РД 38.13.004-86 - Эксплуатация и ремонт технологических трубопроводов под давлением до 10, 0 МПа
Подождите немного. Документ загружается.

Таблица 45. Рекомендации по выбору электродов и
основных условий сварки разнородных сталей
I IIa IIб III IV V VI
Группа
сталей
Марка
сталей
Ст3, 10,
20
10Г2,
09Г2С
12 МХ,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
15ХМ, 15ХМА,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
12ХМФ,
12Х1МФ,
подогрев при
наплавке шва:
перлитного до
300 - 350 °С;
аустенитного
до 200 - 300 °С
15Х5М, 15Х5ВФ,
12Х8ВФ, подогрев
при наплавке шва:
перлитного до 300
- 400 °С;
аустенитного до
250 - 300 °С
Аустенитные
марок 12Х18Н10Т,
08Х18Н10Т,
10Х17Н13М2Т
I Ст 3, 10, 20 Э42,
Э42А
Э42А,
Э50А
Э42А, подогрев
по IIб
Э42А, подогрев
по III
Э42А, подогрев
по IV
Э42А, подогрев по
V
Э-10Х25Н13Г2
IIa 10Г2, 09Г2С Э42А,
Э50А
Э50А То же То же То же То же То же
База нормативной документации: www.complexdoc.ru
301
I IIa IIб III IV V VI
Группа
сталей
Марка
сталей
Ст3, 10,
20
10Г2,
09Г2С
12 МХ,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
15ХМ, 15ХМА,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
12ХМФ,
12Х1МФ,
подогрев при
наплавке шва:
перлитного до
300 - 350 °С;
аустенитного
до 200 - 300 °С
15Х5М, 15Х5ВФ,
12Х8ВФ, подогрев
при наплавке шва:
перлитного до 300
- 400 °С;
аустенитного до
250 - 300 °С
Аустенитные
марок 12Х18Н10Т,
08Х18Н10Т,
10Х17Н13М2Т
12МХ,
подогрев при
наплавке
шва:
перлитного
до 200 - 250
°С
Э42А,
подогрев
по IIб
Э42А,
подогрев
по IIб
Э-МХ, подогрев
по 116,
термообработка
680 - 700 °С,
выдержка 3 ч
Э-МХ, подогрев
по III,
термообработка
710 - 730 °С,
выдержка 3 ч
ЭМХ, подогрев
по IV,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-МХ, подогрев по
V, термообработка
740 - 760 °С,
выдержка 3 ч
-
Э-11 X 15Н25М6АГ2, подогрев
по IIб, для температуры
эксплуатации до 450 °С в
средах, не вызывающих МКК и
коррозионное растрескивание
под напряжением
Э-10Х25Н13Г2
подогрев по 116
для температуры
эксплуатации до
350 °С
УОНИ 13/45 Æ 3 мм - два валика
корневой части шва;
IIб
аустенитного
до 150 - 200
°С
- -
Э-11Х15Н25М6АГ2 - заполнение
оставшейся разделки, подогрев
по IIб. Для температуры
эксплуатации до 450 °С в
средах, вызывающих
Подогрев по IV,
остальное то
же, что и для
соединения
групп IIб
аустенитными
электродами
Подогрев по V,
остальное то же,
что для
соединения групп
IIб аустенитными
электродами
Э-11Х15Н25М6АГ2,
для температуры
эксплуатации 350 -
450 °С, в средах, не
вызывающих
коррозионное
растрескивание и
МКК
База нормативной документации: www.complexdoc.ru
302
I IIa IIб III IV V VI
Группа
сталей
Марка
сталей
Ст3, 10,
20
10Г2,
09Г2С
12 МХ,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
15ХМ, 15ХМА,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
12ХМФ,
12Х1МФ,
подогрев при
наплавке шва:
перлитного до
300 - 350 °С;
аустенитного
до 200 - 300 °С
15Х5М, 15Х5ВФ,
12Х8ВФ, подогрев
при наплавке шва:
перлитного до 300
- 400 °С;
аустенитного до
250 - 300 °С
Аустенитные
марок 12Х18Н10Т,
08Х18Н10Т,
10Х17Н13М2Т
межкристаллитную коррозию и
коррозионное растрескивание
под напряжением
*
15ХМ,
15ХМА,
подогрев при
наплавке
шва:
перлитного
до 200 - 250
°С
Э42А,
подогрев
по III
Э42А,
подогрев
по III
Э-МХ, подогрев
по III,
термообработка
710 - 730 °С,
выдержка 3 ч
То же, что и
для группы IIб
перлитного шва
То же, что и
для -группы IIб
перлитного шва
То же, что и для
группы IIб
перлитного шва
-III
аустенитного
до 150 - 200
°С
- - То же, что и
для группы IIб
аустенитного
шва
То же, что и
для группы IIб
аустенитного
шва
То же, что и
для группы IIб
аустенитного
шва
То же, что и для
группы IIб
аустенитного шва
Подогрев по III,
остальное то же,
что для
соединения группы
IIб с группой VI
База нормативной документации: www.complexdoc.ru
303
I IIa IIб III IV V VI
Группа
сталей
Марка
сталей
Ст3, 10,
20
10Г2,
09Г2С
12 МХ,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
15ХМ, 15ХМА,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
12ХМФ,
12Х1МФ,
подогрев при
наплавке шва:
перлитного до
300 - 350 °С;
аустенитного
до 200 - 300 °С
15Х5М, 15Х5ВФ,
12Х8ВФ, подогрев
при наплавке шва:
перлитного до 300
- 400 °С;
аустенитного до
250 - 300 °С
Аустенитные
марок 12Х18Н10Т,
08Х18Н10Т,
10Х17Н13М2Т
12ХМФ,
12Х1МФ,
подогрев при
наплавке
шва:
перлитного
до 300 - 350
°С
Э42А,
подогрев
по IV
Э42А,
подогрев
по IV
Э-МХ, подогрев
по IV,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-МХ, подогрев
по IV,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-ХМ, подогрев
по IV,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-ХМ, подогрев по
IV, термообработка
740 - 760 °С,
выдержка 3 ч
-IV
аустенитного
до 200 - 300
°С
- - Подогрев по IV,
остальное то
же, что и для
группы IIб
аустенитного
шва
Подогрев по IV,
остальное то
же, что и для
группы IIб
аустенитного
шва
Подогрев по IV,
остальное то
же, что и для
группы IIб
аустенитного
шва
Подогрев по IV,
остальное то же,
что и для группы
IIб аустенитного
шва
Подогрев по IV,
остальное то же,
что для
соединения группы
IIб с группой VI
База нормативной документации: www.complexdoc.ru
304
I IIa IIб III IV V VI
Группа
сталей
Марка
сталей
Ст3, 10,
20
10Г2,
09Г2С
12 МХ,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
15ХМ, 15ХМА,
подогрев при
наплавке шва:
перлитного до
200 - 250 °С;
аустенитного
до 150 - 200 °С
12ХМФ,
12Х1МФ,
подогрев при
наплавке шва:
перлитного до
300 - 350 °С;
аустенитного
до 200 - 300 °С
15Х5М, 15Х5ВФ,
12Х8ВФ, подогрев
при наплавке шва:
перлитного до 300
- 400 °С;
аустенитного до
250 - 300 °С
Аустенитные
марок 12Х18Н10Т,
08Х18Н10Т,
10Х17Н13М2Т
15Х5М,
15Х5ВФ,
12Х8ВФ,
подогрев при
наплавке
шва:
перлитного
до 300 - 400
°С
Э42А,
подогрев
по V
Э42А,
подогрев
по V
Э-МХ, подогрев
по V,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-ХМ, подогрев
по V,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-ХМФ,
подогрев до V,
термообработка
740 - 760 °С,
выдержка 3 ч
Э-Х5МФ, подогрев
по V,
термообработка
740 - 760 °С,
выдержка 3 ч
-V
аустенитного
до 250 - 350
°С
- - Подогрев по V,
остальное то
же, что и для
группы IIб
аустенитного
шва
Подогрев по V,
остальное то
же, что и для
группы IIб
аустенитного
шва
Подогрев по V,
остальное то
же, что и для
группы IIб
аустенитного
шва
Э-10Х25Н13Г2,
Э-11Х15Н25М6АГ2,
Э-08Х24Н40М7Г2,
подогрев по V для
температуры
эксплуатации до
525 °С,
Э-08Х24Н40М7Г2
для температуры
эксплуатации
выше 525 °С
То же, что для
соединения групп
V без обеспечения
стойкости против
МКК
*
Подготовка кромок осуществляется с притуплением в корневой части
равным 4 - 5 мм. которое наплавляется одиночными кольцевыми валиками без
колебаний электрода перлитными электродами УОНИ 13/45 Æ 3 мм с
подогревом до температуры, необходимой для более легированной
теплоустойчивой стали. Полученная механическим способом наплавка
(наждачным кругом и др.) обрабатывается заподлицо с поверхностью фаски и
внутренней поверхностью трубы с соблюдением размеров притупления по
настоящему руководству.
База нормативной документации: www.complexdoc.ru
305
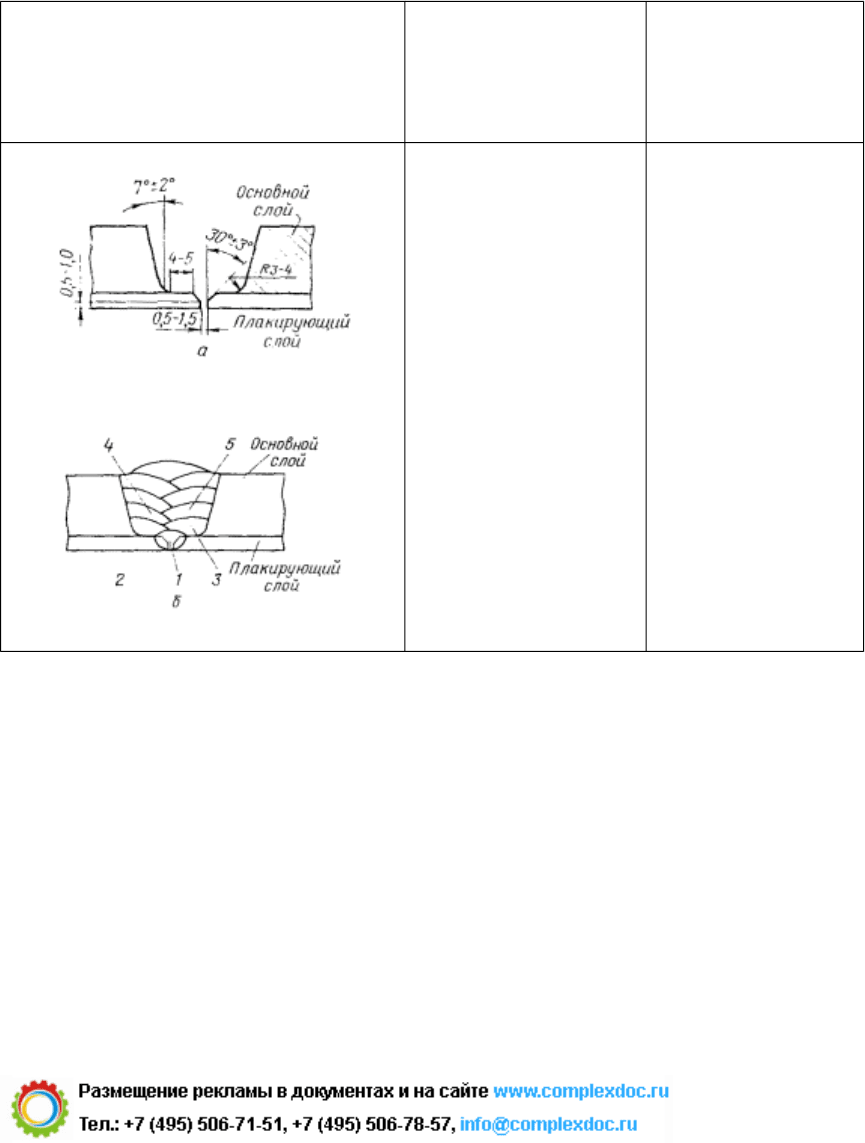
Таблица 46. Рекомендации по выбору электродов,
основных условий сварки и конструктивному
оформлению кольцевого сварного соединения из
двухслойных сталей Ст3 + 08Х13; 10 + 08Х13; 15, 20 +
08Х13
Конструктивные элементы
подготовки кромок
Температура
эксплуатации
трубопровода, °С
Типы
рекомендуемых
электродов
До 350
*
Э-10Х25Н13Г2
Э-11Х15Н25М6АГ2,
350 - 450
**
Э-08Х24Н40М7Г2
*
Сварка швов 1, 2, 3 (рис. б) производится электродами диаметром 3 мм на
минимальном паспортном режиме, обеспечивающем полный провар и
сплавление кромок. Для сварки швов 4, 5 и т. д. допускаются электроды
диаметром 4 мм.
**
После сварки шва 1 выполняется цветная дефектоскопия металла шва и
околошовной зоны, после заполнения всей разделки - рентгеновское или гамма-
просвечивание 100 %-ной длины шва.
База нормативной документации: www.complexdoc.ru
306
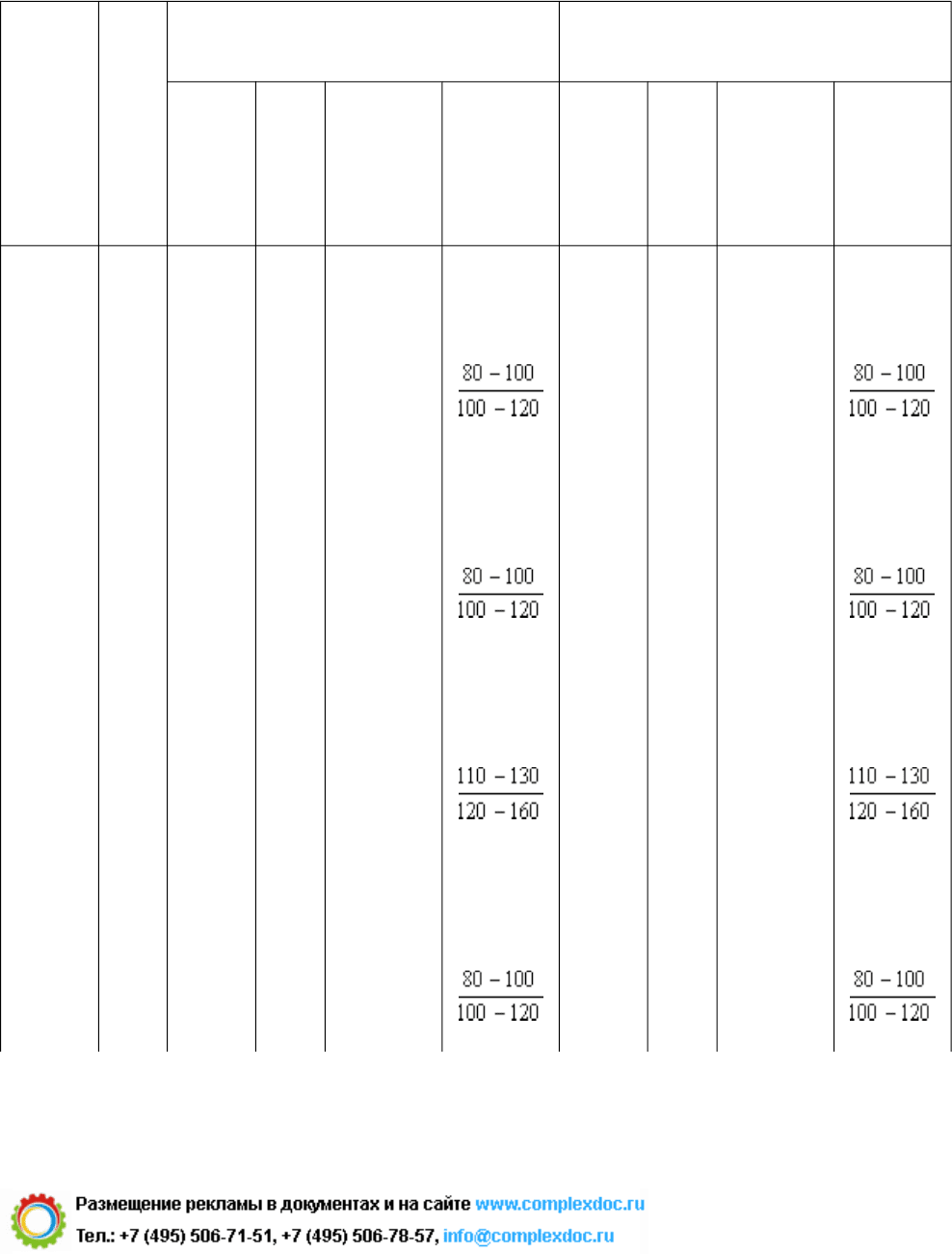
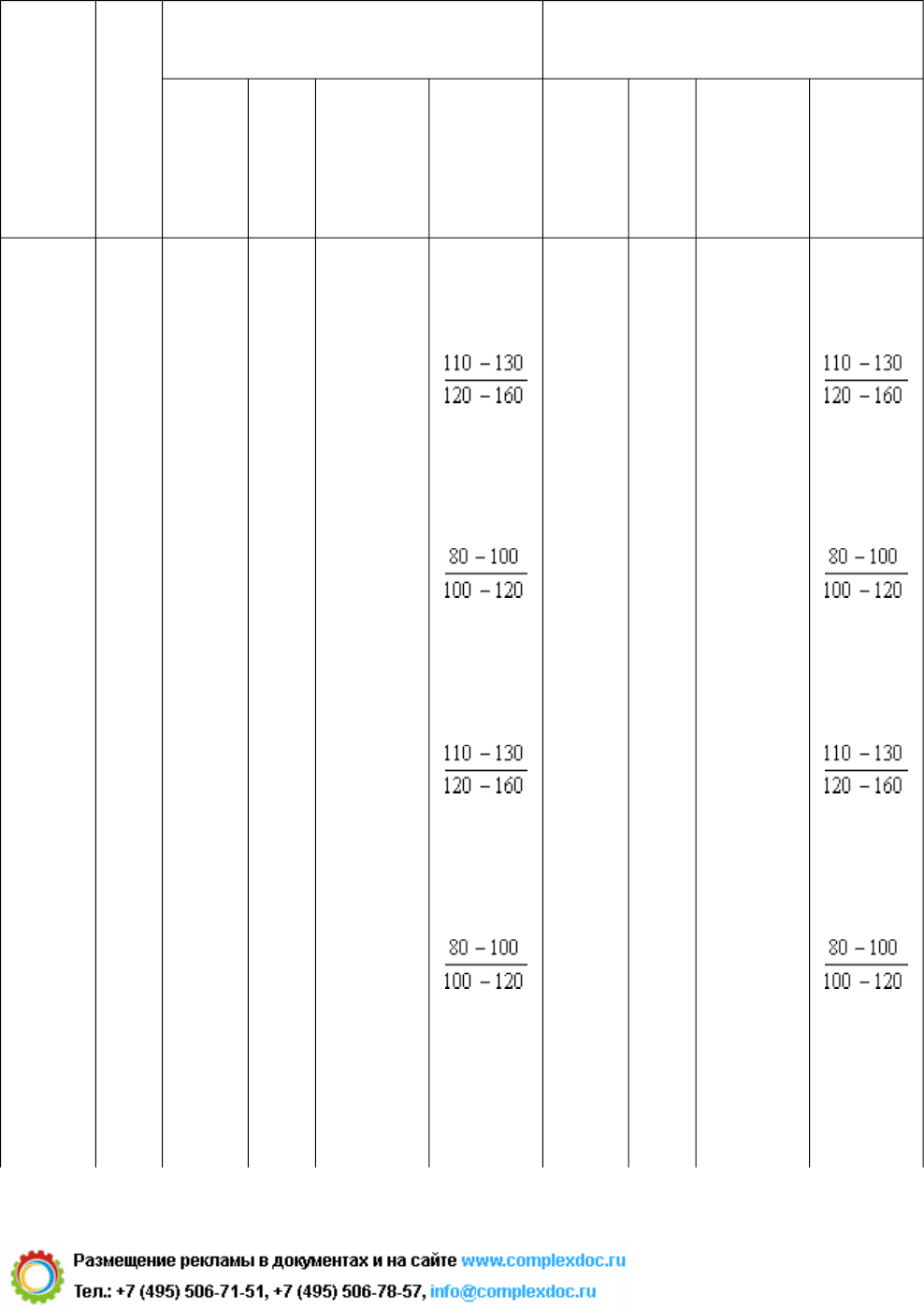
Таблица 47. Режимы ручной электродуговой сварки
покрытыми электродами
При горизонтальной оси труб При вертикальной оси труб
Толщина
стенки
труб, мм
Число
слоев
число
валиков
номер
слоев
диаметр
электрода,
мм, не
более
сварочный
ток, А
число
валиков
номер
слоев
диаметр
электрода,
мм, не
более
сварочный
ток
*
, А
3-6 1-2 1-2 1-2 2,5-3
-
3-4 1-4 2,5-3
-
6-10 2-3 2-4 1-2 3
-
3-6 1-2 3
-
6-10 2-3 2-4 3 4
-
3-6 3 4
-
10-13 3-4 3-5 1-2 3
-
7-9 1-2 3
-
База нормативной документации: www.complexdoc.ru
307
При горизонтальной оси труб При вертикальной оси труб
Толщина
стенки
труб, мм
Число
слоев
число
валиков
номер
слоев
диаметр
электрода,
мм, не
более
сварочный
ток, А
число
валиков
номер
слоев
диаметр
электрода,
мм, не
более
сварочный
ток
*
, А
10-13 3-4 3-5 3-4 4
-
7-9 3-4 4
-
13-16 4-5 5-7 1-2 3
-
9-12 1-2 3
-
13-16 4-5 5-7 3-5 4
-
9-12 3-5 4
-
17-22 5-8 7-14 1-2 3
-
11-15 1-2 3
-
17-22 5-8 7-14 3-8 4
-
11-15 3-8 4
-
База нормативной документации: www.complexdoc.ru
308
При горизонтальной оси труб При вертикальной оси труб
Толщина
стенки
труб, мм
Число
слоев
число
валиков
номер
слоев
диаметр
электрода,
мм, не
более
сварочный
ток, А
число
валиков
номер
слоев
диаметр
электрода,
мм, не
более
сварочный
ток
*
, А
23-27 8-12 11-18 1-2 3
-
16-20 1-2 3
-
23-27 8-12 11-18 3-12 4
-
16-20 3-12 4
-
28-32 12-16 15-20 1-2 3
-
20-25 1-2 3
-
28-32 12-16 15-20 3-16 4
-
20-25 3-16 4
-
*
При сварке неповоротных стыков сила тока должна быть примерно на 15 %
ниже. В числителе дана сила тока при сварке аустенитными электродами, в
знаменателе - перлитными.
База нормативной документации: www.complexdoc.ru
309
Таблица 48. Технические данные горелок для ручной
аргонодуговой сварки неплавящимся электродом
*
Горелка
Длина
сопла,
мм
Длина
дуги,
мм
Максимальный
сварочный
ток, А
Расход
газа,
л/мин
Масса
горелки,
кг
Примечание
МГ-3 75 2 180 5 - 9 0,60 Сопло латунное,
изолированное
МГД-3 68 1 - 2 180 10 - 15 0,90 Дуга защищается
двумя
концентрическими
потоками газа
ЗЗР-3-58 60 2 200 7 - 10 0,68 Сменные сопла
выполнены из
изоляционного
материала
МАГ-3 42 1 - 2 120 5 - 7 0,32 Сопло латунное,
изолированное
Конструкция
ЮТЭМа
40 1 - 2 150 5 - 6 0,25 Сопло латунное,
изолированное,
посаженное на
втулку из
асбоцемента
АГМ-2 32 1 - 2 130 4 0,32 Горелка с газовой
линзой,
приспособленная
для сварки труб
поверхностей
нагрева в особо
стесненных
условиях
База нормативной документации: www.complexdoc.ru
310