Меркулова Г.А. Металловедение и термическая обработка цветных сплавов
Подождите немного. Документ загружается.

180
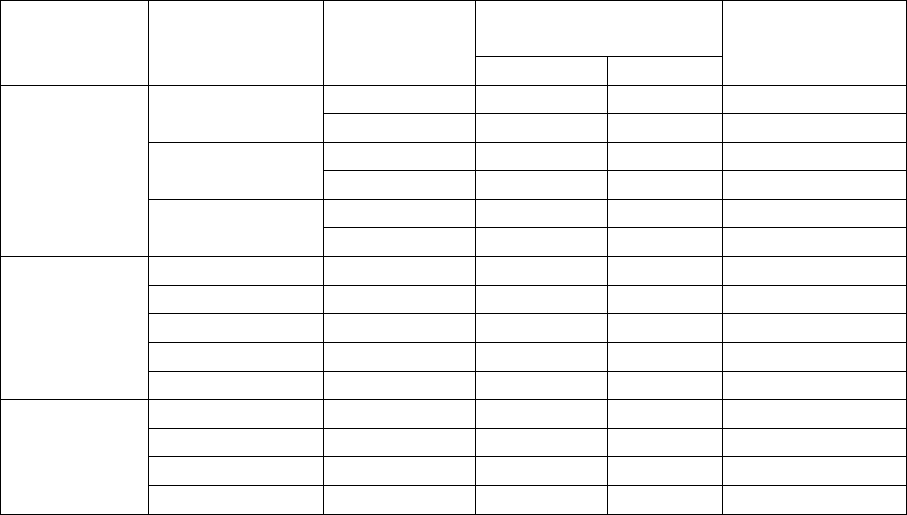
Таблица 4.7
Механические свойства и предельные рабочие температуры
литейных магниевых сплавов
Система
Марки
сплавов
Режим
термической
обработки
*
Механические
свойства, не менее
Предельные
рабочие темпе-
ратуры, °С
σ
в
, МПа δ, %
Mg–Аl–Zn
МЛ4
МЛпч
– 160 3 –
Т4 220 5 150
МЛ5, МЛ5пч
**
МЛ5он
**
– 150 2 –
Т4 230 5 150
МЛ6
– 150 1 –
Т4 220 4 150
Mg–Zn–Zr
МЛ8 Т61 280 4 150
МЛ12 Т1 230 5 200
МЛ15 Т1 210 3 200
МЛ17 Т61 300 3 150
МЛ18 Т61 340 6 150
Mg–РЗМ–Zr
МЛ9 Т6 250 6 250
МЛ10 Т6 250 5 250
МЛ11 Т6 160 3 250
МЛ19 Т6 250 5 300
*
Режимы термической обработки: Т1 – искусственное старение без предварительной за-
калки; Т4 – закалка; Т6 – закалка на воздухе и старение; Т61 – закалка в воде и старение.
**
Сокращения: пч – повышенной чистоты; он – общего назначения.
Относительно лучшими литейными свойствами отличаются сплавы
МЛ5 и МЛ6: малая линейная усадка, хорошая жидкотекучесть, меньшая
склонность к образованию рыхлот, чем у других магниевых сплавов.
Литейные свойства сплава МЛ4 удовлетворительны, но он склонен
к пористости и образованию темных оксидных включений (чернот).
Как и деформируемые, некоторые литейные сплавы (МЛ4пч,
МЛ5пч)
производят на чистейшем магнии, что приводит к повышению
пластичности и коррозионной стойкости.
Сплавы МЛ5 и МЛ6 в литом состоянии хрупки из-за значительного
количества эвтектических включений γ-фазы, образующейся в результате
неравновесной кристаллизации. Эти включения могут быть переведены в
твердый раствор гомогенизацией при 415–420
о
С в течение 12–14 ч. Гомо-
генизация (закалка) приводит к повышению и прочностных, и пластиче-
ских свойств фасонных отливок. Прочностные свойства сплавов МЛ4,
МЛ5 и МЛ6 можно дополнительно повысить искусственным старением.
Сплавы
второй группы, относящиеся к системе Mg–Zn–Zr, по срав-
нению со сплавами системы Mg–Al–Zn, обладают следующими преиму-
181
ществами: 1) более высокими прочностными характеристиками; 2) малой
чувствительностью механических свойств отливок к толщине сечения;
3) более высоким отношением предела текучести к временному сопротив-
лению разрыву; 4) меньшей чувствительностью механических свойств к
влиянию микрорыхлоты.
Типичный представитель этой группы сплавов – сплав МЛ12. Этот
сплав отличается высокой прочностью, хорошей коррозионной стойко-
стью, лучшими литейными свойствами; отливки
из этого сплава обладают
большой плотностью. Сплав термически упрочняется путем закалки с 400
о
С
и искусственного старения при 150
о
С в течение 50 ч.
Сплав МЛ15 отличается от сплава МЛ12 дополнительным легирова-
нием лантаном, который повышает жаропрочные свойства, улучшает свари-
ваемость, уменьшает склонность к образованию микрорыхлот и горячих
трещин. Сплав термически упрочняется старением при 300
о
С в течение 6 ч.
Сплавы этой группы МЛ8, МЛ17 и МЛ18 дополнительно легирова-
ны кадмием; кадмием и неодимом, кадмием и серебром соответственно.
Кадмий повышает механические свойства и улучшает технологическую
пластичность сплавов системы Mg–Zn–Zr, а неодим и серебро увеличива-
ют прочностные характеристики.
Сплавы
третьей группы МЛ9, МЛ10, МЛ11, МЛ19, относящиеся к
системе Mg–P3M–Zr, отличаются высокой жаропрочностью.
Основной легирующий элемент в сплавах МЛ9, МЛ10 – неодим; в
сплаве МЛ19 – неодим, иттрий, а в МЛ11 – цериевый мишметалл (75 % Се,
остальное РЗМ). Сплавы на основе системы Mg–Nd (МЛ9, МЛ10) отлича-
ются высокими механическими свойствами при комнатной температуре,
высокой жаропрочностью, хорошими литейными и
технологическими
свойствами. Сплав МЛ19 этой системы относится к наиболее жаропроч-
ным сплавам на основе магния (табл. 4.7).
Из всего производимого магния около половины идет на легирова-
ние алюминиевых сплавов. Остальной магний расходуют на производство
магниевых сплавов. Чистый магний обладает недостаточно высоким ком-
плексом механических свойств. Изделия из магния не изготавливают. Тех-
нический
магний используют в пиротехнике; в качестве раскислителя и
модификатора – в металлургии. В технике используют в основном магние-
вые сплавы. В самолетостроении из магниевых сплавов изготавливают ко-
леса и вилки шасси, различные рычаги, корпуса приборов, насосов, коро-
бок передач, фонари и двери кабин, детали планера самолета. Магниевые
сплавы успешно используют в
конструкциях вертолетов, в аэрокосмиче-
ской промышленности.
Магниевые сплавы нашли применение в конструкции автомобилей,
особенно гоночных (колеса, картеры, крышки, маслопомпы); в приборо-
строении (бинокли, кино- и фотоаппараты, мотопилы, пылесосы и др.).

182
Из-за высокой демпфирующей способности из магниевых сплавов
изготавливают кожуха для размещения электронной аппаратуры управ-
ляемых снарядов.
Магниевые сплавы применяют для изготовления оболочек тепло-
выделяющих элементов в атомных реакторах, так как магний имеет малую
способность поглощать тепловые нейтроны и не взаимодействует с ураном.
Магниевые сплавы используют в текстильной промышленности
(например
, бобины, шпульки, катушки и др.).
Магний идет также на получение титана магнийтермическим спо-
собом.
Фазы Mg
2
Si, Mg
2
Sn, MgZn, Mg
3
Sb
2
являются полупроводниками,
поэтому их применяют в радиоэлектронике [1–5, 13, 17].
Контрольные вопросы
и задания
1. Перечислите виды термической обработки магниевых сплавов.
2. С какой целью проводят гомогенизацию магниевых сплавов?
3. С какой целью выбирают технологию рекристаллизационного
отжига и отжига для снятия напряжений?
4. Каковы особенности закалки и старения магниевых сплавов?
5. Каков механизм старения магниевых сплавов?
6. Перечислите дефекты термической обработки магниевых сплавов.
7. Каковы основные свойства
магния?
8. Как магний взаимодействует с примесями и газами?
9. Как магний взаимодействует с легирующими элементами?
10. Дайте классификацию магниевых сплавов.
11. Приведите химический состав, маркировку, структуру, свойства,
термообработку. Где применяют деформируемые магниевые сплавы обще-
го назначения?
12. Охарактеризуйте химический состав, маркировку, структуру,
свойства, термообработку, применение высокопрочных сплавов.
13. Дайте описание химического состава, маркировки
, структуры,
свойств, термообработки, применения жаропрочных сплавов.
14. Охарактеризуйте химический состав, маркировку, структуру,
свойства, термообработку, применение сверхлегких сплавов.
15. Каковы химический состав, маркировка, структура, свойства,
термообработка, применение литейных магниевых сплавов?

183
5. ТИТАН И ЕГО СПЛАВЫ
При разработке технологии термической обработки титана и его
сплавов необходимо учитывать следующие их способности: полиморфное
превращение титана, низкую теплопроводность, высокую химическую ак-
тивность, склонность к наводороживанию.
Титановые сплавы чаще подвергают отжигу, закалке, старению,
реже – химико-термической и термической обработке.
5.1. Принципы выбора
режимов отжига
Гомогенизационный
отжиг для титановых сплавов не применяют,
так как гомогенизация слитков не вносит существенного изменения в ха-
рактер микроструктуры и уровень механических свойств исследованных
полуфабрикатов.
Дорекристаллизационный, рекристаллизационный отжиг, а также
отжиг для уменьшения остаточных напряжений
применяют лишь для α-
и β-сплавов с термодинамически устойчивой β-фазой. Фактические темпе-
ратуры начала и конца рекристаллизации в сопоставлении с температура-
ми полиморфного превращения, а также режимы отжига полуфабрикатов
из сплава ВТ6 даны в табл. 5.1.
Таблица 5.1
Температуры полного полиморфного превращения (t
п.п
),
начала (t
P
н
) и конца (t
P
к
) рекристаллизации,
режимы простого отжига сплава ВТ6
А
с
3
,
о
С
t
п.п
,
о
С t
P
н
,
о
С t
Р
н
/ t
п.п
t
P
к
,
о
С t
P
к
/ t
п.п
Температура отжига,
о
С
Листы и листовые
полуфабрикаты
Прутки, поков-
ки, штамповки
980–1010 990 850 0,85 950 0,95 750–800 750–800
Температура рекристаллизационного отжига должна быть выше
температуры начала рекристаллизации. Но она не должна быть чрезмерно
высокой, если необходимо получить достаточно мелкозернистый матери-
ал. Кроме того, при высоких температурах отжига образуется значитель-
ный альфированный слой (слой, обогащенный кислородом).
184
Свойства α-сплавов после до- и рекристаллизационного отжига не
зависят от скорости охлаждения.
Отжиг (α + β)-сплавов сочетает элементы отжига первого рода, ос-
нованного на рекристаллизационных процессах, и отжига второго рода,
основанного на фазовой перекристаллизации.
Кроме приведенного выше разделения видов отжига по процессам,
протекающим в металле при нагреве (до- и
рекристаллизационный отжиг;
отжиг для уменьшения остаточных напряжений; отжиг, включающий фа-
зовую перекристаллизацию), отжиг (α + β)-сплавов еще классифицируют
по технологии. Различают простой, изотермический и двойной отжиг.
Самый простой режим отжига (α + β)-сплавов заключается в их на-
греве при наинизших температурах, достаточных для довольно полного
разупрочнения, с последующим охлаждением на воздухе
или по заданному
режиму.
Простой отжиг (α + β)-сплавов является дорекристаллизацио-
ным, так как проводится при температурах ниже начала рекристаллизации
(табл. 5.1). Охлаждение на воздухе после простого отжига приемлемо не
для всех сплавов. Механические свойства (α + β)-сплавов с большим со-
держанием β-стабилизаторов и β-сплавов существенно зависят от скорости
охлаждения после отжига.
Изотермический отжиг применяют для (α + β)-сплавов. Он состоит
из нагрева сплава при сравнительно высоких температурах, достаточных
для полигонизации или рекристаллизации, охлаждения до температур,
обеспечивающих высокую стабильность β-фазы, выдержки при этой тем-
пературе с последующим охлаждением на воздухе. Для перехода от первой
ступени ко второй полуфабрикаты и изделия или охлаждают с
печью до
температуры второй ступени, или переносят в другую печь. Изотермиче-
ский отжиг обеспечивает более высокие пластичность, термическую ста-
бильность и длительную прочность, чем простой отжиг. Применяют изо-
термический отжиг для жаропрочных сплавов.
Двойной ступенчатый отжиг отличается от изотермического тем,
что после отжига на первой ступени сплав охлаждают до комнатной тем-
пературы на воздухе, а затем снова нагревают до температуры второй сту-
пени – она ниже, чем на первой ступени.
В отличие от простого и изотермического отжига, приводящих к ра-
зупрочнению сплавов, двойной отжиг, наоборот, вызывает повышение
прочностных характеристик при некотором снижении пластичности.
Продолжительность простого отжига и первой ступени изотер-
мического и двойного отжига определяется сечением детали или полуфаб-
риката: при максимальном сечении, мм – 1,5; 1,6–2,0; 2,1–6,0; 6,1–50 вре-
мя выдержки, мин, составит 15, 20, 25, 60 соответственно. При сечениях
более 50 мм рекомендуют увеличивать выдержку до 2 ч.
185
Для уменьшения остаточных напряжений применяет
неполный от-
жиг
при температурах ниже температуры начала рекристаллизации про-
должительностью 0,5–2 ч с последующим охлаждением на воздухе. Чтобы
снять напряжения, возникшие при сварке, продолжительность неполного
отжига должна составлять 2–12 ч.
Крупнозернистую структуру титана и его сплавов исправляют
двойной фазовой перекристаллизацией. Зерно при такой термообработке
измельчается вследствие внутрифазового наклепа при фазовых превраще-
ниях и последующей
рекристаллизации при повторном нагреве.
В однофазных α-сплавах при литье не возникает высоких остаточ-
ных напряжений, поэтому отжиг не требуется. Отливки из литейных
(α + β)-сплавов отжигают для уменьшения остаточных напряжений и ста-
билизации структуры. Отжиг литейных сплавов проводят по тем же режи-
мам, что и для деформируемых титановых сплавов.
5.2. Принципы выбора режимов
закалки и старения
Упрочнение титановых сплавов при закалке и старении определяет-
ся их фазовым составом после закалки и количеством метастабильных фаз.
При этом поведение сплавов при закалке и старении существенно зависит
от того, какие элементы (β-эвтектоидообразующие или β-изоморфные) оп-
ределяют фазовый состав закаленных сплавов.
Закалка
Закалка титановых сплавов может быть двух видов: с полиморфным
превращением и без него. Закалку без полиморфного превращения можно
проводить как из β-, так и из (α + β)-области. Результатом ее является фик-
сация метастабильной β-фазы. Закалку с полиморфным превращением
также осуществляют как из β-, так и из (α + β)-области
, но результатом ее
будут метастабильные мартенситные фазы α' и α". Практика показала, что
лучшее сочетание прочностных, пластических и эксплуатационных свойств
получается при закалке без полиморфного превращения, т.е. в случае, ко-
гда мартенситные фазы не образуются.
Возможность фиксировать различные фазы при закалке определяют
концентрацией β-стабилизаторов в сплаве (рис. 5.1). При
закалке с темпе-
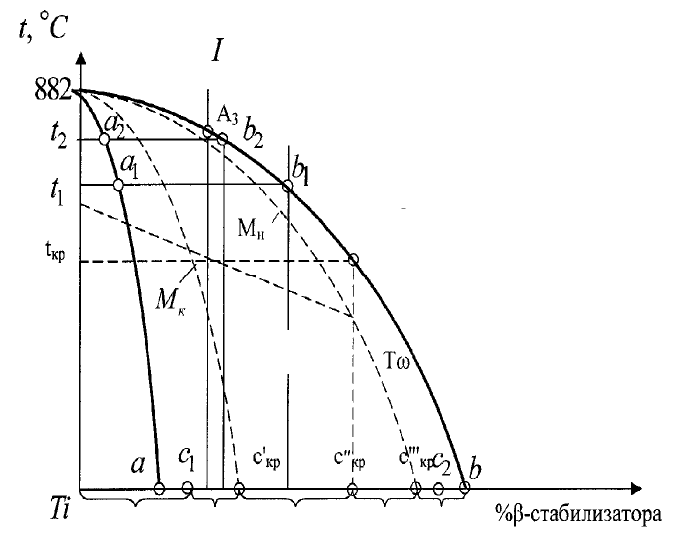
186
ратур, соответствующих β-области, сплавы, лежащие левее т.
С
1
, закали-
вают на α'-фазу (мартенсит). Сплавы, находящиеся между т.
С
1
и т. С'
кр
, за-
каливают на α"-фазу. В сплавах, расположенных между тт.
С'
кр
– С"
кр
, фик-
сируют фазы (α"+ β + ω). В сплавах, лежащих между тт.
С"
кр
– С"'
кр
, после
закалки образуются (β + ω)-фазы. При концентрациях легирующего эле-
мента больше т.
С"'
кр
при закалке фиксируют однофазную β-структуру.
Некоторые легирующие элементы (алюминий, цирконий, олово) подавля-
ют образование ω-фазы в сплавах титана с изоморфными β-стабилизаторами
при закалке, поэтому у этих сплавов нет третьей критической концентра-
ции
С"'
кр
.
Рис. 5.1. Фазовый состав титановых сплавов с изоморфными
β-стабилизаторам и после закалки из β-области
На рис. 5.1 представлена низкотемпературная часть диаграммы со-
стояния сплавов титана с изоморфными β-стабилизаторами. На эту диа-
грамму нанесены линии начала
М
н
и конца М
к
мартенситного превращения,
а также линии начала (β → ω)-превращения (
Т
ω
). Линии М
к
и Т
ω
смещаются к
более низким температурам с увеличением содержания β-стабилизатора и
достигают комнатной температуры при концентрациях
С'
кр
и С"'
кр
. Темпе-
ратуру
М
н
также снижают с увеличением содержания β-стабилизатора.
α'
– мартенсит (фаза игольчатого строения), который представляет
собой пересыщенный твердый раствор замещения легирующих элементов
в Ti–α (имеет ГПУ решетку).
α' α'' α''+β+ω β+ω β
α
β
α + β
187
α"
– мартенсит, который образуется при большей степени легиро-
ванности (имеет ромбическую решетку). Переход от α'- к α"-структуре со-
провождается уменьшением прочности и твердости сплавов и повышением
их пластичности.
Метастабильная промежуточная фаза ω трудно обнаруживается
металлографически, так как когерентна решетке β-твердого раствора (име-
ет гексагональную решетку с периодами
a = 0,46 нм; с = 0,282 нм). Появ-
ление этой фазы вызывает повышение твердости и хрупкости титановых
сплавов.
β-
твердый раствор легирующих элементов в Ti
β
имеет решетку ОЦК.
Если содержание легирующего элемента не превышает концентра-
цию
С
2
(рис. 5.1), то зафиксированная закалкой β-фаза распадается при
приложении напряжений, потому ее называют механически нестабильной.
При содержании легирующих элементов, превышающих т.
С
2
, полученная
закалкой β-фаза не испытывает превращений под действием напряжений,
ее называют механически стабильной.
При закалке с температур, соответствующих (α + β)-области, α-фаза
не испытывает фазовых превращений, а в β-фазе развиваются те же превра-
щения, что и в сплавах равного с β-фазой состава при закалке из β-
области.
Если сплав
I (рис. 5.1) нагреть под закалку до температуры t
1
, то его структу-
ра будет представлена α-фазой состава
a
1
и β-фазой состава b
1
. Сплав состава
т.
b
1
при закалке из β-области приобретает структуру (α" + β + ω). Структура
сплава
I после закалки с температуры t
1
будет (α + α" + β + ω). Соответствен-
но, структура сплава
I после закалки с температуры t
2
будет α + α".
Температуру, при которой в титановых сплавах (α + β)-структура
сменяется β-структурой, называют температурой (α + β/β)-перехода, или
применяют термин: температура конца (α → β)-превращения при нагреве.
Температуру, разделяющую фазовые области (α + β) и β, обозначают
А
3
,
добавляя букву «
С» (нагрев) или «r» (охлаждение). Температуру эвтекто-
идного превращения обозначают
А
1
.
Критическая концентрация (
С"
кр
) соответствует наименьшему со-
держании β-стабилизаторов, при котором закалкой фиксируется β-фаза с
ω-фазой внутри нее, а мартенситное превращение подавляется (рис. 5.1). В
титановых сплавах важна также критическая температура
t
кр
, соответст-
вующая второй критической концентрации
С"
кр
. При закалке сплавов с
температур выше
t
кр
образуется мартенситная фаза; при закалке с более низ-
ких температур превращение β-фазы в мартенсит исключено.
В табл. 5.2. приведен режим термической обработки сплава ВТ6.
В титановых (α + β)-сплавах после закалки с температур, близких
к
t
кр
, наблюдают провал предела текучести σ
0,2
, связанный с распадом ме-
тастабильной β-фазы и мартенсита α" под действием напряжений. В ряде

188
случаев наблюдают также провал временного сопротивления σ
в
. После за-
калки сплавы подвергают старению. Оптимальное сочетание механических
свойств состаренных (α + β)-сплавов наблюдают после закалки с темпера-
тур между
t
кр
и А
с
3
.
Таблица 5.2
Режим упрочняющей термической обработки
сплава ВТ6
А
с
3
,
о
С
t
кр
,
о
C % β-фазы
Температура,
о
C
Продолжительность
старения, ч
нагрева под закалку
старения
980–1010 850 20–30 900–950 450–550 2-4
Закалку титановых сплавов чаще проводят в воде (ВТ6, ВТ14,
ВТ16) или в масле. Некоторые сплавы (ВТ15, ВТ22) закаливают при охла-
ждении на воздухе.
Продолжительность нагрева под закалку выбирают такой же, как и
при простом отжиге.
Время переноса деталей после нагрева под закалку в закалочный
бак должно быть минимальным. Это требование
менее жестко для сплавов
ВТ22, ВТ15, ВТ30. Перерыв между закалкой и старением для всех сплавов
не регламентирован.
Титановые сплавы не нашли широкого практического применения в
закаленном состоянии. Вместе с тем от температуры нагрева под закалку и
от других параметров этого процесса в значительной мере зависит состав и
количество фиксируемых метастабильных фаз
, что в свою очередь оказы-
вает решающее влияние на уровень механических свойств титановых
сплавов при последующем старении.
Старение (отпуск)
Старение (или отпуск) применимы только для материалов, находя-
щихся в закаленном состоянии, и главным процессом, протекающим при
этом, является распад метастабильного твердого раствора. При закалке без
полиморфного превращения распадается пересыщенный твердый раствор
(этот процесс принято называть
старением). А при закалке с полиморф-
ным превращением распадается мартенситная фаза (процесс распада мар-
тенсита называют
отпуском). Основными параметрами процесса старения
и отпуска являются температура нагрева и время выдержки. Скорость на-
грева и охлаждения, как правило, играют второстепенную роль.
189
На практике для титановых сплавов в основном применяют закалку
без полиморфного превращения, поэтому наиболее распространенным яв-
ляется процесс старения.
Старение применяют с целью повышения прочности титановых
сплавов, которая может увеличиваться от 10 до 90–100 %. Уровень проч-
ностных и пластических свойств полностью зависит от фазовых и струк-
турных превращений, происходящих в сплаве как
при закалке, так и при
последующем старении.
Максимальное упрочнение можно получить в сплавах так называе-
мого «критического состава», в которых сочетается высокая метастабиль-
ность β-фазы с достаточно большой концентрацией β-стабилизирующих
элементов. К этому классу можно отнести сплавы, находящиеся между
точками
С"
кр
и С
2
(рис. 5.1). В сплавах, расположенных правее т. С
2
, распад
β-фазы проходит вяло и упрочнение невелико.
Упрочнение при старении обусловлено процессами распада β и α"-фаз.
Повышение прочностных характеристик из-за распада α'-фазы невелико.
Упрочнение, обусловленное ω-фазой, в настоящее время практически не
используют из-за хрупкости сплавов, получаемых при этом способе уп-
рочнения. Чтобы избежать такой
хрупкости титановые сплавы подвергают
старению по режимам, не приводящим к ее образованию, чаще всего при
500–600
о
С. При этих температурах из β-твердого раствора выделяется
дисперсная α-фаза, повышающая прочность и твердость. Если β-фаза рас-
падается без образования ω-фазы или объем ее невелик, то сплавы можно
подвергать старению и при более низких температурах. При низкотемпе-
ратурном старении выделения α-фазы более дисперсны и поэтому обеспе
-
чивают большее упрочнение.
Старение в (α + β)-сплавах протекает во времени тем более интен-
сивно, чем меньше в них β-стабилизаторов. Например, в сплаве ВТ6 уже
после старения в течение 1-2 ч при 400–600
о
С достигается максимум
прочности, а затем следует разупрочнение. Продолжительность старения
обычно выбирают большей, чем время, необходимое для достижения мак-
симальной прочности. Это обусловлено тем, что при максимальной проч-
ности слишком низки пластические свойства, чтобы обеспечить надежную,
безаварийную эксплуатацию изделий и конструкций, т.е. титановые спла-
вы, по существу, применяют в состоянии
небольшого перестаривания.
Титановые сплавы подвергают старению по одно- и двухступенча-
тому режимам. Чаще применяют одноступенчатое старение. При двухсту-
пенчатом старении температуру старения на второй ступени выбирают бо-
лее высокой, чем на первой. Двухступенчатый режим старения обеспечи-
вает более высокий комплекс механических свойств по сравнению с одно-
ступенчатым. Отливки из титановых (
α + β)-сплавов не подвергают упроч-
няющей термической обработке, так как при пластинчатой структуре, ха-