Околович Г.А. Штамповые стали для холодного деформирования металлов
Подождите немного. Документ загружается.

71
Контроль качества проведения термообработки осуществляется
измерением твердости и исследованием микроструктуры (наличие
обезуглероженного слоя, номер зерна аустенита, или балла мартенси-
та), на образцах свидетелях или готовом инструменте (зерно аустенита
легко выявляется травлением в 4%-м растворе азотной кислоты в спир-
те образцов, охлажденных с температур закалки на воздухе).
Сталь ДИ37 обладает пониженной
шлифуемостью в сравнении
со сталями Х12М, Х12Ф1. Учитывая это, необходимо оставлять мини-
мально возможные припуски под шлифовку (для гарантированной за-
щите от обезуглероживания при термообработке). Шлифовку прово-
дить при обильном охлаждении с подачами 0,03-0,05 мм при черновых
проходах и 0,01-0,02 мм - при чистовых. В качестве абразивных мате-
риалов целесообразно использовать
монокорунд или электрокорунд
зернистостью 16-40, связка СМ1-СМ2. Доводку инструмента произво-
дить алмазными пастами или пастой ГОИ.
ГЛАВА 4 ЧИСТОВАЯ ВЫРУБКА И НАКАТКА
ШЛИЦЕВ
Наши исследования условий эксплуатации и стойкости инстру-
мента чистовой вырубки и шлиценакатки позволили установить общие
закономерности преждевременного выхода из строя: выкрашивание,
сколы и поломка из-за малоцикловой усталости.
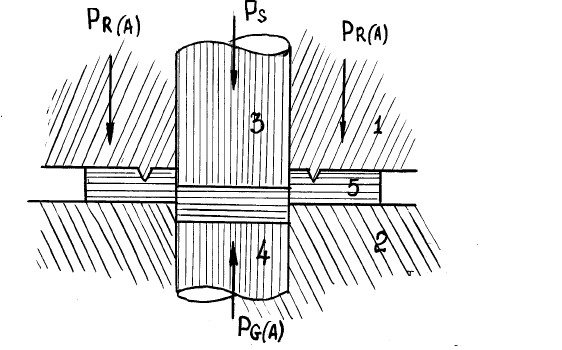
4.1 Принцип работы точной штамповки
Особенности процесса чистовой вырубки заключается в том, что ма-
териал прижимается к вырубной матрице клиновидным ребром вне конту-
ра усилием P
R
(рисунок 18).
Противодействующая сила P
G
прижимает материал внутри контура
вырубки к пуансону. Процесс вырубки производится в зажатом состоянии.
После окончания процесса вырубки отключается сила клиновидного
ребра и противодействующая сила, штамп открывается и указанные силы
получают обратную функцию. Сила клиновидного ребра P
R
начинает дей-
ствовать как сила съёмника P
RA
. Оно снимает отходы материала с выруб-
ного пуансона и выбрасывает отходы пробивки из него. Противодейст-
вующая сила P
G
действует как сила выталкивателя P
GA
и выталкивает де-
таль из вырубной матрицы.
72
Рисунок 18 - Схема чистовой вырубки: 1 - клиновидное ребро; 2 -
матрица; 3 - пуансон; 4 - выталкиватель; 5 - материал
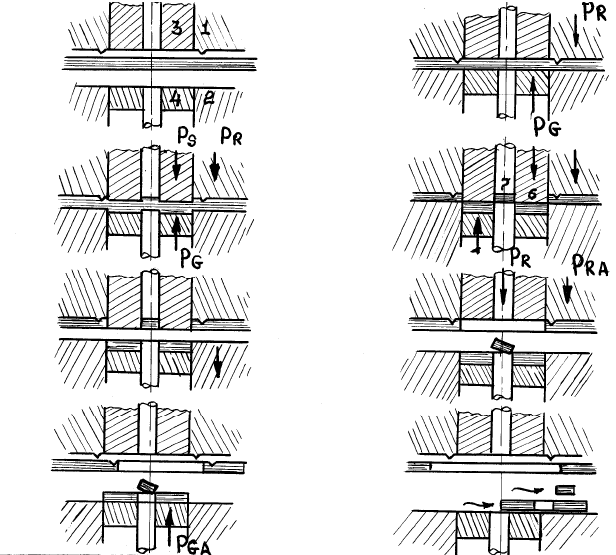
Во время одного хода ползуна происходят следующие процессы, по-
казываемые каждый отдельно (рисунок 19) в схематическом изображении:
1) штамп открыт, материал заправлен;
2) штамп закрыт, материал зажат внутри и вне контура вырубки
посредством силы клиновидного ребра и противодействующей
силы;
3) материал надрезан силой вырубки P
S
, силы удерживания
действуют полностью;
4) ход ползуна окончен, деталь в вырубной матрице, отходы
пробивки в вырубном пуансоне;
5) сила клиновидного ребра и противодействующая сила от-
ключены, штамп открывается;
6) вместо силы клиновидного ребра действует сила съемника
для выбрасывания отходов пробивки и для отходов металла с вы-
рубного штампа;
7) вместо противодействующей силы действует сила выталки-
вателя для выталкивания детали из вырубной матрицы. Начинается
подача материала;
8) готовые детали и отходы пробивки выдуваются или убира-
ются, подача материала кончается.
73
Рисунок 19 - Технологический процесс чистовой вырубки: 1 - при-
жим; 2 – матрица
Таким образом, один ход вырубного штампа заканчивается и на-
чинается следующий [53].
Для достижения гладкой поверхности вырубки имеют значение
следующие элементы:
− зазор между матрицей и пуансоном;
− клиновидное ребро;
− взаимодействие трех сил: вырубки, клиновидного ребра и про-
тиводавления.
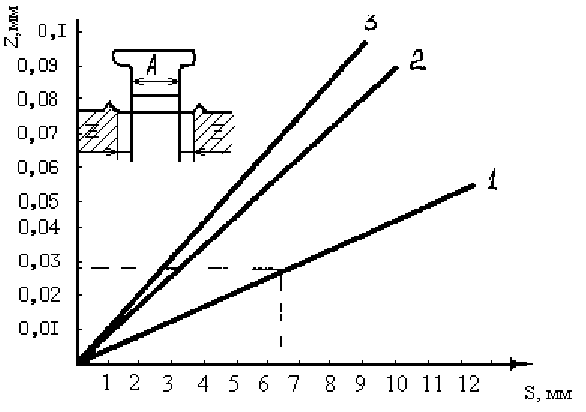
Величина
зазора зависит от толщины вырубаемого материала и от
его качества (рисунок 20).
2
1
3
4
8
7
6
5
74
Структура горячекатаной стали состоит из феррита и пластинча-
того перлита. Твердость этих двух составляющих очень разная:
* Ф (феррит) - HB~250;
* П (перлит) - HB~800.
При вырубке пуансон попеременно сталкивается то с мягким фер-
ритом, то с твердым перлитом. Феррит безупречно вырубается, а твер-
дые пластинки цементита создают высокое сопротивление вырубке. В
результате
чего они практически остаются без деформации, частично
оттесняются в феррит и выкрашиваются с поверхности реза.
Рисунок 20 - величины зазора между матрицей и пуансоном; А -
размер вырубного пуансона, мм; Z - зазор, м; S - толщина
вырубаемого материала, мм
При этом получается неровная поверхность. Кроме того, штамп
сильно подвергается износу при контакте с твердыми пластинами це-
ментита, а также возможны выкрашивания и поломки. В результате че-
го срок службы его будет неэкономичен.
Эксплуатация штампов вырубки характеризуется:
1) высокими знакопеременными напряжениями;
2) изнашиванием рабочих частей штампа;
3) повышенными температурами
при деформировании высоко-
прочных металлов и высокой интенсивности штамповки.

75
Анализ нагрузки отдельных элементов штампа для точной штам-
повки показывает, что следует различать:
− элементы воспринимающие давление (промежуточная плита,
вставное кольцо);
− рабочие элементы (пуансон и матрица).
Элементы, воспринимающие давление работают преимуществен-
но на сжатие. Поэтому их твердость и прочность при сжатии должна
быть такова, чтобы они могли воспринимать удельную
силу нажимных
пальцев и шпилек без вдавливания.
Рабочие элементы подвергнуты нескольким видам нагрузки: из-
нос, сжатие и изгиб, которые зависят от геометрической формы, тол-
щины и качества материала обрабатываемой детали.
Так, например, при точной штамповке деталей толщиной 1 мм и
содержанием углерода 0,75% , главным видом нагрузки рабочих эле-
ментов штампа будет износ,
в то время как, при обработке деталей
толщиной до 10 мм с содержанием углерода 0,45%, кроме износостой-
кости важное значение приобретает сопротивление на сжатие и вяз-
кость.
Твердость является мерой износостойкости деталей штампа. Чем
больше твердость, тем ниже износ, но меньше вязкость. Рекомендуемая
твердость для пуансона и матрицы составляет HRC 60-64.
Давление на пуансон и
матрицу при вырубке детали можно рас-
считать по формуле:
);()25,010,0(
);(
);(
1
1
HPP
HfSLP
МПа
F
PfSL
P
SG
вS
Gв
m
⋅−=
⋅⋅⋅=
+
⋅
⋅
=
σ
σ
где P
m
- среднее давление на пуансон;
Н- длина линии реза , мм;
S- толщина металла, мм;
σ
в
- предел прочности на растяжение (Мпа);
f
1
- коэффициент 0,6-0,9;
P
G
- противодавление (Н);
F- площадь пуансона (мм
2
);
P
S
- усилие вырубки (Н).

76
750
2500
8538002,1015
3002800
8538009,08004,6235
Р
m
=
+
=
−
+
⋅⋅⋅
=
МПа.
Итак, среднее давление на пуансон P
m
= 750 МПа. Основное усло-
вие для работы инструмента таково, чтобы при твердости инструмента
HRC 60-64.
σ
0,2
=2000-28000 МПа. Следовательно, предел текучести
при сжатии σ
0,2
превышает среднее давление на пуансон более чем в 3
раза. Однако усилия на режущих кромках значительно превышают рас-
четные.
Необходимо также учитывать пиковые нагрузки на пуансон, ко-
торые больше, чем средние величины рассчитанного давления P
m
. Но
пиковой нагрузки нельзя рассчитать, так как неизвестен коэффициент
f
2
, который зависит от геометрической формы детали, толщины мате-
риала, зазора между матрицей и пуансоном. Можно предположить, что
она в 2-3 раза больше расчетной и является причиной выкрашивания и
сколов. На основе этого рекомендуется для вырубки мягких материалов
σ
в
(500 МПа) и толщиной до 4 мм применять инструментальную сталь
Х12М. Если прочность материала больше 500 МПа и толщиной более 4
мм целесообразно применение быстрорежущей стали Р6М5. Высокое
сопротивление сжатию и лучшая вязкость быстрорежущей стали поло-
жительно влияют, в первую очередь, при вырубке листов большой
толщины.
Стойкость рабочих частей штампа при вырубке
является одним из
важных факторов, определяющих рентабельность процесса. Достиже-
ние необходимой стойкости обеспечивается рядом условий как техно-
логического так и конструкционного характера:
1) оптимальной геометрией рабочих инструментов, конструиро-
ванием его без резких переходов от одного сечения к другому;
2) высоким качеством рабочих поверхностей пуансонов, приме-
няемой инструментальной стали , а также
их термообработки.
4.2 Выбор материала штампов и их термообработка
Рабочие элементы штамповой оснастки изготовляются из сталей
повышенной износостойкости и пределом текучести при сжатии Х12М
и Р6М5. Для них характерна большая карбидная неоднородность в
крупных сечениях; что резко снижает прочность и вязкость. Так для
стали Х12М прочность снижается с 2200-2500 МПа в диаметре 20-30
мм до 1100-1250 МПа диаметром более 100-120
мм. Для получения по-
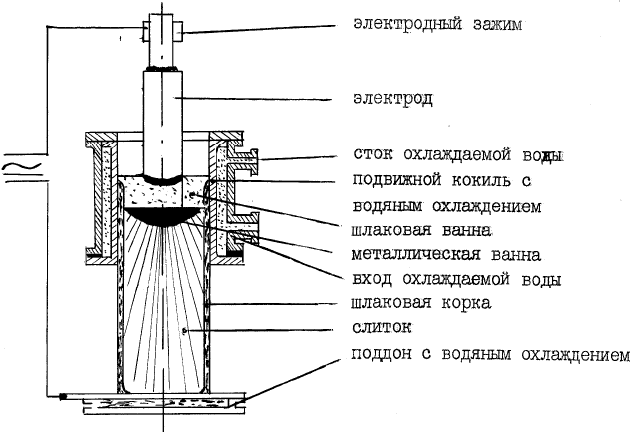
77
вышенной чистоты по неметаллическим включениям, плотности и од-
нородности, уменьшения размеров и более равномерного распределе-
ния карбидов, улучшения ковкости и снижения опасности возникнове-
ния трещин, фирма “Файнтул” применяет перечисленные стали после
электрошлакового переплава. Полученные слитки (рисунок 21) подвер-
гают перекову: заготовку для матрицы по схеме осадки для горизон-
тального расположения волокон
.
Рисунок 21 - Схема электрошлакового переплава
Целесообразность горизонтального распределения волокон в мат-
рице, которые должны хорошо воспринимать напряжения изгиба и
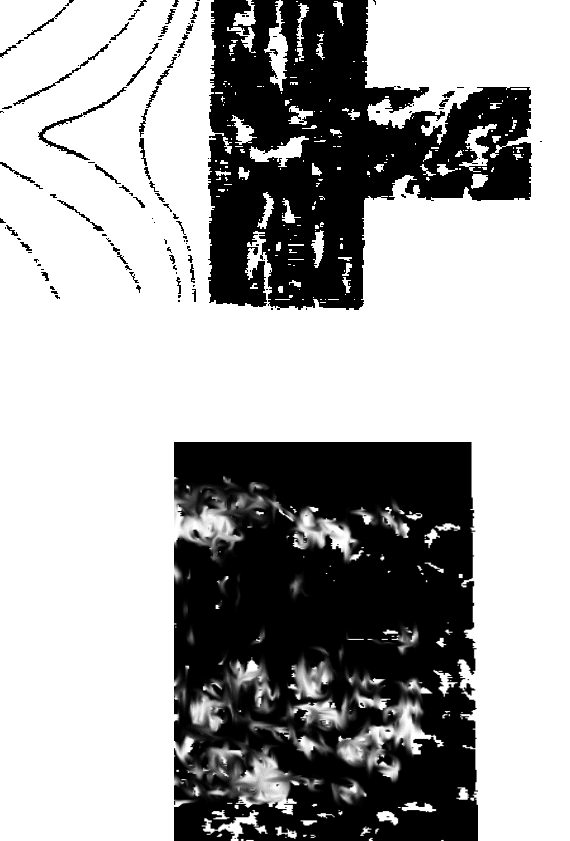
сжатия, не вызывает сомнений. Однако, как видно из микрофотогра-
фий. (рисунок .22) сталь Р6М5 в сечении ∅ 225 мм обладает повышен-
ной карбидной неоднородностью. В матрице из стали Х12М неодно-
родность
и строчечность будут выражены еще сильнее и при высоких
циклических нагрузках возможны сколы вдоль направления волокон
(рисунок 23).
78
Рисунок 22 - Схема расположения волокон в матрице после ковки и
микроструктура. Сталь Р6М5. Ǿ 225 мм
Рисунок 23 - Микроструктура стали Р6М5. Ǿ 255мм х 500
79
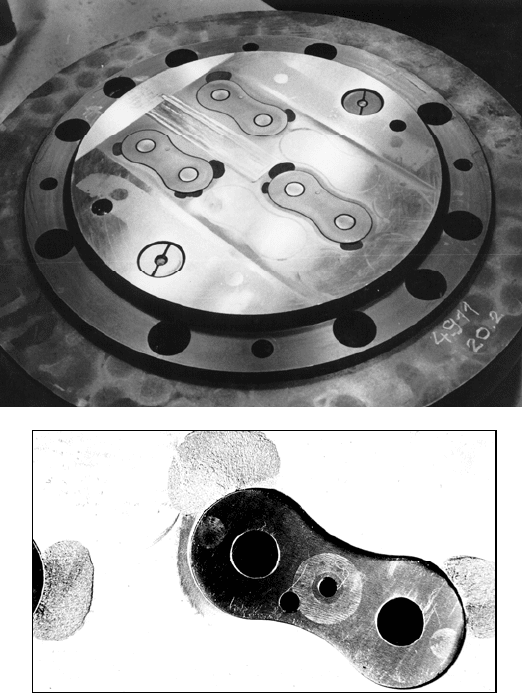
Наши исследования подтвердили это предположение. Основной
причиной выхода из строя матриц (сталь Х12М ) является выкрашива-
ние, сколы (рисунок 24), которые происходят по карбидной строчечно-
сти волокон. Разрушение начинается в местах скопления крупных кар-
бидов и вдоль их расположения.
Рисунок 24 - Выкрашивание и сколы матрицы из стали Х12М
80
Дополнительным доказательством может служить повышение
стойкости матриц при замене стали Х12М на Р6М5 с меньшей карбид-
ной неоднородностью: с 30-40 тысяч ходов до 100 тысяч ходов. Кроме
того, в матрице из стали Р6М5 не наблюдаются аналогичные сколы.
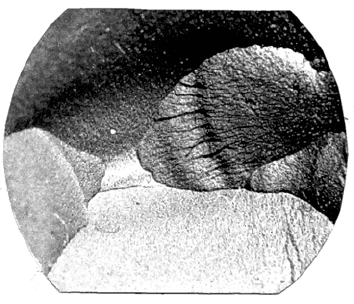
Ковка вырубных пуансонов должна придать вертикальное на-
правление волокон для повышения сопротивления
сжатию и растяже-
нию. В этом случае наблюдается обрыв крепежной части вдоль воло-
кон.
Такие же поломки наблюдались при работе пробивных пуансонов
(рисунок 25).
Рисунок 25 - Обрыв крепежной части пробивного пуансона
Для их устранения внесены конструктивные изменения. Так, тол-
щина крепежного пояса для вырубных пуансонов увеличена с 10 мм до
13 мм (рисунок 26).У пробивных пуансонов (рисунок 27) изменили
толщину головной части с 5 мм до 7 мм и выполнили переход радиусом
1 мм. После этих мер обрывы прекратились
.
Однако причиной выхода Средняя стойкость вырубных пуансонов
из стали Р6М5 - 7000 ходов, пробивных - (12-15) тысяч ходов. Однако
стойкость их колеблется в широких пределах от 500 до 20000 ходов.
Основной причиной выхода из строя является выкрашивание и скол
рабочих кромок. Наблюдения за эксплуатацией прессов показали, что
инструмент не работает до износа или потери размера,
а преждевре-
менно выходит из строя из-за разрушений.