Nigel S., Chambers S., Johnson R. Operations Management
Подождите немного. Документ загружается.

If x = number of defects actually found in the sample, a decision is made based on the fol-
lowing simple decision rule:
If x ≤ c then accept the whole batch.
If x > c then reject the whole batch.
A set of tables called the Dodge–Romig Sampling Inspection Tables provides values for n
and c for a given set of risks (using these tables is beyond the scope of this book). The ability
of this plan to discriminate between good batches and bad ones is based upon the binomial
distribution and is described by an operating characteristic (OC) curve. The OC curve for a
sampling plan shows the probability of accepting a batch as the actual percentage of defects
varies. An ideal OC curve would look like the blue line in Figure S17.11.
In this example the level of defects which is regarded as acceptable is 0.4 per cent and
the sampling plan is perfect at discriminating between acceptable and unacceptable batches.
The probability of accepting a batch whose actual level of defects is less than 0.4 per cent is
100 per cent and there is no chance of ever accepting a batch whose actual level of defects
is more than 0.4 per cent. However, in practice, no procedure based on sampling, and there-
fore carrying risk, could ever deliver such an ideal curve. Only 100 per cent inspection using
a perfect inspector could do so. Any use of sampling will have to accept the existence of
type I and type II errors. Figure S17.11 also shows the blue line which represents a sampling
plan for sampling 250 items (n = 250) and rejecting the batch if there is more than one defect
(c = 1) in the sample. A batch is acceptable if it contains 0.4 per cent or fewer defects
(1/250 = 0.04 per cent).
What is not known is the actual percentage of defective items in any one batch, and
because the procedure relies on a sample, there will always be a probability of rejecting a good
batch because the number of defects in the sample is two or more despite the batch in fact
being acceptable (type I risk shown by the top shaded area). There is also a probability that
in spite of accepting a batch (because the number of defects it contains is zero or one) the
actual number of defects in the whole batch might be greater than 0.04 per cent (type II risk
Part Three Planning and control
534
Figure S17.11 Ideal and real operating characteristics showing acceptable quality level (AQL), lot tolerance
percentage defective (LTPD), producer’s risk and consumer’s risk
M17B_SLAC0460_06_SE_C17B.QXD 10/20/09 9:52 Page 534

shown in the lower blue shaded area of Fig. S17.11). If the sizes of these risks are felt to be
too great, the sample size can be increased, which will move the shape of the curve towards
the ideal. However, this implies increased time and cost in inspecting the batch. To create an
appropriate sampling plan four factors need to be specified (see Figure S17.11): type I error,
type II error, acceptable quality level (AQL) and lot tolerance percentage defective (LTPD):
● Type I error. The usual value used for producer’s risk (type I error) is often set with a prob-
ability of 0.05. This means that management is willing to take a 5 per cent chance that a
batch of good quality will be rejected when it is actually acceptable.
● Type II error. The value for the consumer’s risk (type II error) is often set with a probability
of 0.1. This means that management is willing to risk at most a 10 per cent chance that a
poor-quality batch will be accepted.
● AQL. The acceptable quality level is the actual percentage of defects in a batch which the
organization is willing to reject mistakenly (by chance) 5 per cent of the time (assuming a
0.05 type I error) when the batch is actually acceptable.
● LTPD. The lot tolerance percentage defective is the actual percentage of defects in a batch
that management is willing to accept mistakenly 10 per cent of the time (assuming a 0.1
type II error).
Supplement to Chapter 17 Statistical process control (SPC)
535
A frequently made criticism of acceptance sampling is that it assumes that some amount
of defects and failure is acceptable to the organization or its customers. By accepting
the inevitability of failure and poor quality, it is argued, the operation will become ‘lazy’ at
trying to eliminate the causes of bad quality. Rather than see quality as primarily some-
thing to be improved, acceptance sampling views it as being almost ‘predetermined’ by
the characteristics of the process. The main task is to measure output and understand
the risks involved, not to get to the root causes of poor quality. More recent approaches
to quality management (such as TQM) suggest that ‘right first time every time’ is the only
acceptable approach and that organizations should strive to produce zero defective items
rather than some ‘acceptable quality level’.
Critical commentary
Summary
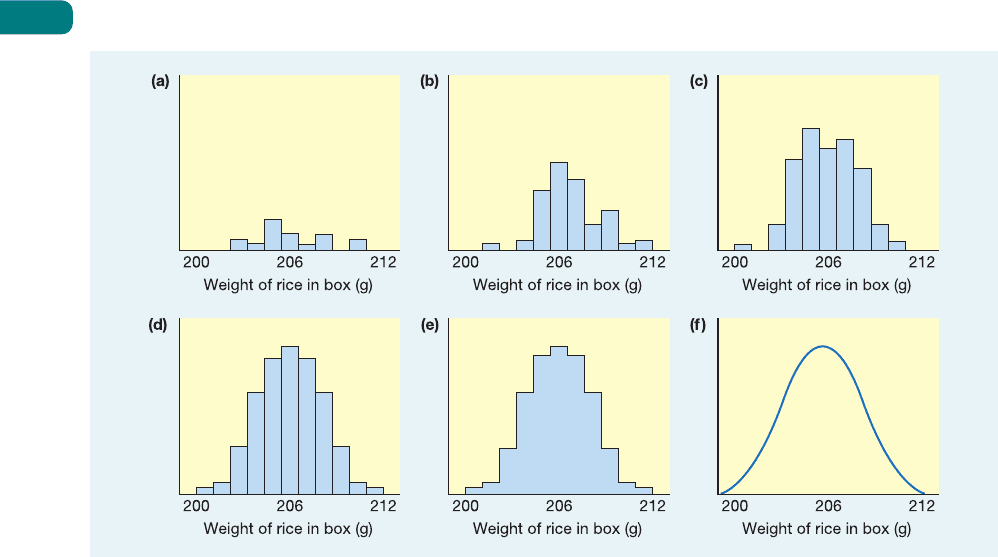
■ Statistical process control (SPC) involves using control charts to track the performance of
one or more quality characteristics in the operation. The power of control charting lies in its
ability to set control limits derived from the statistics of the natural variation of processes.
These control limits are often set at ± 3 standard deviations of the natural variation of the
process samples.
■ Control charts can be used for either attributes or variables. An attribute is a quality charac-
teristic which has two states (for example, right or wrong). A variable is one which can be
measured on a continuously variable scale.
■ Process control charts allow operations managers to distinguish between the ‘normal’ vari-
ation inherent in any process and the variations which could be caused by the process going
out of control.
■ Acceptance sampling helps managers to understand the risks they are taking when they make
decisions about a whole batch of products on the basis of a sample taken from that batch. The
risks of any particular sampling plan are shown on its operating characteristic (OC) curve.
However, some of its assumptions make acceptance sampling controversial.
M17B_SLAC0460_06_SE_C17B.QXD 10/20/09 9:52 Page 535

Part Three Planning and control
536
Woodall, W.H. (2000) Controversies and contradictions in statistical process control. Paper presented
at the Journal of Quality Technology Session at the 44th Annual Fall Technical Conference of the
Chemical and Process Industries Division and Statistics Division of the American Society for Quality
and the Section on Physical & Engineering Sciences of the American Statistical Association in
Minneapolis, Minnesota, October 12–13, 2000. Academic but interesting.
Selected further reading
www.asq.org/ The American Society for Quality site. Good professional insights.
Useful web sites
M17B_SLAC0460_06_SE_C17B.QXD 10/20/09 9:52 Page 536

M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 537

Chapter 18 Operations improvement
➤ Why is improvement so important in operations management?
➤ What are the key elements of operations improvement?
➤ What are the broad approaches to managing improvement?
➤ What techniques can be used for improvement?
Chapter 19 Risk management
➤ What is risk management?
➤ How can operations assess the potential causes of, and risks
from failure?
➤ How can failures be prevented?
➤ How can operations mitigate the effects of failure?
➤ How can operations recover from the effects of failure?
Chapter 20 Organizing improvement
➤ Why does improvement need organizing?
➤ How should the improvement effort be linked to strategy?
➤ What information is needed for improvement?
➤ What should be improvement priorities?
➤ How can organizational culture affect improvement?
➤ What are the key implementation issues?
Key operations questions
M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 538
Part Four
IMPROVEMENT
Even the best operation will need to improve because the operation’s
competitors will also be improving. This part of the book looks at how
managers can make their operation perform better, how they can stop it
failing, and how they can bring their improvement activities together.
M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 539
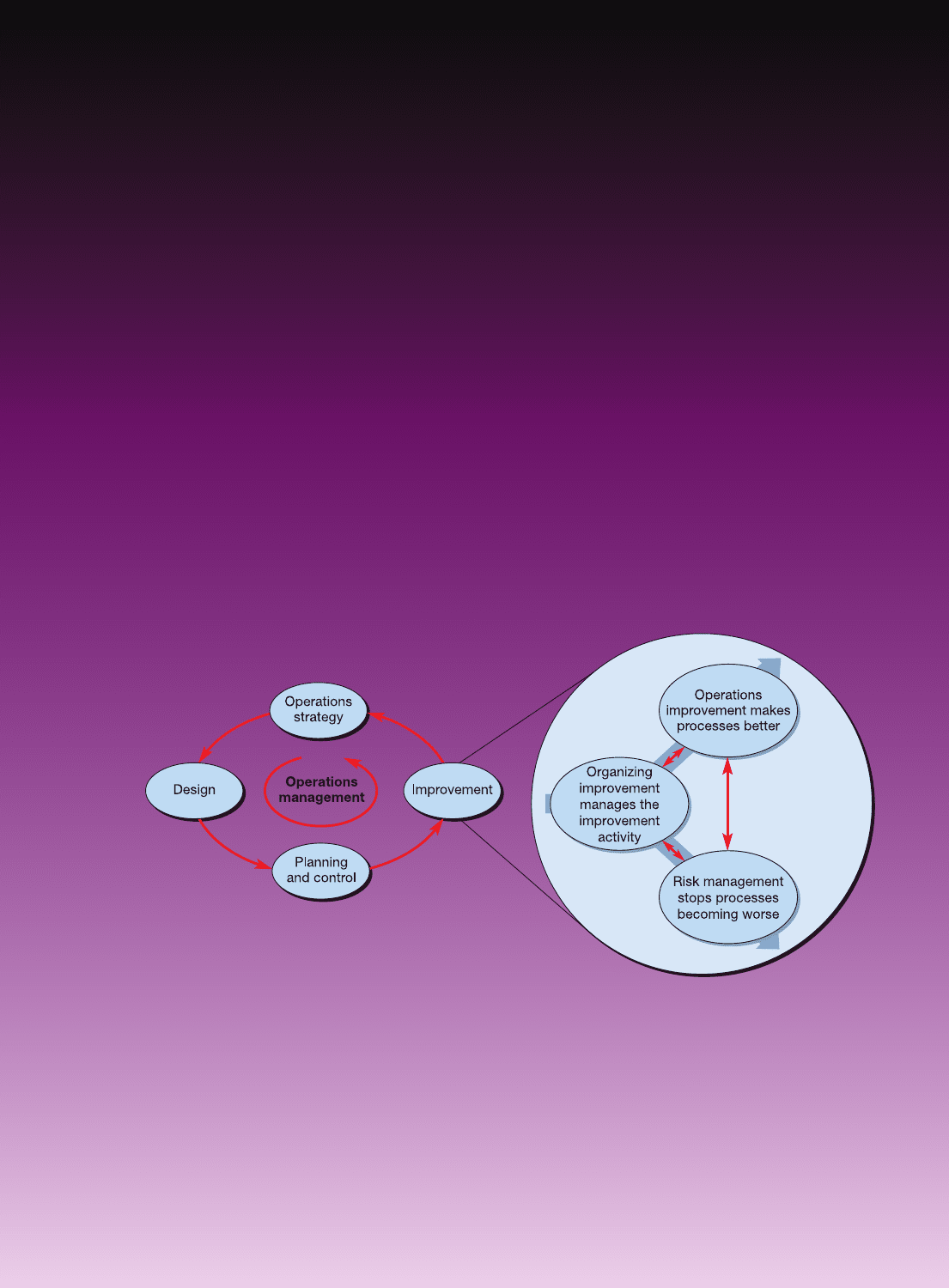
Introduction
Even when an operation is designed and its activities planned
and controlled, the operations manager’s task is not finished.
All operations, no matter how well managed, are capable of
improvement. In fact, in recent years the emphasis has shifted
markedly towards making improvement one of the main
responsibilities of operations managers. We treat improvement
activities in three stages. This chapter looks at the elements
commonly found in various improvement approaches, examines
four of the more widely used approaches, then illustrates some
of the techniques which can be adopted to improve the operation.
Chapter 19 looks at improvement from another perspective,
that is, how operations can improve by managing risks. Finally,
Chapter 20, looks at how improvement activities can be
organized, supported and implemented. These three stages
are interrelated as shown in Figure 18.1.
Chapter 18
Operations improvement
Key questions
➤ Why is improvement so important in
operations management?
➤ What are the key elements of
operations improvement?
➤ What are the broad approaches to
managing improvement?
➤ What techniques can be used for
improvement?
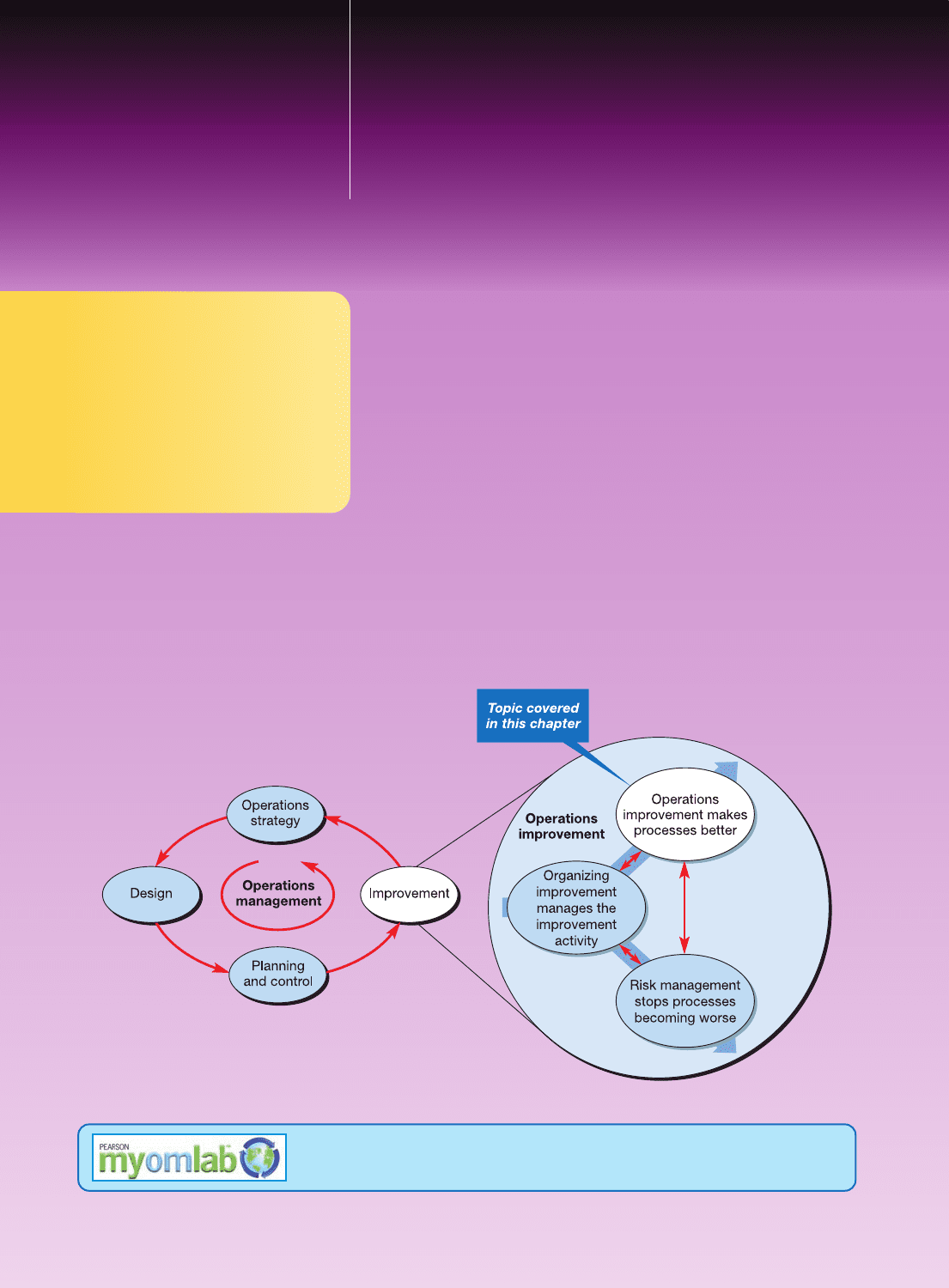
Figure 18.1 This chapter covers operations improvement
Check and improve your understanding of this chapter using self assessment
questions and a personalised study plan, audio and video downloads, and an
eBook – all at www.myomlab.com.
M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 540
Heineken International brews beer that is sold around
the world. Operating in over 170 countries, it has
succeeded in growing sales, especially in its Heineken
and Amstel brands. However, sales growth can put
pressure on any company’s operations. For example,
Heineken’s Zoeterwoude facility, a packaging plant that
fills bottles and cans in The Netherlands has had to
increase its volume by between 8 and 10 per cent per
year on a regular basis. In a competitive market, the
company faced two challenges. First, it needed to
improve its operations processes to reduce its costs.
Second, because it would have taken a year to build a
new packaging line, it needed to improve the efficiency
of its existing lines in order to increase its capacity.
Improving line efficiency therefore was vital if the plant
was to cut its costs and create the extra capacity it
needed to delay investment in a new packaging line.
The objective of the improvement project was to
improve the plant’s operating equipment efficiency
(OEE) (see Chapter 11 for a discussion of OEE) by
20 per cent. Setting a target of 20 per cent was seen
as important because it was challenging yet achievable
as well as meeting the cost and capacity objectives
of the project. It was also decided to focus the
improvement project around two themes: (a) obtaining
accurate operational data that could be converted into
useful business information on which improvement
decisions could be based, and (b) changing the culture
of the operation to promote fast and effective decision-
making. This would help people at all levels in the
plant to have access to accurate and up-to-date
information as well as encouraging staff to focus on
the improvement of how they do their job rather than
just ‘doing the job’. Before the improvement, project
staff at the Zoeterwoude plant had approached
problem-solving as an ad hoc activity, only to be done
when circumstances made it unavoidable. By contrast,
the improvement initiative taught the staff on each
packaging line to use various problem-solving techniques
such as cause–effect and Pareto diagrams (discussed
later in this chapter). Other techniques included the
analysis of improved equipment maintenance and failure
mode and effective analysis (FMEA) (both discussed in
Chapter 19).
‘Until we started using these techniques’, says Wilbert
Raaijmakers, Heineken Netherlands Brewery Director,
‘there was little consent regarding what was causing
any problems. There was poor communication between
the various departments and job grades. For example,
maintenance staff believed that production stops were
caused by operating errors, while operators were of the
opinion that poor maintenance was the cause.’ The use of
better information, analysis and improvement techniques
helped the staff to identify and treat the root causes of
problems. With many potential improvements to make,
staff teams were encouraged to set priorities that would
reflect the overall improvement target. There was also
widespread use of benchmarking performance against
targets periodically so that progress could be reviewed.
At the end of twelve months the improvement project
had achieved its objectives of a 20 per cent improvement
in OEE, not just for one packaging line but for all nine.
This allowed the plant to increase the volume of its
exports and cut its costs significantly. Not only that, but
other aspects of the plant’s performance improved. Up
to that point, the plant had gained a reputation for poor
delivery dependability. After the project it was seen by
the other operations in its supply chain as a much more
reliable partner. Yet Wilbert Raaijmakers still sees room
for improvement, ‘The optimization of an organization is
a never-ending process. If you sit back and do the same
thing tomorrow as you did today, you’ll never make it.
We must remain alert to the latest developments and
stress the resulting information to its full potential.’
Chapter 18 Operations improvement
541
Operations in practice Improvement at Heineken
1
Source: Getty Images
M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 541

Part Four Improvement
542
Why improvement is so important
Operations management involves four areas of activity, as we explained in Chapter 1. These
are: devising a strategy for the operations function, designing operations processes and the
products and services they produce, planning and controlling; that is, running operations
over time, and improving operations processes. At one time the focus of most operations
management was seen as the planning and control activity. Operations managers were expected
to get on with running the operation on a day-by-day and month-by-month basis (but rarely
thinking in the longer term). Design activities such as process design, layout, etc. were often
the domain of specialists, and changes in process design would happen relatively infrequently.
Similarly, improvement was organized separately from mainstream operations management
and again was often the province of specialists. Operations strategy was rarely considered at
all. This has changed radically. Two things have happened. First, all four activities (strategy,
design, planning and control, and improvement) are seen as interrelated and interdependent.
Second, the locus of the operations management job has moved from planning and control
(important though this still is) to improvement. Operations managers are judged not only on
how they meet their ongoing responsibilities of producing products and services to accept-
able levels of quality, speed, dependability, flexibility and cost, but also on how they improve
the performance of the operations function overall.
The Red Queen effect
The scientist Leigh Van Valen was looking to describe a discovery that he had made while
studying marine fossils. He had established that, no matter how long a family of animals
had already existed, the probability that the family will become extinct is unaffected. In
other words, the struggle for survival never gets easier. However well a species fits with
its environment it can never relax. The analogy that Van Valen drew came from Alice’s
Adventures through the Looking Glass, by Lewis Carroll. In the book, Alice had encountered
living chess pieces and, in particular, the Red Queen.
‘Well, in our country’, said Alice, still panting a little, ‘you’d generally get to somewhere else
– if you ran very fast for a long time, as we’ve been doing.’ ‘A slow sort of country!’ said the
Queen. ‘Now, here, you see, it takes all the running you can do, to keep in the same place.
If you want to get somewhere else, you must run at least twice as fast as that!’
2
In many respects this is like business. Improvements and innovations may be imitated or
countered by competitors. For example, in the automotive sector, the quality of most firms’
products is very significantly better than it was two decades ago. This reflects the improve-
ment in those firms’ operations processes. Yet their relative competitive position has in many
cases not changed. Those firms that have improved their competitive position have improved
their operations performance more than competitors. Where improvement has simply matched
competitors, survival has been the main benefit. The implications for operations improve-
ment are clear. It is even more important, especially when competitors are actively improving
their operations.
Elements of improvement
There are many approaches to improvement. Some have been used for over a century (for
example some work study techniques come from the ‘scientific management’ movement of
the early 20th century, see Chapter 9), others are relatively recent (for example, Six Sigma,
M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 542
explained later). But do not think that these approaches to improvement are different in all
respects. There are many elements that are common to several approaches. Think of these
‘elements’ as the building blocks of the various improvement approaches. Furthermore,
as these approaches develop over time, they may acquire elements from elsewhere. So the Six
Sigma approach has developed beyond its process control roots to encompass many other
elements. This section explains some of these elements. The following section (Improvement
approaches) will then show how these elements are combined to form different improve-
ment approaches.
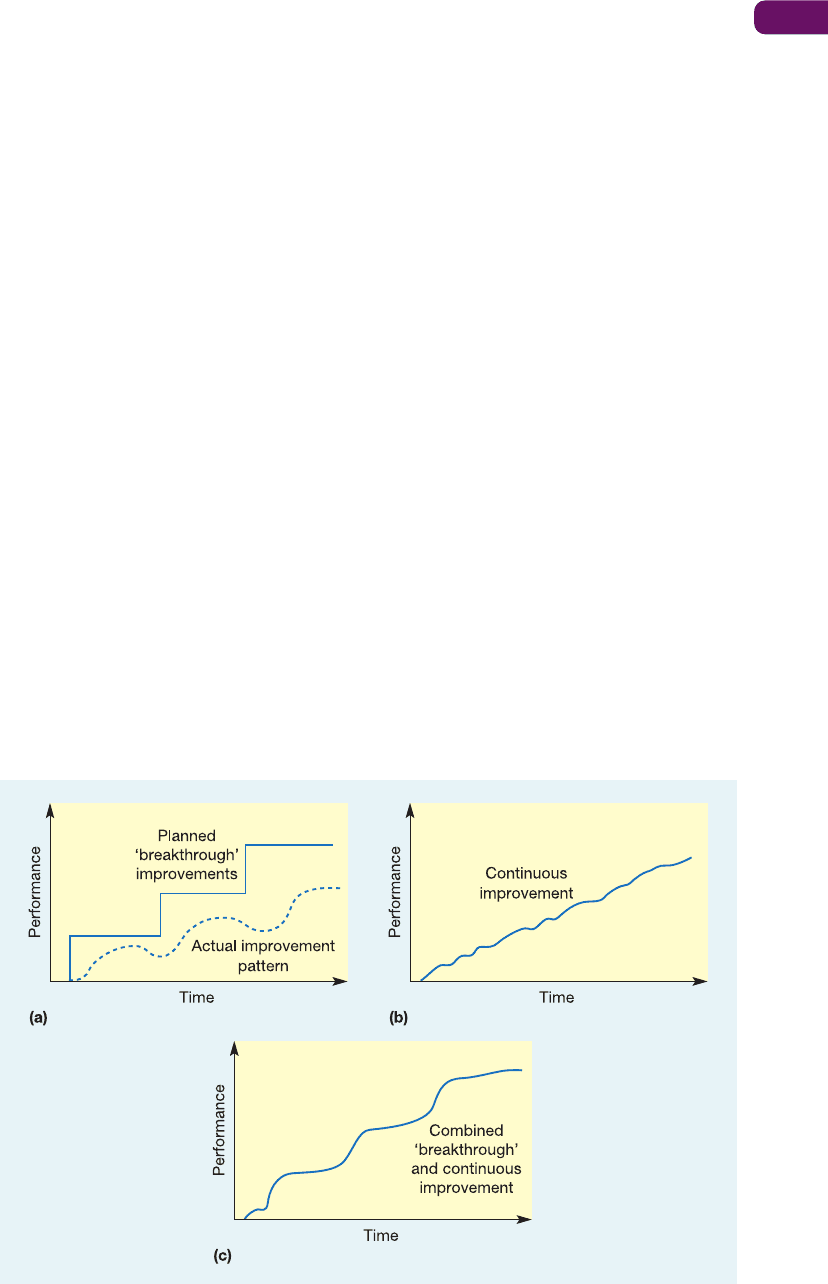
Radical or breakthrough change
Radical breakthrough improvement (or ‘innovation’-based improvement as it is sometimes
called) is a philosophy that assumes that the main vehicle of improvement is major and
dramatic change in the way the operation works. The introduction of a new, more efficient
machine in a factory, the total redesign of a computer-based hotel reservation system, and
the introduction of an improved degree programme at a university are all examples of
breakthrough improvement. The impact of these improvements is relatively sudden and
represents a step change in practice (and hopefully performance). Such improvements are
rarely inexpensive, usually calling for high investment of capital, often disrupting the ongo-
ing workings of the operation, and frequently involving changes in the product/service or
process technology. The bold line in Figure 18.2(a) illustrates the pattern of performance
with several breakthrough improvements. The improvement pattern illustrated by the dashed
line in Figure 18.2(a) is regarded by some as being more representative of what really occurs
when operations rely on pure breakthrough improvement. Breakthrough improvement
places a high value on creative solutions. It encourages free thinking and individualism. It
is a radical philosophy insomuch as it fosters an approach to improvement which does not
accept many constraints on what is possible. ‘Starting with a clean sheet of paper’, ‘going
back to first principles’ and ‘completely rethinking the system’ are all typical breakthrough
improvement principles.
Chapter 18 Operations improvement
543
Breakthrough
improvement
Figure 18.2 (a) ‘Breakthrough’ improvement, (b) ‘continuous’ improvement and (c) combined
improvement patterns
M18_SLAC0460_06_SE_C18.QXD 10/20/09 15:22 Page 543