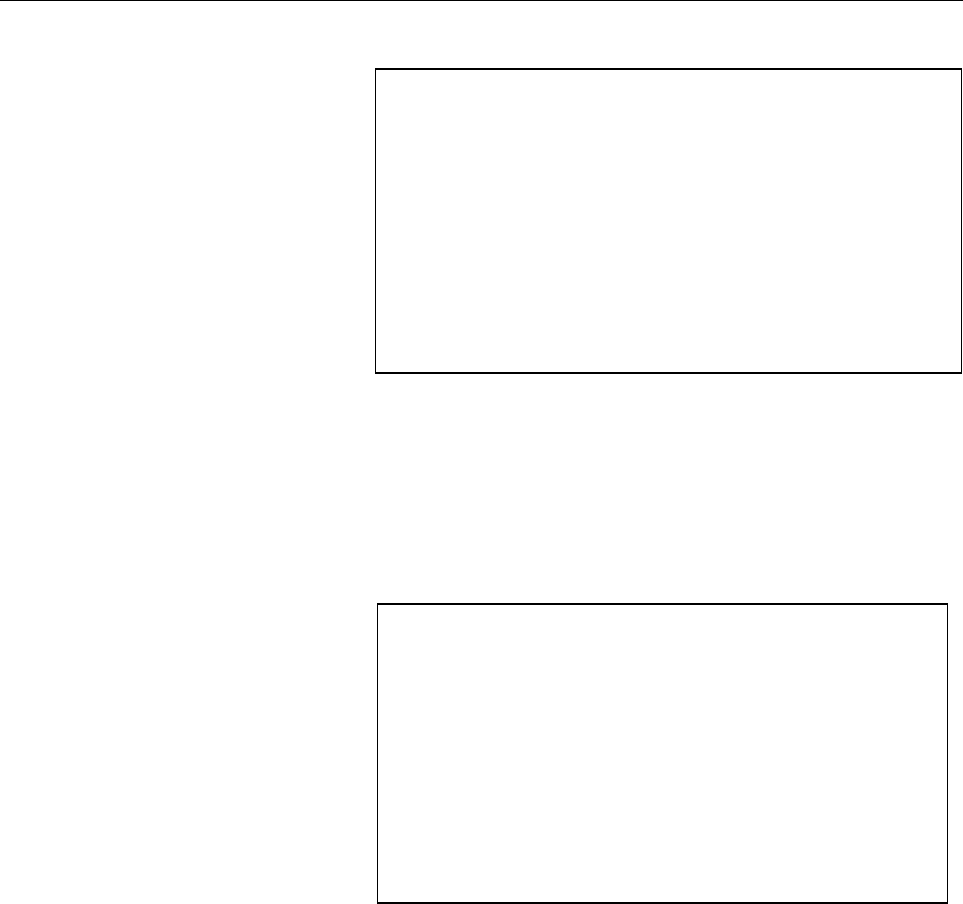
Как и с меню справки по G-кодам, мы можем либо вернуться в
редактор, либо напечатать команду, находясь на этой странице. В
нашем примере, мы введем “M01[EOB]”, затем нажмем клавишу
“INSERT” на панели MDI, чтобы вставить эту инструкцию в
нашу программу обработки. Так же устанавливаем курсор на
блок “M01;” чтобы подготовиться к дальнейшему написанию
программы.
M01 OPTIONAL STOP (необязательная остановка)
Код M01 используется для остановки выполнения
программы обработки,
только если функция OPTIONAL STOP
активна. Это обычно
кнопка на пульте оператора станка.
Когда активирована необязательная остановка,
чтобы продолжить выполнение программы,
оператору потребуется нажать кнопку начала
цикла.
O0015 ;
F300.;
M7;
G92X1.Y1.;
M01;
%
[PROCESS][G CODE][M CODE][CYCLE][CONTUR]
B-63844RU/02 MANUAL GUIDE 0i 1.MANUAL GUIDE 0i
- 729 -
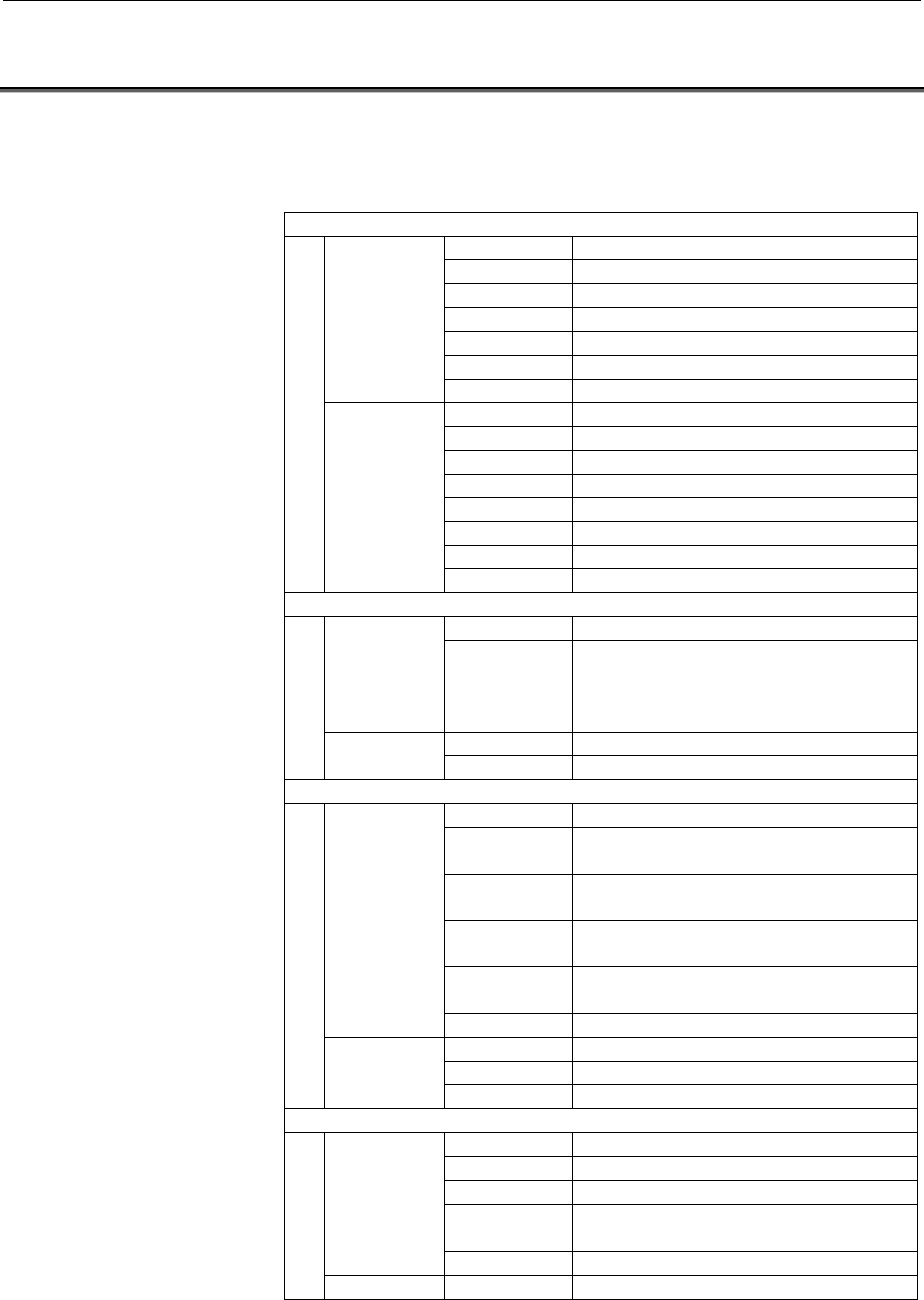
1.4 ОБРАБОТКА ПОСТОЯННОГО ЦИКЛА
В MANUAL GUIDE 0
i используется “постоянный цикл
механообработки,” который позволяет пользователю вводить
блоки с постоянными циклами. Эти постоянные циклы дают
доступ к следующим функциям механообработки.
Обработка отверстий
G1000 Центровка отверстий сверлением
G1001 Сверление
G1002 Нарезание резьбы метчиком
G1003 Зенкование
G1004 Растачивание
G1005 Чистовое растачивание
Блок,
соответст.
определен-
ному типу
механо-
обработки
G1006 Обратное растачивание
G1210 Схема отверстий - точки
G1211 Схема отверстий – линия (EQ)
G1212 Схема отверстий – линия (NE)
G1213 Схема отверстий – сетка
G1214 Схема отверстий - квадрат
G1215 Схема отверстий - круг
G1216 Схема отверстий - дуга (EQ)
Фигурный
блок
G1217 Схема отверстий - дуга (NE)
Обработка поверхности
G1020 Торцевая обработка – черновая
Блок,
соответст.
определен-
ному типу
механо-
обработки
G1021 Торцевая обработка – чистовая
G1220 Фиксированная фигура - квадрат
Фигурный
блок
G1221 Фиксированная фигура - круг
Обработка выемки
G1040 Фрез-ние глубоких выемок - черновое
G1041 Фрезерование глубоких выемок -
чистовая обработка низа
G1042 Фрезерование глубоких выемок -
чистовая обработка сбоку
G1043 Фрезерование глубоких выемок - снятие
фаски
G1044 Выемка - центровка отверстий
сверлением
Блок,
соответст.
определен-
ному типу
механо-
обработки
G1045 Выемка – сверление
G1220 Фиксированная фигура - квадрат
G1221 Фиксированная фигура - круг
Фигурный
блок
G1222 Фиксированная фигура - канавка
Обработка канавок
G1050 Проточка канавок – черновая
G1051 Проточка канавок – чист. обраб. низа
G1052 Проточка канавок – чист. Обраб. сбоку
G1053 Проточка канавок - снятие фаски
G1054 Центровка отверстий сверлением
Блок,
соответст.
определен-
ному типу
механо-
обработки
G1055 Сверление
Фигур. блок G1223 Фиксированная фигура – линия

1.MANUAL GUIDE 0i MANUAL GUIDE 0i B-63844RU/02
- 730 -
1.4.1 Операция
Чтобы использовать “постоянный цикл механообработки”
нажмите дисплейную клавишу “CYCLE”. На экране появится
меню механообработки по циклу.
В этом меню механообработки по циклу представлены все
постоянные циклы, поддерживаемые MANUAL GUIDE 0
i. Меню
разбито на несколько страниц. Суммарное число страниц справки
и текущая выбранная страница показаны вверху меню.
Пользователь может воспользоваться клавишами
перелистывания страниц на панели MDI для навигации по
страницам меню обработки по циклам. Окна меню относятся к
скроллинговому типу. Это значит, что при попытке перелистнуть
последнюю страницу, вы окажетесь на первой. И наоборот, при
попытке перелистнуть назад с первой страницы вы окажетесь на
последней.
Чтобы получить справочную информацию по выбранному блоку
постоянного цикла обработки введите номер выведенного в
меню G-кода и нажмите клавишу “INPUT” на панели MDI.
Формы постоянных циклов подобны тем, что появляются в окне
помощи по работе. В этом окне пользователь может ввести
требуемые данные для каждого постоянного цикла. Когда форма
появляется в первый раз, она представляет запрошенный
постоянный цикл. В нашем примере мы введем данные для
постоянного цикла G1000.
Если опустить курсор ниже на поле “F=”, в окне появиться
предложение ко вводу скорости подачи для цикла сверления.
Зададим скорость значением “50” и далее нажмем клавишу
“INPUT” на панели MDI. Теперь скорость подачи будет задана
равной “50.00.” Следующие данные зададим аналогичным
образом:
W = 1 : MACHINING TYPE (NO DWELL)
C = 5.000 : CLEARANCE
I = 1 : REFERENCE POSITION RETURN (INI-POINT
RETURN)
F = 50.0 : FEEDRATE
P = 50 : DWELL TIME (in msec unit)
После ввода данных обратите внимание, что адрес,
соответствующий вводу данных, на рисунке мигает. Это
позволяет пользователю проверить введенные данных в процессе
их набора в окне.
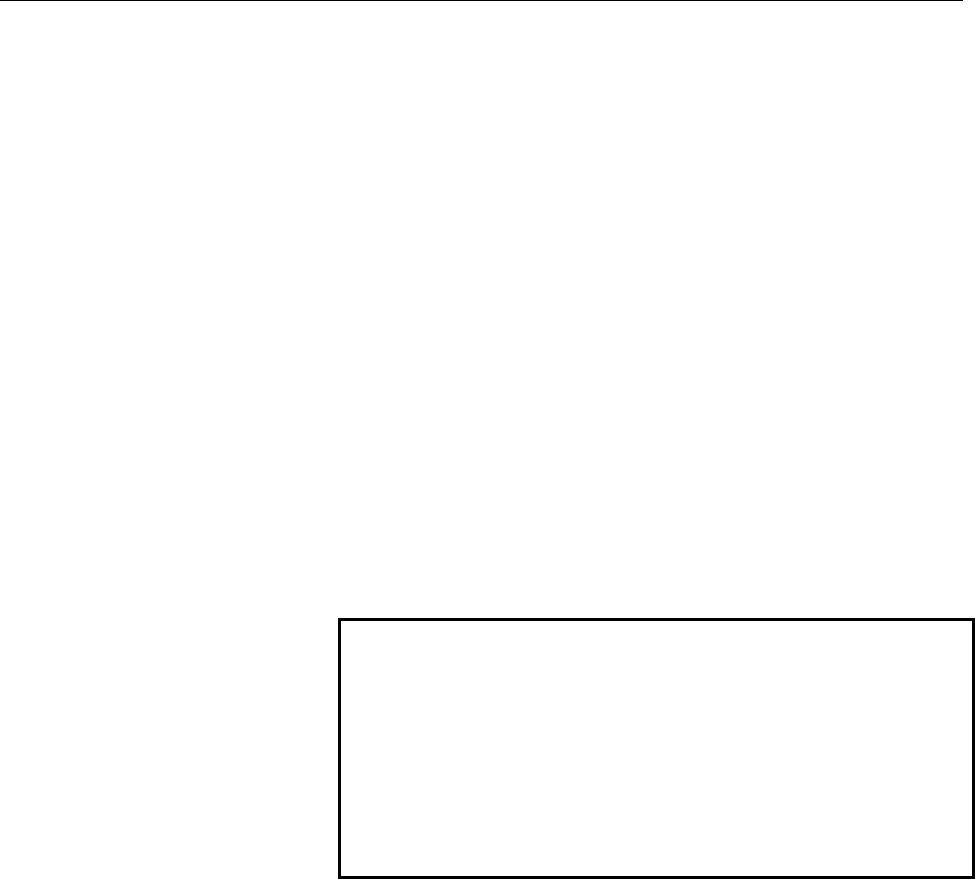
Чтобы занести постоянный цикл в программу, нажмите
дисплейную клавишу “ACCEPT” на экране. В окне редактора вы
увидите получившийся в результате блок “G1000 W1. C10. I1.
F50. P50. ;”. В итоге, вы теперь ввели довольно сложный блок в
вашу программу механообработки детали, даже не зная, как
программировать постоянный цикл.
B-63844RU/02 MANUAL GUIDE 0i 1.MANUAL GUIDE 0i
- 731 -
В окне редактора (окно редактора описано в Разделе 1.3.3) в
результате нажатия крайней правой дисплейной клавиши
появляется дисплейная клавиша “EDIT”. Если нажать на эту
дисплейную клавишу, появится окно ввода данных,
соответствующее постоянному циклу. Вы можете изменить
появившееся в окне значение, набрав новое и нажав затем на
клавишу “INPUT.” Далее, после нажатия дисплейной клавиши
“ACCEPT”, исходный блок постоянного цикла изменится на
новый.
Постоянные циклы, имеющиеся в MANUAL GUIDE 0
i,
представлены в виде пары блоков - блока, соответствующего
определенному типу механообработки и фигурного блока. Таким
образом, после ввода блока, содержащего тип обработки, такого
как G1000, в окно редактора, нажмите “CYCLE” и затем
выберите G-код схемы отверстия от G1210 до G1217. Например,
программа с постоянным циклом вводится следующим образом.
G1000 W1. C10. I1. F50. P50. ;
G1211 B0. L-10. H0. V0. A45. C3. D10. E111. ;
ПРИМЕЧАНИЕ
1 MANUA L GUIDE 0i постоянные циклы следует
вводить в виде пары: блок, содержащий тип
обработки, и фигурный блок.
Для каждого блока, содержащего тип обработки,
можно вводить только один фигурный блок.
2 Элементы, вводимые в каждом цикле,
сохраняются. Однако, эта функция активирована
начиная с версии программного обеспечения 03.
1.MANUAL GUIDE 0i MANUAL GUIDE 0i B-63844RU/02
- 732 -
1.4.2 Данные для каждого постоянного цикла
1.4.2.1 Блок, содержащий тип обработки, для обработки
отверстия
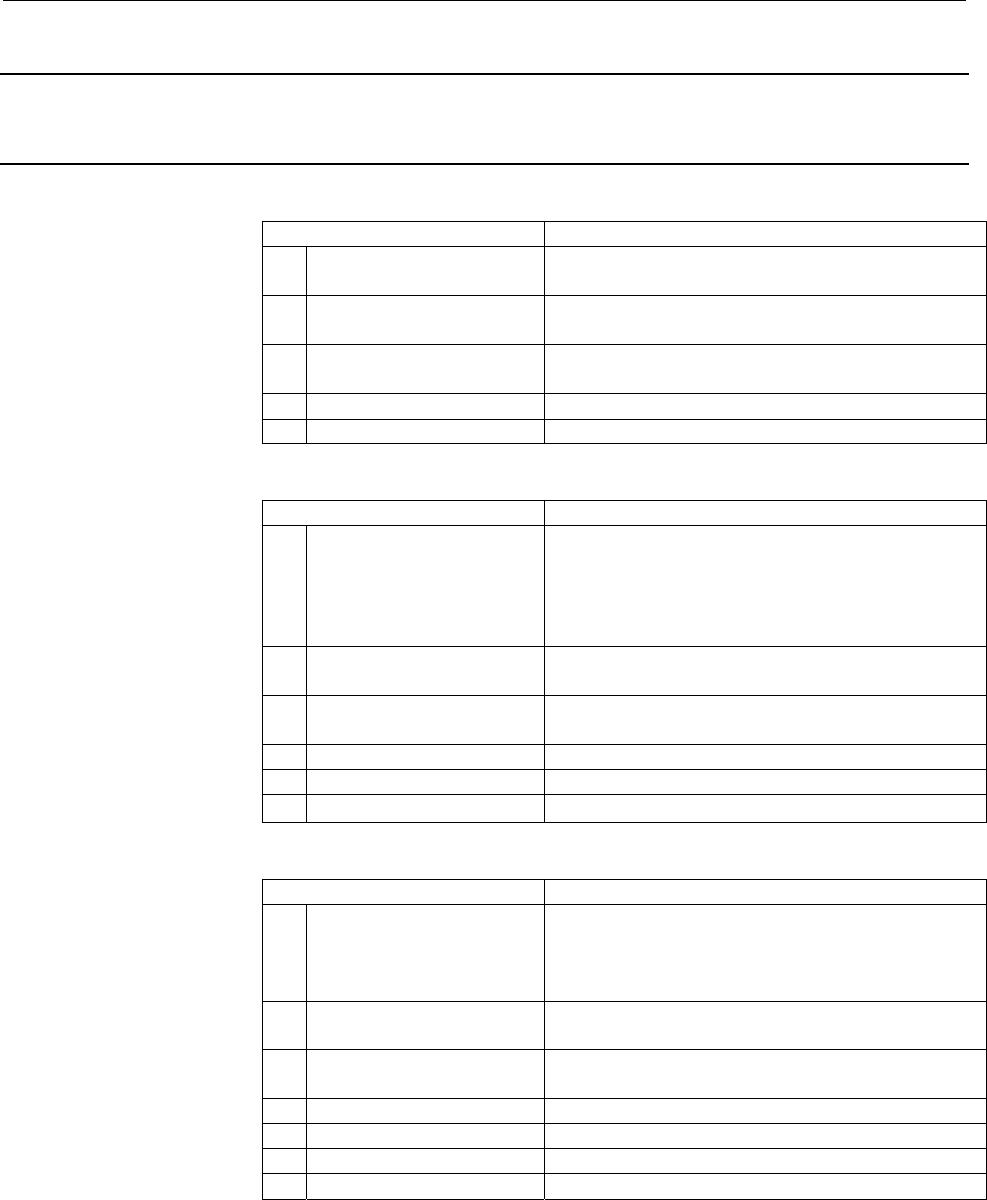
Центровка отверстий сверлением: G1000
Элемент данных Комментарий
W ТИП ОБРАБОТКИ 1 : Сверление без задержки
2 : Сверление с задержкой
C ПРОМЕЖУТОК Расстояние от поверхности заготовки до
начальной точки фактического движения резания
I ВОЗВРАТ В РЕФЕРЕНТ.
ПОЗИЦИЮ
1 :
2 :
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
P ВРЕМЯ ЗАДЕРЖКИ Время задержки в конце отверстия, в миллисек.
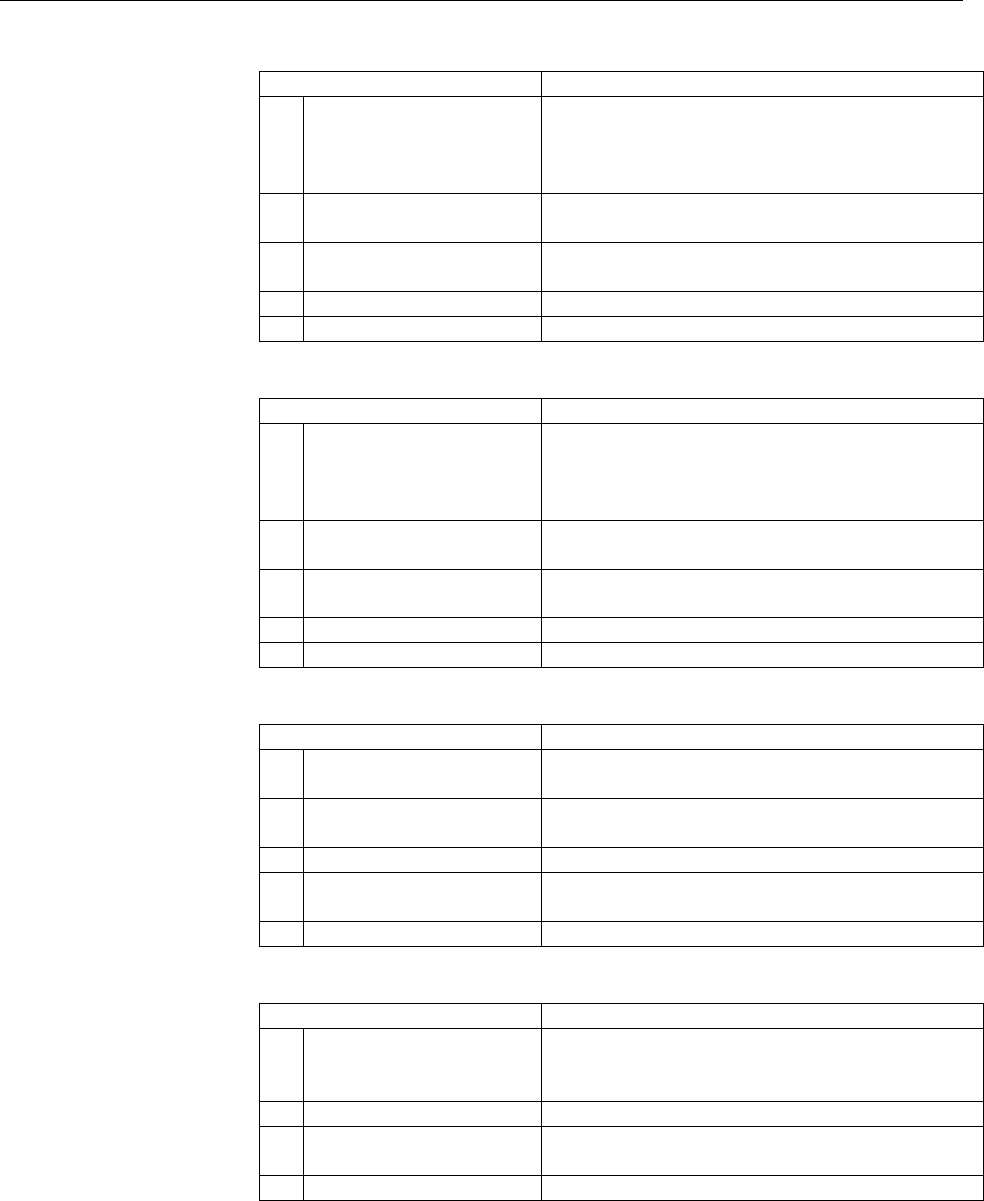
Сверление: G1001
Элемент данных Комментарий
W ТИП ОБРАБОТКИ 1 : Сверление без задержки
2 : Сверление с задержкой
3 : Сверление с периодическим выводом сверла
4 : Цикл высокоскоростного сверления с
периодическим выводом сверла
C ПРОМЕЖУТОК Расстояние от поверхности заготовки до
начальной точки фактического движения резания
I ВОЗВРАТ В РЕФЕРЕНТ.
ПОЗИЦИЮ
1 :
2 :
Q РЕЗАНИЕ НА ГЛУБИНУ Резание на глубину одного движения резания
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
P ВРЕМЯ ЗАДЕРЖКИ Время задержки в конце отверстия, в миллисек.
нарезание резьбы метчиком: G1002
Элемент данных Комментарий
W ТИП ОБРАБОТКИ 1 : Нарезание обычной резьбы
2 : Нарезание обратной резьбы
3 : Жесткое нарезание резьбы
4 : Жесткое нарезание обратной резьбы
C ПРОМЕЖУТОК Расстояние от поверхности заготовки до
начальной точки фактического движения резания
I ВОЗВРАТ В РЕФЕРЕНТ.
ПОЗИЦИЮ
1 :
2 :
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
P ВРЕМЯ ЗАДЕРЖКИ Время задержки в конце отверстия, в миллисек.
L ШАГ РЕЗЬБЫ Шаг резьбы метчика
S СКОРОСТЬ ШПИНДЕЛЯ Скорость вращения шпинделя (мин-1)
B-63844RU/02 MANUAL GUIDE 0i 1.MANUAL GUIDE 0i
- 733 -
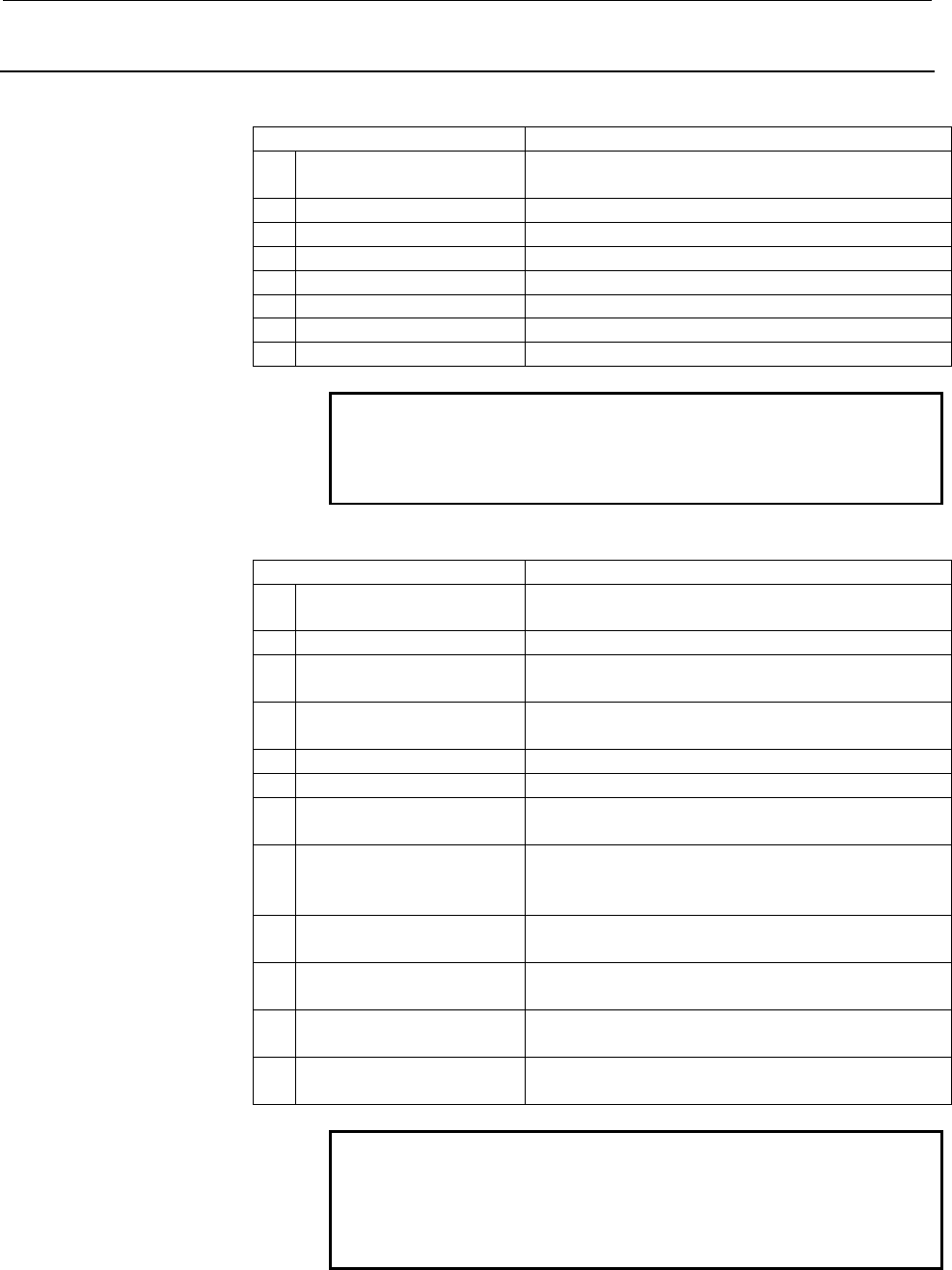
Зенкование : G1003
Элемент данных Комментарий
W ТИП ОБРАБОТКИ 1 : Отвод с помощью перемещения G01
2 : Отвод с помощью перемещения G00
3 : Отвод с помощью перемещения G01 после
задержки у основания
C ПРОМЕЖУТОК Расстояние от поверхности заготовки до
начальной точки фактического движения резания
I ВОЗВРАТ В РЕФЕРЕНТ.
ПОЗИЦИЮ
1 :
2 :
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
P ВРЕМЯ ЗАДЕРЖКИ Время задержки в конце отверстия, в миллисек.
Растачивание : G1004
Элемент данных Комментарий
W ТИП ОБРАБОТКИ 1 : Отвод с помощью перемещения G01
2 : Отвод с помощью перемещения G00
3 : Отвод с помощью перемещения G01 после
задержки у основания
C ПРОМЕЖУТОК Расстояние от поверхности заготовки до
начальной точки фактического движения резания
I ВОЗВРАТ В
РЕФЕРЕНТ.ПОЗИЦИЮ
1 :
2 :
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
P ВРЕМЯ ЗАДЕРЖКИ Время задержки в конце отверстия, в миллисек.
Чистовое растачивание : G1005
Элемент данных Комментарий
C ПРОМЕЖУТОК Расстояние от поверхности заготовки до
начальной точки фактического движения резания
I ВОЗВРАТ В РЕФЕРЕНТ.
ПОЗИЦИЮ
1 :
2 :
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
Q ВЕЛИЧИНА СМЕЩЕНИЯ Расстояние смещения после останова
направленного шпинделя у основания отверстия
P ВРЕМЯ ЗАДЕРЖКИ время задержки в конце отверстия, в миллисек.
Обратное растачивание : G1006
Элемент данных Комментарий
C ПРОМЕЖУТОК Расстояние от нижней поверхности заготовки до
начальной точки фактического движения резания
(положительное значение)
F СКОРОСТЬ ПОДАЧИ Скорость подачи при резании
Q ВЕЛИЧИНА СМЕЩЕНИЯ Расстояние смещения после останова
направленного шпинделя у основания отверстия
P ВРЕМЯ ЗАДЕРЖКИ время задержки в конце отверстия, в миллисек.
1.MANUAL GUIDE 0i MANUAL GUIDE 0i B-63844RU/02
- 734 -
1.4.2.2 Фигурный блок для обработки отверстия
Точки - Схема отверстий : G1210
Элемент данных Комментарий
В РЕФЕРЕНТНАЯ
ПОЗИЦИЯ
Координата Z поверхности заготовки
L ГЛУБИНА Глубина отверстия (обычно отрицат. значение)
H ТОЧКА-1 (ОСЬ X) Координата X точки 1-го отверстия
V ТОЧКА-1 (ОСЬ Y) Координата Y точки 1-го отверстия
А ТОЧКА-2 (ОСЬ X) Координата X точки 2-го отверстия
C ТОЧКА-2 (ОСЬ Y) Координата Y точки 2-го отверстия
D ТОЧКА-3 (ОСЬ X) Координата X точки 3-го отверстия
E ТОЧКА-3 (ОСЬ Y) Координата Y точки 3-го отверстия
ПРИМЕЧАНИЕ
Нет необходимости вводить все параметры
данных точки отверстия, кроме данных X и Y
позиции одного отверстия.
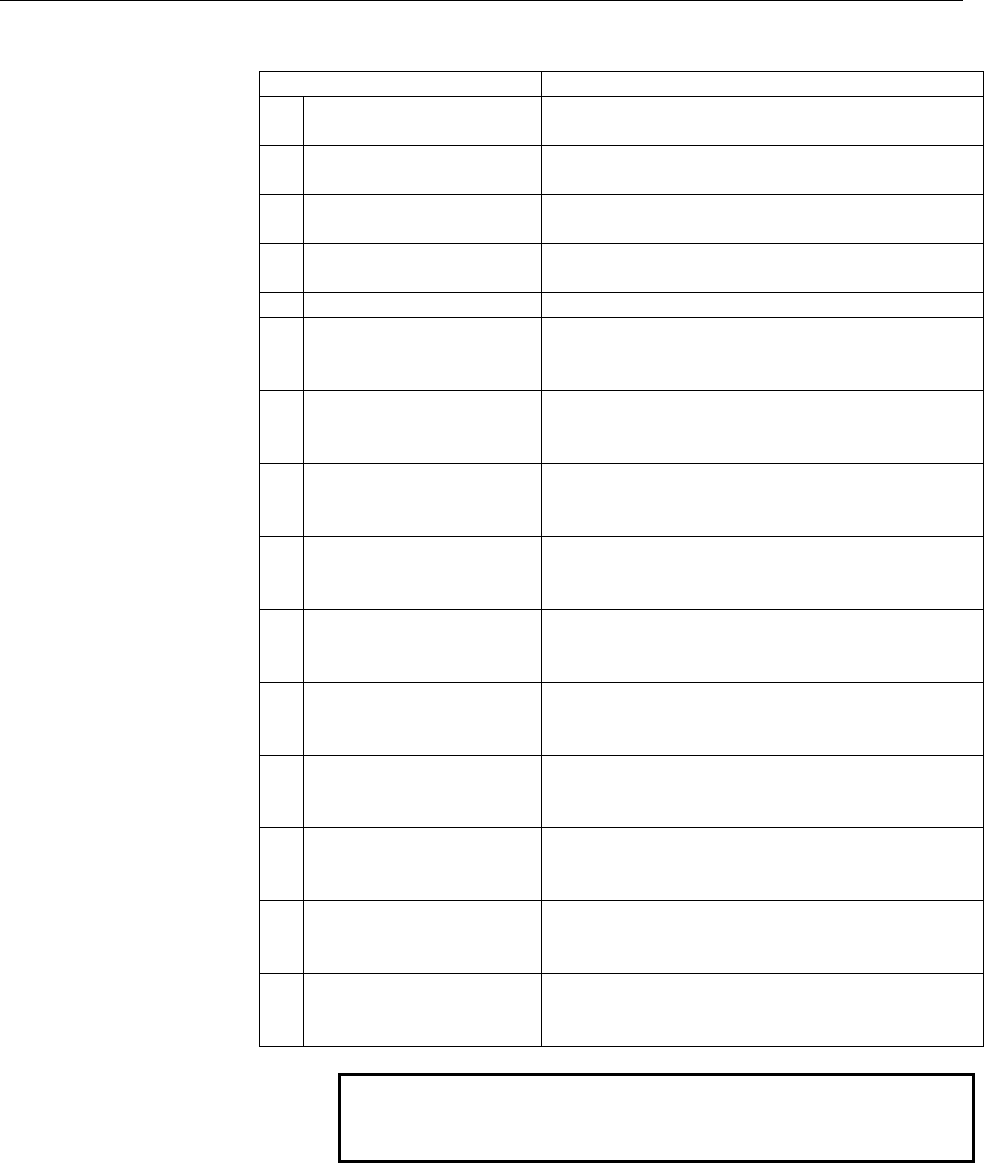
Линия (равный интервал) - схема отверстий : G1211
Элемент данных Комментарий
В РЕФЕРЕНТНАЯ
ПОЗИЦИЯ
Координата Z поверхности заготовки
L ГЛУБИНА Глубина отверстия (обычно отрицат. значение)
H НАЧАЛЬНАЯ ТОЧКА
(ОСЬ X)
Координата X начальной точки линии (точка 1-го
отверстия)
V НАЧАЛЬНАЯ ТОЧКА
(ОСЬ Y)
Координата Y начальной точки линии (точка 1-го
отверстия)
А Угол Угол линии
C НОМЕР ОТВЕРСТИЯ Номер отверстия на линии
D ШИРИНА ШАГА Расстояние на линии между 2-мя отверстиями
(только положительное значение)
E ДЛИНА ЛИНИИ Расстояние на линии между начальной точкой
линии и точкой последнего отверстия (только
положительное значение)
F ТОЧКА ПРОПУСКА-1 Номер отверстия 1-ого отверстия пропуска
обработки
I ТОЧКА ПРОПУСКА-2 Номер отверстия 2-го отверстия пропуска
обработки
J ТОЧКА ПРОПУСКА-3 Номер отверстия 3-го отверстия пропуска
обработки
K ТОЧКА ПРОПУСКА-4 Номер отверстия 4-го отверстия пропуска
обработки
ПРИМЕЧАНИЕ
Разрешается ввод данных либо ШИРИНЫ
ШАГА, либо ДЛИНЫ ЛИНИИ.
Нет необходимости вводить все параметры
данных ОТВЕРСТИЯ ПРОПУСКА.
B-63844RU/02 MANUAL GUIDE 0i 1.MANUAL GUIDE 0i
- 735 -
Линия (неравный интервал) - схема отверстий : G1212
Элемент данных Комментарий
В РЕФЕРЕНТНАЯ
ПОЗИЦИЯ
Координата Z поверхности заготовки
L ГЛУБИНА Глубина отверстия (обычно отрицательное
значение)
H НАЧАЛЬНАЯ ТОЧКА
(ОСЬ X)
Координата X начальной точки линии (точка 1-го
отверстия)
V НАЧАЛЬНАЯ ТОЧКА
(ОСЬ Y)
Координата Y начальной точки линии (точка 1-го
отверстия)
А Угол Угол линии
C ШИРИНА ШАГА-1 Расстояние на линии между точкой первого
отверстия и точкой второго отверстия (только
положительное значение)
D ШИРИНА ШАГА-2 Расстояние на линии между точкой второго
отверстия и точкой третьего отверстия (только
положительное значение)
E ШИРИНА ШАГА-3 Расстояние на линии между точкой третьего
отверстия и точкой четвертого отверстия (только
положительное значение)
F ШИРИНА ШАГА-4 Расстояние на линии между точкой четвертого
отверстия и точкой пятого отверстия (только
положительное значение)
I ШИРИНА ШАГА-5 Расстояние на линии между точкой пятого
отверстия и точкой шестого отверстия (только
положительное значение)
J ШИРИНА ШАГА-6 Расстояние на линии между точкой шестого
отверстия и точкой седьмого отверстия (только
положительное значение)
K ШИРИНА ШАГА-7 Расстояние на линии между точкой седьмого
отверстия и точкой восьмого отверстия (только
положительное значение)
M ШИРИНА ШАГА-8 Расстояние на линии между точкой восьмого
отверстия и точкой девятого отверстия (только
положительное значение)
P ШИРИНА ШАГА-9 Расстояние на линии между точкой девятого
отверстия и точкой десятого отверстия (только
положительное значение)
Q ШИРИНА ШАГА-10 Расстояние на линии между точкой десятого
отверстия и точкой одиннадцатого отверстия
(только положительное значение)
ПРИМЕЧАНИЕ
Нет необходимости вводить все параметры
данных ШИРИНЫ ШАГА.

1.MANUAL GUIDE 0i MANUAL GUIDE 0i B-63844RU/02
- 736 -
Сетка - схема отверстий : G1213
Элемент данных Комментарий
В РЕФЕРЕНТНАЯ
ПОЗИЦИЯ
Координата Z поверхности заготовки
L ГЛУБИНА Глубина отверстия (обычно отрицательное
значение)
H НАЧАЛЬНАЯ ТОЧКА
(ОСЬ X)
Координата X начальной точки 1-ой стороны
(точка 1-го отверстия)
V НАЧАЛЬНАЯ ТОЧКА
(ОСЬ Y)
Координата Y начальной точки 1-ой стороны
(точка 1-го отверстия)
U ДЛИНА ВДОЛЬ 1-Й
СТОРОНЫ
ДЛИНА ВДОЛЬ 1-Й СТОРОНЫ
W ДЛИНА ВДОЛЬ 2-Й
СТОРОНЫ
ДЛИНА ВДОЛЬ 2-Й СТОРОНЫ
I ЧИСЛО ОТВЕРСТИЙ
ВДОЛЬ 1-Й СТОРОНЫ
Число отверстий вдоль первой стороны
J ЧИСЛО ОТВЕРСТИЙ
ВДОЛЬ 2-Й СТОРОНЫ
Число отверстий вдоль 2-ой стороны
K УГОЛ ПЕРВОЙ
СТОРОНЫ
УГОЛ ПЕРВОЙ СТОРОНЫ
M УГОЛ 2-ОЙ СТОРОНЫ УГОЛ 2-ОЙ СТОРОНЫ
А ТОЧКА ПРОПУСКА-1 Номер отверстия 1-ого отверстия пропуска
обработки
C ТОЧКА ПРОПУСКА-2 Номер отверстия 2-го отверстия пропуска
обработки
D ТОЧКА ПРОПУСКА-3 Номер отверстия 3-го отверстия пропуска
обработки
E ТОЧКА ПРОПУСКА-4 Номер отверстия 4-го отверстия пропуска
обработки
ПРИМЕЧАНИЕ
Нет необходимости вводить все параметры
данных ОТВЕРСТИЯ ПРОПУСКА.