Mark J. Kirwan Paper and Paperboard Packaging Technology
Подождите немного. Документ загружается.

CORRUGATED FIBREBOARD PACKAGING
347
represents the respective positioning of the major families of industrial papers
by classes of creep rates. It is thus possible to define paper classes which are
homogeneous as to burst strength and fatigue resistance, where strong bursting
indices go together with a strong fatigue resistance of the paper and therefore of
the corrugated board case.
Theory of creep behaviour
When carrying out the creep test, a constant stress (σ
0
) is applied to a material, and
the change in its deformation (∈) in the course of time is analysed.
The creep function derived there from is of the type:
∈(t)
The material is characterized by its creep rate, which takes the form:
in Pa
−1
s
−1
as t → 0
If the phenomenon is examined from a mechanical theory approach, it will be
shown that for the stress σ
0
, the energy released by the material, as it becomes
deformed through creep, can be written at every instant as a function of the creep
rate:
in Pa
where E is the Young’s modulus of the paper.
For standard experimentation, the designers commonly choose the safety factor
coefficients shown in Table 11.9.
There is a large amount of box performance safety data within the corrugated
board industry. The safety factor coefficients indicated in Table 11.9 are taken into
account at the design stage to ensure that the boxes used will have sufficient
strength to protect the contents during the expected storage life.
ft()=
1
σ
0
-----
v =
δft()
δt
-----------
Wt()=
σ
0
2
2E
-------
+ σ
0
2
v
0
T
∫
t()dt
Table 11.9 Safety factor coefficients related to external conditions
Environment Specificity Safety factor
Stacking mode Column 1.00–1.33
Interlocked 1.67–2.00
Moisture (RH) 65% 1.07–1.25
75% 1.25–1.67
90% 1.82–2.50
Storage at 90% RH 1 hour 1.11–1.40
10 days 1.33–2.00
360 days 2.00–2.55
348
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
The basis of the calculation, which is the prediction of the required BCT,
is based on the BCT of a box which is tested after a short storage life
and which has not been stacked. This is known as BCT
0
. The predicted
required BCT is calculated from this value multiplied by a cumulative safety
coefficient, C
T
.
For design centre calculations, BCT
0
is measured in the laboratory at 23 °C
and 50% RH. It is multiplied by the cumulative safety coefficient, C
T
. This is
calculated by multiplying the various safety factor coefficients which correspond
to the factors which have an influence on box, or case, performance:
C
T
= C
1
· C
2
· C
3
· C
4
· C
5
where C
1
is the coefficient which represents the packaging operation; C
2
is
for pallet stacking (interlocking or in columns); C
3
for fatigue during the storage
time; C
4
for the climatic conditions during transport and storage and C
5
is for
the vibration during transportation.
C
T
is generally evaluated at between 2 and 7, and often between 3 and 4. As an
example, a box stored in an interlocked arrangement in a pallet for 10 days at 90%
RH will require a BCT four times higher in compressive strength than a normal
individual box non-stacked and stored for a short time. (Note: C
2
× C
3
is 2× 2 = 4,
from Table 11.9.)
Hence a result of a BCT
0
of 200 kg in the laboratory will not be strong enough
to support more than 200/4 = 50 kg in real conditions.
Moreover, a factor of 25% must also be taken into account if tests are made
with hand-made boxes to take account of the mechanical stress which can be
experienced during erection filling and closing at speed on a packing line.
11.3.2 Containability and protection
The basic function of corrugated board packaging is the same as for any packaging,
namely to protect products during distribution until the product is removed from
the package. It may also protect the environment from the product – e.g. in the
distribution of dangerous goods.
The corrugated board package is mainly designed to contain products during
distribution. Containability together with adaptation of the box strength to logistics
systems (packing lines) are becoming important issues in corrugated board transit
packaging design.
11.3.2.1 Cushion performance
Corrugated board is a structural material which has few energy adsorption charac-
teristics compared, for example with expanded polystyrene or other cushioning
materials (Table 11.10).
The performance required from cushioning is to eliminate or minimize damage
to packaged product arising from impact and vibration.
CORRUGATED FIBREBOARD PACKAGING
349
The effect of a damaging shock or impact can be reduced by three principles:
•
Spreading the forces on impact, so that the force per unit area or the force on
any part in contact with the cushion is reduced.
•
Localizing the force, so that the forces at impact are directed to the stronger
parts of the package or the product.
•
Absorbing the energy of the packaged product.
This third principle is called cushioning, i.e. absorbing energy – the material is
compressed during impact and so absorbs much of the impact energy and,
subsequently, the force. It reduces the stress on the outer face of the product as
well as the shock, which causes the damage to the contents.
Corrugated board quality is essential to provide product protection by cushioning,
i.e. cushioning in this context means the amelioration of damage likely to be
caused by shocks such as dropping.
The calculation of the required thickness of the cushion may be carried out by
an empirical formula as:
H = C ×
where H is the drop height; T is the board thickness; C, the cushioning factor
(for corrugated board), C is between 1.8 and 3.6; and G is expressing the level of
fragility of the packed product.
Charts can illustrate this formulae variation, Figure 11.38.
The cushioning possible with corrugated board packaging is the subject of
ongoing research.
11.3.2.2 Drop protection
The structure and quality of a corrugated board are essential to ensure the protection
of the product when the case is dropped.
Drop testing is carried out according to ISO 2248 standards. The height of the
drop is increased incrementally during the test and the percentage of boxes
damaged at each height is evaluated.
The evaluation of corrugated board packaging is performed with 8 and 15 kg of
packed sand and there are different modes of drop. The case can either be dropped
horizontally or on an edge.
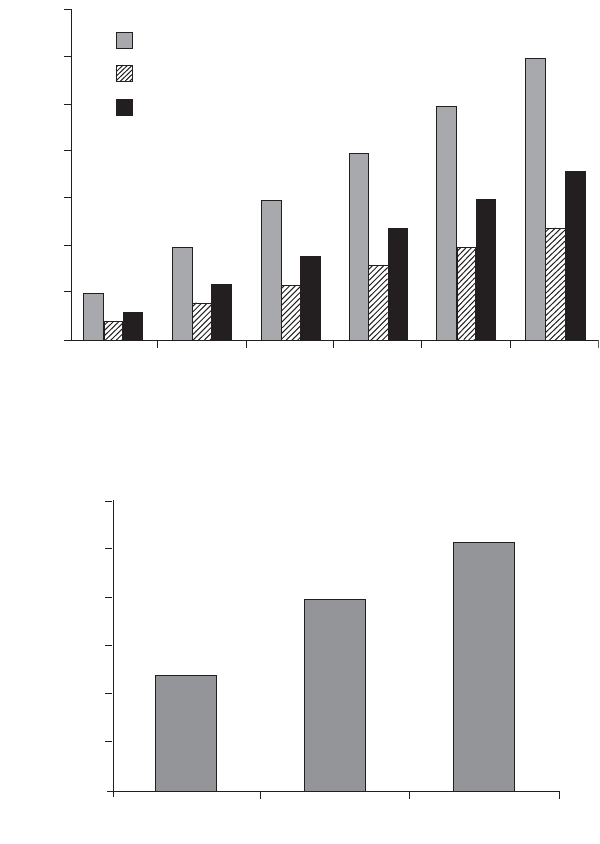
For the same weight of contents, the drop-height failure depends on the
grammage of the board as shown in the Figure 11.39.
Table 11.10 Cushion properties for corrugated boards and other materials
Source: Swedish Packaging Research Institute (1978).
Material Energy absorption (kJ/m
3
)
PE bubbles 70–95
PS sheets – density 15 kg/m
3
140–270
Corrugated fibreboard 60–300
T
G
----
350
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
The potential energy of the box in drop testing is the product of the weight of
contents and the drop height.
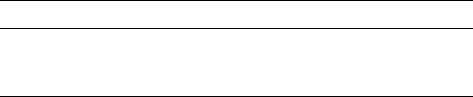
The following histogram for B flute boxes, Figure 11.40, which represents this
potential based on the height at which 50% of the boxes fail the drop test
shows that the potential energy depends on the weight of the corrugated board
which protects the contents.
Figure 11.38 Relationship between the thickness of the board and the drop height.
700
600
500
400
300
200
100
0
123456
Board thickness (mm)
Drop height (cm)
C =2; G = 0.002
C =2; G = 0.005
C =3; G = 0.005
300
250
200
150
100
50
0
350 380 430
Board Grammage (g/m
2
)
Drop height (cm)
Figure 11.39 Drop height failure of B flute RSC boxes with 8 kg of packed sand.
CORRUGATED FIBREBOARD PACKAGING
351
The main material parameters which influence the protection of the case in
drop testing have been analysed in detail.
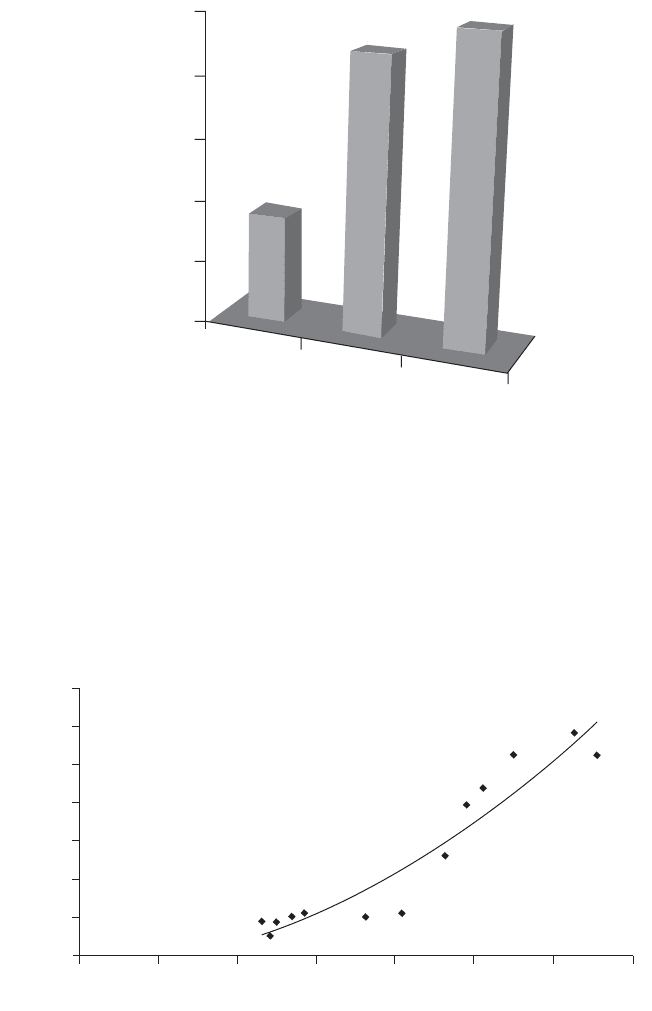
From drop test experiments conducted with B flute RSC boxes of
40cm × 30 cm × 30 cm and two content weights (8 and 15kg), correlations have
been made. The potential energy is directly related to the burst strength of the
corrugated board as presented in the Figure 11.41.
200
180
160
140
120
100
350
380
430
Board grammage (g/m
2
)
Potential energy
at 50% damaged boxes
Figure 11.40 Potential energy versus corrugated board grammage (B flute – RSC boxes
40 cm × 30 cm × 30 cm, 8 kg packed).
0
50
150
250
350
Potential energy at which
50% of boxes will fail
Corrugated board burst (kPa)
200 400 600 800 1000 1200 1400
Figure 11.41 Potential energy at which 50% boxes failed by drop versus corrugated board burst
(B flute – RSC boxes 40 cm × 30 cm × 30 cm, 15 kg packed).
352
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
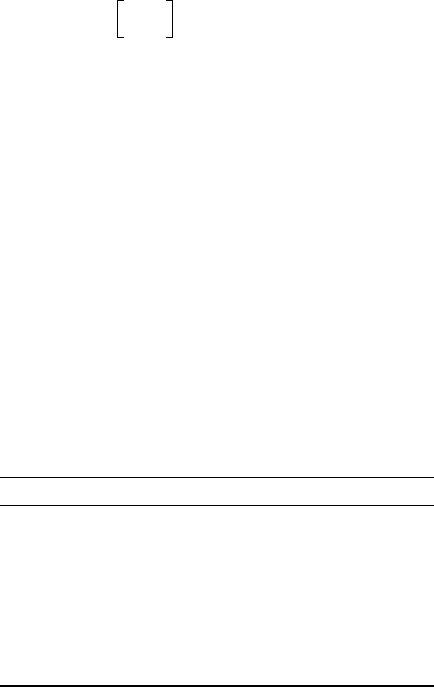
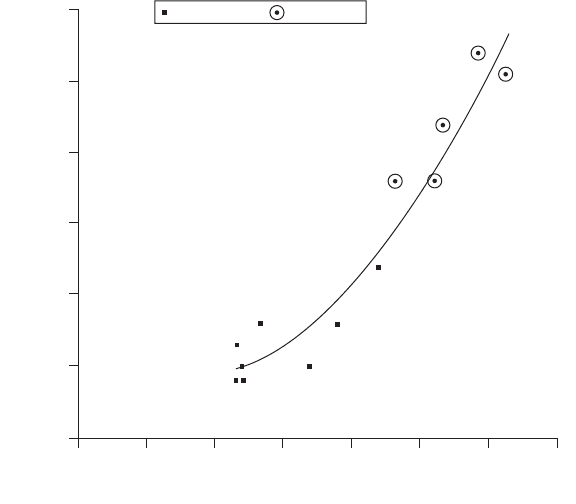
There are large differences in corrugated board burst strength resulting from the
use of papers of different quality (see Figure 11.42). Figure 11.42 also shows the
importance of corrugated burst values in relation to the drop height, in particular
the difference resulting from the use of test liners with burst index 2.0–2.4 and
kraft liners with burst index >3.8. This shows that the maximum drop height for
the test liner boxes is 75 cm, approximately, whereas with the kraft liner, the drop
height starts at 120cm and the maximum is 230cm, approximately.
The conclusion from this drop test research, investigating drop test protection,
is that burst strength, measured in kPa, is the key parameter.
Table 11.11 indicates the protection requirements in terms of classification and
drop height for dangerous goods.
This classification is the usual recommendation for the transport of dangerous
goods indicated in all manuals of practice, for example FEFCO.
11.3.2.3 Puncture protection
Corrugated cases can be damaged by puncturing during distribution both
internally by movement of the contents and externally by impact with sharp objects.
Puncture resistance of the corrugated board is a requirement specified by some
national specifications (France, Germany and Spain).
300
250
200
150
100
50
0
0 200 400 600 800 1000 1200 1400
Board burst (kPa)
Drop height (cm)
Test liner
Kraft liner
Figure 11.42 Relationship between drop height and corrugated board burst strength.
CORRUGATED FIBREBOARD PACKAGING
353
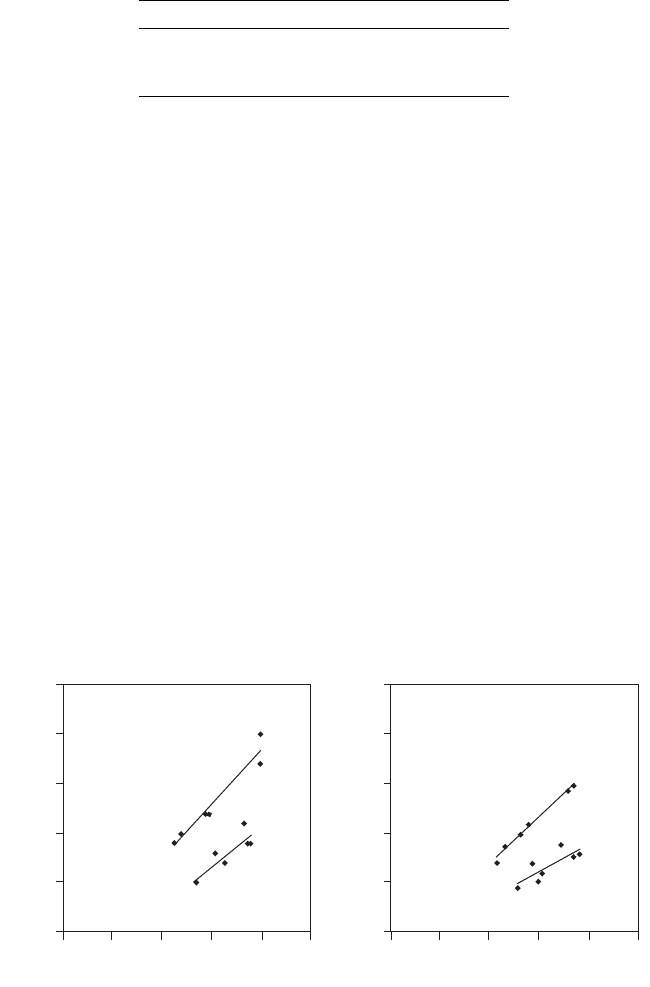
As shown in Figure 11.43, the protection against puncture is provided by the
quality of the liners (kraft and test liners), the basis weight of the corrugated board
and the structure of the fluting (B or C flute).
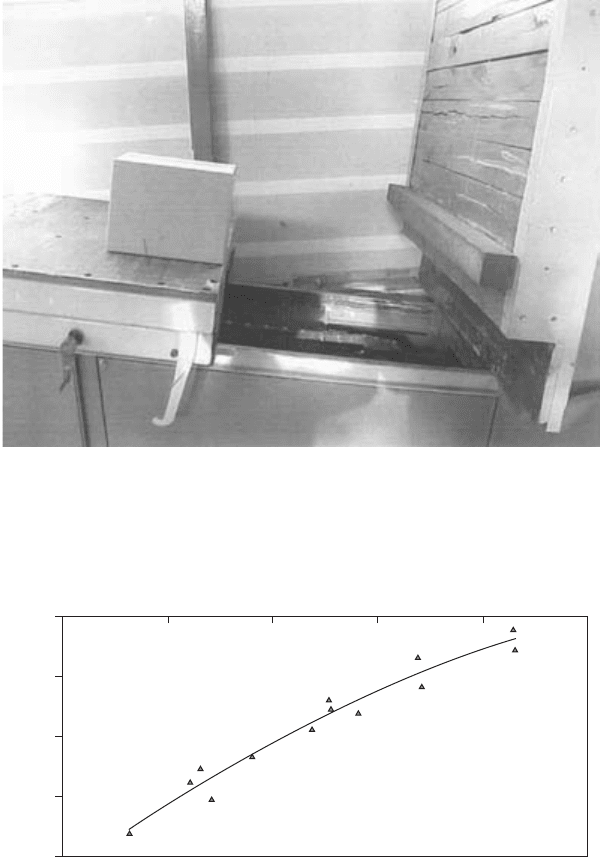
11.3.2.4 Preservation of the hardness
Hardness, or softness, is a quantified value. To evaluate the hardness preservation
and its relation to the performance of the box, the impact tests on the inclined
plane have to be carried out as illustrated below (Fig. 11.44) on the four sides of
boxes with a 5 cm × 5 cm transverse hazard. Hardness is evaluated by measuring
the BCT before and after impacts – this evaluates the loss of performance resulting
from the impacts.
As expected, cushioning properties and box and board performance correlate
with board hardness. This can be seen in Figure 11.45 which shows that a significant
and continuous drop in BCT is apparent as the board hardness is reduced.
In short, the BCT loss from transportation and handling impacts will not be
severe if board of higher hardness is used.
Table 11.11 Classification of dangerous goods packaging
Group Danger level Drop height (cm)
III Low 80
II Medium 120
I High 180
5.0
4.5
4.0
3.5
3.0
2.5
250 300 350 400 450 500
Single wall C flute
Kraft
Test liner
5.0
4.5
4.0
3.5
3.0
2.5
250 300 350 400 450 500
Single wall B flute
Kraft
Test liner
Puncture (J)
Corrugated board basis weight (g/m
2
)
Corrugated board basis weight (g/m
2
)
Puncture (J)
Figure 11.43 Puncture resistance in relation to liner (kraft or Test) and fluting (B and C).
354
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
On several occasions during manufacturing, corrugated board and boxes are
prone to be damaged by flat compressive forces exerted by various machines. To
understand and control such damage and to implement the experimentation
described in the literature, we made similar measurements in one corrugated plant.
During these trials, the board was crushed incrementally to create progressive
Figure 11.44 Inclined plane test.
0
0
–10
–20
–30
–40
50 100 150 200 250
BCT loss (%)
RSC boxes 40 cm × 30 cm × 30 cm
Hardness (kpa)
Figure 11.45 Box performance losses versus the hardness of the board (RSC boxes
40 cm × 30 cm × 30 cm).
CORRUGATED FIBREBOARD PACKAGING
355
damage and to evaluate the performance of board and boxes made from that
board. The extent of damage is expressed as the percentage of initial thickness
(calliper).
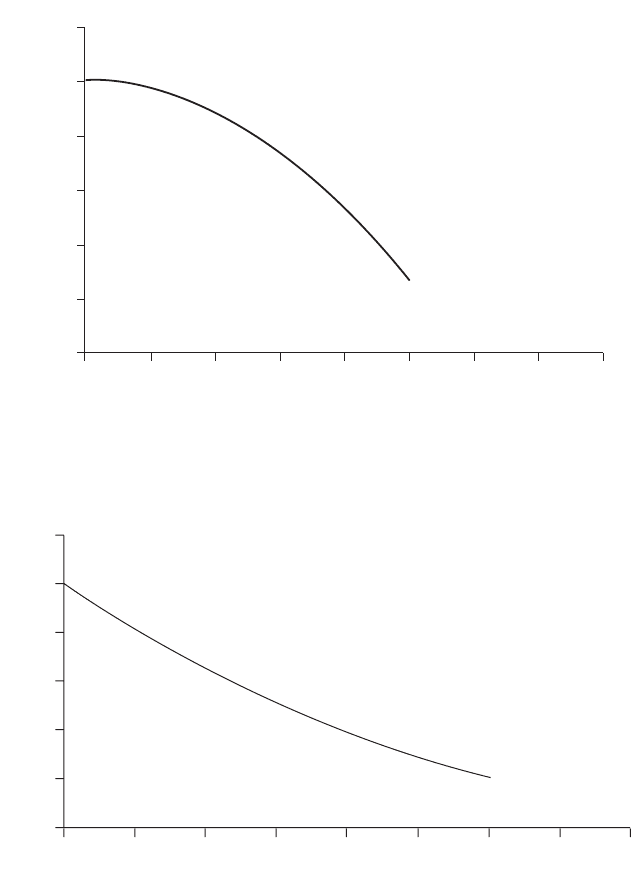
Decreased thickness (calliper) caused by crushing the board induced increased
softness in the board, as can be seen in Figures 11.46 and 11.47. The variation
Flexural stiffness
01020
–50
–40
–30
–20
–10
0
10
30 40 50 60 70 80
Extent of crushing
Loss (%)
Figure 11.46 Effect of crushing on flexural stiffness.
BCT
Extent of crushing (%)
Loss (%)
10
0
–10
–20
–30
–40
–50
0 1020304050607080
Figure 11.47 Effect of crushing on BCT.
356
PAPER AND PAPERBOARD PACKAGING TECHNOLOGY
and trends presented in these figures confirm previous findings as found in the
bibliography.
11.3.3 Boxboard packing line considerations
Corrugated board boxes (RSCs and die-cut blanks) are packed manually, semi-
automatically or fully automatically. The selection of loading method will depend on
the product, the package, the line speed and the capacity needs. The packages can be
either erected and then filled and closed, or formed around the product and closed.
In general, the filling line speed increases from 5–10 packages per minute to
30 packages per minute in a semi-automatic line and on an automatic line at around
one pack per second. To ensure packing line efficiency, the corrugated board
blanks and cases have to meet certain requirements:
•
flatness and structural stability
•
suitability for closure.
11.3.3.1 Flatness of corrugated fibreboard
Corrugated board sheets often exhibit curvature, also referred to as warp or curl
which can cause great difficulty in subsequent converting operations and in box
set-up in the customer’s facility. Hence, flatness or the avoidance of warp is
a major consideration in the corrugating industry.
Since warp varies inversely with board thickness, thin boards like F (1.2 mm),
E (1.7mm) and B (2.8 mm) flute are much more prone to warp than C (4.0 mm)
flute boards. As production of these thinner flutes and corrugator speed have both
increased dramatically, warp has become a much more important issue.
There are different forms of warp:
•
normal warp or curl in both MD and CD
•
twist warp.
Normal warp across or along the sheet is caused mostly by two factors. These
are the differences in both moisture content and hygroexpansivity within or between
liners. Figure 1.24 illustrates various types of curl and twist which can occur with
paper and paperboard.
Hygroexpansivity, induced by the papermaking process, is often ignored in
considerations of warp, but can differ by 50% or more between liners. Control
requires adjusting moisture content to compensate for both differences since
hygroexpansivity cannot be changed on the corrugator.
A well-tuned corrugator can provide adequate warp control for C flutes and
some B flutes, but may fall short of what is needed for thinner flutes.
Curvature along the diagonal of corrugated sheets, usually called twist
warp, can be avoided only by specifying liners with polar angles, as it cannot be