Руководство по программированию ShopTurn Siemens Sinumerik
Подождите немного. Документ загружается.

4
06.03 Создание программы ShopTurn
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03 4-131
Neue
Kontur >
Abspanen
>
Abspanen
Rest >
Stechen
>
Stechen
Rest >
Stechdreh
en >
Stechdreh
en Rest >
Tasche
>
Zapfen
>
Nut
>
Mehrkant
>
Gravur
Kontur-
fräsen >
Neue
Kontur >
Bahn-
fräsen >
Vorbohren
>
Tasche
fräsen
Tasche
Restmat.
Zapfen
fräsen
Zapfen
Restmat.
Marke
setzen >
Wieder-
holung >
Unter-
programm>
Gegen-
spindel >
Einstel-
lungen >
Transfor-
mationen >
Nullpunkt
versch. >
Verschie-
bung >
4
Создание программы ShopTurn 06.03
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
4-132 SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03
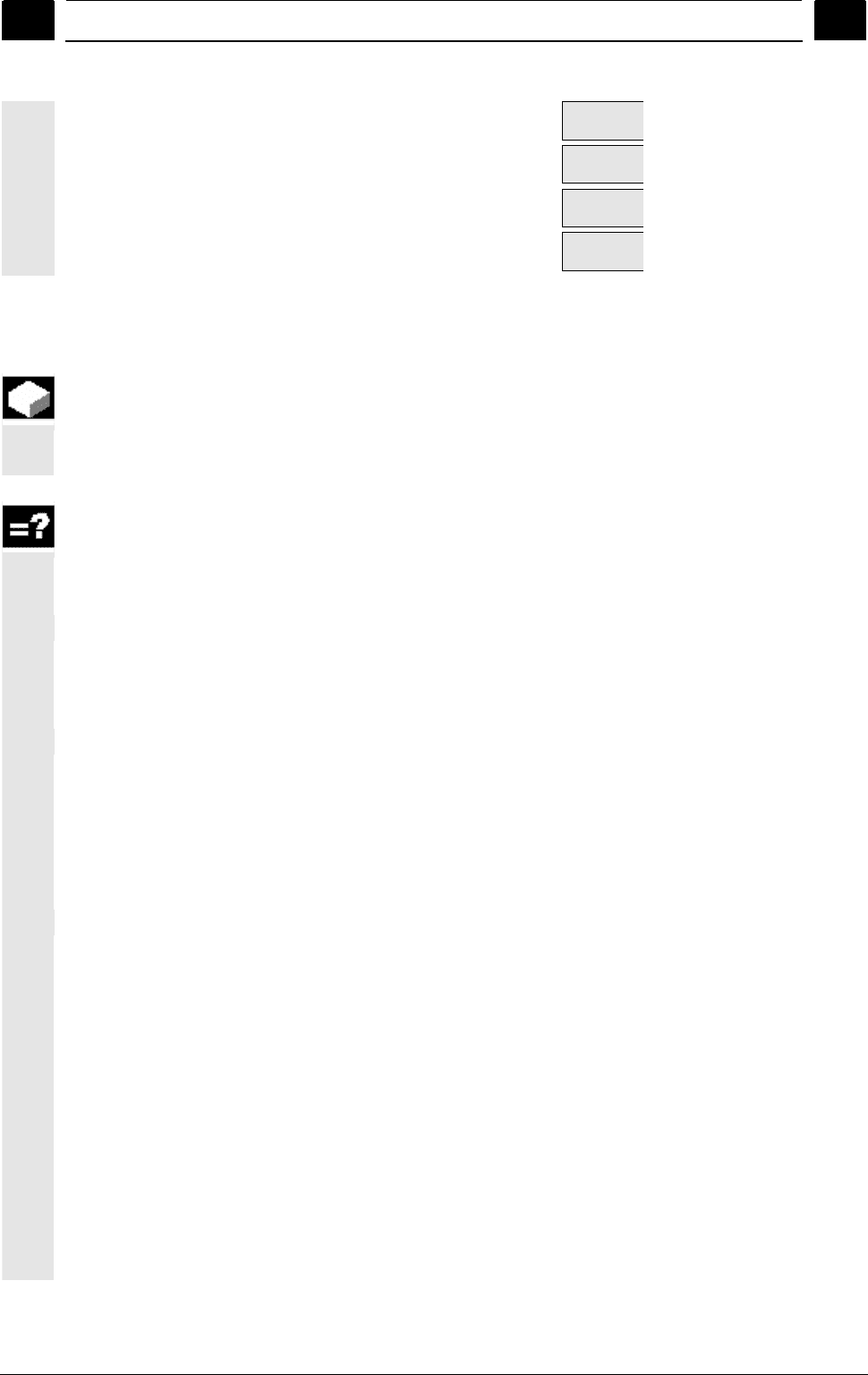
Rotation
>
Skalie-
rung >
Spiege-
lung >
Rotation
C-Achse
4.3.2 Создание новой программы
Для каждой новой детали, которую необходимо изготовить,
создается своя программа. Программа содержит отдельные шаги
обработки, которые должны быть осуществлены для
изготовления детали.
При создании новой программы автоматически определяется
заголовок программы и конец программы. В заголовке программы
необходимо установить следующие параметры, которые
действуют во всей программе.
Смещение нулевой
точки (СНТ)
Смещение нулевой точки (СНТ), в котором сохранена нулевая
точка детали.
Предустановка параметра может быть стерта, если указания СНТ
не требуется.
Единица измерения
Установка единицы измерения (миллиметр или дюйм) в заголовке
программы относится только к данным позиций в актуальной
программе. Все другие данные как подача или коррекции
инструмента вводятся в единице измерения, которая установлена
для всего станка.
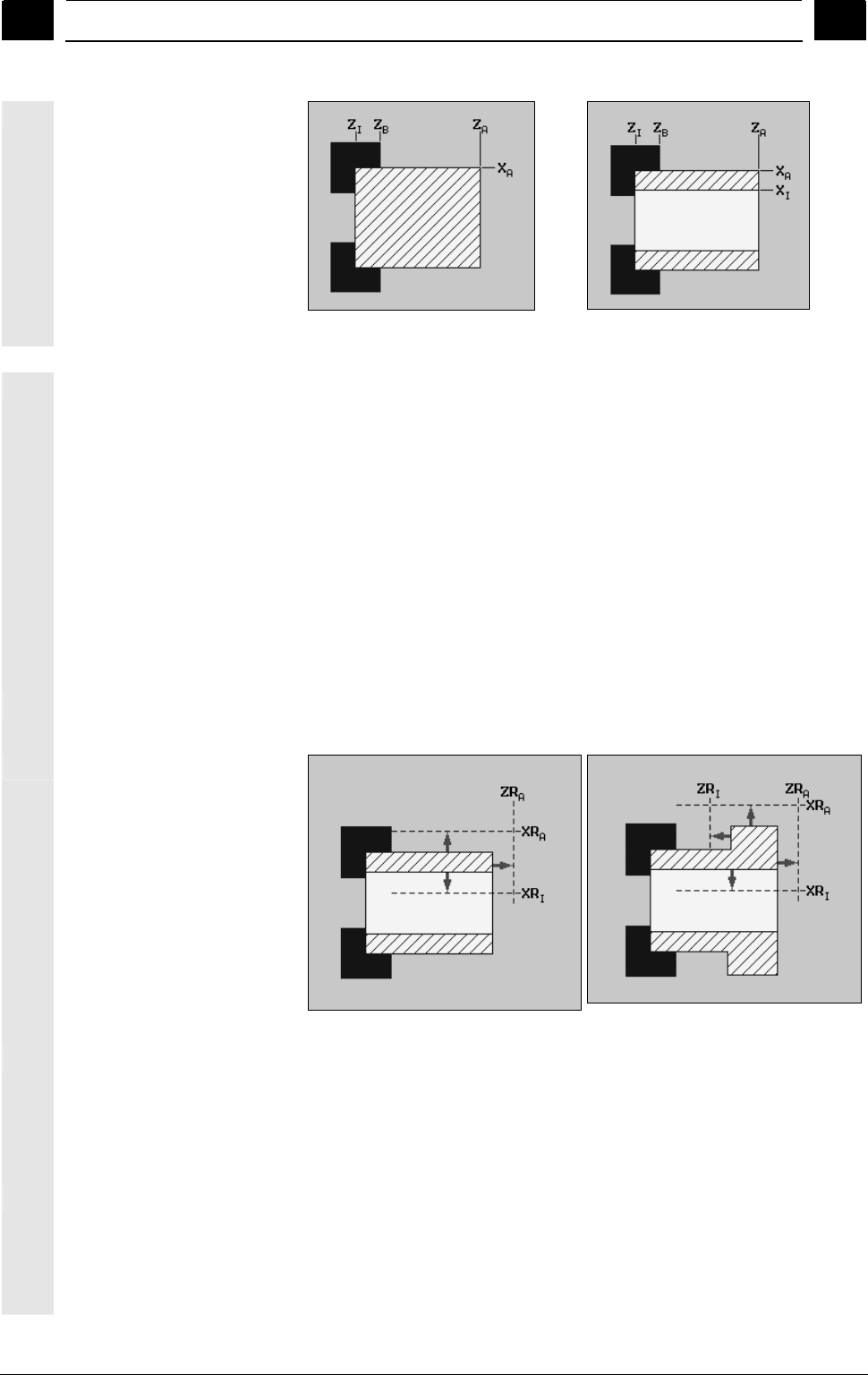
Заготовка
Для заготовки детали необходимо определить форму (цилиндр,
труба, прямоугольник или многоугольник) и размеры.
W: ширина заготовки – только для прямоугольника
L: длина заготовки – только для прямоугольника
N: количество кромок – только для многоугольника
L: длина кромок (как альтернатива SW) - только для
многоугольника
SW: размер под ключ (как альтернатива L) - только для
многоугольника
XA: наружный диаметр (абс
.) – только для цилиндра и трубы
XI: внутренний диаметр (абс. или инкр.) – только для трубы
ZA: начальный размер (абс.)
ZI: конечный размер (абс. или инкр.)
ZB: размер обработки (абс. или инкр.)
4
06.03 Создание программы ShopTurn
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03 4-133
Заготовка "цилиндр"
Заготовка "труба"
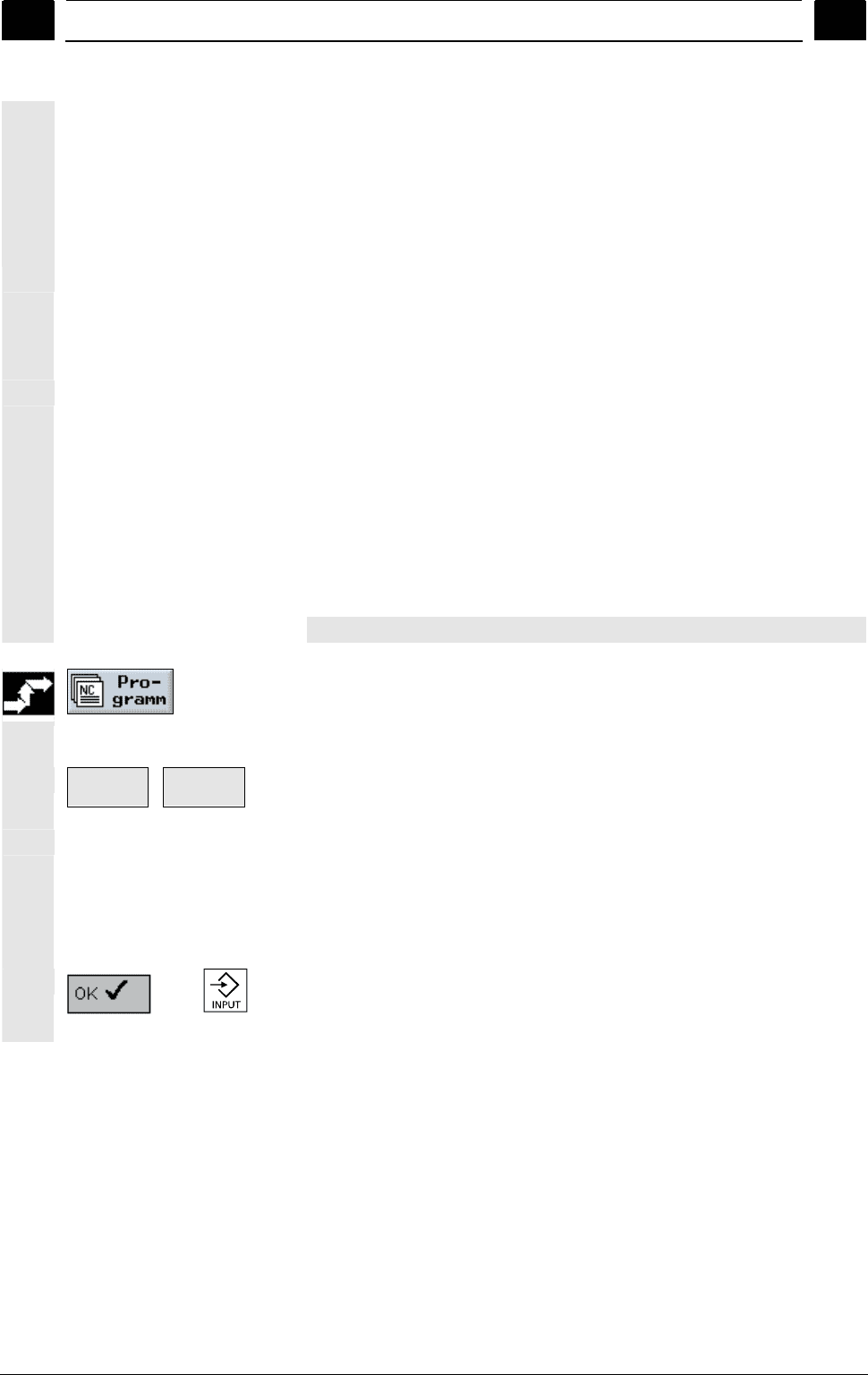
Отвод
Область отвода обозначает зону, вне которой должно быть
обеспечено перемещение осей без столкновений.
Для каждого направления подачи определяется плоскость
отвода, которая при позиционировании проходится только в
направлении подачи. Плоскости отвода зависят от формы
заготовки и вида отвода (простой, расширенный или все).
XRA: внешняя плоскость отвода в направлении X (абс.)
XRI: внутренняя
плоскость отвода в направлении X (абс. или
инкр.)
ZRA: внешняя плоскость отвода в направлении Z (абс.)
ZRI: внутренняя плоскость отвода в направлении Z (абс. или
инкр.)
Плоскости отвода XRA и XRI всегда устанавливаются по кругу
вокруг заготовки, даже у прямоугольника и многоугольника.
Отвод труба: простой
Отвод труба: все
Задняя бабка
Если станок имеет заднюю бабку, то область отвода может быть
еще расширена, чтобы предотвратить столкновение с задней
бабкой при перемещении осей.
Ввести безопасную плоскость XR над задней бабкой в
абсолютном размере.
Точка смены
инструмента
Револьвер подводится своей нулевой точкой к точке смены
инструмента и подводит желаемый инструмент в позицию
обработки. Точка смены инструмента должна находится так
далеко от области отвода, чтобы при повороте револьвера
инструмент не попадал в область отвода.
4
Создание программы ShopTurn 06.03
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
4-134 SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03
Либо задается актуальная позиция инструмента в качестве точки
смены инструмента (обучение точки смены инструмента), либо
нужно ввести координаты точки смены инструмента XT и ZT
непосредственно в маску параметра.
Обучение (Teachen) точки смены инструмента возможно только
тогда, когда включена система координат станка (MСS).
Безопасное расстояние
Безопасное расстояние SC определяет, как близко инструмент
при ускоренном ходе может быть подведен к детали.
Безопасное расстояние вводится без знака в инкрементальном
размере.
Границы числа
оборотов
Если необходимо обрабатывать деталь с постоянной скоростью
резанья, то ShopTurn должен увеличить число оборотов
шпинделя, как только диаметр детали уменьшиться. Так число
оборотов не может увеличиваться бесконечно, то в зависимости
от формы, размера и материала детали или патрона можно
определить границу числа оборотов для главного шпинделя (S1)
и для
встречного шпинделя (S3).
Изготовитель станка определяет только границу числа оборотов
для станка, т.е. ту, которая не зависит от детали.
Следовать указания изготовителя станка.
Нажать программную клавишу "Программа".
Выбрать директорию, в которой должна быть создана новая
программа.
Neu
ShopTurn
Programm
Нажать программную клавишу "Новая" и "Программа
ShopTurn".
Ввести имя программы.
Имя программы может состоять из 24 знаков. Разрешены все
буквы (кроме умляутов), цифры и подчеркивания (_).
ShopTurn автоматически заменяет строчные буквы
прописными.
-или-
Нажать программную клавишу "OK" или клавишу "Input".
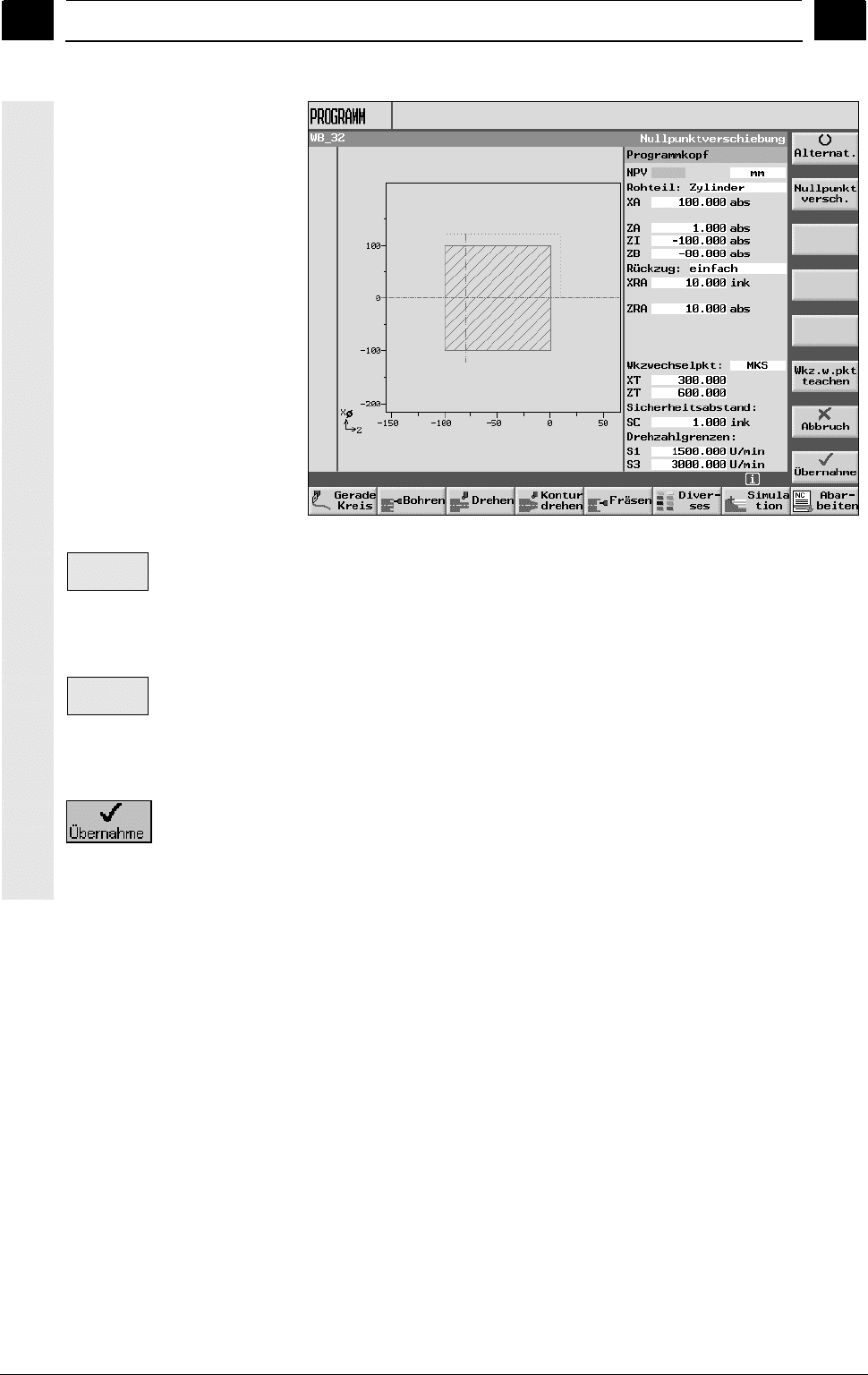
Высвечивается маска параметров "Заголовок программы".
4
06.03 Создание программы ShopTurn
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03 4-135
Параметрирование заголовка программы
Nullpunkt
versch.
Выбрать СНТ или ввести СНТ непосредственно в поле ввода
или вызвать программной клавишей "СНТ" список смещений
нулевой точки, если требуется выбрать СНТ там.
Ввести прочие параметры.
Wkz.w.pkt
teachen
Нажать программную клавишу "Wkz.w.pkt teachen", если
необходимо установить актуальную позицию инструмента в
качестве точки смены инструмента.
Координаты инструмента берутся из параметров XT и ZT.
Нажать программную клавишу "Применить ".
Показывается рабочий план.
ShopTurn автоматически определил конец программы.
4
Создание программы ShopTurn 06.03
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
4-136 SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03
4.3.3 Создание программных кадров
После того, как новая программа создана и заголовок программы
заполнен, в программных кадрах определяются отдельные шаги
обработки, которые необходимы для изготовления детали.
Для программы имеется ограниченное количество памяти. Можно
запрограммировать максимум 1000 программных кадров с
функцией "Прямая". Если используются другие функции, для
которых необходимо больше памяти, то соответственно
уменьшается и максимальное количество программных кадров.
Программные кадры могут создаваться только между заголовком
программы и концом программы. Для программирования
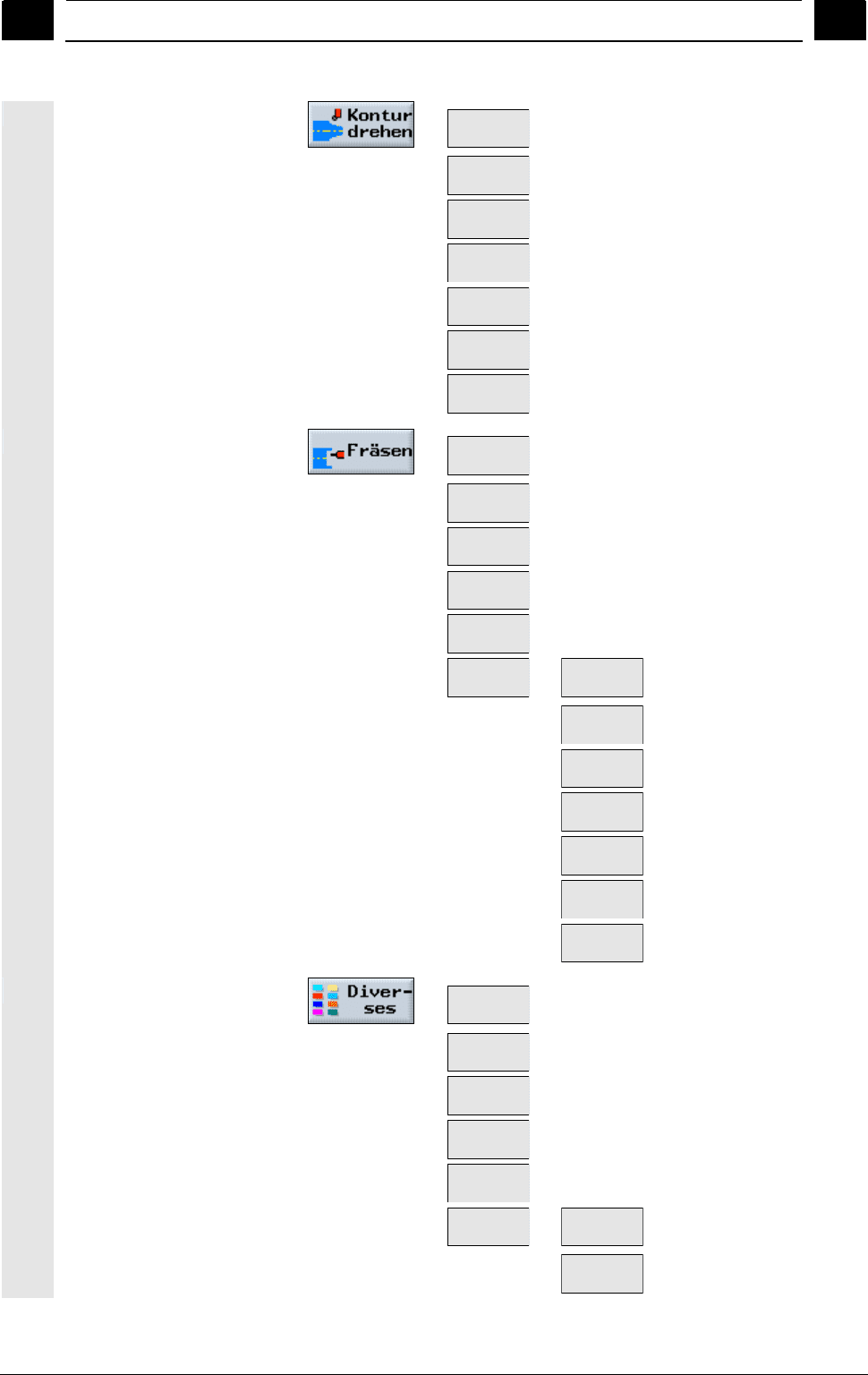
доступны следующие функциональные группы:
• прямая/окружность
• сверление
• токарная обработка
• токарная обработка контура
• фрезерование
• фрезерование контура
• трансформации
Для каждого шага обработки заполняется своя маска параметра.
При вводе параметров поддержку оказывают различные
вспомогательные изображения, которые объясняют эти
параметры.
В дальнейшем объясняются параметры "инструмент", "подача",
"число оборотов" и "обработка":
T (инструмент)
Для каждой обработки детали необходимо запрограммировать
инструмент. Выбор инструмента осуществляется через имя и уже
интегрирован во все маски параметров циклов обработки, за
исключением прямой/окружности.
Как только инструмент установлен, начинают действовать
коррекции длин инструмента.
Выбор инструмента имеет самоудержание для
прямой/окружности (действует модально), т.е. если друг за
другом следуют несколько шагов обработки с одним и тем же
инструментом, то инструмент должен быть запрограммирован
только для первой прямой/окружности.
D (резец)
Для инструментов с несколькими резцами для каждого резца
существуют свои данные коррекции инструмента. Для этих
инструментов необходимо выбрать или указать номера резцов, с
которыми должна быть осуществлена обработка.
Осторожно
Если для некоторых инструментов (к примеру, цековки с
4
06.03 Создание программы ShopTurn
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03 4-137
направляющей цапфой или ступенчатого сверла) указать
неправильный номер резца и перемещать инструмент, то это
может привести к столкновению. Всегда обращать внимание на
ввод правильного номера резца.
Коррекция
радиуса
ShopTurn автоматически учитывает коррекцию радиуса
инструмента для всех циклов обработки, за исключением
траекторного фрезерования и прямой. Для траекторного
фрезерования и прямой обработка может быть
запрограммирована по выбору с или без коррекции радиуса.
Коррекция радиуса инструмента имеет самоудержание для
прямой (действует модально), т.е. нужно снова отключить
коррекцию радиуса,
если необходимо осуществлять
перемещение без коррекции радиуса.
коррекция радиуса справа от контура
коррекция радиуса слева от контура
коррекция радиуса выключена
сохраняется ранее установленная коррекция радиуса
F (подача)
Подача F, или подача обработки, задает скорость, с которой
перемещаются оси при обработке детали. Подача обработки
вводится в мм/мин, мм/об. или в мм/зуб. Для циклов
фрезерования подача автоматически пересчитывается как при
смене с мм/мин на мм/об., так и в обратном направлении.
Ввод подачи в
мм/зуб. возможна только для фрез и определяет,
что каждая режущая кромка фрезы осуществляет разрезание при
наилучших условия. Подача на зуб соответствует линейному
пути, который проходит фреза при врезании зуба.
При фрезерных и токарных циклах подача при черновой
обработке относится к центру фрезы или резца. Также и при
чистовой обработке, за
исключением контуров с внутренними
изгибами, там подача относится к точке касания между
инструментом и деталью.
Максимальная скорость подачи определена через машинные
данные.
Следовать указаниям изготовителя станка.
S (число
оборотов шпинделя)
Число оборотов шпинделя S указывает число оборотов шпинделя
в минуту (об/мин) и программируется вместе с инструментом.
Указание числа оборотов относится при токарных обработках и
центровом сверлении к главному шпинделю (S1) или встречному
шпинделю (S3), при сверлильных и фрезеровальных обработках
– к инструментальному шпинделю (S2).
Запуск шпинделя осуществляется непосредственно после
установки
инструмента, остановка шпинделя - при Reset, конце
4
Создание программы ShopTurn 06.03
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
4-138 SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03
программы или смене инструмента. Направление вращения
шпинделя определено для каждого инструмента в списке
инструмента.
В качестве альтернативы числу оборотов шпинделя можно
запрограммировать и скорость резания. Для циклов
фрезерования число оборотов шпинделя автоматически
пересчитывается в скорость резания и наоборот.
V (скорость
резания)
Скорость резания V это окружная скорость (м/мин) и
программируется как альтернатива числу оборотов шпинделя
вместе с инструментом. Скорость резания относится при
токарных обработках и центровом сверлении к главному
шпинделю (V1) или встречному шпинделю (V3) и соответствует
здесь окружной скорости детали в месте, которое
обрабатывается в данный момент.
При сверлильных
и фрезеровальных обработках скорость
резания относится к инструментальному шпинделю (V2) и
соответствует окружной скорости, с которой режущая кромка
инструмента обрабатывает деталь.
Обработка
При обработке некоторых циклов можно выбирать между
черновой, чистовой и комплексной обработкой. Для
определенных циклов фрезерования возможна и чистовая
обработка края или дна.
•
черновая обработка
Однократная или многократная обработка с подачей на
глубину
•
чистовая обработка
Однократная обработка
•
чистовая обработка края
Осуществляется чистовая обработка только края объекта
•
чистовая обработка дна
Осуществляется чистовая обработка только дна объекта
•
комплексная обработка
Черновая и чистовая обработка одним инструментом за один
шаг обработки
Если необходима черновая и чистовая обработка двумя
различными инструментами, то цикл обработки должен быть
вызван два раза (1-ый кадр = черновая обработка, 2-ой кадр =
чистовая обработка). Запрограммированные параметры при
втором вызове сохраняются.
4
06.03 Создание программы ShopTurn
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03 4-139
Поместить курсор в рабочем плане на строку, после которой
должен быть вставлен новый программный кадр.
...
Выбрать через программные клавиши желаемую функцию
(см. следующую главу).
Высвечивается соответствующая маска параметра.
Ввести значения для отдельных параметров.
Нажать клавишу "Help", если необходимо включить
вспомогательное изображение, объясняющее отдельные
параметры.
Werkzeuge
Нажать программную клавишу "Инструменты", если для
параметра "T" необходимо выбрать инструмент из списка
инструмента.
-и -
Поместить курсор на инструмент, который необходимо
использовать для обработки.
-и -
ins
Programm
Нажать программную клавишу "в программу".
Выбранный инструмент принимается в маску параметра.
Нажать программную клавишу "Применить ".
Значения сохраняются, и маска параметра закрывается.
Высвечивается рабочий план, новый созданный программный
кадр помечен.
4
Создание программы ShopTurn 06.03
4.3 П
р
ог
р
амма Sho
p
Turn
4
© ООО Siemens 2003 Все права защищены.
4-140 SINUMERIK 840D/840Di/810D Управление/программирование ShopTurn (BAT) - выпуск 06.03
4.3.4 Изменение программных кадров
Параметры в запрограммированных кадрах ShopTurn могут
оптимизироваться и согласовываться с новыми ситуациями, к
примеру, если необходимо увеличить подачу или сместить
позицию. При этом все параметры во всех программных кадрах
могут изменяться непосредственно в соответствующих масках
параметров.
Нажать программную клавишу "Программа".
Высвечивается обзор директорий.
Поместить курсор на директорию, в которой необходимо
открыть программу.
-или-
Нажать клавишу "Курсор вправо" или "Input".
Теперь можно увидеть все программы в этой директории.
Выбрать программу, которую необходимо изменить.
-или-
Нажать клавишу "Курсор вправо" или "Input".
Высвечивается рабочий план программы.
Поместить курсор в рабочем плане на желаемый
программный кадр.
Нажать клавишу "Курсор вправо ".
Высвечивается маска параметра выбранного программного
кадра.
Ввести изменения.
-или-
Нажать программную клавишу "Применить" или клавишу
"Курсор влево".
Изменения сохраняются в программу.