Реферат - Рулонные машины глубокой печати
Подождите немного. Документ загружается.

ближе к зоне печатного контакта, с тем чтобы предотвратить подсыхание краски,
остающейся в растровых ячейках формы после печатного контакта.
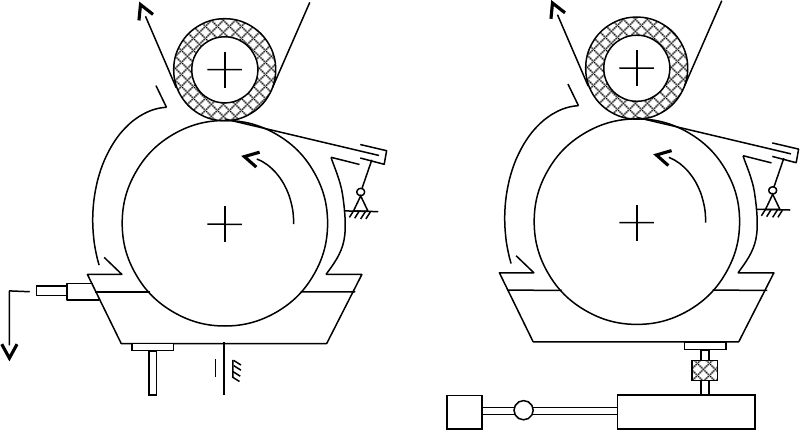
В некоторых аппаратах вместо набрызгивающей головки сбоку от формного
цилиндра устанавливается ванна*1 (рис.*). Из ванны краска может вытекать через щель
15,01,0a
*мм. Применение ванны позволяет размещать формный цилиндр не
только под печатным цилиндром, но и сбоку от него (рис.*). На сх.* щель отсутствует
(a=0), так как ракель*2 одновременно служит дном ванны.
Красочные аппараты машин глубокой печати, предназначенных для печатания с
пластинчатых форм, изготавливается по сх.*. Так как в этих машинах формный цилиндр
имеет холостую часть поверхности, в выемках которой размещается устройство для
затяжки формы, то во избежание удара о выступы цилиндра обрезиненный красочный
валик и ракель периодически отводят от последнего кулачковыми механизмами.
аппараты с одним погруженным в краску валиком, имеющим покрытую ворсистой
тканью поверхность, используется иногда и в машинах, в которых формный цилиндр
выемки не имеет. Ворс на валике мешает проникновению в растровые ячейки формы
1
2
3
4
5
ФЦ
1
2
3
4
ФЦ
11
воздушных пузырьков, образующихся из-за вспенивания краски в быстроходных
машинах, что вызывает «пятнистость» оттисков.
Ракельное устройство
Ракельное устройство состоит из механизма для закрепления ракеля, механизма
прижима ракеля к форме и механизма осевого перемещения ракеля. Сам ракель*1 (рис.*)
представляет собой упругий стальной пластинчатый нож толщиной 0,07–0,3*мм,
шириной 50–80*мм и длиной, несколько превышающей длину формного цилиндра ФЦ.
Вместе с прокладной полосой*2 толщиной 0,5–0,6*мм его вставляют в
ракеледержатель*3 и зажимают в корпусе*4 винтами*5. Параллельность лезвия
цилиндру обеспечивается винтами*6. Рабочая кромка ножа затачивается под углом 20–
25º с образованием опорной фаски а (сх.*) шириной 0,08–0,12*мм, если толщина ракеля
превышает это значение. Если берется ракель наименьшей толщины, то кромка его не
шлифуется.
Прижим ракеля к форме может быть упругим или жестким. Первый
осуществляется грузами, пружинами или пневмоприводом, а второй – с помощью
червячной или винтовой пары. Упругая система прижима целесообразнее, чем жесткая,
так как надежнее обеспечивает достаточно постоянное давление ракеля на форму.
Угол наклона ракеля по отношению к форме в зависимости от характера формы,
свойств краски, вида заточки ножа, его толщины и других факторов колеблется в
пределах от 15 до 80º. Установка ножа под малым углом требует повышенного давления
прижима его к форме и не обеспечивает полного удаления краски с поверхности
цилиндра; при большом угле установки ракель хорошо очищает краску, но быстро
изнашивается, сам сошлифовывается и выходит из строя до переточки. Чаще ракель
устанавливают под углом 45–65º.
12
Во избежание подсыхания краски в ячейках формы, особенно на светлых
участках, ракель устанавливается так, чтобы линия его контакта с цилиндром
размещалась по возможности ближе к его зоне печатного контакта.
13
ПЕЧАТНАЯ СЕКЦИЯ
Печатные секции машин глубокой печати имеют существенно отличную
конструкцию (рис.*). В них формой является сама поверхность формного цилиндра 8,
на которую из резервуара*1 насосом*11 по трубопроводу*9 с вентилем*10 подается
краска. В процессе вращения формного цилиндра с его пробельных элементов краска
снимается ракелем*3. Излишек краски стекает в корыто*2 и через фильтр*12 снова
попадает в резервуар*1.
с148
14
ЗАКЛЮЧЕНИЕ
15
БИБЛИОГРАФИЧЕСКИЙ СПИСОК
1. *Гельмут Киппхан. Энциклопедия по печатным средствам информации.
Технология и способы производства/ Гельмут Киппхан; пер. с нем. – МГУП, 2003.–
1280*с.
2. *Немировский Е.Л. История глубокой печати. ФлексоПлюс, 2002, №*5(29), с.*68.
3.*Полянский Н. Н. основы полиграфического производства.. – М.: Книга, 1991.– 352*с.
4.*Чехман Я.И., Сенкусь В.Т., Бирбраер Е.Г. Печатные машины. – М.: Книга,
1987.– 304*с.
5.*Луиджи Карраро: «Глубокая, флексографская и офсетная печать*–*без
дистрибуторов». ФлексоПлюс, 2005, №*2(44), с.*19.
6.*Митрофанов В.П., Тюрин А.А., Бирбраер Е.Г., Штоляков В.И. Печатное
оборудоывание: Учебник для вузов. – М.: МГУП, 1999.– 443*с.
16