Руководство по программированию Siemens 840\810
Подождите немного. Документ загружается.

03.96 Смещения инструмента
6-311
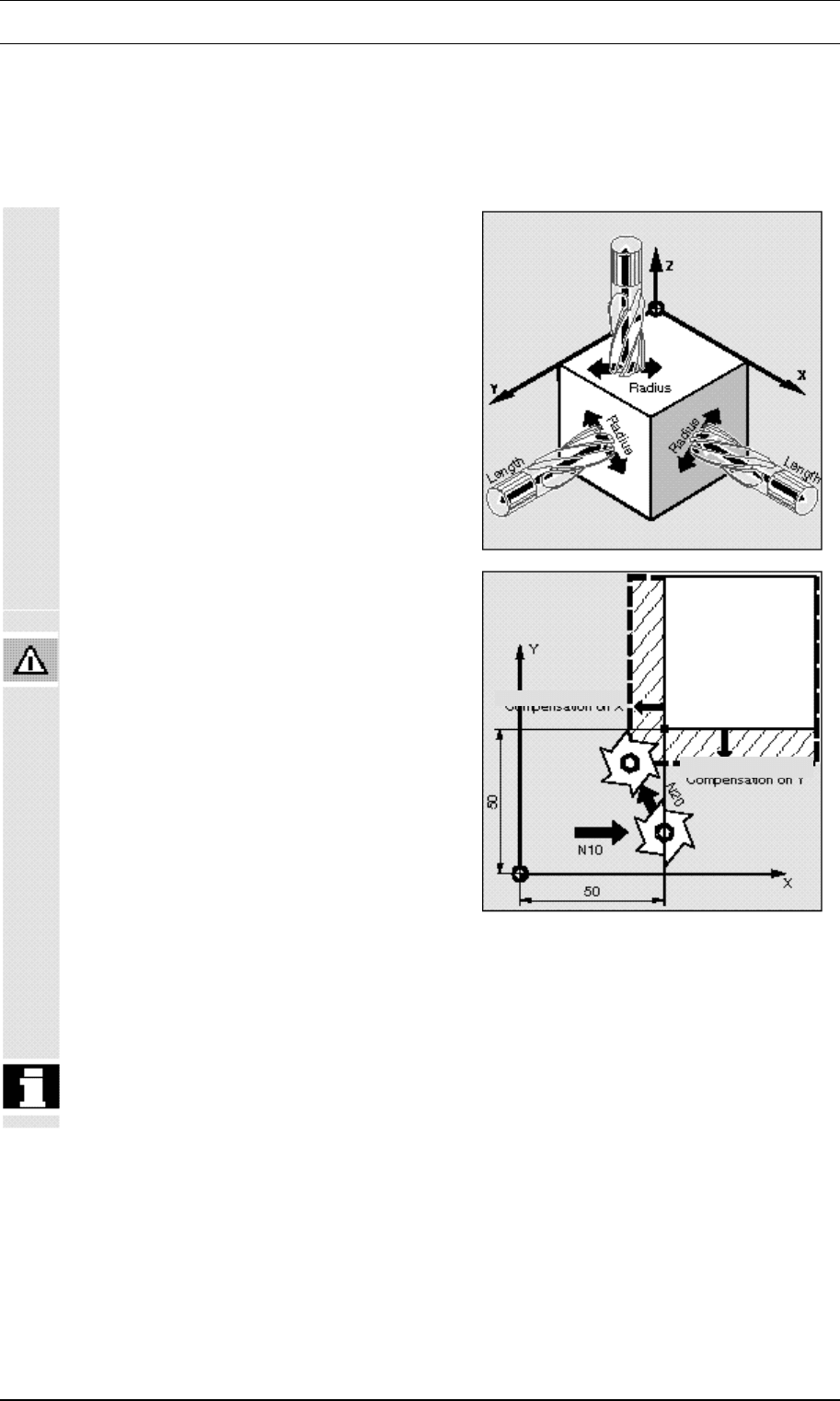
3. Рабочая плоскость G17-G19
Из этой информации управление
обнаруживает плоскость и отсюда
направления осей корректировки.
Пример: Фрезерные инструменты
N10 G17 G41 ...
Корректировка радиуса инструмента
осуществляется в плоскости X/Y,
корректировка длины инструмента
осуществляется в направлении Z.
Примечание:
На 2-осевых станках корректировка
радиуса инструмента возможно
только в реальных плоскостях, в
общем с G18 (см. таблицу
корректировки длины инструмента).
Активирование/дезактивирование
корректировки радиуса инструмента
Команда перемещения должна быть
запрограммирована с G0 или G1 в
NC блоке с G40, G41 или G42. Эта
команда перемещения должна определять ось (лучше две) в выбранной
рабочей плоскости.
Если Вы только определяете одну ось на срабатывание, последняя
позиция другой оси автоматически добавится и произойдет
перемещение на обеих осях.
Пример:
N10 G0 X50 T1 D1
N20 G41 Y60
Только корректировка длины инструмента действует в блоке N10. X50
подводится без корректировки. В блоке N20 действует корректировка радиуса и
Х50 и Y60 подводятся без корректировки. Следующие G41/G42 перемещения
подачи на врезание или М команды и т.д. могут определяться.
Len
g
th - Длина / Radius - Ради
у
с
Корректировка i о Y
03.96 Смещения инструмента
6-312
Вы можете использовать NORM и KONT для определения траектории
инструмента на срабатывание и несрабатывание режима корректировки (см.
последующие страницы).
03.96 Смещения инструмента
6-313
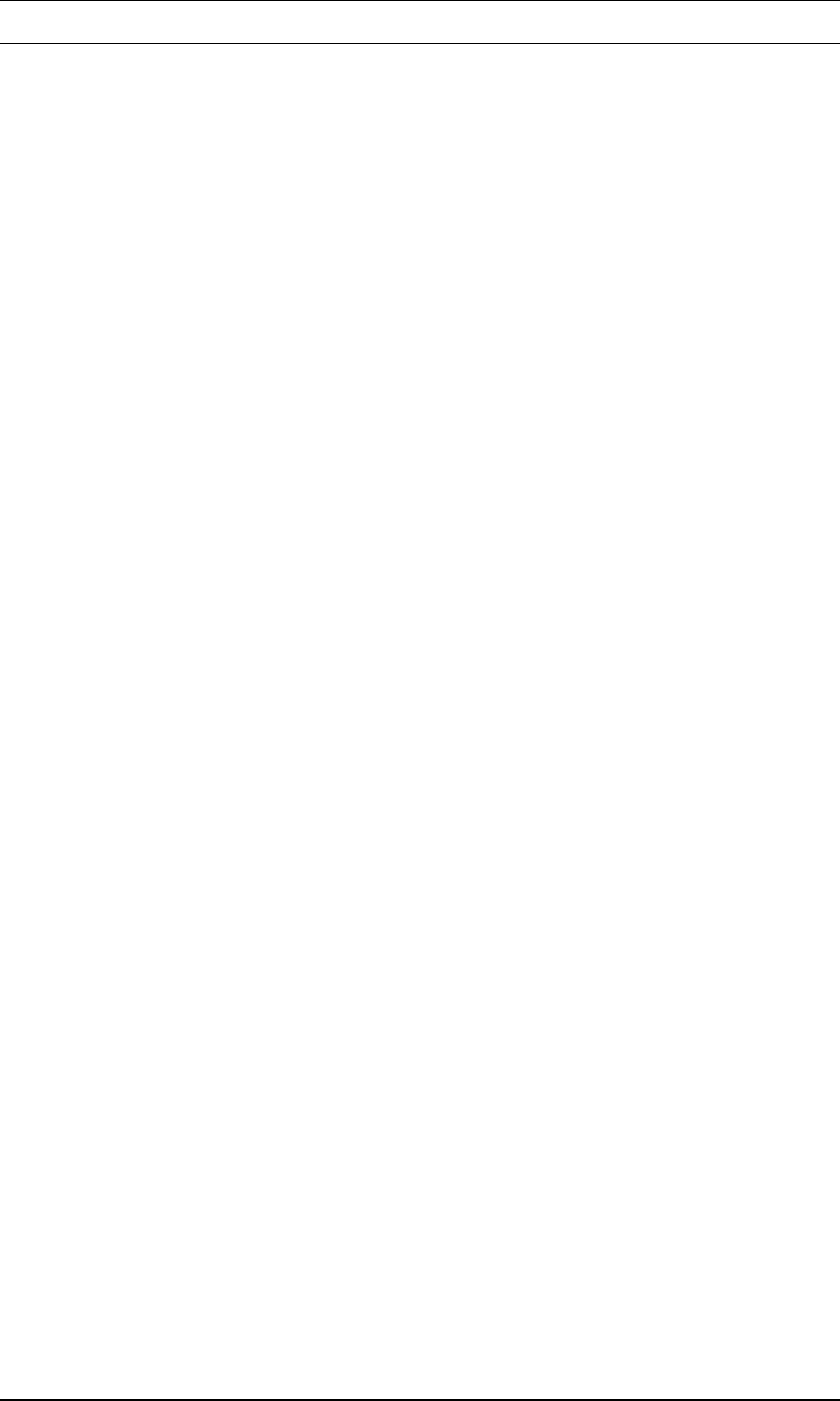
Смена направления корректировки
G41/G42, G42/G41 могут быть
запрограммированы без
промежуточного G40.
Смена рабочей плоскости
Нельзя менять рабочую плоскость
G17-G19 при действии G41/G42.
Смена номера смещения D
Номер смещения D может быть
изменен в режиме корректировки.
Измененный радиус инструмента
действует с эффектом от блока, в
котором запрограммирован новый номер D.
Изменение радиуса или движение корректировки осуществляются через
весь блок и только достигают новой равноотстоящей точки в
запрограммированной конечной точке.
С линейными перемещениями инструмент перемещается через наклонную
траекторию между исходной и конечной точкой. Спиральные перемещения
осуществляются с круговой интерполяцией.
Изменение радиуса инструмента
Это может быть сделано, например, с использованием системы переменных.
Выполнение такое же, ка при смене номера D.
NC блок с измененным смещением
Запрограммированная траектория

03.96 Смещения инструмента
6-314
Измененные значения воздействуют только на другое время T или D
программируется. Изменение применяется только с эффектом со следующего
блока.
03.96 Смещения инструмента
6-315
Во время режима корректировки
Режим корректировки может быть прерван только
некоторыми номерами соответствующих блоков,
которые не содержат команд перемещения или
параметры позиции
в плоскости корректировки
.
Этот номер может быть определен в данных станка.
Блок с расстоянием траектории нуля также
рассматривается как прерывание.
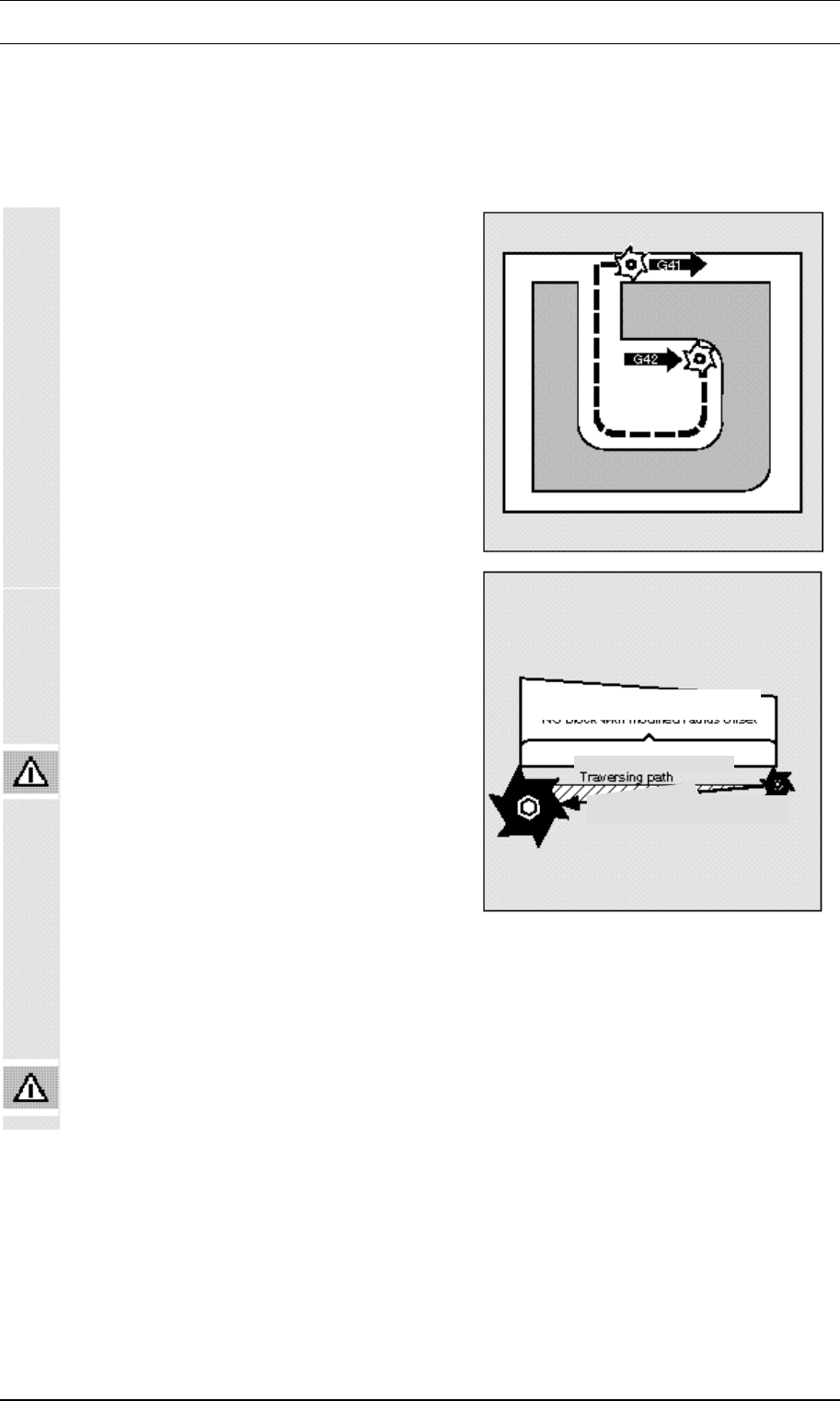
Пример программирования
Подвод "соответствующего":
Вызвать инструмент, активировать
рабочую плоскость и корректировку
радиуса инструмента.
N10 G0 Z100 Отвод инструмента в место смены
N20 G17 T1 M6 Смена инструмента
03.96 Смещения инструмента
6-316
N30 G0 X0 Y0 Z1 M3 S300 D1 Вызвать значения смещения
инструмента, выбрать корректировку
длины
N40 Z-7 F500 Подача инструмента на врезание
N50 G41 X20 Y20 Активировать корректировку радиуса
инструмента, инструмент работает слева от
контура
N60 Y40 Фрезеровать контур
N70 Х40 Y70
N80 Х80 Y50
N90 Y20
N100 Х20
N110 G40 G0 Z100 M30 Отвод инструмента, конец программы
03.96 Смещения инструмента
6-317
6.4 Подвод и отвод контура NORM, KONT, G450, G451
Программирование
NORM
KONT G450
KONT G451
Объяснение параметров
NORM Инструмент перемещается прямо через прямую линию и
позиционируется перпендикулярно контурной точке.
KONT Инструмент перемещается вокруг контура согласно
запрограммированному угловому поведению G450 или G451
Функция
Вы может использовать эти функции, чтобы адаптировать
подвод и отвод траектории в соответствии нужного контур
или формы заготовки.
03.96 Смещения инструмента
6-318
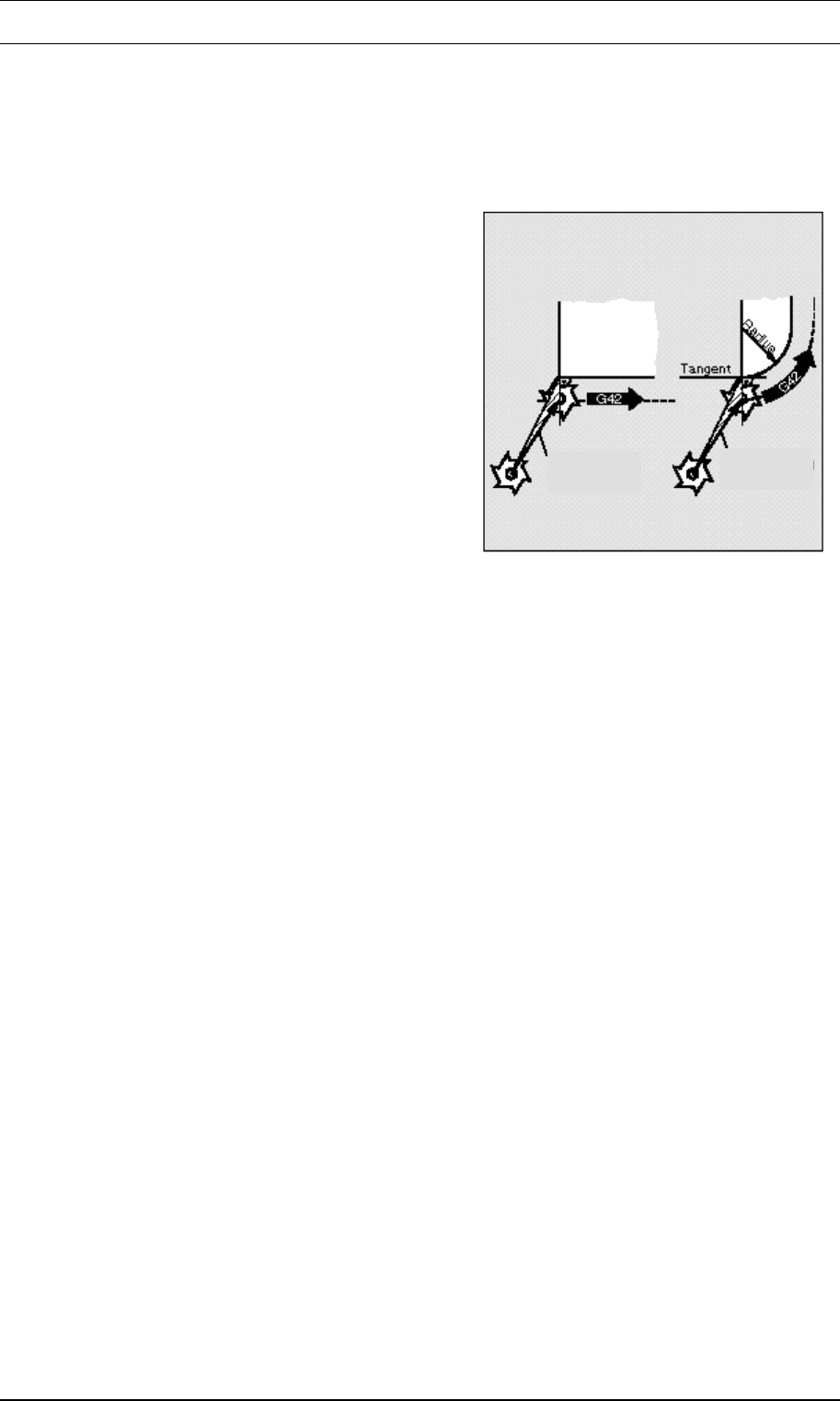
Последовательность
Прямой подвод к перпендикулярной
позиции G41, G42, NORM
Инструмент перемещается прямо через
прямую линию и позиционируется
перпендикулярно тангенсу траектории у
исходной точки.
Поиск исходной точки
Если действует NORM, инструмент
перемещается прямо к траектории исходной
позиции угла подвода, запрограммированного для перемещения (см. схему).
Скорректирова-
нная траектория
Скорректирова-
нная траектория
/
03.96 Смещения инструмента
6-319
Дезактивировать режим
корректировки, G40, NORM
Инструмент позиционируется
перпендикулярно к последней точки
запрограммированной траектории и
затем перемещается прямо через
прямую линию к следующей
нескорректированной позиции, т.е. к
месту смены инструмента.
Поиск места отвода
Если действует NORM, инструмент
перемещается прямо к
нескорректированной позиции,
несмотря на угол подвода,
запрограммированный для
перемещения (см. схему).
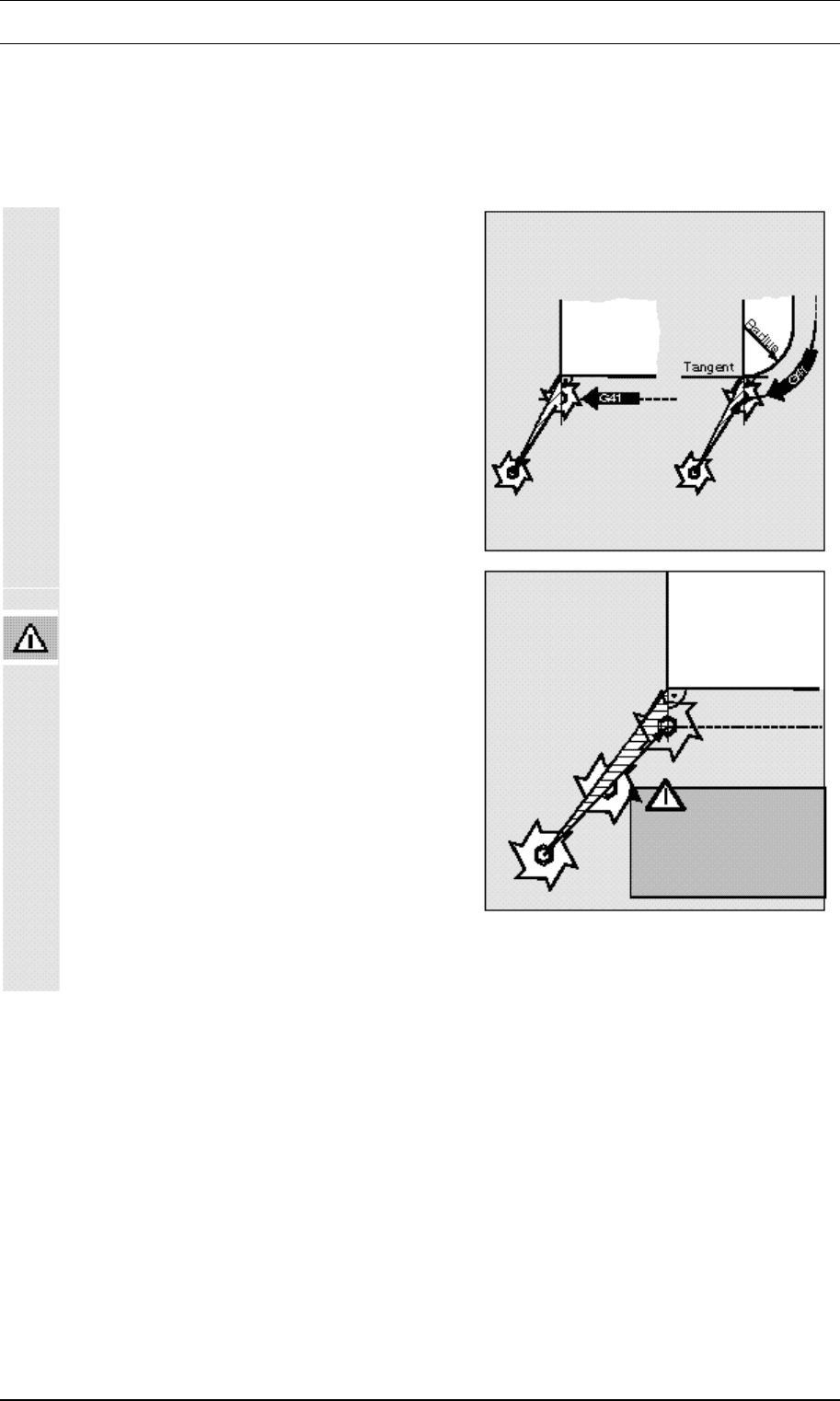
Следующее применяется для
подвода и отвода:
Вы дадите разрешение на изменение
угла перемещения при
программировании, чтобы избежать столкновения.
03.96 Смещения инструмента
6-320
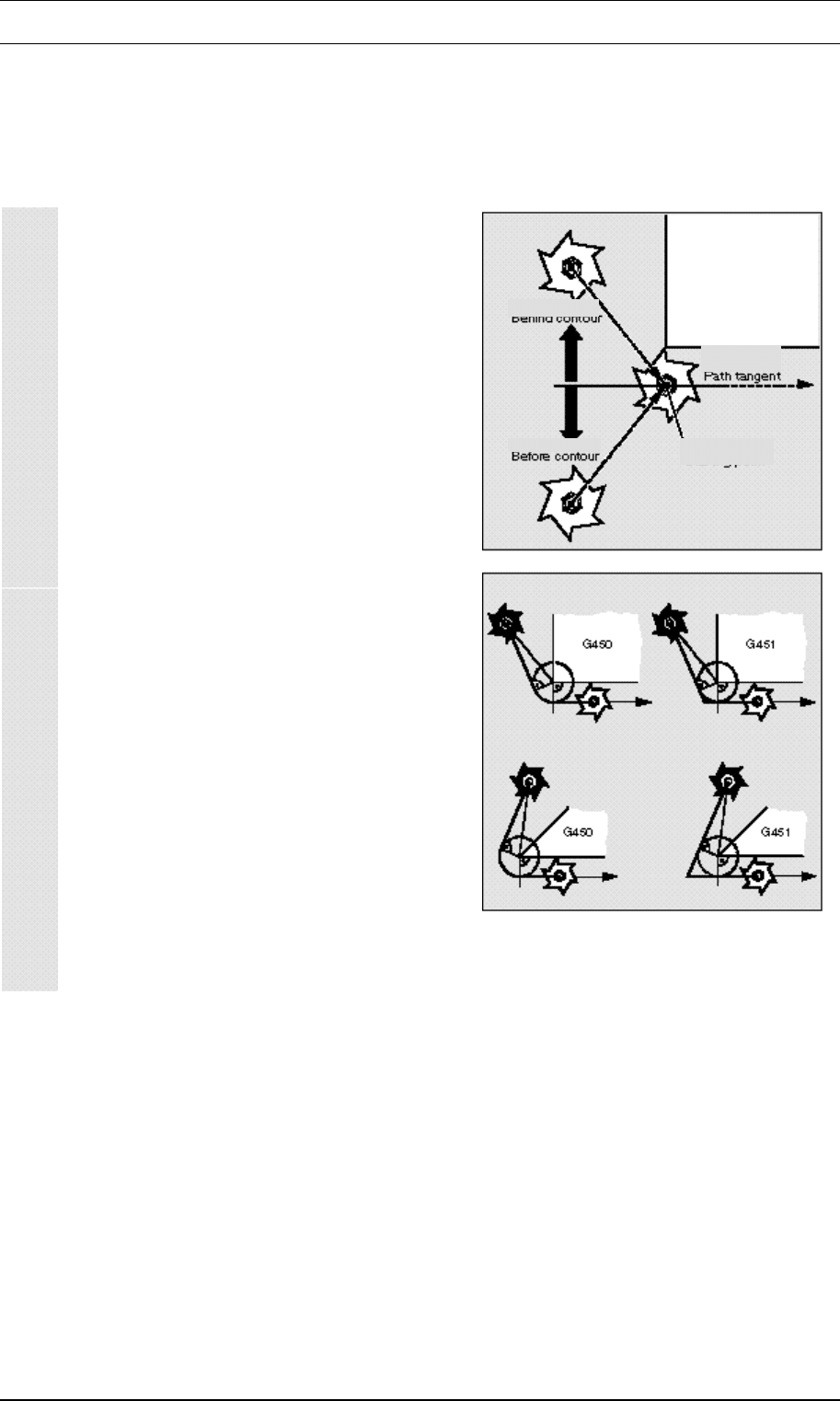
Ход вокруг контура в исходной
позиции, G41, G42, KONT
Здесь различаются 2 случая:
Исходная точка находится перед
контуром
Стратегия подвода та же, что и с
NORM.
Касательная траектория у исходной
точки служит разделяющей линией
между передним и задним контуром.
Исходная точка находится за
контуром
Инструмент перемещается вокруг
исходной точки или вдоль круговой траектории или над равностоящей
траекторией в зависимости от угла G450/G451.
Команды G450/G451 применяются для перехода из текущего блока в
следующий.
За dонтуром
П
Исходная точка
Тангенс