Моргунов В.Н. Основы конструирования отливок. Параметры точности и припуски на механическую обработку
Подождите немного. Документ загружается.

– отклонение от прямолинейности в плоскости профиля (выпук-
лость; выгнутость; отклонение оси или линии в заданном направле-
нии или пространстве);
– отклонение от круглости профиля (овальность; огранка);
– отклонение профиля продольного сечения (конусность; бочко-
образность; седлообразность).
Основными видами отклонений расположения поверхностей яв-
ляются:
– отклонение от параллельности плоскостей;
– отклонение от
перпендикулярности плоскостей;
– отклонение наклона плоскости относительно другой плоскости;
– отклонение от симметричности относительно базового элемен-
та;
– отклонение от перпендикулярности оси;
– отклонение от прямолинейности оси (или прямой) относитель-
но плоскости в заданном направлении;
– отклонение наклона оси (или прямой) относительно плоскости;
– отклонение от параллельности прямых в плоскости;
–
отклонение от параллельности осей (или прямых) в простран-
стве;
– отклонение от параллельности осей в общей плоскости;
– перекос осей (или прямых);
– отклонение наклона осей (или прямых) относительно оси;
– отклонение от соосности относительно оси базовой поверхно-
сти;
– отклонение от соосности относительно общей оси;
– позиционное отклонение оси;
– отклонение от пересечения осей.
Основными видами суммарных отклонений формы и расположе-
ния поверхностей (плоскостей) являются: полное радиальное биение;
полное торцевое биение; отклонение формы заданной поверхности;
суммарное отклонение перпендикулярности и плоскостности; сум-
марное отклонение от номинального наклона и плоскостности.
Основными видами суммарных отклонений формы и расположе-
ния профилей являются: радиальное биение; торцевое биение; биение
в заданном направлении; отклонение формы заданного профиля.
Для обеспечения той или иной точности формы и расположения
поверхности необходимы определенные ограничения перечисленных
выше отклонений
. Предельно допустимые значения этих отклонений
называются допусками на отклонение формы и расположения по-
верхностей. Различают независимые и зависимые допуски на откло-
нение формы и расположения поверхностей.
Независимый допуск на отклонение формы и расположения по-
верхностей – это такой допуск, который распространяется на всю пар-
тию деталей, изготавливаемых по данному чертежу, и
не зависит от
действительного размера рассматриваемого или базового элемента.
Зависимый допуск на отклонение формы и расположения – это до-
пуск, имеющий переменное значение, применяется только к отдель-
ным элементам детали. В данном случае минимальное значение пере-
менного допуска указывается на чертеже или в технических условиях.
Максимальное значение допуска, в данном случае, должно
быть свя-
зано с отклонением реального размера рассматриваемого элемента от
максимально допустимого размера в системе вала или от минимально
допустимого размера в системе отверстия в соответствии с определе-
ниями по ГОСТ 25346–89. В технической документации отклонения и
допуски формы обозначаются согласно ГОСТ 24642–81 латинскими
буквами (табл. 36.). Согласно ГОСТ 24642–81 и ГОСТ 24643–81 до-
пуски
формы и расположения нормируются 16 степенями точности
(от 1 до 16); 1-я степень – наивысшая точность; 16-я – наименьшая
точность. Каждой степени точности в зависимости от интервала но-
минальных размеров рассматриваемых элементов детали соответст-
вует четко определенное значение допуска (в мм). Назначение того
или иного допуска зависит от функционального признака элемента
детали, а степень точности,
соответствующая данному допуску, свя-
зывает точность элемента детали с точностью того или иного вида
механической обработки.
Таблица 36
Обозначение отклонений и допусков формы и расположения
Обозначение отклонений Обозначение допусков
ЕСА
Торцевое биение
ТСА Допуск торцевого биения
ЕСD Биение в заданном направлении ТСD Допуск биения в заданном
направлении
ЕСЕ Отклонение формы заданной
поверхности
ТСЕ Допуск формы заданной
поверхности
ЕСL Отклонение формы заданного
профиля
TCL Допуск формы заданного
профиля
ЕСR Радиальное биение TCR Допуск радиального биения
ECTA Полное торцевое биение TCTA Допуск полного торцевого
биения
ECTR Полное радиальное биение TCTR Допуск полного радиально-
го биения
EFE Отклонение от плоскостности TFE Допуск плоскостности
EFK Отклонение от круглости TFK Допуск круглости
EFL Отклонение от прямолинейности TFL Допуск прямолинейности
EFP Отклонение профиля продольно-
го сечения
TFP Допуск профиля продольно-
го сечения
EFZ Отклонение от цилиндричности TFZ Допуск цилиндричности
EPA Отклонение от параллельности TPA Допуск параллельности
TPA
x
Отклонение от параллельности
осей (прямых) в общей плоскости
TPA
x
Допуск параллельности
осей (прямых) в общей
плоскости
EPA
y
Перекос осей (прямых) TPA
y
Допуск перекоса осей (пря-
мых)
EPC,
EPC
1
,
EPC
2
Отклонение от соосности
TPC Допуск соосности
EPN Отклонение наклона TPN Допуск наклона
EPP Позиционное отклонение TPP Позиционный допуск
EPR Отклонение от перпендикулярно-
сти
TPR Допуск перпендикулярно-
сти
EPS Отклонение от симметричности TPS Допуск симметричности
EPX Отклонение от пересечения осей TPX Допуск пересечения осей
Например, при обработке наружных поверхностей достигается
следующая точность: обтачивание черновое – 9–13-й степени
точности; обтачивание чистовое – 5–9-й степени точности;
обтачивание тонкое – 3–8-й степени точности; шлифование пред-
варительное – 5–8-й степени точности; шлифование чистовое –
3–6-й степени точности; шлифование тонкое – 2–5-й степени точ-
ности.
Допуск формы и расположения поверхности может назначаться в
зависимости от размерной точности (т. е. от значения допуска на
размер рассматриваемого элемента детали). Согласно такой схеме
назначения допуска установлено три уровня геометрической точно-
сти детали (А
; В и С):
– А – нормальный уровень относительной геометрической точ-
ности (устанавливает допуск формы и расположения равным ~60%
от допуска на размер);
– В – повышенный относительный уровень геометрической точ-
ности (устанавливает допуск формы и расположения равным ~ 40%
от допуска на размер);
– С – высокий относительный уровень геометрической точности
(устанавливает допуск
формы и расположения равным ~ 25% от до-
пуска на размер).
Очень часто допуск формы и расположения ограничивают раз-
мерами поля допуска на размер данного элемента отливки и на чер-
теже детали не указывают. В данном случае допуск формы и рас-
положения поверхностей принимают равным половине допуска на
размер рассматриваемого элемента детали:
ДФРД = 0,5 ДРД . (4)
Допуск на отклонение формы и расположения на чертеже детали
указывают лишь в том случае, когда они должны быть намного
меньше значений, соответствующих уровню геометрической точно-
сти С). При этом допуски формы и расположения обозначают на чер-
теже специальным знаком (графическим символом) согласно требо-
ваниям ГОСТ 2.308–79. Каждый графический символ обозначает
оп-
ределенный вид допуска (табл. 37).
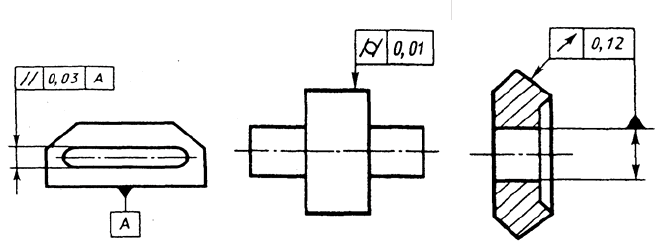
Графический символ, числовое значение допуска и обозначение
базы, согласно ГОСТ 2.308.–79, вписываются в специальную рамку
допуска (рис. 16).
Таблица 37
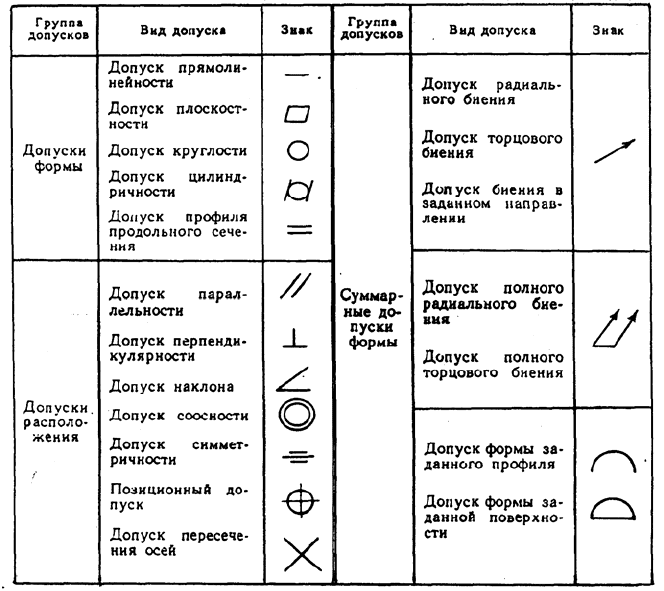
Графические символы видов допусков
на отклонение формы и расположения
Допуск параллельности Допуск цилиндричности Допуск радиального биения
Рис. 16. Примеры обозначения допусков на отклонение формы
и расположения на чертеже детали
Если допуск формы и расположения в рамке допуска не указан
как зависимый, то его считают независимым.
Зависимые допуски формы и расположения обозначают в рамке
допуска условным знаком М , который помещают после значения
зависимого допуска или обозначения базы.
В случае, если зависимые допуски формы и расположения в чер-
теже детали составляют
большинство, то тогда, наоборот, обознача-
ют независимые допуски условным знаком S . При этом в техни-
ческих требованиях обязательно должна быть запись: «Все допуски
… зависимые, кроме обозначенных знаком S ».
Если допуск на отклонение формы и расположения указывается
текстом в технических требованиях, то он должен содержать: вид
допуска; указание на рассматриваемый элемент детали (буквенным
обозначением или конструктивным названием); числовое значение
допуска (в мм); указание баз, относительно которых задается допуск;
указание на зависимость или независимость допуска.
Иногда допуски на отклонение формы и расположения указывают
в технических требованиях только ссылкой на ГОСТ, устанавли-
вающий значение данных допусков, например: «Неуказанные допус-
ки соосности и симметричности – по ГОСТ 25069–81»
.
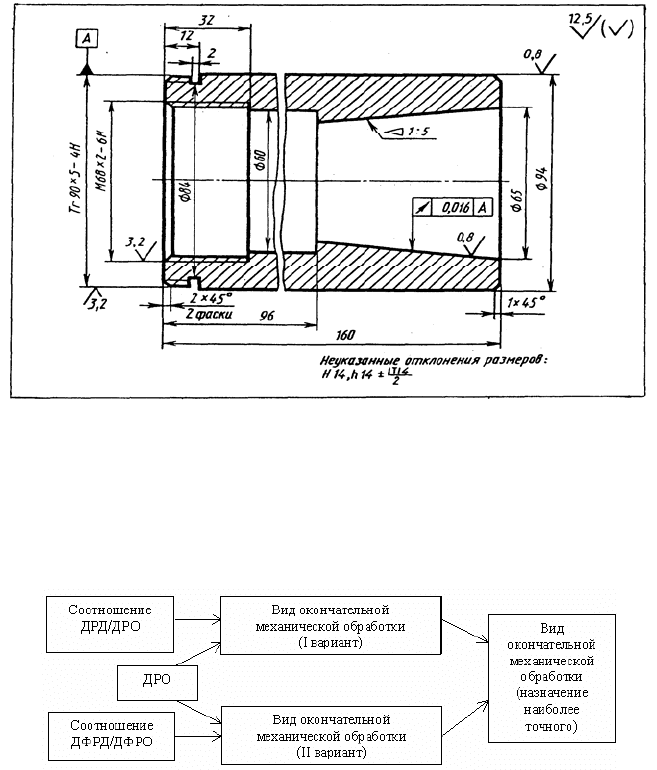
На рис. 17 в качестве примера изображен чертеж детали, в кото-
ром указаны допуски на отклонение размеров (квалитетами), шеро-
ховатость поверхности (по Ra) и допуск формы (радиальное биение
относительно базы А).
Рис. 17. Чертеж детали «Штуцер»
Определение вида окончательной механической обработки
Уже отмечалось, что вид окончательной механической обработки
учитывает требования к точности как детали, так и отливки. На
рис. 18 показана схема выбора и назначения вида окончательной ме-
ханической обработки.
Рис. 18. Схема назначения вида окончательной
механической обработки отливки
Вначале находим соотношение размерных допусков элемента де-
тали (ДРД) и отливки (ДРО). По значениям данного соотношения
(ДРД/ДРО) и допуска на отклонение размера конструктивного эле-
мента отливки (ДРО) выбираем один из четырех видов окончатель-
ной механической обработки, используя для этого табл. 38.
Таблица 38
Определение вида окончательной механической обработки
по соотношению (ДРД/ДРО)
Допуск на отклонение
размера элемента от-
ливки (ДРО)
Соотношение между до-
пусками на отклонение
размеров элемента детали
и отливки (ДРД/ДРО)
Вид окончательной механи-
ческой обработки
До 0,5
Св. 0,4
Св. 0,15 до 0,4
Св.0,10 до 0,15
До 0,10
Черновая
Получерновая
Чистовая
Тонкая
Св. 0,5 до 1,0
Св. 0,3
Св. 0,1 до 0,3
Св. 0,05 до 0,1
До 0,05
Черновая
Получерновая
Чистовая
Тонкая
Св. 1,0 до 2,0
Св. 0,2
Св. 0,1 до 0,2
Св. 0,05 до 0,1
До 0,05
Черновая
Получерновая
Чистовая
Тонкая
Св. 2,0 до 5,0
Св. 0,15
Св. 0,05 до 0,15
Св. 0,02 до 0,05
До 0,02
Черновая
Получерновая
Чистовая
Тонкая
Св. 5,0
Св. 0,10
Св. 0,05 до 0,10
Св. 0,02 до 0,05
До 0,02
Черновая
Получерновая
Чистовая
Тонкая
Затем находим соотношение допусков на отклонение формы и
расположения конструктивного элемента детали и отливки
(ДФРД/ДФРО). По значениям данного соотношения и допуска на
отклонение размера конструктивного элемента отливки (ДРО) также
выбираем один из четырех видов окончательной механической обра-
ботки, используя для этого табл. 39.
Соизмеряя выбранные варианты вида окончательной механиче-
ской
обработки по двум соотношениям допусков детали и отливки,
назначаем из этих вариантов более тонкий вид окончательной меха-
нической обработки.
Таблица 39
Определение вида окончательной механической обработки
по соотношению (ДФРД/ДФРО)
Допуск на от-
клонение разме-
ра элемента
отливки (ДРО)
Соотношение между допусками формы и
расположения обработанной поверхности
элемента детали и обрабатываемой по-
верхности элемента отливки (ДРД/ДРО)
Вид окончательной
механической
обработки
До 0,5
Св. 0,4
Св. 0,10 до 0,4
Св.0,20 до 0,10
До 0,20
Черновая
Получерновая
Чистовая
Тонкая
Св. 0,5 до 1,0
Св. 0,3
Св. 0,10 до 0,3
Св. 0,02 до 0,10
До 0,02
Черновая
Получерновая
Чистовая
Тонкая
Св. 1,0 до 2,0
Св. 0,20
Св. 0,05 до 0,20
Св. 0,01 до 0,05
До 0,01
Черновая
Получерновая
Чистовая
Тонкая
Св. 2,0 до 5,0
Св. 0,10
Св. 0,02 до 0,10
Св. 0,005 до 0,02
До 0,005
Черновая
Получерновая
Чистовая
Тонкая
Св. 5,0
Св. 0,05
Св. 0,01 до 0,05
Св. 0,002 до 0,01
До 0,002
Черновая
Получерновая
Чистовая
Тонкая
5.3.3. Назначение общего припуска
на механическую обработку
Общий припуск на механическую обработку назначается диффе-
ренциально на каждый конструктивный элемент, поверхность кото-
рого подвергается механической обработке.
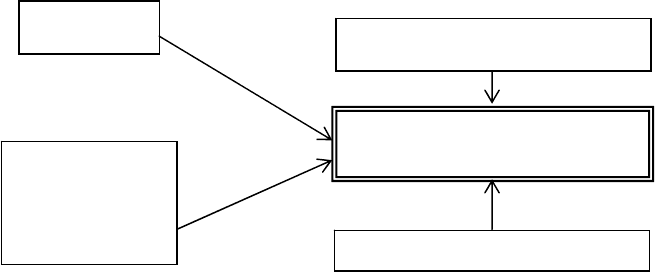
Для определения общего припуска на механическую обработку
необходимо знать (рис. 19):
– общий допуск на рассматриваемый конструктивный элемент
отливки (ОДО);
– ряд припусков на обработку отливки;
– вид окончательной механической обработки;
– точность
обработки отливки.
Рис. 19. Схема определения общего припуска
на механическую обработку
По этим значениям, используя приложение Б, определяем общий
припуск на механическую обработку на каждый обрабатываемый
конструктивный элемент отдельно. В приложении Б приведены зна-
чения общего припуска на механическую обработку, исходя из усло-
вий обработки на среднем уровне точности. При повышенном или
высоком уровне точности следует принимать значения припусков,
ОДО
Ряд припусков на обработку
Общий припуск на механи-
ческ
у
ю об
р
аботк
у
Вид оконча-
тельной меха-
нической
обработки
Точность об
р
аботки