Руководство по программированию ShopTurn Siemens Sinumerik
Подождите немного. Документ загружается.

5
06.03 Функции ShopTurn
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-181
5.3 Токарная обработка
Если токарный станок имеет ось Y и при токарной обработке
необходимо работать с позицией Y ≠ 0, то действовать
следующим образом:
1. Выбрать в функциональной группе "Прямая Окружность"
плоскость обработки "Поверхность вращения" (см. главу
"Включение инструмента и плоскости обработки ").
2. Запрограммировать в функциональной группе "Прямая
Окружность" прямую на желаемую позицию Y (см. главу
"Прямая").
3. Запрограммировать токарные функции.
Позиция Y сохраняется до выключения плоскости обработки
"поверхность вращения".
5.3.1 Циклы обработки резаньем
Если необходима продольная или поперечная обработка
резаньем внешних или внутренних контуров, то используются
циклы обработки резаньем.
Вид обработки (черновая, чистовая) выбирается свободно.
Черновая обработка
При черновой обработке контура создаются параллельные оси
проходы резца до запрограммированного чистового припуска.
Если чистовые припуски не запрограммированы, то резанье при
черновой обработке осуществляется до конечного контура.
ShopTurn уменьшает при черновой обработке
запрограммированную глубину подачи D таким образом, чтобы
получались по возможности проходы резца одинакового размера.
Если, к примеру, общая
глубина подачи составляет 10 и указана
глубина подачи 3, то получаются проходы резца 3, 3, 3 и 1.
ShopTurn уменьшает глубину подачи до 2.5, чтобы были
получены 4 прохода резца одинакового размера.
Возвращается ли инструмент в конце каждого прохода резца на
глубину подачи D по контуру для удаления остаточных углов,
зависит от угла между контуром и резцом инструмента.
От какого
угла осуществляется возврат по контуру,
зафиксировано в машинных данных.
Следовать указания изготовителя станка.
Если инструмент в конце прохода резца возвращается не по
контуру, то он отводится ускоренным ходом на безопасное
расстояние или на определенное в машинных данных значение.
ShopTurn всегда учитывает меньшее значение, иначе, к примеру,
при обработке резаньем на внутренних контурах могут возникнуть
5
Функции ShopTurn 06.03
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
5-182 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
повреждения контура.
Следовать указания изготовителя станка.
Чистовая обработка
Чистовая обработка осуществляется в том же направлении, что и
черновая обработка.
ShopTurn автоматически включает и выключает коррекцию
радиуса инструмента при чистовой обработке.
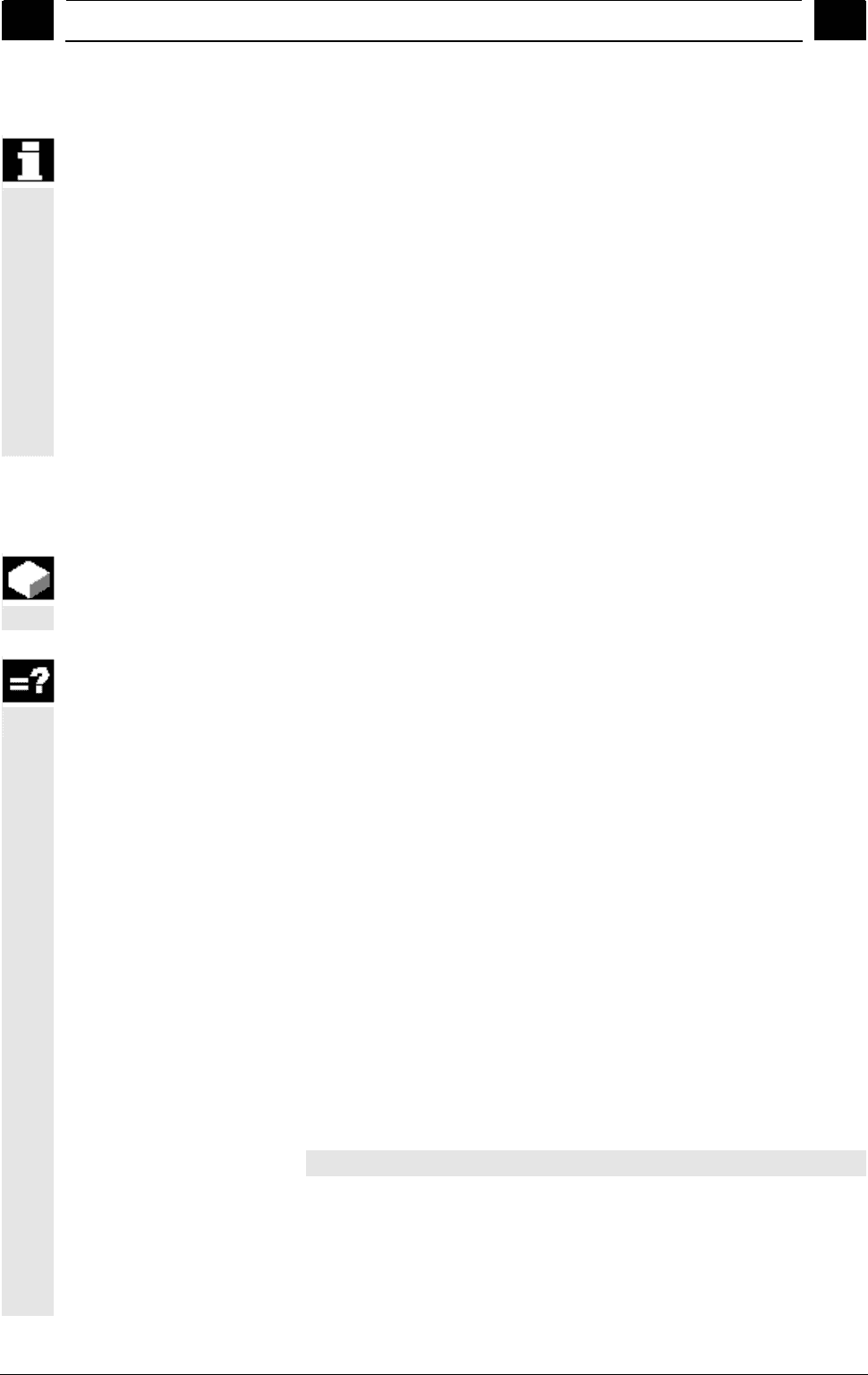
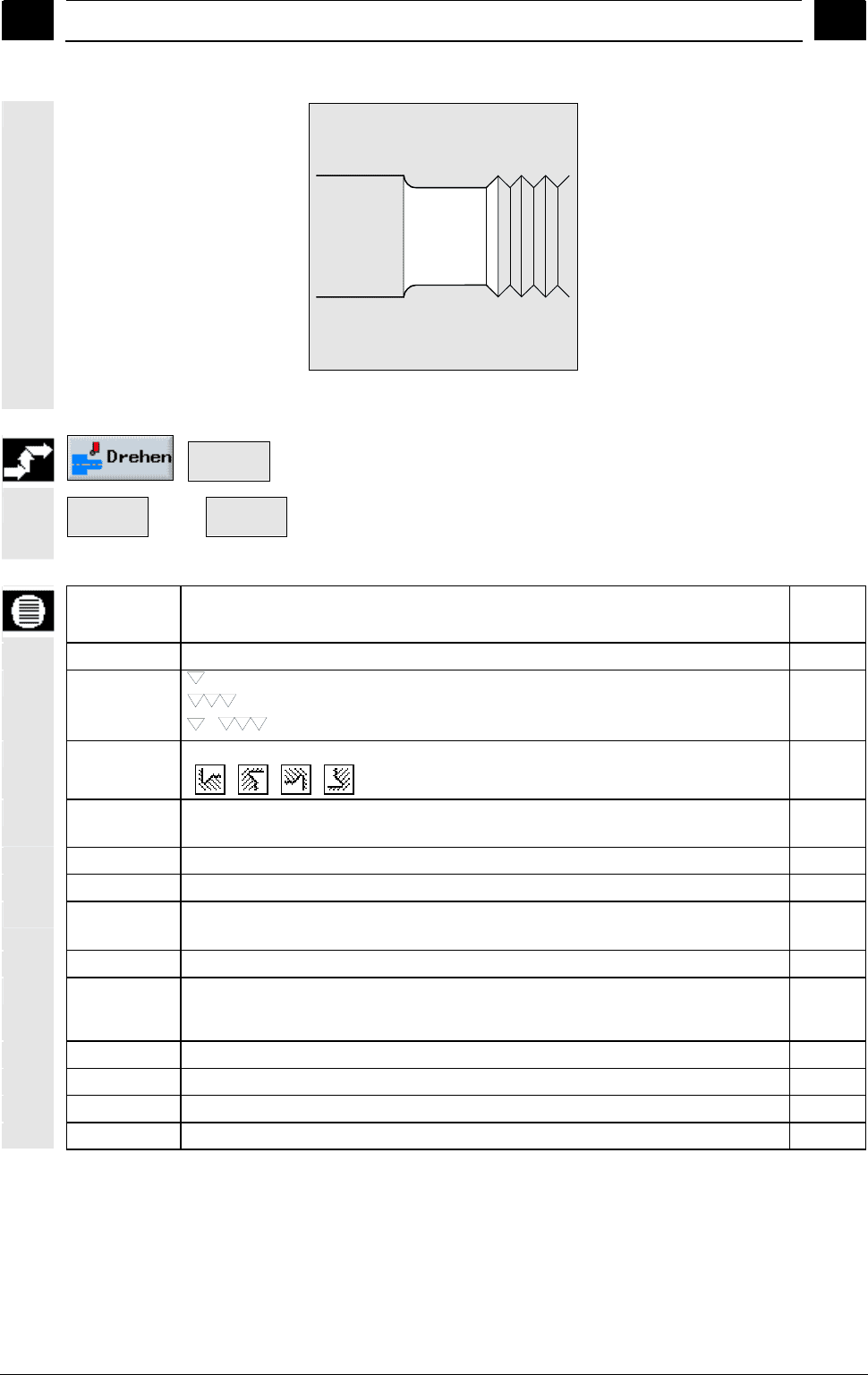
Продольная обработка резаньем
внешнего контура
Параллельная оси черновая обработка
Подвод/отвод
1. Инструмент движется ускоренным ходом сначала на плоскость
отвода и после на безопасное расстояние.
2. Инструмент движется ускоренным ходом на 1-ую глубину
подачи.
3. Первый проход резца осуществляется с подачей обработки.
4. Инструмент возвращается с подачей обработки по контуру или
отводится ускоренным ходом (см. раздел "Черновая
обработка").
5. Инструмент движется ускоренным
ходом на стартовую точку
для следующей глубины подачи.
6. Следующий проход резца осуществляется с подачей
обработки.
7. Шаги 4 до 6 повторяются до достижения конечной глубины.
8. Инструмент отводится ускоренным ходом на безопасное
расстояние.
Abspanen
>
¾ Нажать программные клавиши "Токарная обработка" и
"Обработка резаньем".
¾
¾
¾ Выбрать через программную клавишу один из трех циклов
обработки резаньем:
Простой цикл обработки резаньем "Прямая"
-или-
Цикл обработки резаньем "Прямая с радиусами или фасками"
-или-
Цикл обработки резаньем с диагоналями, радиусами или
5
06.03 Функции ShopTurn
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-183
фасками
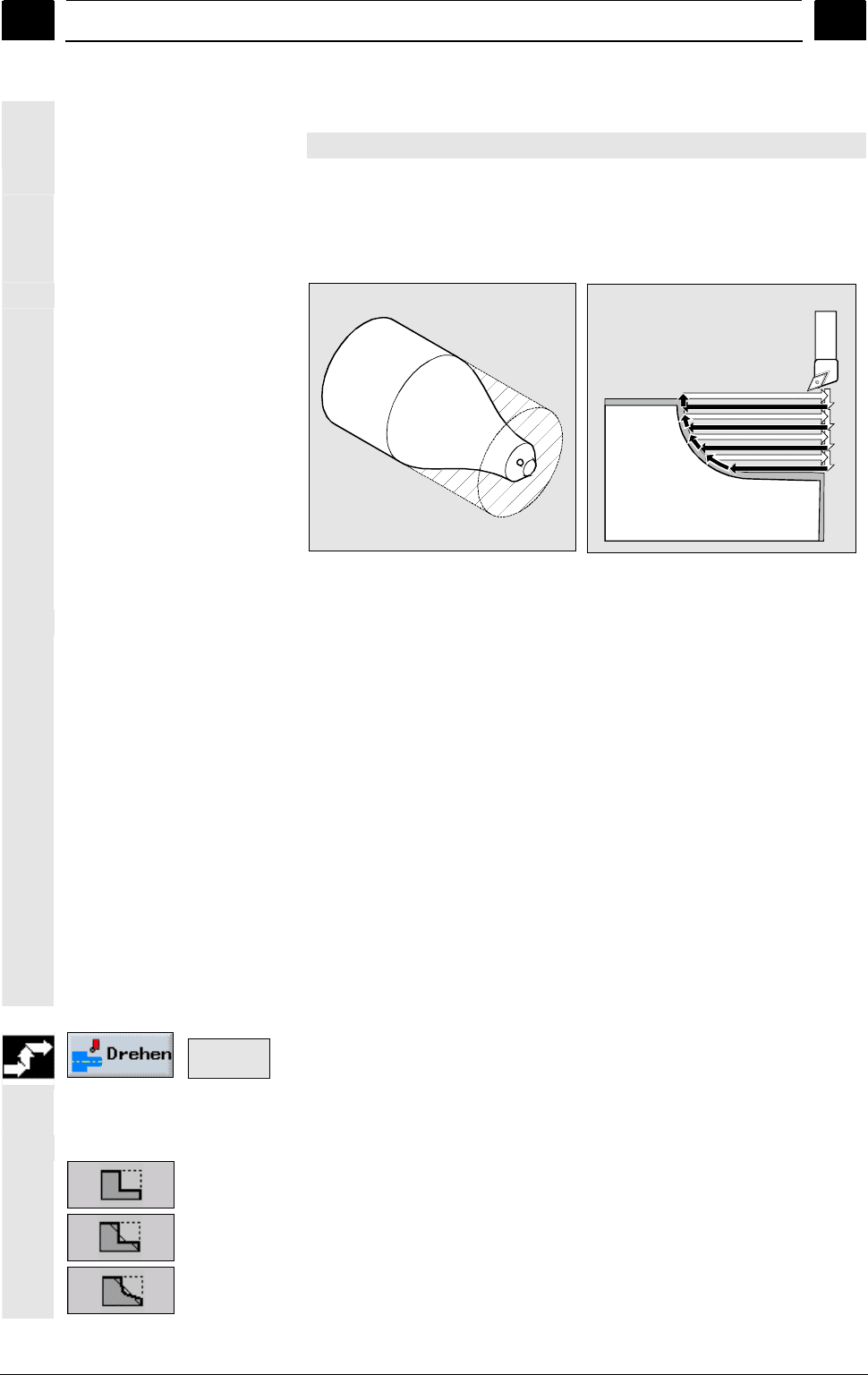
Параметр Описание Единица
T, D, F, S, V См. главу "Создание программных кадров ".
Режим
обработки
Черновая обработка
Чистовая обработка
Положение Положение обработки резаньем:
Направление Направление обработки резаньем (поперечное или продольное) в системе
координат:
X0
Опорная точка ∅ (абс.)
мм
Z0 Опорная точка (абс.) мм
X1
Конечная точка ∅ (абс.) или конечная точка (инкр.)
мм
Z1 Конечная точка (абс. или инкр.) мм
D Глубина подачи (инкр.) – (только при черновой обработке) мм
UX Чистовой припуск в направлении Х (инкр.) – (только при черновой обработке) мм
UZ Чистовой припуск в направлении Z (инкр.) – (только при черновой обработке) мм
FSn Фаска (n=1 до 3), как альтернатива Rn мм
Rn Радиус (n=1 до 3), как альтернатива FSn мм
Xm-Zm-α1-α2 Выбор, какие из параметров Xm, Zm, α1 и α2 должны индицироваться –
(только для циклов обработки резаньем с диагоналями, радиусами и фасками)
Xm
Промежуточная точка ∅ (абс.) или промежуточная точка (инкр.)
мм
Zm Промежуточная точка (абс. или инкр.) мм
α1
Угол первого участка (только для циклов обработки резаньем с диагоналями,
радиусами и фасками)
градус
α2
Угол второго участка (только для циклов обработки резаньем с диагоналями,
радиусами и фасками)
градус
5
Функции ShopTurn 06.03
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
5-184 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
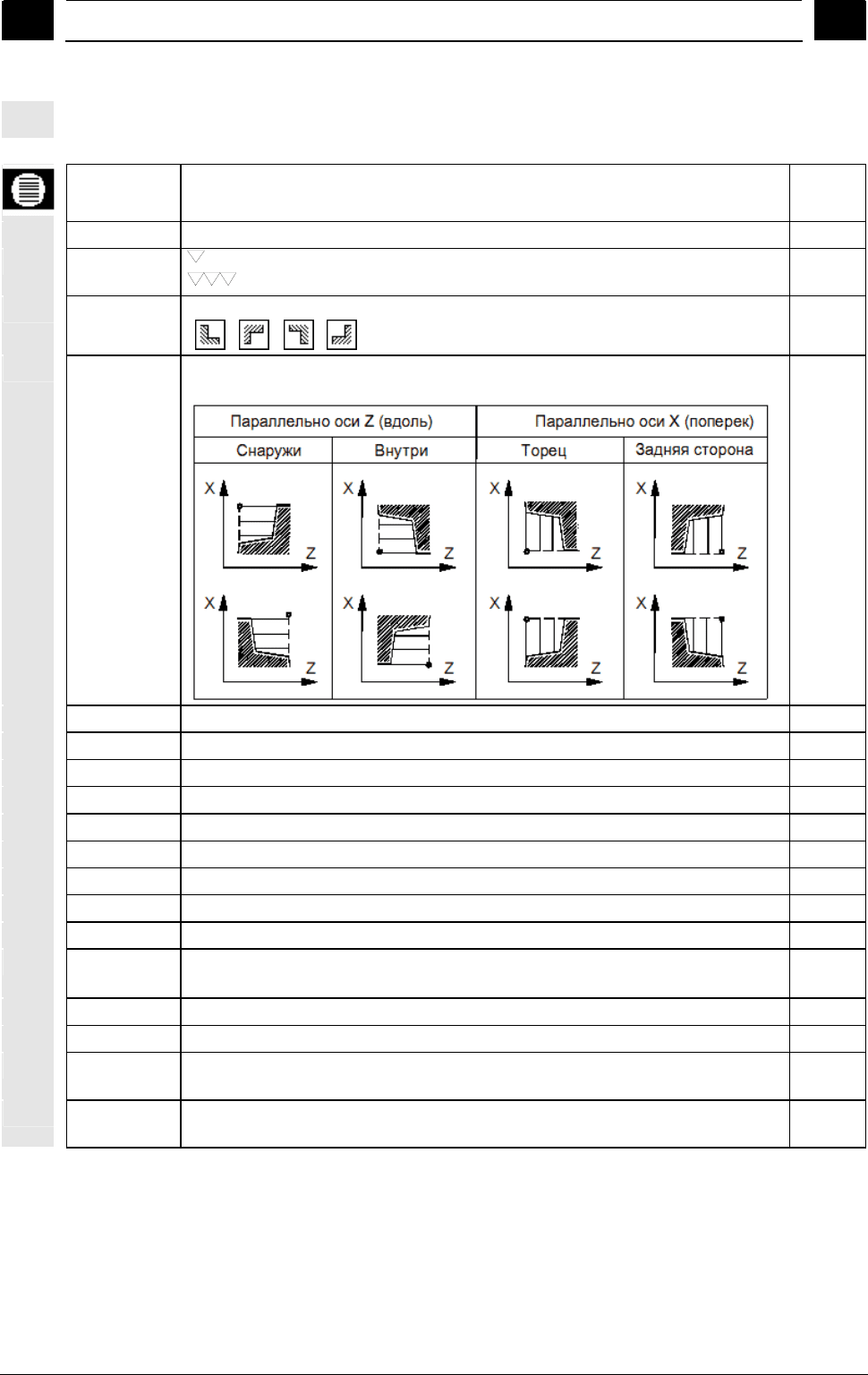
5.3.2 Циклы выточки
Если необходимо изготовить симметричные или ассиметричные
прорези на любых прямых элементах контура, то используются
циклы выточки.
Z
X
Выточка на диагонали
Можно осуществлять продольную или поперечную обработку
внешних или внутренних выточек.
С помощью параметров "ширина выточки" и "глубина выточки"
определяется форм выточки. Если выточка шире активного
инструмента, то ширина снимается за несколько проходов резца.
При этом инструмент при каждой выточке смещается на (макс.)
80% ширины инструмента.
Для основания выточки и боковых стенок
можно указать чистовой
припуск, до которого осуществляется обработка резаньем при
черновой обработке.
Время ожидания между врезанием и отводом определено в
машинных данных.
Следовать указания изготовителя станка.
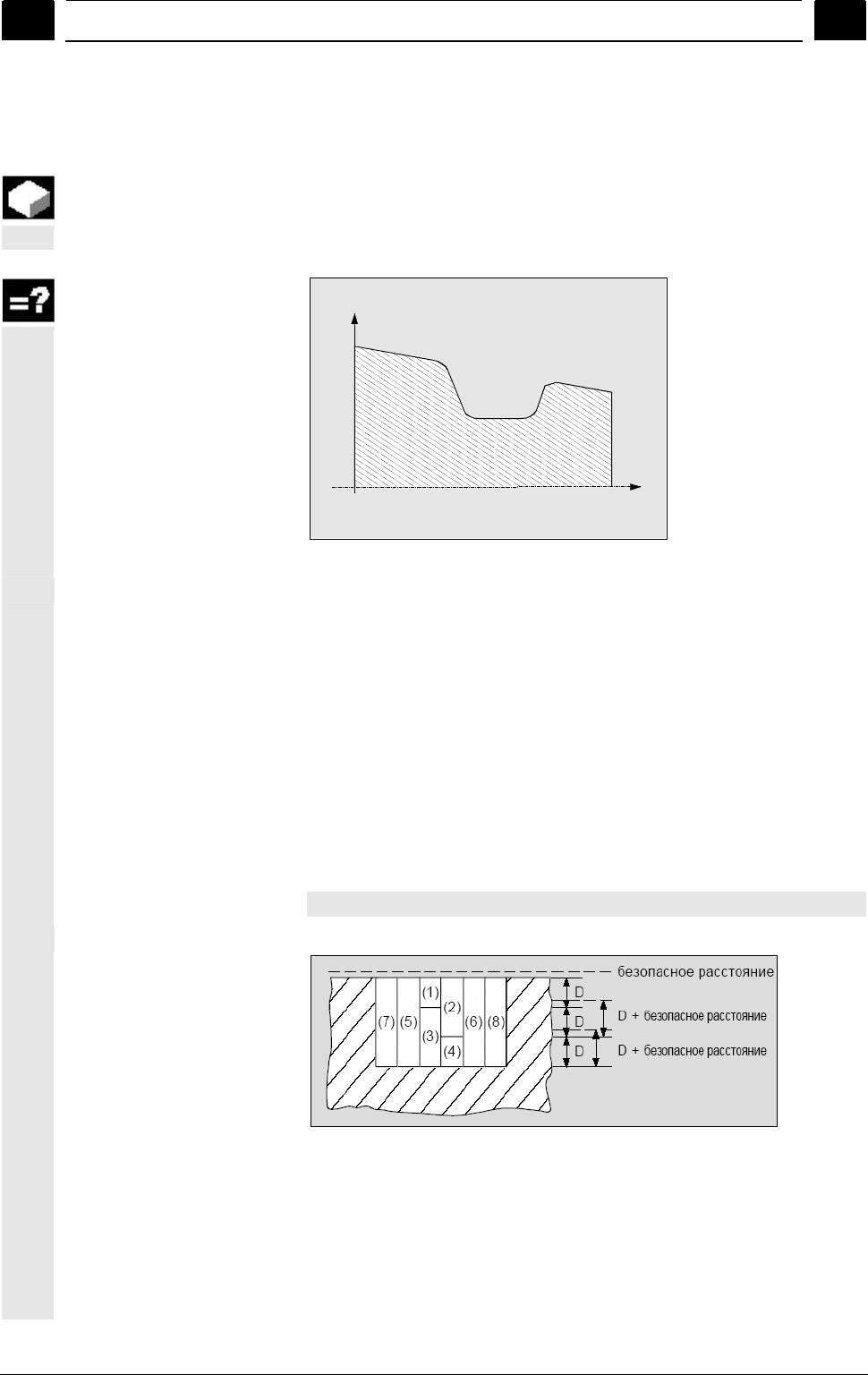
Подвод/отвод
Черновая обработка (глубина подачи D > 0)
Шаги обработки при выточке
1. Инструмент движется ускоренным ходом сначала на плоскость
отвода и после на безопасное расстояние.
2. Инструмент врезается в центре на глубину подачи D (1).
3. Инструмент отводится ускоренным ходом на D + безопасное
расстояние.
4. Инструмент врезается рядом с первой выточкой на глубину
5
06.03 Функции ShopTurn
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-185
подачи 2D (2).
5. Инструмент отводится ускоренным ходом на D + безопасное
расстояние.
6. Инструмент попеременно врезается в 1-ой и 2-ой выточке
соответственно на глубину подачи 2D до достижения конечной
глубины T1 (3) и (4). Между отдельными выточками
инструмент ускоренным ходом отводится соответственно на
D + безопасное расстояние. После последней выточки
инструмент ускоренным ходом отводится на безопасное
расстояние.
7. Все следующие выточки
осуществляются попеременно прямо
до конечной глубины T1 (5) до (8). Между отдельными
выточками инструмент ускоренным ходом отводится
соответственно на безопасное расстояние.
Чистовая обработка
1. Инструмент движется ускоренным ходом сначала на плоскость
отвода и после на безопасное расстояние.
2. Инструмент движется вниз по одной из боковых стенок с
подачей обработки и по основанию дальше до центра
.
3. Инструмент отводится ускоренным ходом на безопасное
расстояние.
4. Инструмент движется вниз по другой боковой стенке с подачей
обработки и по основанию дальше до центра.
5. Инструмент отводится ускоренным ходом на безопасное
расстояние.
Einstich >
¾ Нажать программные клавиши "Токарная обработка" и
"Выточка".
¾ Выбрать через программную клавишу один из трех циклов
выточки:
Простой цикл выточки
-или-
Цикл выточки с диагоналями, радиусами или фасками
-или-
Цикл выточки на диагонали с диагоналями, радиусами или
фасками
5
Функции ShopTurn 06.03
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
5-186 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
Параметр Описание Единица
T, D, F, S, V См. главу "Создание программных кадров ".
Режим
обработки
Черновая обработка
Чистовая обработка
+ комплексная обработка
Положение Положение выточки:
Опорная
точка
Опорная точка:
X0
Опорная точка ∅ (абс.)
мм
Z0 Опорная точка (абс.) мм
B1 Ширина выточки, снизу (инкр.) мм
B2 Ширина выточки, сверху (инкр.) как альтернатива B1 – (только для выточки с
диагоналями, радиусами)
мм
T1 Глубина выточки в опорной точке (абс. или инкр.) мм
T2 Глубина выточки напротив опорной точки (абс. или инкр.) как альтернатива T1
– (только при выточке в диагонали с диагоналями, радиусами и фасками)
мм
α0
Угол диагонали, на которой изготовляется выточка – (только при выточке в
диагонали с диагоналями, радиусами и фасками)
Угол может принимать значения между -180° и +180°.
Продольная выточка: α
0
= 0° ⇒ параллельно оси Z
Поперечная выточка: α
0
= 0° ⇒ параллельно оси X
Положительный угол соответствует повороту оси Х в направлении оси Z
градус
α1, α2
Угол боковой стенки (не для простых циклов выточки)
Через раздельные углы боковых стенок можно описывать ассиметричные
выточки. Углы могут принимать значения между 0 и < 90° .
градус
FS Фаска (n = 1 ... 4) как альтернатива R (не для простых циклов выточки) мм
R Радиус (n = 1 ... 4) как альтернатива FS (не для простых циклов выточки) мм
D Глубина подачи 1-ого прохода резца (инкр.) – (только при черновой обработке)
D=0: 1. 1-ый проход резца осуществляется прямо до конечной глубины T1
D>0: 1-ый и 2-ой проход резца осуществляется попеременно на глубину
подачи D,
чтобы обеспечить лучшее удаление стружки и
избежать поломки инструмента.
12
3
4
5
D
T1
D
Все последующие проходы резца осуществляются прямо до конечной глубины
T1
.
Боковая подача для попеременного прохода резца автоматически
определяется в цикле.
Попеременное резание с каждой стороны невозможно, если инструмент может
достичь основания выточки только в одной позиции.
мм
об. Чистовой припуск (инкр.) – (только при черновой обработке) мм
5
06.03 Функции ShopTurn
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-187
N Количество выточек (N=1....65535)
P Интервал выточек (инкр.)
При N=1 P не индицируется
мм
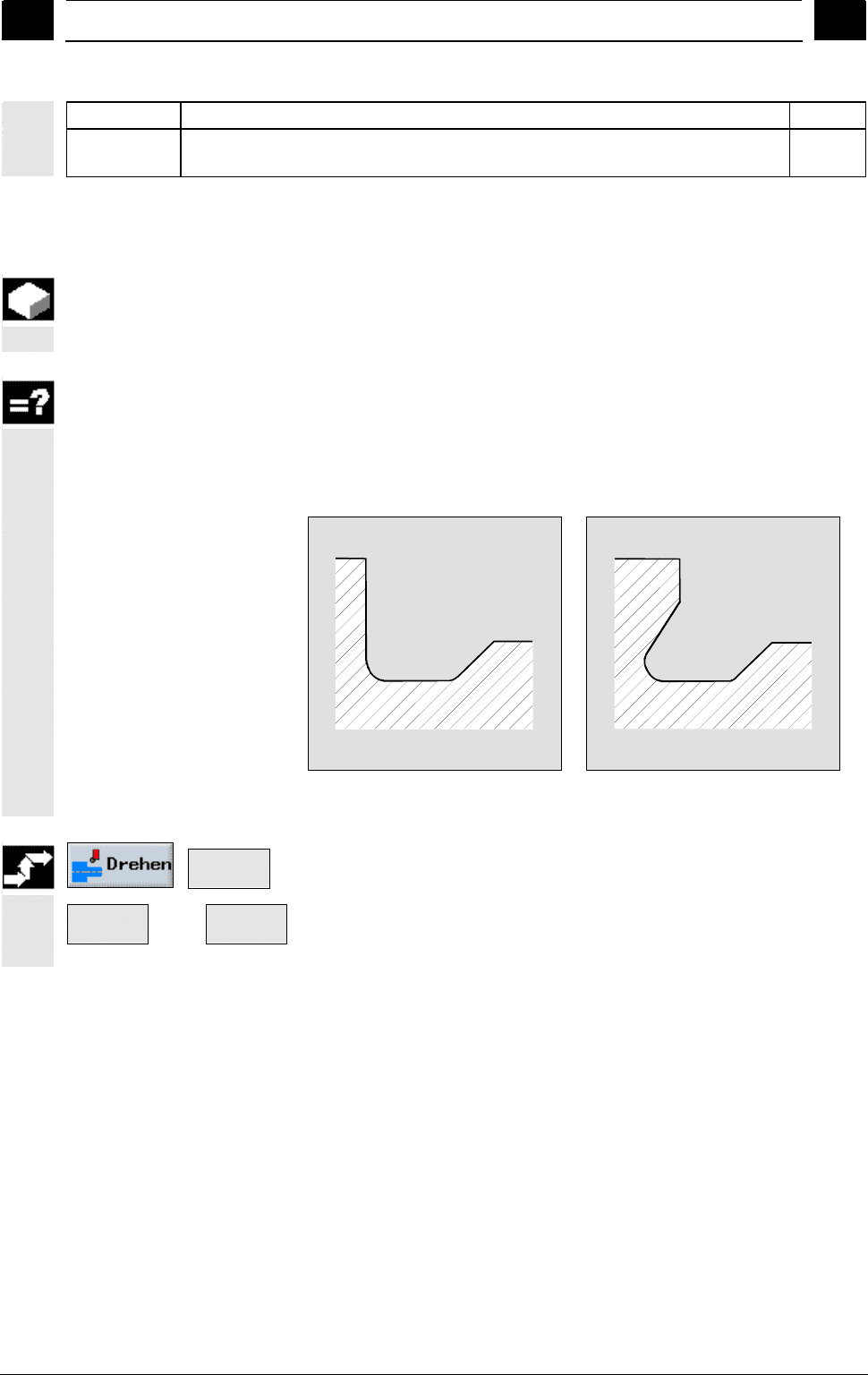
5.3.3 Канавки формы E и F
Если необходимо выточить канавки по DIN509 форм E или F, то
используются функции "Канавка формы E" или "Канавка формы
F".
Подвод/отвод
1. Инструмент движется ускоренным ходом сначала на плоскость
отвода и после на безопасное расстояние.
2. Канавка изготовляется за один проход с подачей обработки,
начиная с боковой стороны до поперечной подачи V.
3. Инструмент отводится ускоренным ходом на плоскость отвода.
Канавка: форма E
Канавка: форма F
Freistich >
¾ Нажать программные клавиши "Токарная обработка" и
"Канавка".
Freistich
Form E
-или-
Freistich
Form F
¾ Нажать программную клавишу "Канавка формы E" или
"Канавка формы F".
5
Функции ShopTurn 06.03
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
5-188 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
Параметр Описание Единица
T, D, F, S, V См. главу "Создание программных кадров ".
Положение Положение канавки формы E:
Положение канавки формы F:
Размер
канавки
Размер канавки по таблице DIN:
Радиус/глубина, к примеру: E1.0x0.4 (канавка формы E) или
F0.6x0.3 (канавка формы F)
X0
Опорная точка для размера ∅ (абс.)
мм
Z0 Опорная точка для размера (абс.) мм
X1
Припуск в направлении X ∅ (абс.) или припуск в направлении X (инкр.)
мм
Z1 Припуск в направлении Z (абс. или инкр.) – (только для канавки формы F) мм
V
Поперечная подача X ∅ (абс.) или поперечная подача X (инкр.)
мм
5.3.4 Резьбовые канавки
Если необходимо запрограммировать резьбовые канавки по
DIN76 для деталей с метрической ISO-резьбой или свободно
определяемые резьбовые канавки, то используются функции
"Канавка Резьба DIN" или "Канавка Резьба".
Подвод/отвод
1. Инструмент движется ускоренным ходом сначала на плоскость
отвода и после на безопасное расстояние.
2. 1-ый проход осуществляется с подачей обработки начиная с
боковой стороны вдоль формы резьбовой канавки до
безопасного расстояния.
3. Инструмент движется ускоренным ходом на следующую
стартовую позицию.
4. Шаги 2 и 3 повторяются до полного изготовления резьбовой
канавки.
5.
Инструмент отводится ускоренным ходом на плоскость отвода.
При чистовой обработке инструмент движется до поперечной
подачи V.
5
06.03 Функции ShopTurn
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03 5-189
Резьбовая канавка
Freistich >
¾ Нажать программные клавиши "Токарная обработка" и
"Канавка".
Freistich
Gew. DIN
-или-
Freistich
Gewinde
¾ Нажать программные клавиши "Канавка Резьба DIN" или
"Канавка Резьба".
Параметр Описание Единица
T, D, F, S, V См. главу "Создание программных кадров ".
Режим
обработки
Черновая обработка
Чистовая обработка
+ комплексная обработка
Положение Положение резьбовой канавки:
P Выбрать и ввести шаг резьбы из заданной таблицы DIN – (только для Канавка
Резьба DIN)
мм/об.
X0
Опорная точка ∅ (абс.)
мм
Z0 Опорная точка (абс.) мм
X1
Припуск в направлении X ∅ (абс.) или
Припуск в направлении X (инкр.) – (только для резьбовой канавки)
мм
Z1 Припуск в направлении Z (абс. или инкр.) – (только для резьбовой канавки) мм
R1, R2
Радиус1, радиус2 (инкр.) – (только для резьбовой канавки)
мм
α
Угол врезания
градус
V
Поперечная подача X ∅ (абс.) или поперечная подача X (инкр.)
мм
D Подача (инкр.) – (только для черновой обработки) мм
об. Чистовой припуск (инкр.) – (только при черновой обработке) мм
5
Функции ShopTurn 06.03
5.3 Тока
р
ная об
р
аботка
5
© ООО Siemens 2003 Все права защищены.
5-190 SINUMERIK 840D/840Di/810D управление/программирование ShopTurn (BAT) - выпуск 06.03
5.3.5 Нарезание резьбы резцом
Если необходимо нарезать резцом наружную или внутреннюю
резьбу с постоянным или переменным шагом, то используются
функции "Продольная резьба", "Коническая резьба" или
"Спиральная резьба".
Резьба может быть как однозаходной, так и многозаходной.
Левая или правая резьба определяется через направление
вращения шпинделя и направление подачи.
Подача осуществляется автоматически с постоянной глубиной
подачи или постоянным поперечным сечением резания.
• При постоянной глубине подачи поперечное сечение резания
увеличивается с каждым проходом резца. Чистовой припуск
снимается после черновой обработки за один проход резца.
Для небольших глубин резьбы этот вариант может
способствовать улучшению условий резания.
• При постоянном поперечном сечении резания усилие резания
остается постоянным для всех черновых проходов резца и
глубина подачи уменьшается.
Для метрической резьбы (шаг резьбы P в мм/об.) ShopTurn
присваивает параметру "глубина резьбы К" значение,
вычисленное из шага резьбы. Это значение может изменяться.
Предустановка должна быть активирована через машинные
данные.
Следовать указания изготовителя станка.
Подвод/отвод
1. Инструмент движется ускоренным ходом на плоскость отвода.
2. Резьба с заходом:
Инструмент движется ускоренным ходом до первой стартовой
позиции, выступающей на заход резьбы W.
Резьба с входом:
Инструмент движется ускоренным ходом до стартовой
позиции, выступающей на вход резьбы W2.
3. Первый проход резцы выполняется с шагом резьбы Р до
выхода резьбы
R.
4. Резьба с заходом:
Инструмент движется ускоренным ходом до интервала
обратного хода V и потом до следующую стартовую позицию.
Резьба с входом:
Инструмент движется ускоренным ходом до интервала
обратного хода V и потом снова на стартовую позицию.
5. Шаги 3 и 4 повторяются до полного изготовления резьбы.
6. Инструмент отводится ускоренным ходом на плоскость отвода.