Полянский Н.Н. Основы полиграфического производства
Подождите немного. Документ загружается.

противоореольного слоя (АПС) 2 слой ФПМ 3 толщиной от 0,4 до
1,5 мм и более.
В нашей стране и за рубежом выпускается широкий ассортимент
ФПП, различающихся составом ФПМ и толщиной, форматом пластин,
их технологическими возможностями и другими показателями.
Важнейшими компонентами ФПМ являются: полимеры (например,
производные целлюлозы и поливинилового спирта, полиамиды),
а также сшивающие агенты (ненасыщенные мономеры, олигомеры или
их смеси). В зависимости от состава ФПМ ФПП можно разделить на
три группы: спиртоводовымываемые (ФПМ на основе полиамидов);
щелочеводовымываемые (ФПМ, например, может быть на основе
соединений целлюлозы); водовымываемые (ФПМ, например, на основе
поливинилового спирта).
Процесс изготовления печатных форм на ФПП состоит обычно из
следующих групп операций:
1) Предварительное (кратковременное) освещение
слоя ФПМ источниками УФ-излучения (рис. 8.2, б) вызывает в слое
химическую реакцию, связывающую кислород. Это увеличивает
светочувствительность слоя и повышает качество ФППФ.
2) Экспонирование через негативы, УФ-излучения (рис. 8.2,
в) проходя через прозрачные участки негатива и всю толщину слоя,
приводят к полимеризации последнего. В результате диффузного
излучения в слое полимеризация распространяется в стороны,
а в нижней части она расширяется за счет отраженного от подложки
излучения. Таким образом, сформированные печатающие элементы
приобретают оптимальный для печатания профиль. Экспонирование
(несколько минут) проводят в экспонирующих установках, принцип
работы которых аналогичен работе копировальных станков,
используемых в производстве форм плоской офсетной печати.
3) Вымывание незаполимеризованного слоя с пробельных
элементов проводится в течение нескольких минут в вымывных
машинах или вместе с последующими операциями — на автоматизиро-
ванных поточных линиях.
4) Доэкспонирование формы (рис. 8.2, д) после промывки
и сушки, т. е. дополнительное освещение ее в течение нескольких минут
УФ-излучением, увеличивает степень полимеризации и ее равно-
мерность по всему объему печатающих элементов, что повышает
тиражестойкость ФПФ. Важными показателями качества формы
являются профиль печатающих элементов, прочность сцепления их
с подложкой и физико-химические и механические свойства
образовавшегося фотополимера.
Для изготовления ФПФ из ТФПМ применяется как оборудование,
состоящее из отдельных установок, так и сложные автоматизиро-
ванные линии, управляемые микропроцессорной техникой и обладаю-
щие очень высокой производительностью. Они выполняют полностью
весь процесс обработки экспонированных копий: вымывание ФПМ
с пробельных элементов, промывку водой, сушку, дополнительное
экспонирование.
120
а
Свет
ttuttttt
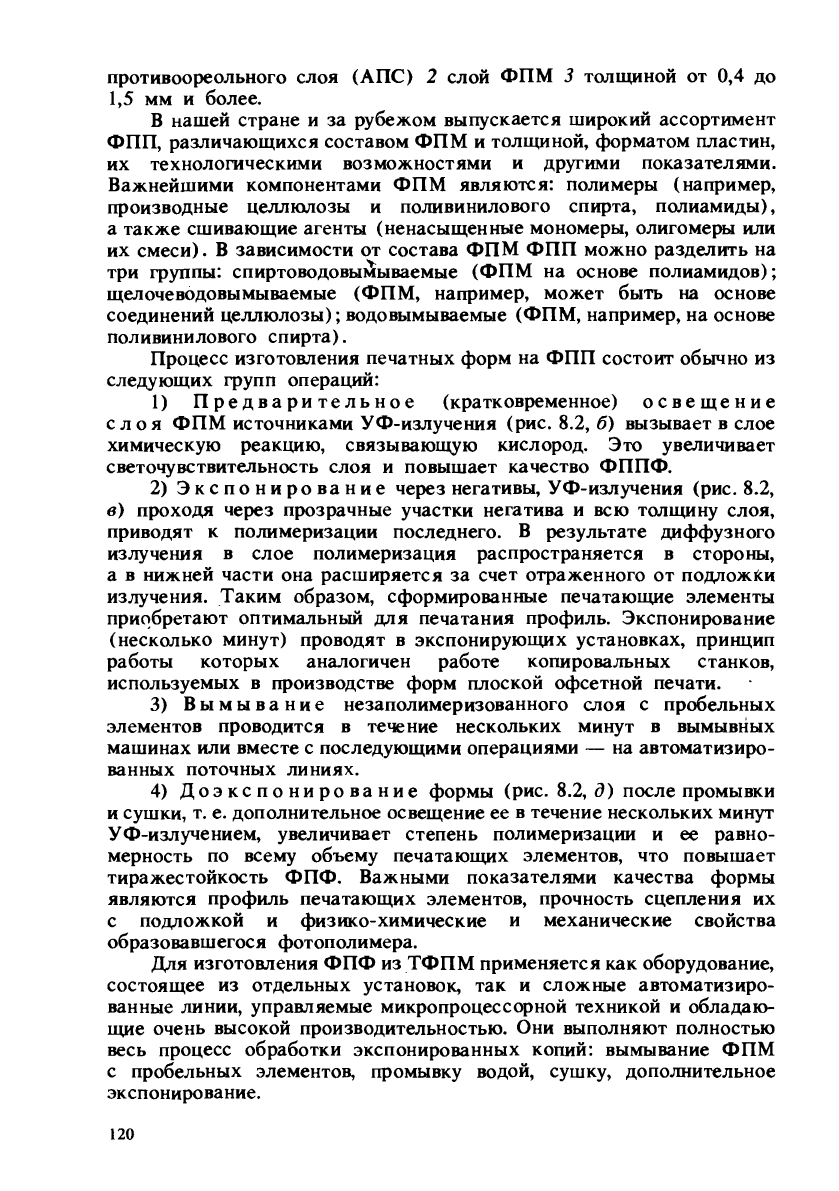
Рис. 8.3. Схема изготовления фото-
полимерной печатной формы из
ЖФПМ
Отечественная промышленность выпускает ФПП различных типов
на стальной основе (типа «Целлофот» — щелочеводовымывные
и «Гидрофот» — водовымывные). А также современное оборудование
для изготовления ФППФ (например, экспонирующую установку
ФКТ-45,
линию ФОФ-45 для обработки экспонированных копий).
Фотополимерные формы, изготавливаемые из ЖФПМ. Эти
материалы изготавливаются обычно на химических заводах из
реакционноспособных олигомеров (олигоэфиракрилатов, олигоэ-
фирмалеинатов и т. д.) и мономеров (ненасыщенных карбоновых
кислот, их сложных эфиров и др.), а также фотоинициаторов
и целевых добавок (улучшающих рабочие свойства ЖФПМ).
Изготовление печатной формы начинается с подготовки
копировально-формирующего пакета (рис. 8.3, а). На его стекле
1 укрепляют негатив 2 и укладывают ограничительную раму 5,
обеспечивающую необходимую толщину будущей печатной формы.
Раму покрывают магнитной плитой 4 со стальной формной пластиной-5,
покрытой АПС 6. Стекло и плиту соединяют между собой, в результате
чего образуется полость, в которую заливается ЖФПМ. Собранный
и заполненный ЖФПМ пакет помещается в установку для
экспонирования. В результате полимеризации ЖФПМ под негативом
формируются печатающие элементы, прочно удерживающиеся с АПС
пластины (рис. 8.3, б).
121
Затем пакет разбирается и незаполимеризованный материал
удаляется с пробельных элементов. Эта операция может выполняться
различными способами: вымыванием соответствующими растворами,
выдуванием сжатым воздухом, вакуумным отсасыванием или
механическим удалением материала с помощью ракеля.
В заключение форма высушивается и подвергается дополнительной
обработке: облучению УФ-излучением или нагреванию, что
увеличивает степень полимеризации печатающих элементов формы
(рис.
8.3, в), повышая ее тиражестойкость. Для изготовления таких
форм выпускается оборудование, выполняющее в автоматическом
режиме все операции, в том числе и подготовку сформирующего пакета.
Формы из ЖФПМ, обладая более низкой (в несколько раз)
себестоимостью по сравнению с формами из ТФПМ, характеризуются
худшим качеством воспроизведения растровых изображений и более
сложной технологией их изготовления. Поэтому они не находят
широкого применения для выпуска издательской продукции.
8.1.2.
Микроцинковые печатные формы, изготавливаемые
травлением
Изготовление кислотостойких копий. Современная технология
изготовления микроцинковых печатных форм травлением пробельных
элементов позволяет получать на одной пластине штриховые
и растровые изображения, а также текст. Однако по своим
экономическим, технологическим, экологическим и некоторым другим
показателям формы, полученные травлением, уступают ФППФ
и поэтому заменяются ими. Но пока еще они используются у нас
в качестве клише и оригинальных форм высокой печати в пунктах
приема газетных полос по каналам связи. Процесс изготовления таких
печатных форм (клише) включает две группы операций: получение
кислотостойкой копии на формной пластине и химическое травление
пробельных элементов и отделку формы.
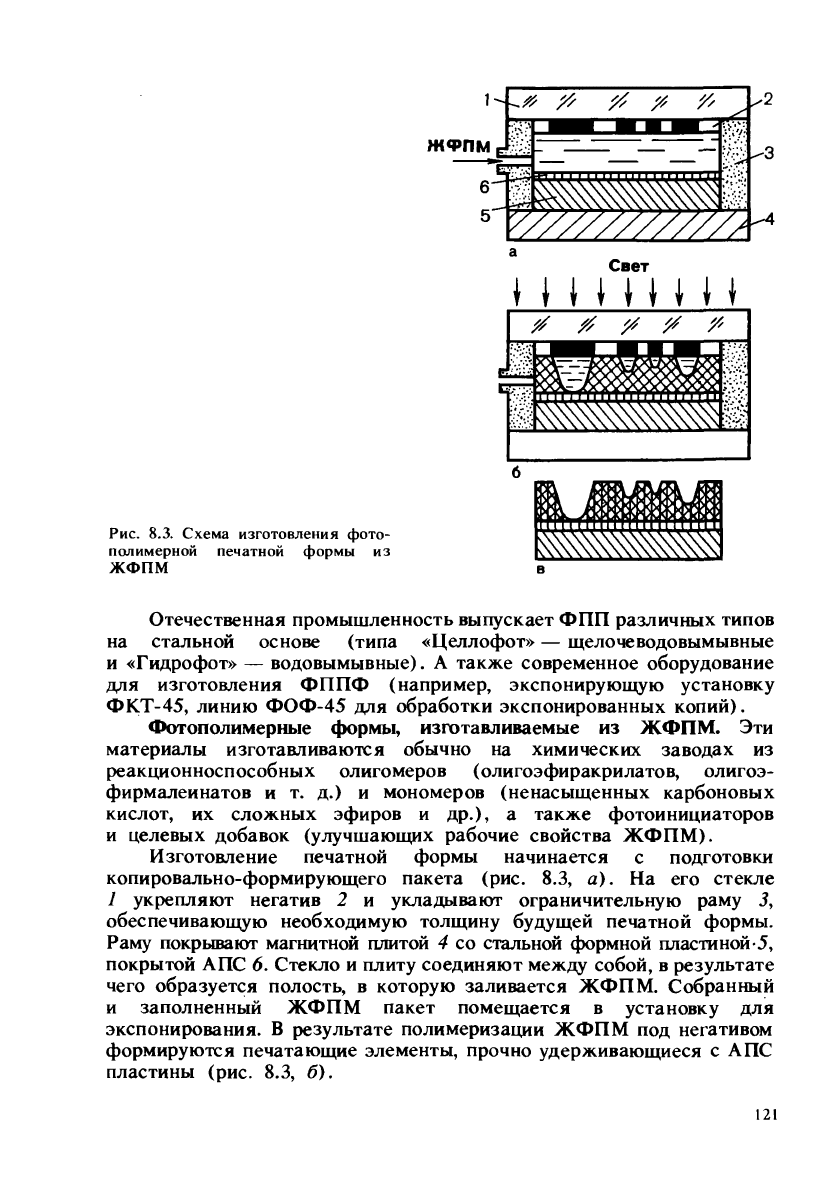
Формные пластины (рис. 8.4, а) толщиной
1,0—3,0
мм различных
форматов изготавливают обычно из микроцинка / — сплава на основе
Рис. 8.4. Схема изготовления кислотостойкой копии
высокой печати
122
цинка высокой чистоты, содержащего
в
незначительных количествах
целевые добавки
(Al, Mg и др.).
Пластины могут выпускаться
с нанесенным копировальным слоем
2, а
оборотная сторона
покрывается защитным
(от
травления) лаком
J.
Технология изготовления кислотостойких копий
на
этих
пластинах проста
и
сводится
к
следующему:
— экспонирование (несколько минут) через растровые,
штриховые, текстовые негативы
(или их
монтаж)
в
таких
же
копировальных станках,
что и для
изготовления форм плоской
офсетной печати.
В
результате прохождения актиничного излучения
через прозрачные участки негатива
(рис. 8.4, б)
происходит
полимеризация слоя
на
будущих печатающих элементах формы;
— проявление копии
в
щелочеводном растворе
—
полное
удаление незаполимеризованного слоя
с
пробельных элементов. После
промывки
в
воде
и
высушивания
на
пластине получается стойкое
к действию кислот изображение
(рис. 8.4, в),
состоящее
из
фотополимера.
При отсутствии предварительно очувствленных пластин кислото-
стойкие копии изготавливают
по
более сложной
и
устаревшей
технологии
с
использованием копировального слоя, содержащего соли
хромовой кислоты
(см. 7.1.1).
Копировальный раствор наносят
на
микроцинковую пластину непосредственно перед экспонированием
в специальном устройстве
—
центрифуге. Дальнейшие операции
сводятся
к
следующему:
— экспонирование через негативы
или их
монтаж,
в результате чего задубливается копировальный слой
на
печатающих
участках будущей формы;
— проявление копии
в
воде
—
удаление незадубленного слоя
с пробельных элементов
с
последующим окрашиванием
в
растворе
органического красителя
(для
контроля изображения);
— дополнительное дубление копии
для
придания
ей
необходимой кислотостойкости
(в
дубящем растворе, например,
хромового ангидрида)
и
термическое дубление
(при /=200—210 °С)
с последующим охлаждением водой.
Травление
и
отделка форм. Углубление пробельных элементов
(не
защищенных копировальным слоем
на
копии) достигается химическим
травлением.
Оно
должно быть направленным только вглубь
и осуществляется
на
отдельных участках формы различное время
в зависимости
от
глубины пробельных элементов:
чем
меньше глубина,
тем короче время травления.
Эти
условия достигаются травлением
в эмульсиях, состоящих
из
водного раствора азотной кислоты
(травящего компонента
и
защитного препарата. Последний включает
неполярную жидкость (обычно диэтилбензол)
и
поверхностное
активное вещество
— ПАВ
(например, сульфинированное касторовое
масло
или
вещество
на его
основе).
Травление
в
эмульсии позволяет получить необходимый
для
печатания рельеф штриховых
и
растровых изображений,
а
также
123
Копировальный слой
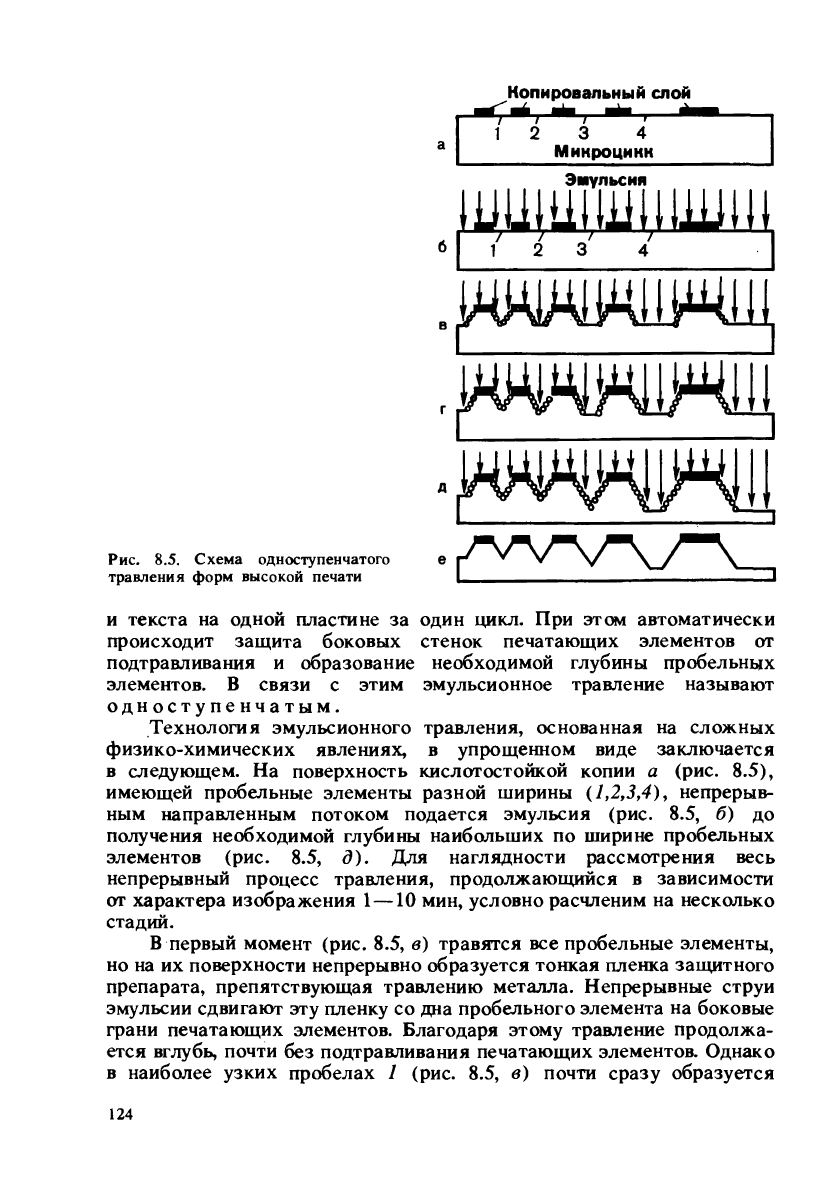
Рис. 8.5. Схема одноступенчатого
травления форм высокой печати
и текста на одной пластине за один цикл. При этом автоматически
происходит защита боковых стенок печатающих элементов от
подтравливания и образование необходимой глубины пробельных
элементов. В связи с этим эмульсионное травление называют
одноступенчатым.
Технология эмульсионного травления, основанная на сложных
физико-химических явлениях, в упрощенном виде заключается
в следующем. На поверхность кислотостойкой копии а (рис. 8.5),
имеющей пробельные элементы разной ширины
(1,2,3,4)
>
непрерыв-
ным направленным потоком подается эмульсия (рис. 8.5, б) до
получения необходимой глубины наибольших по ширине пробельных
элементов (рис. 8.5, д). Для наглядности рассмотрения весь
непрерывный процесс травления, продолжающийся в зависимости
от характера изображения 1—10 мин, условно расчленим на несколько
стадий.
В первый момент (рис. 8.5, в) травятся все пробельные элементы,
но на их поверхности непрерывно образуется тонкая пленка защитного
препарата, препятствующая травлению металла. Непрерывные струи
эмульсии сдвигают эту пленку со дна пробельного элемента на боковые
грани печатающих элементов. Благодаря этому травление продолжа-
ется вглубь, почти без подтравливания печатающих элементов. Однако
в наиболее узких пробелах / (рис. 8.5, в) почти сразу образуется
124
пленка, которая не сдвигается в стороны, и травление этих участков
прекращается.
Через некоторое время по этой же причине прекращается
травление в более широких пробельных участках 2 (рис. 8.5, г),
затем — 3 (рис. 8.5, д). Если глубина пробельных элементов 4 до-
статочна (рис. 8.5, д), то травление формы прекращают, извлекают ее
из машины и удаляют пленку защитного препарата раствором
тринатрийфосфата (рис. 8.5, е). Копировальный слой остается на
печатающих элементах формы, так как он не мешает процессу
печатания.
Машины для эмульсионного травления автоматиче-
ски обеспечивают равномерность подачи эмульсии на все участки
копии, эмульгирование и поддержание постоянной температуры. По
принципу подачи травящей эмульсии машины подразделяют на
несколько видов, из которых наибольшее применение получили
машины струйного типа. В этих машинах травящая эмульсия под
давлением подается в виде непрерывных струй на обрабатываемую
копию, совершающую сложное круговое движение. Отделка
вытравленных форм после их контроля может включать ряд операций
в зависимости от характера изображения и других условий. Например,
если на одной пластине расположено несколько изображений, та их
распиливают на отдельные сюжеты, и т. д.
8.13. Изготовление клише электронно-механическим
гравированием
Общие сведения. Электронно-механическое гравирование клише
производится на электронно-механических гравировальных автоматах
(ЭМГА) и основано на построчной развертке оригинала и поэле-
ментного гравирования (углубления) пробельных участков на
формной пластине. Принцип работы ЭМГА и его конструкция во
смогом схожи с рассмотренными выше черно-белыми сканерами
и лазерными автоматами для изготовления форм плоской офсетной
печати. Но в ЭМГА электрический сигнал, полученный в результате
преобразования световой энергии, отраженной от оригинала, управляет
гравирующим устройством. Последнее снабжено пирамидально-
образной формы резцом, который механически удаляет часть
формного материала в виде узких бороздок (линейчатое гравирование)
или ячеек прямоугольной формы (точечное гравирование).
Электронно-механическое гравирование позволяет полностью
автоматизировать и тем самым значительно ускорить технологический
процесс изготовления клише, уменьшить расход материалов, исключить
использование большой номенклатуры фотомеханического оборудова-
ния, уменьшить производственную площадь и улучшить условия труда.
Однако этот способ, широко применявшийся в 50—60-х годах нашего
столетия, ограничивает форматные возможности клише, снижает
производительность получения штриховых клише при невозможности
125
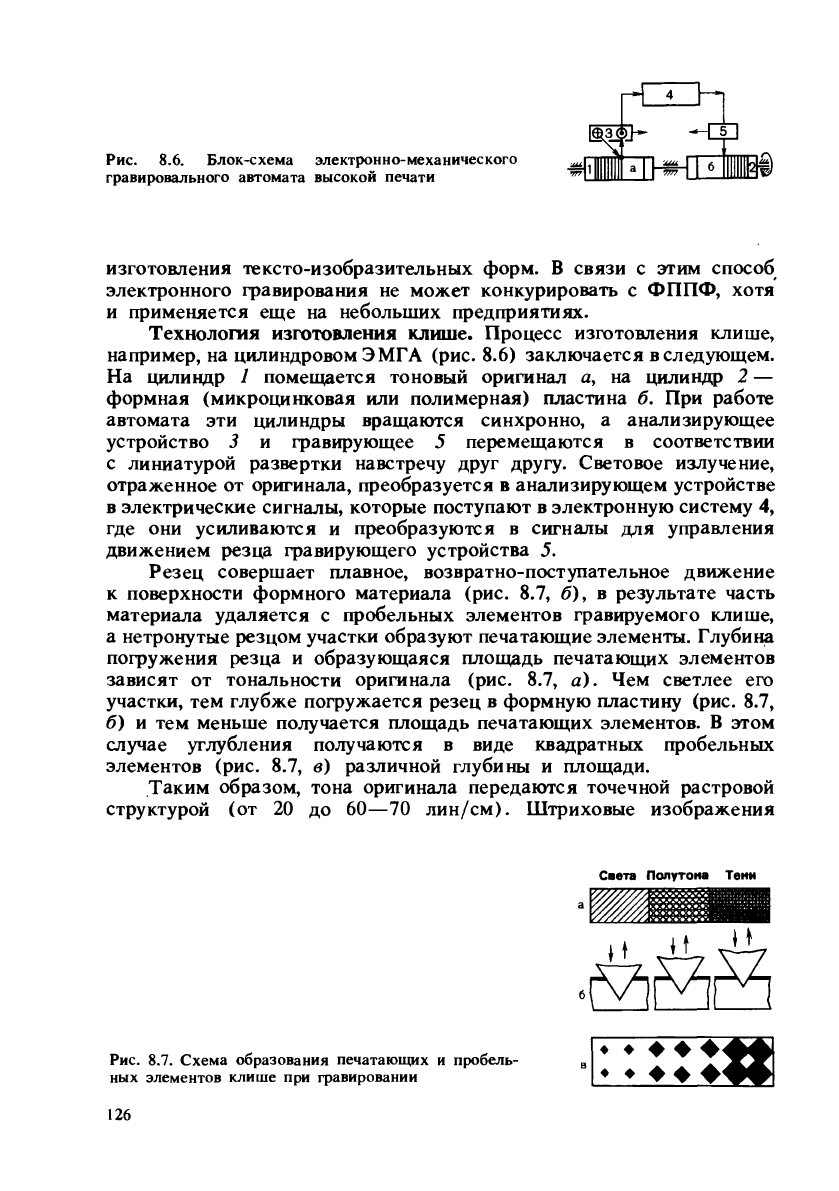
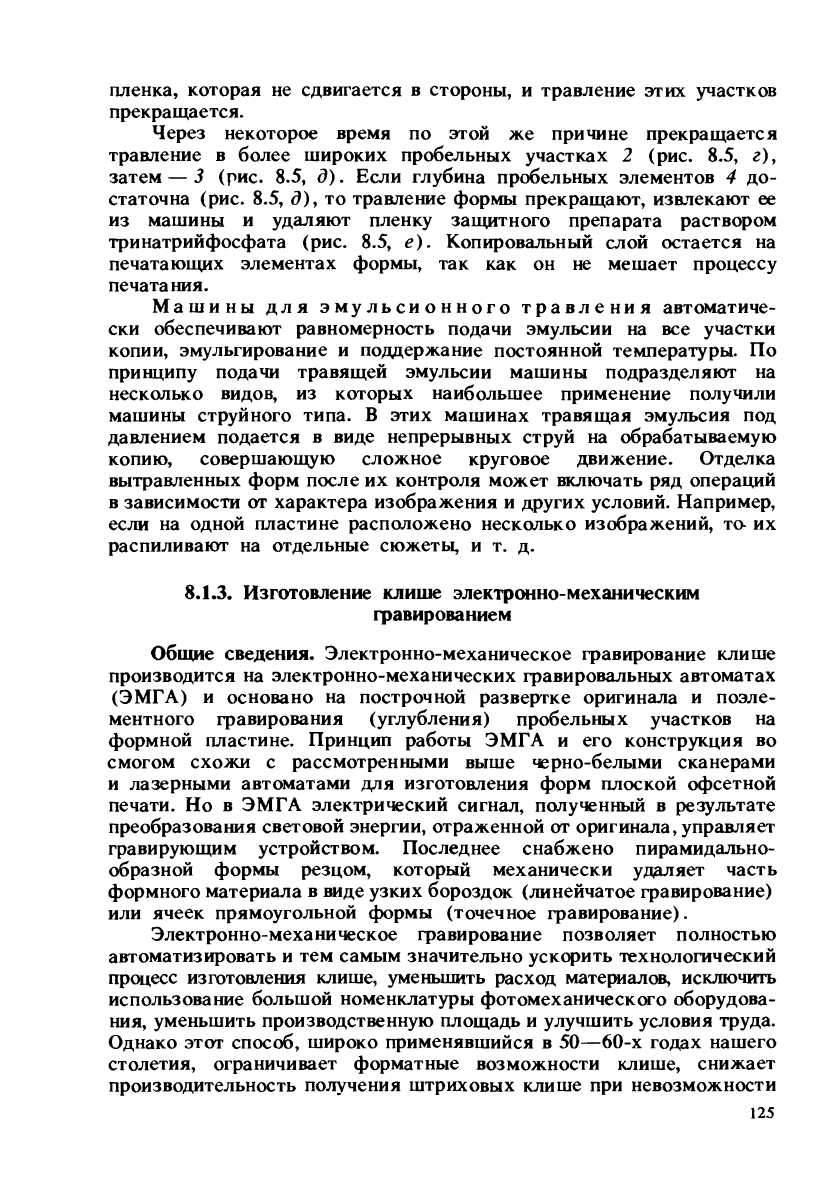
Рис. 8.6. Блок-схема электронно-механического
гравировального автомата высокой печати
изготовления тексто-изобразительных форм. В связи с этим способ
электронного гравирования не может конкурировать с ФППФ, хотя
и применяется еще на небольших предприятиях.
Технология изготовления клише. Процесс изготовления клише,
например, на цилиндровом ЭМГА (рис. 8.6) заключается в следующем.
На цилиндр / помещается тоновый оригинал а, на цилиндр 2 —
формная (микроцинковая или полимерная) пластина б. При работе
автомата эти цилиндры вращаются синхронно, а анализирующее
устройство 3 и гравирующее 5 перемещаются в соответствии
с линиатурой развертки навстречу друг другу. Световое излучение,
отраженное от оригинала, преобразуется в анализирующем устройстве
в электрические сигналы, которые поступают в электронную систему 4,
где они усиливаются и преобразуются в сигналы для управления
движением резца гравирующего устройства 5.
Резец совершает плавное, возвратно-поступательное движение
к поверхности формного материала (рис. 8.7, б), в результате часть
материала удаляется с пробельных элементов гравируемого клише,
а нетронутые резцом участки образуют печатающие элементы. Глубина
погружения резца и образующаяся площадь печатающих элементов
зависят от тональности оригинала (рис. 8.7, а). Чем светлее его
участки, тем глубже погружается резец в формную пластину (рис. 8.7,
б) и тем меньше получается площадь печатающих элементов. В этом
случае углубления получаются в виде квадратных пробельных
элементов (рис. 8.7, в) различной глубины и площади.
Таким образом, тона оригинала передаются точечной растровой
структурой (от 20 до
60—70
лин/см). Штриховые изображения
Света Полутона Тени
И
Рис. 8.7. Схема образования печатающих и пробель-
ных элементов клише при гравировании
• •
• •
126
воспроизводятся линейным гравированием,
при
котором каждый
штрих расчленяется
(на
клише) несколькими сливающимися между
собой линиями. Поэтому точность воспроизведения штрихов зависит
от линиатуры гравирования.
В
зависимости
от
характера штрихов
удовлетворительные результаты достигаются
при
линиатуре
200—
360
лин/см.
8.2.
Изготовление наборно-отливных текстовых печатных
форм
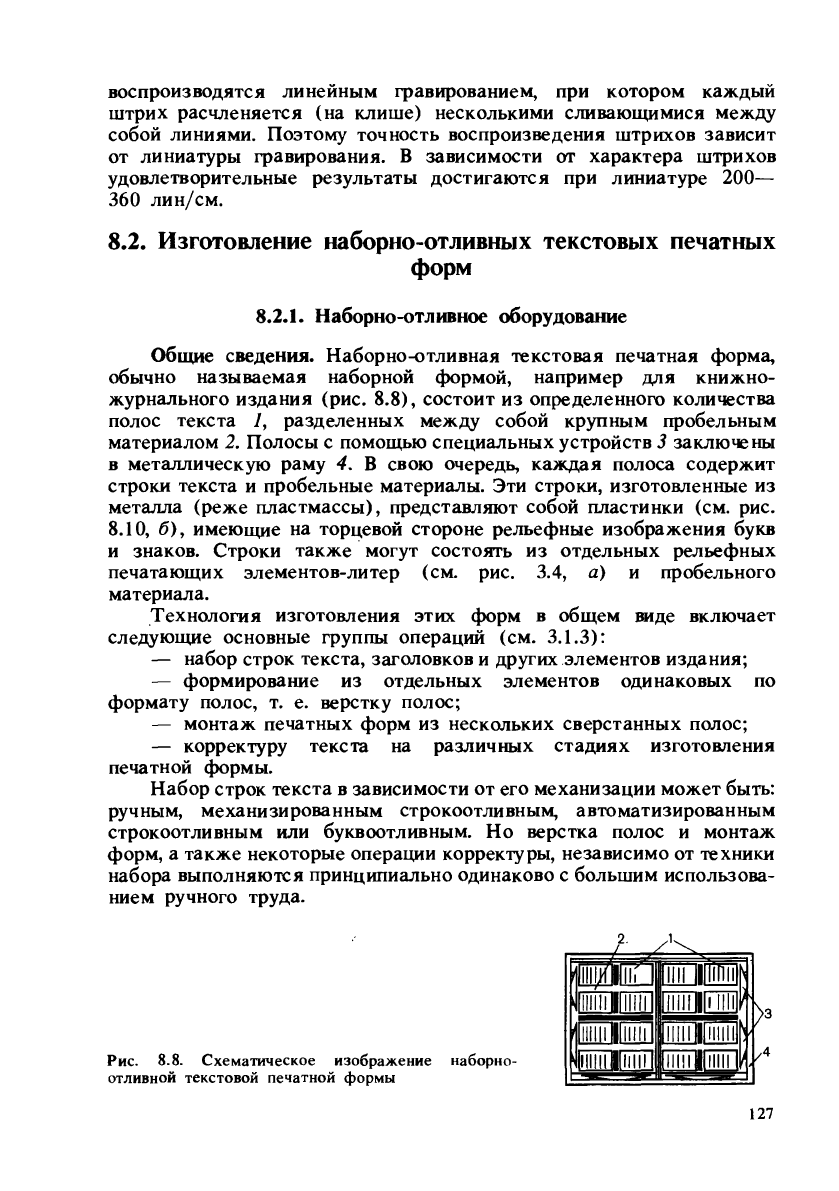
Общие сведения. Наборно-отливная текстовая печатная форма,
обычно называемая наборной формой, например
для
книжно-
журнального издания
(рис. 8.8),
состоит
из
определенного количества
полос текста
/,
разделенных между собой крупным пробельным
материалом
2.
Полосы
с
помощью специальных устройств
3
заключены
в металлическую раму
4, В
свою очередь, каждая полоса содержит
строки текста
и
пробельные материалы.
Эти
строки, изготовленные
из
металла (реже пластмассы), представляют собой пластинки
(см. рис.
8.10, б),
имеющие
на
торцевой стороне рельефные изображения букв
и знаков. Строки также могут состоять
из
отдельных рельефных
печатающих элементов-литер
(см. рис. 3.4, а) и
пробельного
материала.
Технология изготовления этих форм
в
общем виде включает
следующие основные группы операций
(см. 3.1.3):
— набор строк текста, заголовков
и
других элементов издания;
— формирование
из
отдельных элементов одинаковых
по
формату полос,
т. е.
верстку полос;
— монтаж печатных форм
из
нескольких сверстанных полос;
— корректуру текста
на
различных стадиях изготовления
печатной формы.
Набор строк текста
в
зависимости
от его
механизации может быть:
ручным, механизированным строкоотливным, автоматизированным
строкоотливным
или
буквоотливным.
Но
верстка полос
и
монтаж
форм,
а
также некоторые операции корректуры, независимо
от
техники
набора выполняются принципиально одинаково
с
большим использова-
нием ручного труда.
8.2.1.
Наборно-отливное оборудование
Рис.
8.8.
Схематическое изображение наборно-
отливной текстовой печатной формы
127
Наиболее старая и уже редко применяемая технология — это
ручной набор, существующий сотни лет. Он заключается в ручном
составлении (наборе) выключенных строк текста из отдельных литер
типографского шрифта и строчного пробелы!ого материала — для
разделения слов и т. д. Типографский шрифт — это комплект
литер, необходимых для полиграфического воспроизведения букв
какого-либо алфавита, а также относящихся к нему знаков и цифр.
Этот шрифт отливается политерно со специально изготовленных
шрифтовых матриц на шрифтолитейных автоматах. Материалом для
него чаще всего служит типографский сплав, состоящий из свинца
(основной компонент), сурьмы и олова.
Основными недостатками ручного набора являются: очень низкая
производительность труда наборщика, необходимость в большинстве
случаев разбирать наборную форму после печатания тиража, хранение
в наборных цехах большого количества наборных материалов,
использование больших производственных площадей, токсичные
условия труда наборщиков.
Механизированный и автоматизированный набор выполняется на
наборно-отливном оборудовании, включающем две группы операций:
набор (ввод) текстовой информации и отливку строк текста По
конструкции и технологическому принципу это оборудование делится
на две основные группы:
— наборные строкоотливные машины и автоматы, на которых
получают выключенные шрифтовые (обычно металлические) строки*;
— буквоотливные строконаборные автоматы, дающие выклю-
ченные строки, состоящие (как и в ручном наборе) из отдельных литер
и пробельного материала. Эти автоматы — монотипы (от греч.
monos
— один и
typos
— отпечаток) из-за низкой производительности
и неблагоприятных условий труда практически уже не применяются.
Наборные строкоотливные машины и автоматы. До широкого внедрения
фотонабора наборные строкоотливные машины были основным наборным оборудовани-
ем не только при воспроизведении текста в высокой, но и плоской офсетной/а также
и глубокой печати. Текстовая информация издательского оригинала может вводиться
в эти машины как с клавиатуры, так и с бумажной полнокодовой перфоленты, однако
последний способ не получил в свое время должного применения.
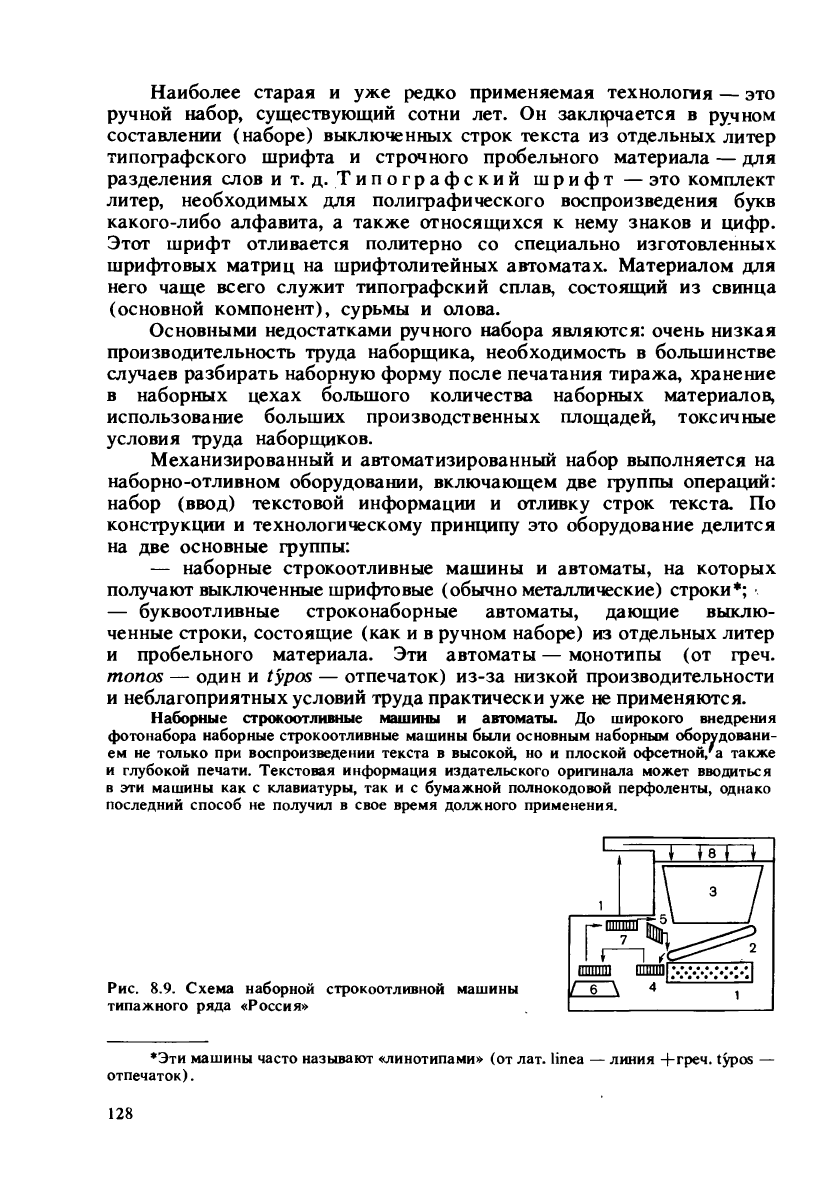
Рис. 8.9. Схема наборной строкоотливной машины
типажного ряда «Россия»
•Эти машины часто называют «линотипами» (от лат. Ипеа — линия +греч.
typos
—
отпечаток).
128
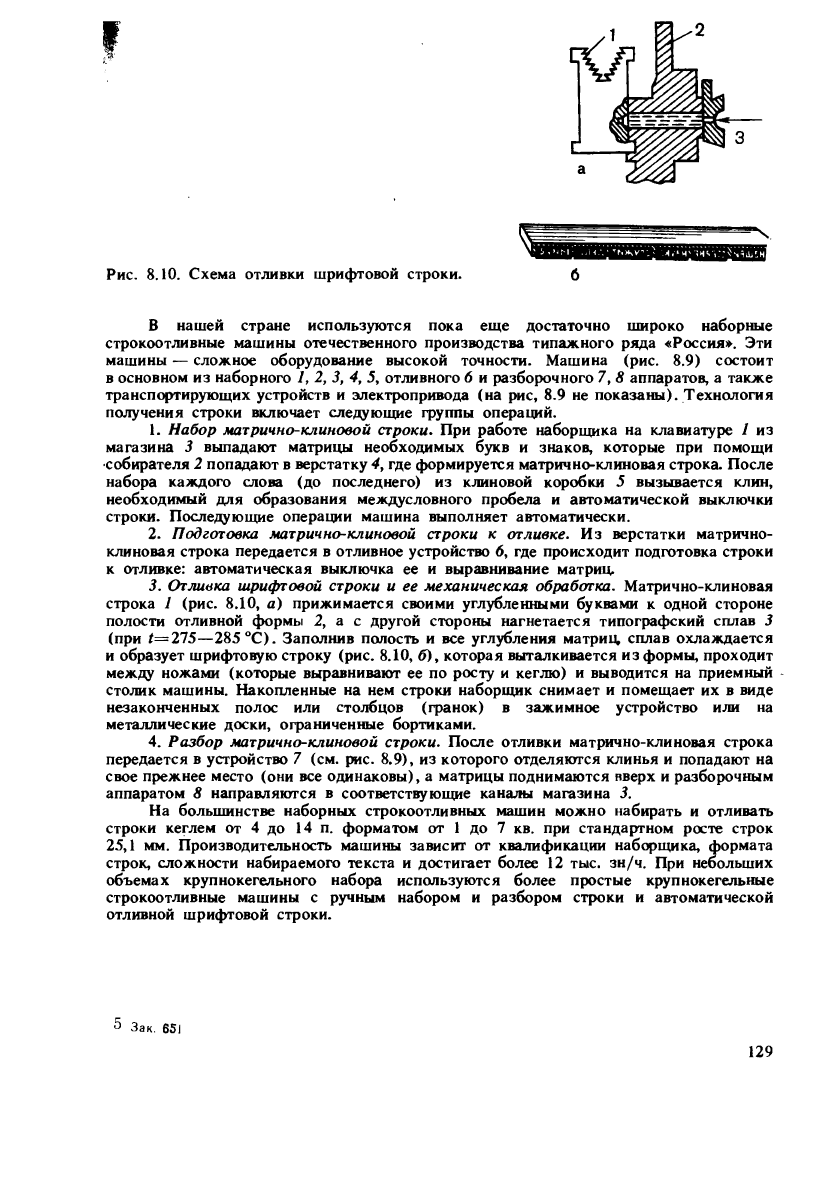
Рис.
8.10.
Схема отливки шрифтовой строки.
6
В нашей стране используются пока
еще
достаточно широко наборные
строкоотливные машины отечественного производства типажного ряда «Россия».
Эти
машины
—
сложное оборудование высокой точности. Машина
(рис. 8.9)
состоит
в основном
из
наборного
/, 2,
3,
4
У
5,
отливного 6
и
разборомного
7,
6*
аппаратов,
а
также
транспортирующих устройств
и
электропривода
(на рис, 8.9 не
показаны). Технология
получения строки включает следующие группы операций.
1.
Набор матрично-клиновой строки.
При
работе наборщика
на
клавиатуре Z
из
магазина
3
выпадают матрицы необходимых букв
и
знаков, которые
при
помощи
•собирателя 2 попадают в верстатку
4>
где формируется матрично-клиновая строка. После
набора каждого слова
(до
последнего)
из
клиновой коробки
5
вызывается клин,
необходимый
для
образования междусловного пробела
и
автоматической выключки
строки. Последующие операции машина выполняет автоматически.
2.
Подготовка матрично-клиновой строки
к
отливке.
Из верстатки матрично-
клиновая строка передается
в
отливное устройство
6, где
происходит подготовка строки
к отливке: автоматическая выключка
ее и
выравнивание матриц.
3.
Отливка шрифтовой строки
и ее
механическая обработка.
Матрично-клиновая
строка
/ (рис. 8.10, а)
прижимается своими углубленными буквами
к
одной стороне
полости отливной формы
2, а с
другой стороны нагнетается типографский сплав
3
(при
*=275—285
°С). Заполнив полость
и все
углубления матриц, сплав охлаждается
и образует шрифтовую строку (рис.
8.10, б),
которая выталкивается из формы, проходит
между ножами (которые выравнивают
ее по
росту
и
кеглю)
и
выводится
на
приемный
столик машины. Накопленные
на нем
строки наборщик снимает
и
помещает
их в
виде
незаконченных полос
или
столбцов (гранок)
в
зажимное устройство
или на
металлические доски, ограниченные бортиками.
4.
Разбор матрично-клиновой строки.
После отливки матрично-клиновая строка
передается
в
устройство
7 (см.
рис.
8.9), из
которого отделяются клинья
и
попадают
на
свое прежнее место (они
все
одинаковы),
а
матрицы поднимаются вверх
и
разборочным
аппаратом
8
направляются
в
соответствующие каналы магазина
3.
На большинстве наборных строкоотливных машин можно набирать
и
отливать
строки кеглем
от 4 до 14 п.
форматом
от 1 до 7 кв. при
стандартном росте строк
25,1 мм.
Производительность машины зависит
от
квалификации наборщика, формата
строк, сложности набираемого текста
и
достигает более
12 тыс. зн/ч. При
небольших
объемах крупнокегельного набора используются более простые крупнокегельные
строкоотливные машины
с
ручным набором
и
разбором строки
и
автоматической
отливной шрифтовой строки.
5
Зак.
65]
129