Рожко М.М., Неспрядько В.П. Ортопедична стоматологія Підручник
Подождите немного. Документ загружается.


Клініка та протезування дефектів коронки зуба
рюється похила площина, по якій може ковзати вкладка, спричиняючи відла-
мування стінки. Якщо нахил дна порожнини спрямований у бік відсутньої
стінки зуба, то це буде сприяти зміщенню вкладки та порушенню її фіксації.
ПРОФІЛАКТИЧНЕ (ПРЕВЕНТИВНЕ) РОЗШИРЕННЯ ПОРОЖНИНИ
Якщо необхідність профілактичного розширення каріозної порожнини, що
формується для звичайної пломби, деякі автори беруть під сумнів, то у разі фор-
мування порожнини для вкладок таке розширення повинно бути обов'язковим,
хоча це положення також здається сумнівним. Медичне значення профілактич-
ного розширення полягає у видаленні інтактних ділянок зуба, чутливих до карі-
єсу. Ці маніпуляції грунтуються на найважливішому принципі Blach "розширен-
ня заради запобігання", який різко критикував у 50-ті роки XX ст. Лукомсь-
кий. Ураховуючи ці протиріччя, особливо в нашій літературі, необхідно назвати
випадки, коли профілактичного розширення можна не виконувати:
1) у людей похилого віку, з хронічним перебігом каріозного процесу;
2) у людей з малою активністю карієсу та добрим доглядом за зубами;
3) якщо змушені використовувати низькоміцнісні матеріали.
Ураховуючи наявність імунних до карієсу зон та зон, що найбільше підда-
ються каріозному процесу, рекомендується запобігати виникненню рецидиву
шляхом висічення ділянок, де є небезпека появи вторинного карієсу. Такими
ділянками вважають фісури на жувальних зубах, природні ямки, які є на щічній
поверхні ділянки міжзубних контактів, та приясенні ділянки зубів.
До імунних зон відносять горбки та скати горбків, увесь пояс зуба і ви-
пуклі округлі поверхні зуба (медіально-щічні, дистально-щічні, медіально-язи-
кові та дистально-язикові). Ділянки імунних зон можуть самоочищатися під
час вживання їжі і доступні для зубної щітки. Емалеві валики на жувальних
зубах, які з'єднують щічні горбки з піднебінними або язиковими, є контрфор-
сами, їх не потрібно висікати, якщо вони не уражені каріозним процесом.
УТРИМАННЯ ВКЛАДКИ ВІД ЗМІЩЕННЯ У РІЗНИХ НАПРЯМКАХ
Порожнина формується так, щоб її стінки, будучи паралельними, не пере-
шкоджали вільному виведенню воскової моделі та уведенню готової вкладки.
За наявності правильно сформованої порожнини воскова модель може бути
виведена тільки в одному напрямку.
Додаткові площадки, як на жувальних, так і на піднебінній поверхнях, по-
винні відповідати величині основної порожнини. Чим більша порожнина, тим
більшою і розміщеною на більшу глибину в дентині повинна бути додаткова
площадка.
ЗАБЕЗПЕЧЕННЯ ГЕРМЕТИЗМУ СТВОРЕННЯМ ПРАВИЛЬНОГО ТА
ТОЧНОГО КРАЙОВОГО ПРИЛЯГАННЯ
Важливою умовою запобігання виникненню вторинного карієсу є створення
герметизму між краєм вкладки та краєм порожнини. Край відпрепарованої порож-
нини повинен бути скошений під кутом 45" на товщину емалі так, щоб метал вкладки
180
перекривав емалеві призми, запобігаючи їх відламуванню. Скос, який створюєть-
ся по краю порожнини, має назву "фальц". Фальц не повинен перешкоджати виве-
денню воскової моделі вкладки із порожнини або ускладнювати цей процес. Фор-
муючи фальц, не потрібно робити його дуже широким або глибоким, не можна
допускати відхилень від прийнятого кута в 45". У разі виготовлення вкладок із
пластмаси або з фарфору необхідність створення фальцу відпадає.
Формування порожнини для вкладки повинно закінчуватися згладжуван-
ням її країв та стінок дрібнозернистими карборундовими головками або папе-
ровими дисками. Краї згладжують спеціальними інструментами — фінірами.
МЕТОДИ ВИГОТОВЛЕННЯ ВКЛАДОК
Після закінчення підготовки порожнини під вкладку її очищають від ден-
тинних ошурків, обробляють перекисом водню і розпочинають виготовлення
вкладки одним із прийнятих методів, прямим або зворотним.
Прямий метод. Суть прямого методу виготовлення вкладки полягає у тому,
що зуб з підготовленою порожниною обкладають ватними валиками, а дно та
стінки зволожують водою, протираючи їх зволоженою ватною кулькою. Потім
беруть паличку моделювального воску "Лавакс", розігрівають кінець її над полу-
м'ям газової горілки до набуття воском пластичної консистенції. Утворюють не-
великий восковий конус, і поки віск зберігає пластичність, втискують його рука-
ми або шпателем у підготовлену порожнину. Моделювання вкладки проводять з
урахуванням анатомічної форми даного зуба та його співвідношень з антагоні-
стами і поруч розміщеними зубами. Отже, після того як віск у порожнині охоло-
нув, його виводять із неї і детально оглядають. Восковий відбиток повинен уво-
дитися та виводитися з порожнини не деформуючись. Після попереднього конт-
ролю якості підготовки порожнини починають безпосереднє моделювання вклад-
ки. Підігріту паличку воску знову втискують у порожнину, зайвий віск зрізають,
і поки він зберігає пластичність просять пацієнта зімкнути зуби у положенні
центральної оклюзії, а вже потім здійснити жувальні рухи. У такому разі зайвий
віск звичайно видаляється зубами-антагоністами, а поверхня вкладки набуває
форми, характерної для функціональної оклюзії. Таким чином створюється ков-
зка оклюзія без попередніх контактів. Наступне моделювання повинно бути спря-
моване насамперед на відновлення анатомічної форми зруйнованої частини зуба.
Край воскової моделі повинен дещо перекривати край порожнини. Такий запас
воску дозволяє запобігти вкороченню вкладки у процесі лиття та припасовки. У
разі виготовлення вкладки у пришийковій порожнині її необхідно моделювати
на одному рівні з прилеглими твердими тканинами зуба.
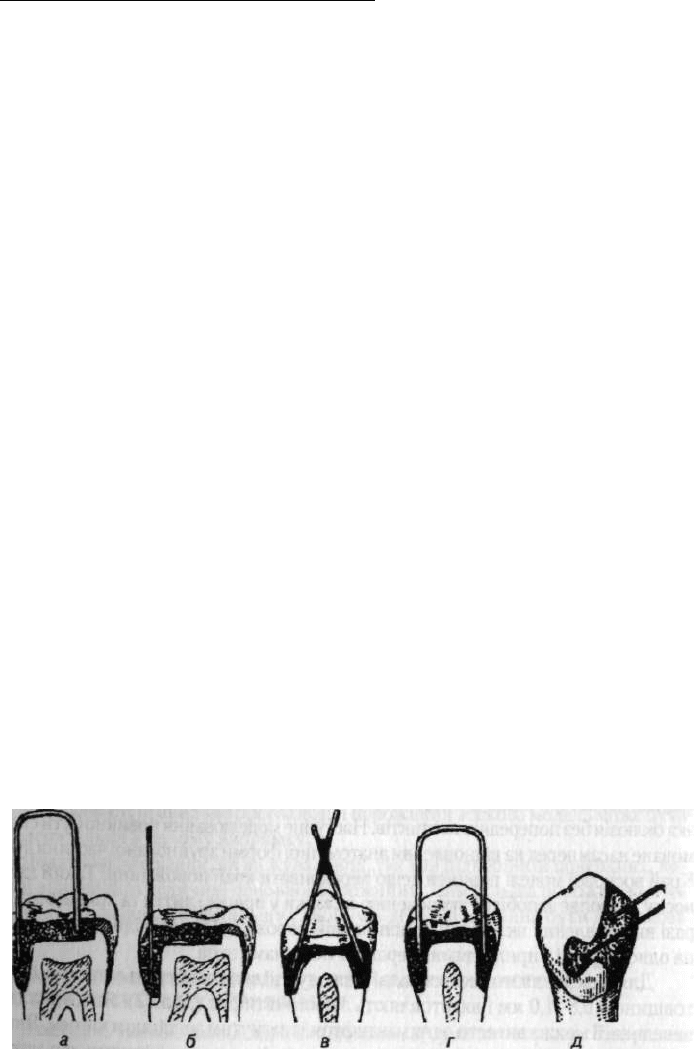
Для виведення готової воскової репродукції вкладки беруть металевий дріт
товщиною 0,8-1,0 мм і виготовляють з нього штифти (мал.43). Якщо вкладка
невелика, її можна вивести одним штифтом із загнутим зовнішнім кінцем. Якщо
вкладка велика, її виводять за допомогою штифта з двома кінцями, що мають
П-подібну форму. Кінці штифта, які уводять у віск, необхідно очистити. Потім
181
Клініка та протезування дефектів коронки зуба
штифт міцно фіксують за допомогою пінцета, кінці його підігрівають над по-
лум'ям горілки і вводять у модель вкладки. Руку фіксують на поруч розміще-
них зубах, щоб запобігти коливанням. Після затвердіння воску штифт служить
ручкою, за допомогою якої вкладку без коливань виводять з ротової порожни-
ни і передають у ливарну лабораторію для заміни воску на метал.
Зворотний спосіб виготовлення вкладок полягає у тому, що воскову ре-
продукцію вкладки моделюють не в ротовій порожнині, а на попередньо виго-
товленій за комбінованим або подвійним відбитком моделі. Необхідно зазна-
чити, що широко застосовуваний у 50-60 роки XX ст. метод отримання відбит-
ка за допомогою мідного кільця нині не застосовується через свою складність,
недосконалість та можливість ускладнень з боку тканин пародонта. Нині ши-
рокого застосування набули методи отримання подвійних відбитків з наступ-
ним виготовленням розбірних моделей. Після виготовлення розбірних моде-
лей починають моделювання вкладки з урахуванням оклюзійних взаємовідно-
шень. Вкладку відливають за загальноприйнятими правилами.
Найбільшу точність можна отримати у разі виготовлення металевої вклад-
ки шляхом лиття на вогнетривких моделях.
Після відливки вкладки видаляють ливник та проводять зішліфовування
маленьких горбків, що утворилися на поверхні вкладки внаслідок тріщин об-
мазки. Вкладку обережно очищають від матового нальоту і вводять у порож-
нину. Порожнина вважається добре підготовленою, якщо вкладка зайняла своє
місце в ній і буде добре фіксуватися без цементу. Потім перевіряють оклюзійні
взаємовідношення і (якщо є необхідність) проводять корекцію за допомогою
копіювального паперу та абразивних інструментів. Усі поправки проводять поза
зубом. Перед фіксацією вкладки цементом порожнину обробляють спиртом і
висушують струменем повітря. Так само проводять підготовку до фіксації
вкладки. Фіксацію проводять за загальноприйнятими правилами.
Пацієнту рекомендують протягом 2 год не їсти і не полоскати ротову по-
рожнину, а також протягом 24 год не розжовувати на відновленому зубі твер-
дої їжі. Через дві доби пацієнту необхідно знову з'явитися на прийом для оці-
Мал. 43. Фіксація дротяних штифтів до воскової репродукції: а, б, в — правильна;
г,д— неправильна
182
нки результатів протезування у невіддалені терміни, а також для полірування
країв вкладки.
Виготовлення вкладок за допомогою комп'ютерних технологій належить
до найсучасніших та найновіших досягнень стоматологічної науки. Це дуже
складна, наукоємкісна, високоефективна, високовартісна, екологічно чиста за-
кордонна універсальна технологія, що грунтується на сучасних досягненнях
комп'ютерної техніки.
Найвідоміша та найпоширеніша методика CEREC, яка була розроблена у
1980 р. Морманом та Брандестіні. У 1985 р. за допомогою комп'ютера була ви-
готовлена перша вкладка із фарфору. Починаючи з 1986 р. фірма "Сіменс" ви-
пускає комп'ютерну техніку та відповідні матеріали для даної технології.
Суть комп'ютерної технології виготовлення зубних протезів полягає у тому,
що за допомогою оптичної системи знімається відбиток — зображення протез-
ного ложа, яке передається у комп'ютер, за спеціальною програмою зображен-
ня обробляється і машина виготовляє заплановану конструкцію. Після припа-
совки у ротовій порожнині з урахуванням усіх оклюзійних вимог лікар прово-
дить фіксацію виготовленого протеза.
Крім системи CEREC відомі й інші — "The Duret system", "The Minnesota
system". "The Duret system" розроблена в 1985 p. Duret в Греноблі (Франція)
спільно з компанією "Hennsonjnt". У Франції у 1991 р. з'явилася ще одна сис-
тема — "CAO-CAM system Sopha Bioconcept", яка працює за схемою "модель
щелеп — комп'ютер — протез". За 8 год роботи система може виготовити 8 ке-
рамічних коронок. "The Minnesota system" розроблена Kekon у 1986 p. в універ-
ситеті (штат Мінесота) на основі отримання зображення протезного ложа сте-
реофотограмометричним способом з наступною обробкою та виготовленням
протеза за допомогою програмно-керувальних систем.
ПИТАННЯ ДЛЯ САМОКОНТРОЛЮ
1. Розкажіть про етіологію та патогенез уражень твердих тканин зубів
каріозним процесом.
2. Які роль та місце мікропротезування у лікуванні у разі дефектів твердих
тканин зубів?
З.Яка класифікація порожнин за Блеком?
4. Які принципи формування порожнин під вкладки?
5. Які особливості формування дна та стінок порожнин, що протидіють
жувальному тиску?
6. Для чого проводять профілактичне (превентивне) розширення
порожнин?
7. Які є шляхи забезпечення герметизму в приляганні вкладки до
тканин зуба?
8. Які способи виготовлення вкладок використовують у клініці
ортопедичної стоматології?
9. Які переваги сучасних технологій виготовлення вкладок?
183

Клініка та протезування дефектів коронки зуба
ПРОТЕЗУВАННЯ ДЕФЕКТІВ КОРОНКИ ЗУБА
ШТУЧНИМИ КОРОНКАМИ
Найпоширенішими протезами, які застосовують для відновлення зруйно-
ваної коронки зуба, є повні штучні коронки. У зв'язку з тим, що вони мають
різні конструктивні особливості і призначені для різних цілей, їх систематизу-
ють за визначеними ознаками.
I. За конструкцією або за величиною та способом обхвату зуба:
1) повні, тобто такі, які покривають усю поверхню зуба;
2) екваторні, або такі, що покривають поверхню зуба до пояса;
3) коронки із штифтом;
4) телескопічні коронки;
5) вікончасті, або фенстер-коронки;
6) напівкоронки;
7) трьохчетвертні коронки.
II. За
методом виготовлення:
1) штамповані;
2) литі;
3) поясні (шовні) — нині не застосовуються.
III. Залежно
від матеріалу:
1) металеві (сплави золота, нержавіючої сталі, кобальто-хромові сплави,
срібно-паладієві, титанові);
2) неметалеві (пластмасові, фарфорові);
3) комбіновані, такі, що облицьовані пластмасою, фарфором або іншими
керамічними масами (металопластмасові або металокерамічні).
IV. За призначенням:
1) відновні;
2) опорні (у мостоподібних або інших видах протезів);
3) фіксувальні (для утримання лікарських засобів, ортодонтичних або
щелепно-лицевих апаратів);
4) шинувальні;
5) тимчасові і постійні.
ПОКАЗАННЯ ТА ПРОТИПОКАЗАННЯ ДО ЗАСТОСУВАННЯ
ШТУЧНИХ КОРОНОК
Відновлення анатомічної будови зруйнованого зуба штучними коронками
застосовується найчастіше в клініці ортопедичної стоматології і має широкі
показання, а саме:
1) беззаперечним показанням до застосування штучних коронок є значне
руйнування зуба внаслідок карієсу та його ускладнень, клиноподібні дефекти,
у разі яких відновити анатомічну форму зуба пломбуванням або вкладкою не
здається;
184
2) у випадках, коли металеві коронки служать опорою для кламерів;
3) використовуються як опорні коронки у разі лікування мостоподібними
протезами;
4) за наявності аномалій форми зуба (шилоподібні зуби, мікродентії, зуби,
які злилися);
5) за наявності патологічної стертості, для запобігання подальшому сти-
ранню емалі та дентину, інколи — одночасно і для підвищення міжальвеоляр-
ної висоти;
6) для фіксації різноманітних ортодонтичних та щелепно-лицевих апаратів;
7) для шинування у разі комплексного лікування захворювань тканин па-
родонта;
8) за необхідності значної препаровки коронки зуба, який висунувся або
нахилився у бік дефекту зубного ряду;
9) для утримання лікарських засобів;
10) естетичні показання (фарфорові, пластмасові, металопластмасові, ме-
талокерамічні коронки).
Протипоказаннями до застосування штучних коронок необхідно вважати
покриття інтактних зубів, якщо це не спричинено конструктивними особливо-
стями зубних протезів, які будуть виготовлятися. Протипоказано фіксувати
коронки на зуби з неліквідованими вогнищами хронічного запалення у ділянці
крайового або приверхівкового пародонта, на зуби з патологічною рухомістю
II ступеня, а також у разі поганого загального стану організму.
ЛІКАРСЬКА ТАКТИКА ТА ОПЕРАТИВНА ТЕХНІКА
У РАЗІ ПРЕПАРУВАННЯ ЗУБІВ ПІД ШТУЧНІ
КОРОНКИ
Препарування твердих тканин зубів — невід'ємна складова частина клініко-
лабораторних етапів виготовлення штампованих чи литих коронок. Особли-
вості підготовки зуба під коронку залежать від виду коронки та матеріалу, з
якого вона буде виготовлятися, а також самого стану коронки, яка підлягає
препаруванню. Препарування твердих тканин зуба далеко не байдуже для хво-
рого, оскільки наносяться психологічна, термічна та механічна травми. Тому
препарування необхідно проводити в щадному режимі, дотримуючись певних
правил:
1) інструменти для препарування повинні бути добре відцентровані;
2) препарування твердих тканин зуба необхідно проводити з перервами;
3) давати хворому можливість часто полоскати ротову порожнину розчи-
ном перманганату калію для охолодження та видалення ошурків, якщо маши-
на не оснащена пристроєм для постійного зрошення водою;
4) треба, якщо це можливо, економно зпрепаровувати тверді тканини зуба.
185
Клініка та протезування дефектів коронки зуба
Звичайно препарування зуба під металеву коронку починають з гострої
одномоментної нефізіологічної сепарації контактних міжзубних поверхонь, а
вже потім препарують жувальні, щічні та язикові поверхні.
Існує інша думка щодо класичного препарування зубів (Staegeman, 1967).
Автор пропонує проводити препарування твердих тканин зубів у такій послідов-
ності:
1) жувальної поверхні (різальний край);
2) щічної та язикової поверхні;
3) сепарацію та обробку контактних поверхонь;
4) загладжування країв.
Перевага такої послідовності в тому, що після зняття частини жувальної
поверхні полегшується сепарація зубів у ділянці міжзубних проміжків і змен-
шується небезпека заклинювання сепараційного диска, що часто призводить
до поранень язика та щік. Дуже важливо знати і правильно вибрати найзруч-
ніший підхід для проведення конкретної операції та абразивний інструмент.
З жувальної поверхні знімають рівномірний шар твердих тканин товщи-
ною 0,3 мм, якщо мова йде про штамповану коронку із сталі. Контроль прово-
дять за допомогою пластинки розігрітого воску або копіювального паперу, скла-
деного в 4-6 шарів.
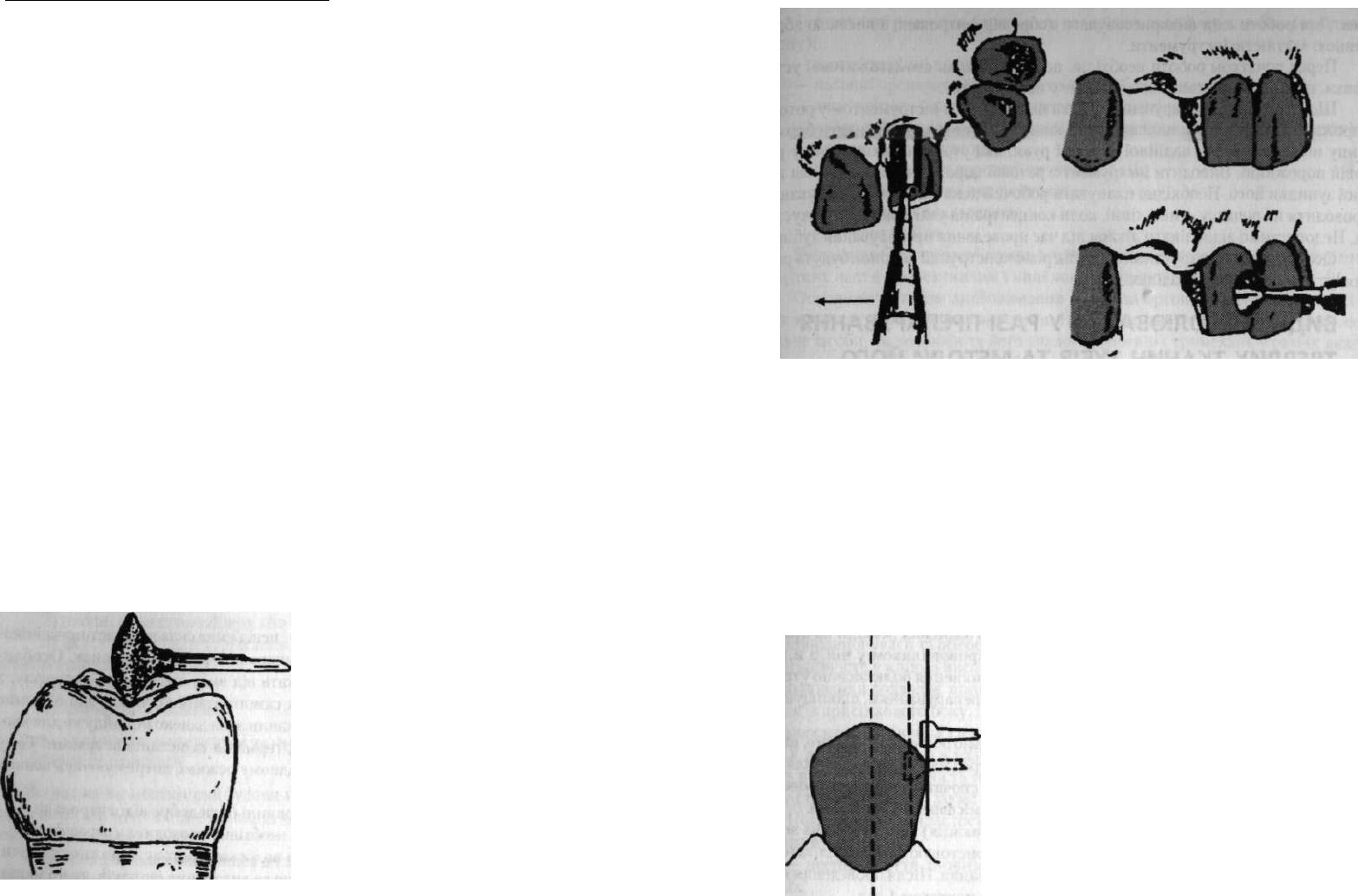
У разі препарування жувальної поверхні молярів та премолярів у ділянці
фісур зручно користуватися фасонними головками з алмазним покриттям
(мал. 44).
Бажано не порушувати анатомічної форми зуба, який препарується. Пре-
парування щічної та ротової поверхонь починають із ділянок, які найбільш
виступають. Товщина шару, який знімають, залежить від форми зуба та його
діаметра біля шийки. Для профілактики травмування приясенної ділянки з
присінкової поверхні препарування доцільно проводити фасонною головкою
у вигляді обернено зрізаного конуса
(мал. 45).
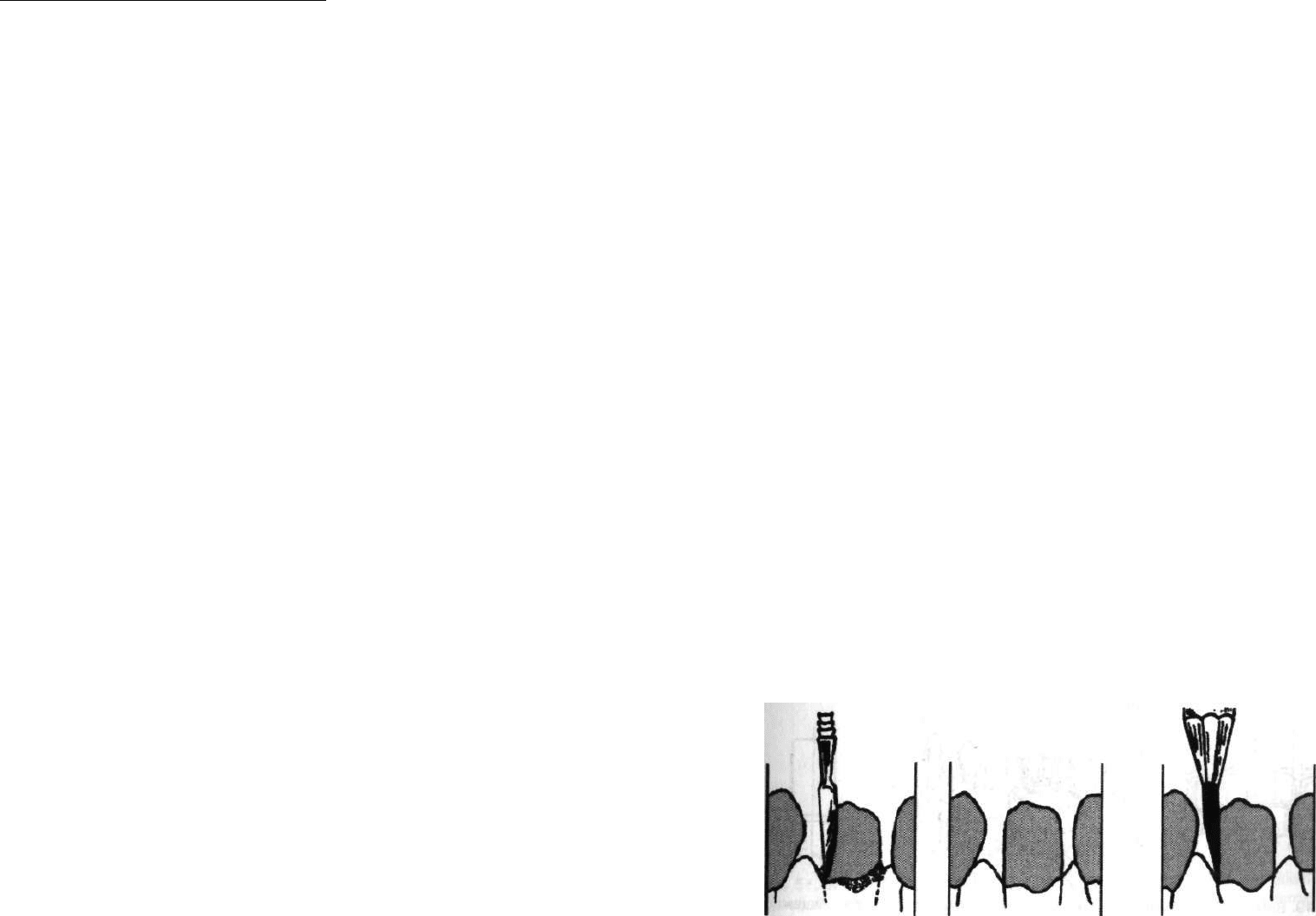
Особливо уважним лікар пови-
нен бути під час проведення сепа-
рації. Сепарацію проводять шліфу-
вальною поверхнею диска з відповід-
ного контактного боку. Сепарацію
вважають закінченою, коли диск
вільно проходить через міжзубний
проміжок, контактуючи всією по-
верхнею з відповідною стінкою зуба.
Після препарування діаметр зуба не
повинен бути ширшим, ніж діаметр
біля його шийки. Для створення
Мал. 44. Препарування жувальної та різаль- плавних переходів однієї поверхні в
ноі поверхні зуба іншу гострі краї згладжують фасон-
186
Мал. 45. Препарування щічної та ротової поверхонь зуба
ними головками. Препарування вважається закінченим, коли зонд плавно ков-
зає по поверхні зуба, не зустрічаючи перешкод (мал. 46).
Нерідко під час проведення препарування виникають ускладнення. Най-
характернішими з них є:
1) відмова пацієнта від препарування через можливість появи болю,
2) ефективне знеболювання вимагає жорсткого контролю за дотриман-
ням режиму препарування через можливість виникнення перегріву пульпи;
3) ушкодження м'яких тканин щоки, язика;
4) під час проведення сепарації можлива помилка, яка називається "схо-
динка";
5) недостатнє зняття твердих тканин
зуба з жувальної поверхні;
6) недостатнє зняття твердих тканин з
присінкової, язикової та контактних повер-
хонь зуба;
7) запаморочення, колапс.
Для того щоб уникнути перерахованих
ускладнень, лікарю необхідно пам'ятати та
дотримувати наступних правил. Кожного
хворого перед протезуванням необхідно пси-
хологічно підготувати: налагодити з ним
контакт, пояснити, як необхідно поводити
себе у разі появи неприємних відчуттів або
Мал. 46. Вигляд зуба після прове- болю. Препарування інтактних зубів повиї-
деної сепарації но проводитися під надійним знеоолюван-
187

Клініка та протезування дефектів коронки зуба
ням. Для роботи слід використовувати добре відцентровані, з високою абра-
зивною здатністю інструменти.
Перед початком роботи необхідно перевірити стан стоматологічної уста-
новки, надійність фіксації інструментів у наконечнику.
Ще до початку препарування увести наконечник з інструментом у ротову
порожнину і перевірити положення головки та місце лікаря. Вмикати борма-
шину необхідно після надійної фіксації руки, яка утримує наконечник у ро-
товій порожнині. Виводити інструмент з ротової порожнини тільки після по-
вної зупинки його. Необхідно планувати робочий день так, щоб препарування
проводити на початку, а не в кінці, коли концентрація уваги значно знижуєть-
ся. Недопустимо відволікати лікаря під час проведення препарування зубів.
Особливості препарування зубів під різні конструкції коронок будуть роз-
глянуті у відповідних розділах.
ВИДИ ЗНЕБОЛЮВАННЯ У РАЗІ ПРЕПАРУВАННЯ
ТВЕРДИХ ТКАНИН ЗУБІВ ТА МЕТОДИ ЙОГО
ПРОВЕДЕННЯ
Біль — один із головних агентів, які породжують небажані реактивні яви-
ща під час препарування опорних зубів з живою пульпою під різні види не-
знімних протезів. Ускладнення, які виникають під час даної маніпуляції, мо-
жуть носити як місцевий, так і загальний характер.
У запобіганні виникненню цих реакцій головна роль має належати лікарю
стоматологу-ортопеду, адже він має справу з живими тканинами, які різко реа-
гують на ушкодження, і не повинен про це забувати ні на мить. Нині загаль-
ноприйнято, що препарування зубів зі збереженою пульпою повинно проводи-
тися тільки під знеболюванням.
Невиконання цих вимог призводить до появи місцевих реакцій на препа-
рування, які проявляються гіперемією пульпи, крововиливом у ній, а в разі
грубих маніпуляцій спричиняють загибель її. Виникнення болю значно утруд-
нює якісне виконання маніпуляцій, пов'язаних з препаруванням, підвищує не-
безпеку поранень язика, щік, губ.
Перед початком препарування необхідно детально обстежити хворого, вияс-
нити, на скільки в нього виражене відчуття страху перед майбутніми маніпуляція-
ми, стан нервової системи тощо. У деяких випадках спочатку необхідно провести
медикаментозну підготовку, а вже потім проводити місцеве знеболювання.
Медикаментозна підготовка хворого (премедикація) спрямована на знят-
тя відчуття страху, напруження. Для цього використовують транквілізатори,
які хворий вживає за 30-35 хв до початку препарування. Після проведення пре-
парування хворого не можна відпускати з клініки протягом 1 год.
З метою проведення ефективної премедикації використовують такі
лікарські засоби:
188
— седативні
речовини (препарати валеріани, пасифлори, собачої кропиви,
піону);
— антигістамінні препарати;
— насонні препарати (барбітурати і небарбітурати у малих дозах);
— анксіолітики (малі транквілізатори, атарактики);
— нейролептики (великі транквілізатори, нейролептики у малих дозах);
— парасимпатоблокатори;
— серцеві глікозиди короткої та негайної дії;
— опіати
і наркотичні анальгетики;
— ненаркотичні анальгетики;
— глікокортикоїди.
Як показав багаторічний досвід, використання з метою знеболювання різно-
манітних паст є неефективним і нині вони не використовуються.
Основним методом знеболювання у клініці ортопедичної стоматології у
всіх країнах світу є місцева анестезія. Необхідно зазначити, що такі знеболю-
вальні засоби, як новокаїн та його аналоги лідокаїн і тримекаїн, у разі їх вико-
ристання можуть спричинити небезпечні загальні ускладнення організму хво-
рого, аж до летальних випадків, тому ми рекомендуємо не використовувати дану
групу анестетиків для проведення знеболювання.
Для проведення препарування групи зубів широко використовують про-
відникову анестезію із застосуванням сучасних знеболювальних засобів. Для
цього використовують карпульні та одноразові пластмасові шприци з тонкими
голками діаметром 0,3 мм. Представниками знеболювальних засобів є:
— 2 % мепівакаїн з адреналіном 1:100 000 (Scandonest 2 % SP);
— 4 % артикаїн з адреналіном 1:200 000 (Ultracain DS, Ubestesin);
— 4 % артикаїн без вазоконстриктора (Septanest 4 % SVC);
— З % мепівакаїн без вазоконстриктора (Scandonest 3 % SVC) (мал. 18, див.
кольорову вклейку).
Застосування анестетиків з вазоконстрикторами 1:100 000 вимагає від ліка-
ря підвищеної уваги та обережності.
Наявність у клініці високоефективних анестетиків та інструментарію для
знеболювання дозволяє проводити інші види анестезій, а саме апікальну під
окістя з присінкового боку, інтралігаментарну, спонгіозну — за вибором ліка-
ря залежно від клінічної ситуації.
У деяких випадках у разі неефективності застосування вищеописаних за-
ходів виникає необхідність під час препарування зубів використовувати нар-
коз у стадії анальгезії (закис азоту, фторотан, ротилан).
Показаннями для застосування загального знеболювання можуть бути такі
причини:
— несприйняття хворими місцевих анестетиків або неефективність ос-
танніх;
— неможливість усунення страху перед майбутнім втручанням за допомо-
гою психотропних препаратів;
189
Клініка та протезування дефектів коронки зуба
— порушення психіки хворих;
— неможливість проведення препарування за наявності захворювань не-
рвової системи (хорея, гіперкінези, епілепсія тощо).
Зняти біль, запобігти йому, зробити процес препарування безболіс-
ним — обов'язок лікаря.
ПИТАННЯ ДЛЯ САМОКОНТРОЛЮ
1. Яка класифікація штучних коронок?
2. Які є показання та протипоказання до застосування штучних
коронок?
3. Які правила препарування зубів під різні види штучних коронок?
4. Яка послідовність проведення препарування за різними авторами?
5. Чому є необхідність проведення знеболювання під час препарування зубів?
6. Які засоби та методи знеболювання використовують під час
препарування зубів?
7. Які можливі помилки та ускладнення під час проведення знеболювання?
190
ШТАМПОВАНІ МЕТАЛЕВІ КОРОНКИ
Після обстеження хворого, проведеного препарування опорних зубів та
отримання відбитків закінчується перший клінічний етап виготовлення штам-
пованих металевих коронок.
У зуботехнічній лабораторії за отриманими відбитками виготовляють ро-
бочу та допоміжну моделі, які співставляють у положенні центральної оклюзії
і гіпсують в оклюдатор або артикулятор. Так починається лабораторний етап
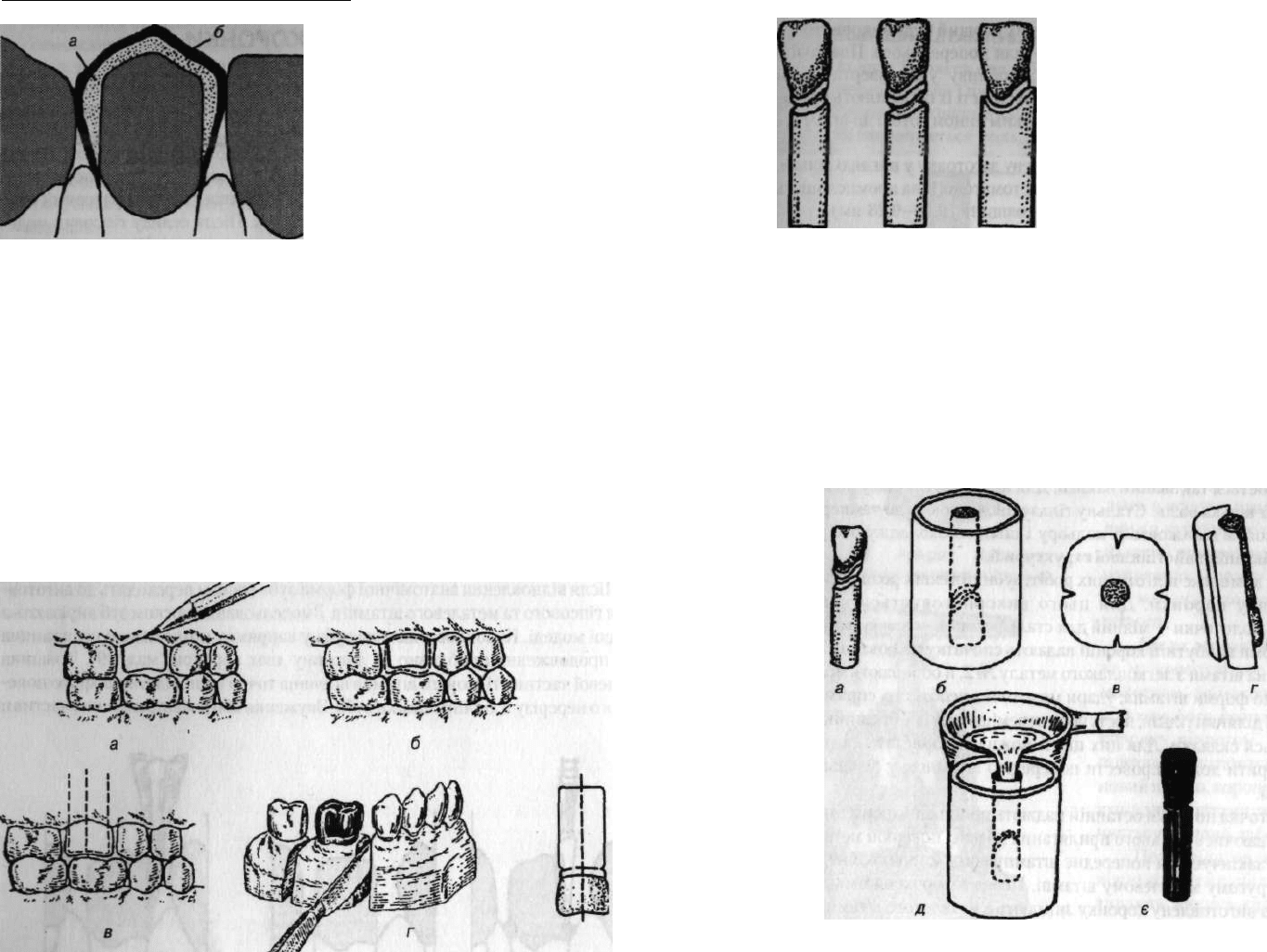
виготовлення металевих штампованих коронок. Після огляду гіпсових моде-
лей проводять гравірування шийок зубів очним скальпелем. Під час цього про-
цесу не допускається поглиблення ясенної борозни, завданням є тільки точно
позначити її контури. У разі необхідності міжзубні проміжки розділяють спе-
ціальною пилкою (лобзиком). Хімічним олівцем позначають клінічну шийку
зуба (мал. 47).
Отримана лінія буде служити орієнтиром для визначення довжини та ши-
рини краю коронки, а також ступеня її заглиблення у ясенну борозну.
Відновлення анатомічної форми відпрепарованого зуба зубний технік прово-
дить спеціальним моделювальним воском та моделювальним шпателем.
Першим шаром, який нашаровують на культю зуба, наносять розплавле-
ний віск, починаючи від шийки зуба до різального краю, щоб запобігти потрап-
лянню воску у ясенну борозну, що може призвести до зміни розмірів майбут-
ньої коронки. Після нашарування воску починають моделювання анатомічної
форми зуба. Обсяг відмодельованого зуба зменшують на товщину металу, тоб-
то на 0,25-0,3 мм (мал. 48).
Після відновлення анатомічної форми зуба воском переходять до виготов-
лення гіпсового та металевого штампів. Змодельований воском зуб вирізають з
гіпсової моделі. Коронкова частина зуба у напрямку поздовжньої осі повинна
мати продовження приблизно на довжину двох коронок (мал. 49). Товщина
кореневої частини гіпсового штампа повинна точно відповідати профілю попе-
речного перерізу в ділянці шийки зуба. Звуження або розширення цієї частини
Мал. 47. Гравірування шийки зуба
191
Клініка та протезування дефектів коронки зуба
Мал. 48. Моделювання анатомічно
форми зуба: а — зменшений обсягвос-
кового шару; б — відмодельована тов-
щина природного зуба
штампа призведе до виготовлення штуч-
ної коронки, яка не відповідає розмірам
шийки зуба.
Розмітку гіпсового штампа здійсню-
ють за різними методиками (мал. 50).
За однією із них, відступивши при-
близно на 1 мм від лінії клінічної шийки
зуба, яку позначають хімічним олівцем,
паралельно до неї роблять канавку гли-
биною 0,5 мм, яка буде служити орієнти-
ром для визначення довжини краю мета-
левої коронки.
За другою методикою спочатку по-
значають хімічним олівцем другу лінію,
яка знаходиться на відстані 1 мм від першої, і вже потім гравірують канавку,
відступивши від другої лінії ще на 1 мм. Перевага цієї методики полягає у тому,
що попередньо створюється запас довжини коронки, а це зменшує небезпеку
виготовлення вкороченої коронки і таким чином забезпечує найбільшу точність.
Потім скальпелем видаляють залишки гіпсу з усієї пришийкової частини,
на якій здійснювалася розмітка, надаючи їй однаковий з контуром шийки
профіль поперечного перерізу.
За отриманими гіпсовими штампами виготовляють металеві штампи. Для
отримання з металу точної копії гіпсового штампа його спочатку замочують у
Мал. 49. Виготовлення гіпсового штампа: а — позначення шийки зуба олівцем; б —
межі моделювального воску; в — виділення змодельованого зуба з гіпсової моделі; г
— готовий гіпсовий штамп
192
воді. У гумове кільце (плашку) діаметром 3-
4 см і висотою 4-5 см заливають рідкий гіпс
(мал. 51). Вологий гіпсовий штамп, поперед-
ньо змазавши тонким шаром гіпсу, вийма-
ють і знову вводять у кільце, а потім по-
вністю занурюють у рідкий гіпс так, щоб
штами був розміщений суворо вертикально
та по центру гумового кільця. Після затвер-
діння гіпсовий блок виштовхують з гумово-
го кільця. На двох протилежних боках роб-
Мал. 50. Розмітка гіпсового штампа лять клиноподібні поздовжні борозенки
(пояснення у тексті) глибиною 3-4 мм, залишаючи шар до гіпсо-
вого штампа не менше ніж 3-5 мм. Поздовжні заглиблення повинні бути орієн-
товані суворо до поздовжньої осі гіпсового штампа. Для розколювання гіпсо-
вої форми її кладуть на долоню лівої руки, а лезо ножа для гіпсу вставляють у
поздовжню борозенку. Важелеподібним рухом розколюють блок і вивільняють
гіпсовий штамп. Після вивільнення гіпсового штампа усі частини гіпсової фор-
ми складають, вміщуючи її у гумове кільце і заливаючи в нього.розплавлений
легкоплавкий метал, який розплавляють у спеціальній ложці за температури
65-95 °С; звичайно використовують сплав "Мелот".
Мал. 51. Виготовлення металевого штампа: а — гіпсовий штамп; б — гіпсовий штамп
у гумовому кільці; в — гіпсовий блок разом з гіпсовим штампом; г—розколотий гіпсо-
вий блок; д — заповнення гіпсового блока (форми) легкоплавким металом; є — мета-
левий штамп
7»*
193
Клініка та протезування дефектів коронки зуба
Для кожного зуба відливають 2 штампи, з яких перший буде використову-
ватися для кінцевого штампування, а другий — для попереднього. Поверхню
металевих штампів обробляють напильниками, особливу уваги звертають на
ділянку шийки зуба, жувальну поверхню, за необхідності їх обробляють круга-
ми або борами. Підготовлені металеві штампи таким чином готові до штампу-
вання коронки.
Зубному техніку необхідно підібрати металеву заготовку у вигляді гільзи,
з якої буде штампуватися коронка. З цією метою стоматологічна промисловість
випускає стандартні гільзи різного діаметра та товщини (0,20-0,28 мм).
У разі виготовлення коронок із сплаву золота застосовують диски діамет-
ром 23-30 мм і товщиною 0,25-0,28 мм. Процес підготовки гільзи до штампу-
вання складається з добору гільзи, діаметр якої відповідав би коронці зуба, з
таким розрахунком, щоб вона з деяким зусиллям натягувалася на металевий
штамп. Якщо гільз відповідного діаметра немає, тоді використовують для їх
протягування (зменшення у діаметрі) апарат "Самсон".
Для отримання гільзи відповідного діаметра стандартну заготовку встав-
ляють навпроти певного отвору матриці і протягують за допомогою пуансона,
переводячи гільзу з одного отвору до другого, добиваючись таким чином по-
трібного діаметра.
Багаторазові протягування гільзи через отвори призводять до зміни струк-
тури металу, утворюється так званий наклеп. Для його зняття гільзу необхідно
термічно обробляти кілька разів. Стальну гільзу прожарюють до температури
1100 °С до появи солом'яно-жовтого кольору і швидко охолоджують у воді.
Цим досягається фіксація найстійкішої структури її.
Провівши весь комплекс підготовчих робіт, зубний технік розпочинає по-
передню штамповку коронки. Для цього використовується ковадло,
свинцева основа та молоточки — мідний для сталі, роговий — для сплаву золо-
та. Приблизної форми найбутній коронці надають спочатку на ковадлі. Потім,
надягнувши гільзу на штамп з легкоплакого металу № 2, її оббивають молоточ-
ком, наближуючи до форми штампа; удари молоточка необхідно спрямовува-
ти на найвипукліші ділянки гільзи, поступово переміщуючи їх у бік шийки зуба;
у металі проявляться складки. Для цих цілей можна використати свинцевий
брус, у якому створити ложе і провести попередню штамповку різальної або
жувальної поверхні.
Ударами молоточка по гільзі останній надають приблизну форму майбут-
ньої коронки, добиваючись щільного прилягання до всієї поверхні металевого
штампа. На цьому закінчується попереднє штампування коронки, яке прово-
диться тільки на другому металевому штампі. Перед завершальним штампу-
ванням попередньо виготовлену коронку знімають з металевого штампа шля-
хом розплавлення останнього, а коронку піддають термічній обробці.
Завершальне штампування може бути внутрішнє, зовнішнє і комбіноване.
Найпоширенішим методом, хоча й ненайточнішим, було зовнішнє штампуван-
ня, що здійснювалося в апараті Паркера.
194
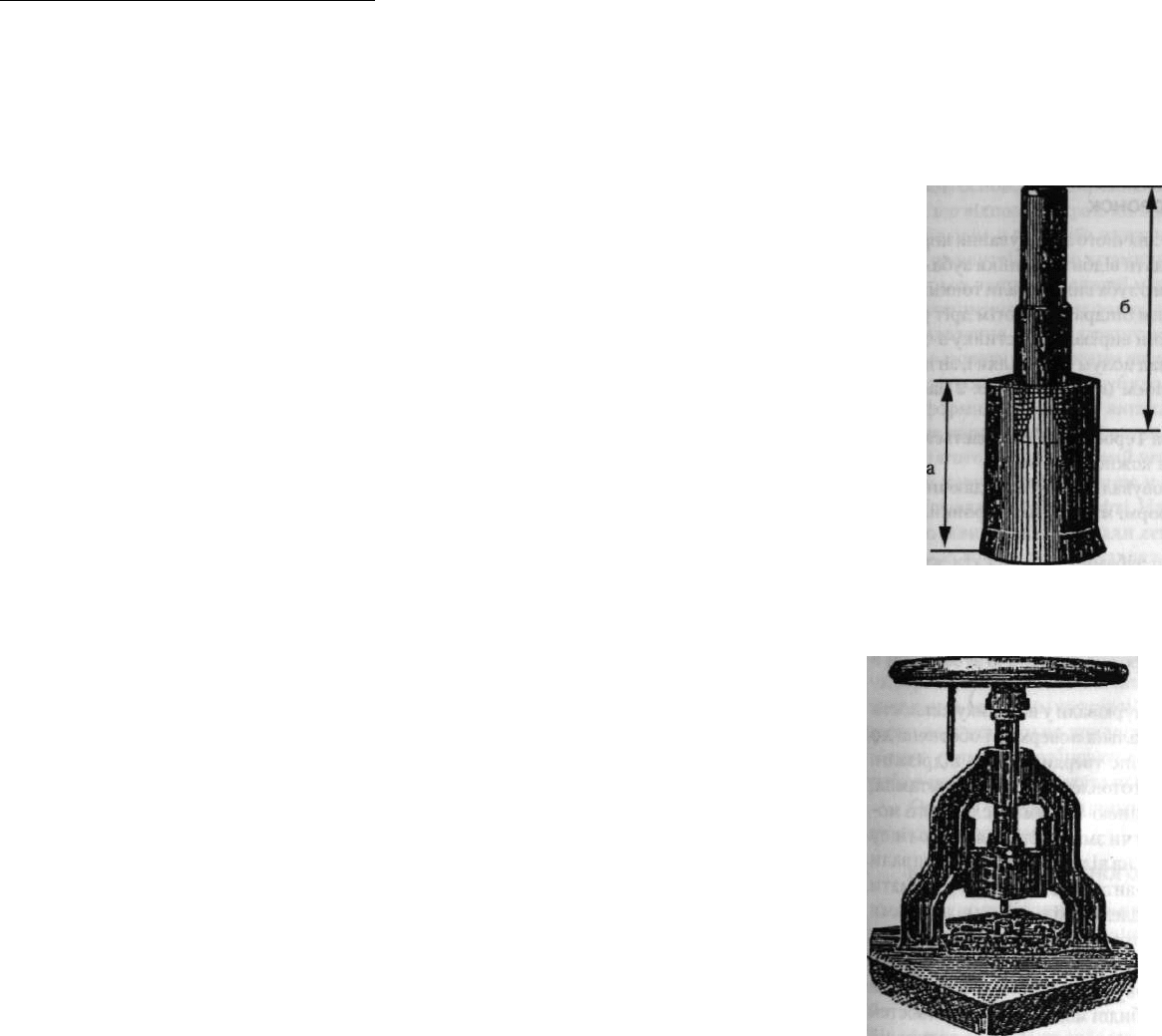
ЗОВНІШНЄ ШТАМПУВАННЯ
Апарат Паркера (мал. 52) складається з двох частин — порожнистої ци-
ліндричної основи і циліндра, що в неї входить.
Зовнішній кінець циліндра має масивну гладеньку поверхню. Порожнина
основи заповнюється мольдином (суміш білої глини і гліцерину) чи вулканізо-
ваним каучуком. Основа закріплена в
нижній частині преса, а інший циліндр
пов'язаний з верхньою частиною преса.
Металевий штамп зуба з надягненою
на нього попередньо відштампованою
коронкою обгортають полотняною тка-
ниною чи щільним папером (для запобі-
гання потраплянню мольдина між корон-
кою і штампом) і після встановлення
його точно по центру жувальною поверх-
нею униз ударами молотка чи пресуван-
ням у спеціальному пресі втискають у
масу (мал. 53),
За ручку прес розкручують і різко
відпускають, у такому разі циліндр, вхо-
дячи в основу, ударяє у штамп, а моль-
дин чи каучук виконує роль контрштам-
па, який рівномірно передає тиск по всіх
напрямках і сприяє щільному приляган-
ню коронки до поверхні металевого
штампа.
Після штампування, якщо є склад-
ки на поверхні коронки, їх розбивають
молотком, знімають коронку зі штампа
шляхом його розплавлення, тримаючи
коронку пінцетом. У разі необхідності
повторного штампування виготовляють
новий штамп, коронку термічно обробля-
ють і знову штампують. На цьому закін-
чується перший лабораторний етап.
Перед відправленням у клініку оди-
ночні коронки відбілюють, кип'ятять, ви-
тирають, якщо ж коронка необхідна для
якірного кріплення мостоподібного про-
теза, то її відбілюють після завершально-
го виготовлення останнього.
Таким чином, під час зовнішнього
штампування штампом є підготовлений
Мал. 52. Апарат Паркера для
зовнішнього штампування коронок
Мал. 53. Гвинтовий прес для штампу
вання коронок
195

Клініка та протезування дефектів коронки зуба
зуб із легкоплавкого сплаву, а контрштампом — мольдин чи вулканізований
каучук.
Крім зовнішнього штампування широко використовують комбінований
спосіб штампування, який поєднує у собі елементи зовнішнього і внутрішньо-
го штампування. Метод внутрішнього штампування не використовується, але
для розуміння комбінованого методу необхідно ознайомитися і з ним.
МЕТОД ВНУТРІШНЬОГО ШТАМПУВАННЯ КОРОНОК
Цей метод використовувався раніше у разі значного зруйнування коронок
зубів, коли гіпсовий відбиток не міг точно передати відбиток шийки зуба. Тому
після препарування діаметр шийки зруйнованого зуба вимірювали тонким м'я-
ким (бронзово-алюмінієвим) дротом, так званим біндратом. Потім дріт розрі-
зали в одному місці і відповідно до його довжини вирізали пластинку з черво-
ної міді товщиною 0,25-0,50 мм, прогрівали її над полум'ям горілки і, зігнувши
у вигляді кільця, спаювали краї срібним припоєм (склад припою: 2 частини
срібла і 1 частина латуні).
Доцільним було використання кольцеміра Гербста, що складається із 22
кілець та шкали з міліметровими поділками на кожному кільці.
Відбіливши кільце у спирті, його припасовували до зуба, надаючи йому
контурними шипцями форму, що відповідає формі майбутньої коронки. Край
кільця повинен заходити під ясна на 0,5 мм.
Кільце повинно мати контакт із сусідніми зубами і не заважати жуваль-
ним рухам нижньої щелепи. Припасувавши кільце, накладали невелику
кількість термопластичної відбиткової маси типу № 3 чи Керра, можна і віск,
та пропонували хворому зімкнути щелепи в центральній оклюзії, щоб отрима-
ти відбиток зубів-антагоністів. Потім кільце обережно знімали із зуба разом з
відбитковою масою.
У лабораторії кільце заповнювали гіпсом і занурювалиу невелику кількість
густуватого гіпсу, налитого на стіл гак, щоб жувальна поверхня і обернена до
неї частина кільця не покривалися ним. Коли гіпс тверднув, його підрізали,
надаючи моделі видовженої форми, як під час виготовлення гіпсового штампа.
З обох боків кільця на гіпсі робили нарізки глибиною 4-5 мм. Після цього мо-
дель разом з кільцем занурювали на 2-3 хв у воду чи змазували поверхню гіпсу
олією там, де нарізки. На цю поверхню, а також і на відбиткову масу наливали
гіпс, щоб відтворити жувальну поверхню зубів-антагоністів, тобто отримати
частковий гіпсовий оклюдатор. Обидві гіпсові моделі (з кільцем і з відбитками
антагоністів) повинні бути достатньо міцними і тому розмір кожної слід дове-
сти до 5-7 см довжини та 3-4 см висоти. Після повного затвердіння гіпсу мо-
делі обережно роз'єднували і видаляли відбиткову масу, нагрівши її у гарячій
воді. Під час моделювання жувальної поверхні обидвімоделі без особливостей
співставляють в центральній оклюзії, оскільки є орієнтири - нарізки на нижній
моделі і відповідні їм виступи на верхній.
Потім під дією гарячої води видаляли термопластичну відбиткову масу, а
196
на її місце в кільце наливали незначну кількість рідкого гіпсу і обидві моделі
швидко з'єднували у центральній оклюзії. Наступною моделювали гіпсову ок-
люзійну поверхню (модель щелепи-антагоніста попередньо слід змазати олією
чи занурити у воду). Моделювання на гіпсі проводиться ретельно, поступово,
адже зрізані надлишки гіпсу неможливо повернути назад.
Коли моделювання жувальної поверхні було завершене, кільце разом з
гіпсовою основою відокремлювали від моделі і шпателем заглиблювали на гіпсі
лінію, що відповідає краю кільця. Таким чином отримували копію зуба, покри-
того кільцем, з гіпсовою жувальною поверхнею.
Для внутрішнього штампування використовувався апарат, що складаєть-
ся із трьох частин: масивної мідної чи стальної кювети з виступами всередині
для полегшення розколювання контрштампа із легкоплавкого металу, підставки
для видалення легкоплавкого металу із кювети та гумового конуса, що скла-
дає дно кювети з металевим штифтом для укріплення гіпсового зуба. До апара-
тадодається товкачик та зубило для розколювання і видалення із кювети мета-
левої форми. У зібраному вигляді апарат для внутрішнього штампування зовні
нагадує паровозик, тому і дотепер вживають зубні техніки таке слово.
Підготовлений гіпсовий штамп з кільцем закріплювали'на штифтику гу-
мового конуса. З цією метою в основі гіпсового зуба просвердлювали отвір і
закріплювали зуб на штифті. На гумовий конус установлювали кювету. У кю-
вету до рівня країв наливали легкоплавкий сплав. Після затвердіння його ви-
даляли за допомогою товкачика і зубила, потім розколювали. Таким чином от-
римували контрштамп. Підібравши необхідну гільзу, вкладали її між частина-
ми контрштампа і повертали знову в кювету, приклавши необхідне незначне
зусилля, що відповідає кільком ударам молоточка. Штампування починали із
жувальної поверхні, поступово вбиваючи всередину гільзи шматок ялинового
чи березового дерева. Після завершення штампування оклюзійної поверхні гільзу
заповнювали м'яким каучуком чи дробом. Штампування вважалося завершеним,
якщо коронка щільно прилягала до всіх ділянок контрштампа. Це можна пере-
вірити, потупово розбираючи контрштамп на частини. Після перерахованої об-
робки краї коронки підрізали по шийці зуба.
Отже, у разі внутрішнього методу коронка виштамповується за метале-
вим контрштампом.
МЕТОД КОМБІНОВАНОГО ШТАМПУВАННЯ КОРОНОК
Якбуло вжезауважено, цей метод поєднує елементи зовнішнього і внутріш-
нього штампування. Із зовнішнього штампування запозичено спосіб виготов-
лення металевого штампа, а з внутрішнього - металевого контрштампа. Його
ще називають штампуванням за методом ММ СІ (Московський медичний сто-
матологічний інститут).
Апарат складається із сталевої кювети, внутрішні поверхні якої зведені на
конус і мають по присередній лінії два виступи, що полегшують розколювання
контрштампа. Кювета має підставку у вигляді металевого кільця. У дні кювети
197

Клініка та протезування дефектів коронки зуба
є отвір діаметром 1 см для видалення контрштампа. У деяких апаратах замість
виступів у кюветі використовується металевий стержень з трьома тригранни-
ми зубцями. Це забезпечує отриманя трикутних впадин у відливках із легко-
плавкого сплаву і полегшує їх розколювання.
Для відцентрування металевого штампа в кюветі додається тримач, який,
фіксуючи штамп, розташовують у центральних вирізках її верхньої поверхні.
Металевий штамп зуба готують так, як і в разі зовнішнього штампування.
Після цього поверхню металевого штампа обгортають одним шаром лейкопла-
стиру, залишаючи вільною оклюзійну поверхню чи різальний край. Це відпо-
відає товщині металевої коронки. Для цього ж слід змазати поверхню штампа
олією і обсипати тальком.
Розташувавши тримач із штампом у центрі кювети, в неї наливають роз-
плавлений легкоплавкий сплав, після затвердіння якого кювету ставлять на
підставку догори дном, видаляють з отвору дна кювети вату і, увівши в отвір
товкачик, ударами молотка видаляють контрштамп. Розколювання контрштам-
па і вивільнення з нього металевого штампа здійснюють за допомогою зубила
чи гіпсового ножа, які уводять у заглиблення, що утворилося на бічній поверхні
штампа. У разі використання стержня з тригранними зубцями розколювання
контрштампа відбувається у момент його вивільнення з кювети.
З поверхні металевого зуба видаляють лейкопластир, надягають поперед-
ньо відштамповану коронку і, вставивши в заглиблення контрштампа, повер-
тають останній у кювету, злегка постукуючи молоточком, щоб він зайняв попе-
реднє положення. Для цього можна використовувати товкачик. Потім ударами
молотка по штампу і товкачику проводять штампування. Штамп з коронкою
звільняють від контрштампа описаним вище способом, тобто вибиванням конт-
рштампа, його розплавленням і вивільненням коронки. Незначні складки та
нерівності на поверхні коронки усувають шляхом розбивання на кувадлі чи
штампі. У деяких випадках доцільно проводити повторне штампування корон-
ки. У такому разі необхідно виготовити додатково металевий контрштамп та
штамп.
На цьому закінчується лабораторний етап виготовлення штампованої ме-
талевої коронки, і її передають у клініку.
Клінічний етап починається з детальної оцінки якості виготовленої корон-
ки. Якість коронки перевіряють під час її примірки на природному відпрепаро-
ваному зубі. Це можна зробити на гіпсовому штампі, що є доцільнішим та ефек-
тивнішим, і вже опісля проводити примірку в ротовій порожнині. Лікар стома-
толог-оргопед, оцінюючи коронку, повинен звернути увагу на якість штампов-
ки. Гладенька, рівна поверхня свідчить про високу якість виконаної роботи.
Недоброякісна штамповка проявляється складками металу, нерівною поверх-
нею, невідповідністю краю коронки шийці зуба.
У разі виготовлення кількох коронок з метою запобігання помилкам під
час припасовки їх необхідно на гіпсовому штампі олівцем позначати належність
зуба до щелепи та її боку. Після оцінки якості штамповки коронки переходять
198
до перевірки її довжини. На гіпсовому штампі краї коронки повинні перекри-
вати лінію клінічної шийки зуба на 0,3-0,5 мм. Готова коронка повинна мати
анатомічну форму, яка відповідала б даному природному зубу, з добре вираже-
ним поясом. Провівши оцінку штампованої коронки на штампі, якщо немає
необхідності у переробці, розпочинають її припасовку на природному зубі.
Штучну коронку знімають з гіпсового штампа, ретельно промивають пе-
рекисом водню, дезінфікують спиртом і накладають на опорний зуб. Якщо ко-
ронка не накладається, необхідно перевірити якість підготовки опорного зуба.
У разі правильної підготовки зуба не накладається вузька коронка, що може
бути наслідком низки помилок (неточне зняття відбитка, неакуратне гравіру-
вання, звуження шийки зуба тощо). У такому разі коронку передають у зубо-
технічну лабораторію для переробки. Правильно виготовлена коронка повин-
на просуватися уздовж підготовленого під неї природного зуба, а за умови по-
вного накладання коронки її край повинен мінімально заглиблюватися в ясен-
ну борозну. Загальноприйнято, що у молодих людей із здоровими тканинами
пародонта край коронки повинен заглиблюватися у ясенну борозну не більше
ніж на 0,1-0,2 мм.
У людей похилого віку з вираженими явищами атрофії дозволяється за-
глиблення на 0,3-0,5 мм. Хронічні ураження міжзубних сосочків часто є реак-
цією тканин маргінального пародонта на подовження коронки.
Після уточнення довжини коронки, якщо необхідно, її вкорочують карбо-
рундовими дисками і переходять до перевірки щільності прилягання коронки
до шийки зуба.
Штучна коронка, що не має щільних контактів з поруч розміщеними зуба-
ми, вважається неповноцінною. Штамповані коронки не повинні порушувати
оклюзійні взаємовідношення міжзубами-антагоністами. Провівши всі названі
маніпуляції і переконавшись, що виготовлена коронка відповідає усім вимо-
гам, її передають для наступного лабораторного етапу — відбілювання, шліфу-
вання та полірування.
Відбілювання коронок має за мету видалення з них окисної плівки, що
утворилася в результаті багаторазової термічної обробки.
У якості відбілювачів використовують водні розчини багатьох кислот, а
саме: соляної, сірчаної, азотної, а також їх суміші.
Для відбілювання коронок, виготовлених із нержавіючої сталі, застосову-
ють суміш, яка складається із 6 частин азотної кислоти, 47 частин соляної кис-
лоти, 47 частин води. У такій суміші коронки кип'ятять протягом 1-2 хв.
Відбілювачі взаємодіють не тільки з окисною плівкою, що знаходиться на по-
верхні металу, але й частково розчинюють сам метал, тому необхідно суворо
дотримуватися правил відбілювання.
Після відбілювання коронку шліфують еластичним кругом, потім — на
жорсткій щітці або фільці, що зафіксовані на шліфдвигуні, наносять поліру-
вальну пасту залежно від матеріалу, з якого виготовлена коронка, а закінчують
полірування м'якою нитяною щіткою "пушок". Широкого застосування набу-
199