Марисова О.И. Трикотажные рисунчатые переплетения
Подождите немного. Документ загружается.

На основании этого можно сказать, что выход горловины
платины за линию спинки иглы в момент прокладывания не
влияет на длину петли футерной нити /ф. Эта величина должна
быть минимальной, так как она определяет степень отгиба
иглы. Чем больше выход платин, тем дальше за спинку иглы
прокладывается нить, тем больше должна быть отогнута игла 3.
Величина зазора А должна быть больше толщины нити F,
в противном случае нить не будет проложена на иглу. Мини-
мальное значение величины Д соответствует нулевому выходу
горловины платины за спинку иглы. В этом случае горловина
платины в точке В будет расположена на уровне спинки не-
отогнутой иглы (наиболее распространенный случай).
За счет наклонного расположения шенезы прокладывание
нити сопровождается опусканием вдоль стержня игл. Переме-
щение нити вдоль стержня иглы происходит под действием
носика платины. Оно начинается с момента соприкосновения
носика платины с нитью на участках ее перехода из наброска
в протяжку и заканчивается в момент выхода носика платины
из зацепления с иглами. Нить перемещается вдоль стержня
иглы до уровня точек А, А', А" (см. рис. 96). В дальнейшем
она попадает под действие щетки (линии Р'Г, F"I"), которая
опускает ее к старым петлям, произведя заключение.
Таким образом, в процессе выполнения операций проклады-
вания и заключения нить получает вертикальное перемещение
вдоль стержня иглы, равное размеру иглы от точки головки
до точки закрепления в игольной плитке.
Обозначим вертикальный путь нити S.
S = 5i S2,
где — путь, совершенный нитью под действием платин шенезы;
S2 — путь, совершенный нитью под действием ш,етки.
Величина Si определяется условиями прикладывания нити
на иглы машины. Обычно прокладывание считается закончен-
ным, когда нить перешла с крючка на стержень иглы.
Поскольку футерная нить не провязывается в петли, для
нее выполнение этих условий необязательно, поэтому после
взаимодействия с платинами шенезы футерная нить может
остаться на крючке иглы. В дальнейшем она будет переведена
на стержень щеткой в процессе выполнения операции заключе-
ния. Однако необходимо создать такие условия, при которых
будет обеспечено надежное прокладывание нити на крючок
иглы, исключающее ее сбрасывание с иглы во время перехода
от шенезы до щетки.
С этой точки зрения наиболее надежным будет такое поло-
жение нити, когда она расположена ниже горбинки крючка иглы
(точка 7, см. рис. 96), так как благодаря наклону конца крючка
к оси иглы горбинка до некоторой степени фиксирует положе-
ние нити.
Принимая наименьшее расстояние от средней линии нити до
горбинки крючка (с учетом узла), равным толщине нити_ F,
получим
•Si
„„„ = аf,
где а — расстояние от головки иглы до горбинки.
На основании проведенного анализа можно сделать следую-
щие выводы:
1. Операция отбора игл предшествует операциям проклады-
вания нити на иглу и за иглу, незначительно опережая их во
времени.
2. Операции прокладывания нити на иглу и за иглу объеди-
нены во времени и пространстве. Это является положительным
фактором, так как способствует уменьшению протяженности си-
стемы.
3. Величина выхода горловины платин за спинку иглы огра-
ничена величиной возможного отгиба иглы.
4. В момент возврата отогнутой иглы в исходное положение
не происходит изгибания нити между иглой и горловиной пла-
тины. Поэтому величина выхода горловины платины за спинку
иглы не влияет на длину петли футерной нити /ф.
5. Условия прокладывания футерной нити на иглы машины
и раппорт кладки футерной нити являются основными техноло-
гическими факторами, определяющими в конечном счете раз-
меры и]енезы.
6. Радиусы шепезы и щетки зависят от величин вертикаль-
ного перемещения нити в процессе прокладывания Si и заклю-
чения S2. Величины Si и S2 определяются нормальными раз-
мерами иглы.
7. Сокращение радиуса шенезы связано с уменьщением мак-
симального значения раппорта кладки футерной нити и емкости
раппорта рисунка, что сужает технологические возможности
маши)1Ы.
ВВЯЗЫВАНИЕ ФУТЕРНОЙ НИТИ
В ГРУНТ ПЕРЕПЛЕТЕНИЯ НА КРУГЛО-
ВЯЗАЛЬНЫХ МАШИНАХ С ЯЗЫЧКОВЫМИ
ИГЛАМИ
На всех кругловязальных машинах независимо от вида пере-
плетения грунта футерная нить ввязывается по одной технологи-
ческой схеме. Поэтому рассмотрим рабочий процесс машин по-
следних моделей: МС-2, МСПП-16 и МСПН-18, МСН-1, МСН-2.
Технологическую схему рабочего процесса указанных машин
можно представить в виде табл. 23. Эта таблица наглядно по-
называет, что все виды футерованных переплетений можно вы-
рабатывать по одной технологической схеме замков.
Остановимся на рабочем процессе машины МС-2, которая
является машиной широкой специализации и на которой помимо
футерных полотен можно вырабатывать: кулирную и производ-
ную гладь, одинарные фанг и жаккард, комбигладь. В этом за-
ключаются несомненные преимущества машины МС-2 перед ма-
шинами мен и МСПН, специализированными на производстве
только одного вида переплетения.
При исследовании процесса применяется графический метод
анализа. По рабочим чертежам петлеобразующей системы на-
ходятся траектории движения характерных точек иглы и пла-
тины в развертке по диаметру цилиндра на горизонтальную
(рис. 98, а) и вертикальную (рис. 98,6) плоскости.
Для иглы вычерчиваются траектории движений высшей точки
головки иглы, оси и конца язычка, конца крючка; для пла-
тины— точки горловины платины и конца носика. Находится
взаимное перемещение иглы и платины; определяется характер
их взаимодействия с нитью и петлями предыдущего ряда.
Из табл. 23 видно, что процесс вязания производного и прес-
сового футера делится на этапы образования петель на четных
и нечетных иглах машины. Обе части процесса совершенно
идентичны. Поэтому проводится анализ работы только одной
группы игл.
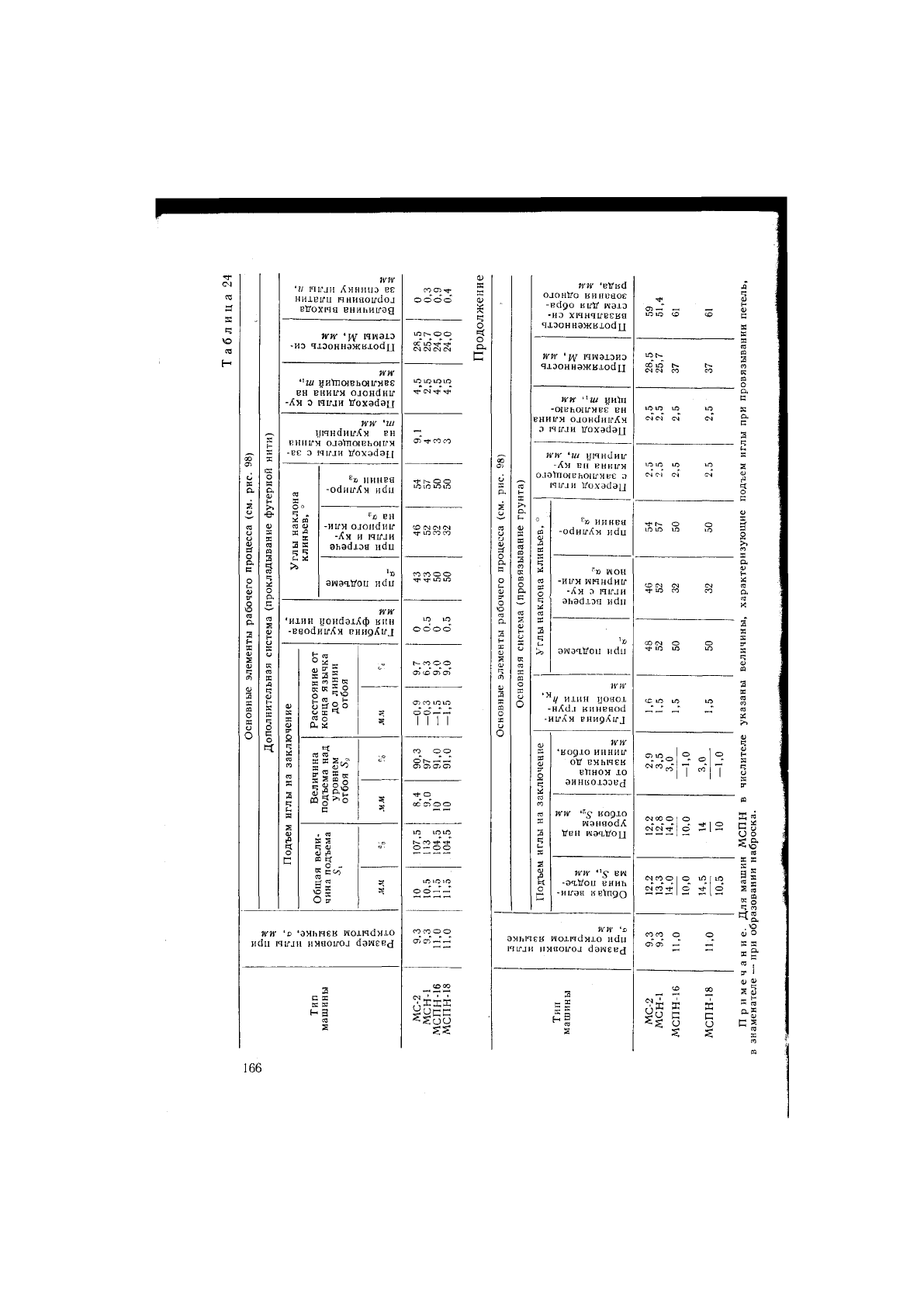
Графический анализ рабочего процесса приведен в книге
для одной машины (МС-2); по остальным машинам на основа-
нии проведенных исследований составлена сравнительная таб-
лица числовых характеристик основных элементов рабочего про-
цесса (табл. 24). Обозначения, принятые в таблице, см. на
рис. 98, а, б.
Для осуществления выборочного прокладывания нити, траек-
тория движения игл разделяется в точке 1 (см. рис. 98,6).
Часть игл для получения нити поднимается на высоту непол-
ного заключения (линия 1—2). Остальные иглы в работу не
включаются, их головки проходят на уровне отбойной плоскости
(линия 1—4).
Поднявшиеся иглы движутся до встречи с провязывающим
клином и, опускаясь, захватывают крючком футерную нить,
идущую от нитеводителя Яф (линия 3—4).
Чтобы обеспечить надежное прокладывание футерной нити
под крючки игл, необходимо фиксировать положение нити под
крючком в точке К (см. рис. 98, а, б) той иглы, головка которой
достигла уровня отбоя. Следовательно, игла должна опуститься
настолько, чтобы точка К была ниже подбородка позади иду-
щей платины.
Как показал опыт эксплуатации машин МСПН-16, при уве-
личении натяжения футерной нити возможен подъем игл на
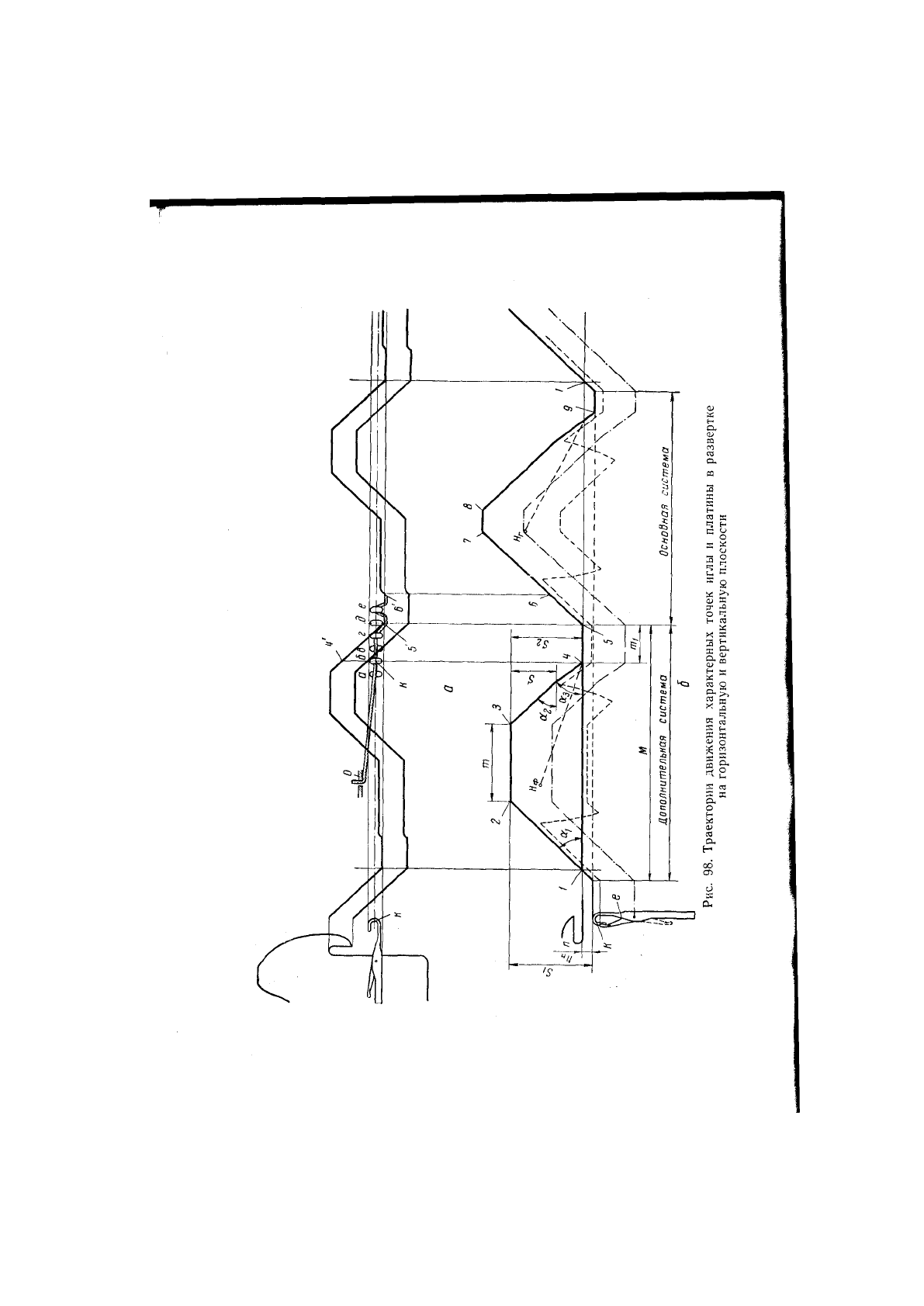
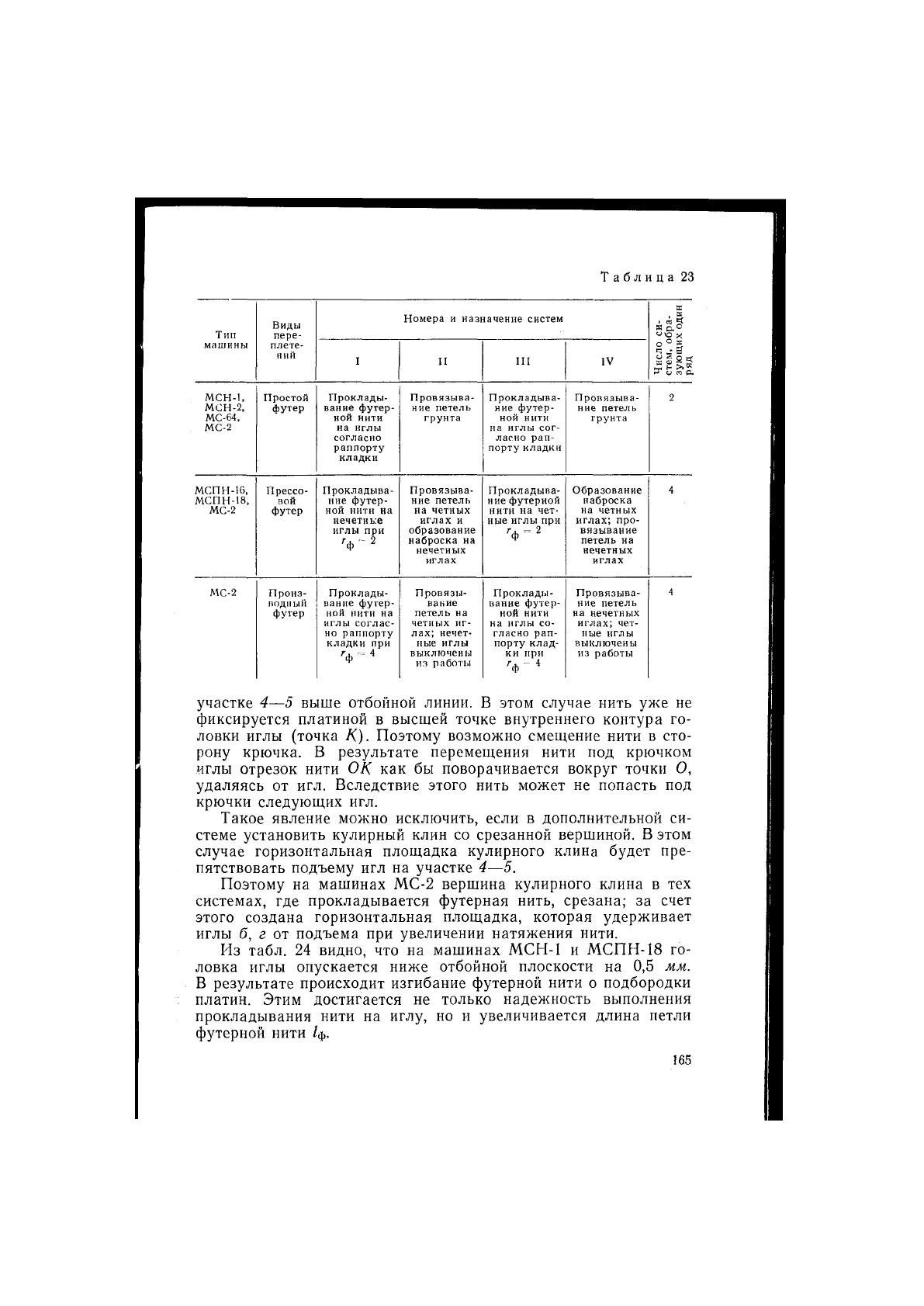
Таблица 23
Тип
машины
Виды
пере-
плете-
ний
Номера и назначение систем
X
. S
, я Ч
я 0,0
OVO X
о
m
о.
Тип
машины
Виды
пере-
плете-
ний
I
II
III
IV
X
. S
, я Ч
я 0,0
OVO X
о
m
о.
МСН-1,
МСН-2,
МС-64,
МС-2
Простой
футер
Проклады-
вание футер-
ной нити
на иглы
согласно
раппорту
кладки
Провязыва-
ние петель
грунта
Прокладыва-
ние футер-
ной нити
на иглы сог-
ласно рап-
порту кладки
Провязыва-
ние петель
грунта
2
МСПН-16,
МСПН-18,
МС-2
Прессо-
вой
футер
Прокладыва-
ние футер-
ной нити на
нечетные
иглы при
^Ф
- 2
Провязыва-
ние петель
на четных
иглах и
образование
наброска на
нечетных
иглах
Прокладыва-
ние футерной
нити на чет-
ные иглы при
'•А " 2
Ф
Образование
наброска
на четных
иглах; про-
вязывание
петель на
нечетных
иглах
4
МС-2
Произ-
подмый
футер
Проклады-
вание футер-
ной нити на
иглы соглас-
но раппорту
кладки при
ч ^^ ^
Провязы-
вание
петель на
четных иг-
лах: нечет-
ные иглы
выключены
из работы
Проклады-
вание футер-
ной нити
на иглы со-
гласно рап-
порту клад-
ки при
г^ - 4
Ф
Провязыва-
нне петель
на нечетных
иглах; чет-
ные иглы
выключены
из работы
4
участке 4—5 выше отбойной линии. В этом случае нить уже не
фиксируется платиной в высшей точке внутреннего контура го-
ловки иглы (точка К). Поэтому возможно смещение нити в сто-
рону крючка. В результате перемещения нити под крючком
иглы отрезок нити ОК как бы поворачивается вокруг точки О,
удаляясь от игл. Вследствие этого нить может не попасть под
крючки следующих игл.
Такое явление можно исключить, если в дополнительной си-
стеме установить кулирный клин со срезанной вершиной. В этом
случае горизонтальная площадка кулирного клина будет пре-
пятствовать подъему игл на участке 4—5.
Поэтому на машинах МС-2 вершина кулирного клина в тех
системах, где прокладывается футерная нить, срезана; за счет
этого создана горизонтальная площадка, которая удерживает
иглы б, г от подъема при увеличении натяжения нити.
Из табл. 24 видно, что на машинах МСН-1 и МСПН-18 го-
ловка иглы опускается ниже отбойной плоскости на 0,5 мм.
В результате происходит изгибание футерной нити о подбородки
платин. Этим достигается не только надежность выполнения
прокладывания нити на иглу, но и увеличивается длина петли
футерной нити /ф.
ч
ю
IVIV
Ч! nirjii Лмнии:) ЕЕ
HHiBifu i4HHaoirdoj
в1?ох1ча BHHhHirag
WW
'ИГ НИЭ1Э
-из чюоннэжвхойц
WW
"ш
виТпсивьонгивг
ЕН BHHIfH OJOHdHir
-Хи
D iqiTjH
iToxadaij
WW Чи
VJnHdnifXM вн
RHHIfM OjatnCHEhOIIJ'M
-EE Э HITJH tfoxadau
a s
^-u iiHiiBa
-odnifXH ndu
Ell
-Hii-H ojofidmr
-Ah и ni/jh
0hadiDa Hdu
awaq-l/ou Hdu
WW
'И1ИИ ^!oнdalAф кип
-BBOdHii-AM BHugXifj
ё
'•Л
^
к
Г0
~
05
5
tfS
о
о
s
Ч
я о
Ci. «
Kt
nj TO
= = Sr.
К
ceo
TO
f
о
э-
WW
'с 'эмычек woj-wdMio
Hdu i4irjH HMQoiroj dawEBd
s s
f-
3
CO C3 -sf
о ООО
m ююю
Ю lO S ю
Ю lO
od oo
t-. CO о о
©XT' a> a>
о
CO
lOUO
о d — —"
I I
1
I
о
сГ о о
Ю U0 ю
»о ю
о о — —
со
со
о о
Уусс
SS
ч
§
о
а.
С
WW
'EtfBd
ojoHl?a винЕяое
-Edpo Klfl!' ИЭ1Э
-из xKHqii-BEBa
ЧJ.эoннэжвlodu
WW
'jy ниахоиэ
ЧJ.DoннaжвxodLI
WW
"w
уи^п
-ШЕьсшгмве вн
EHHifH
ojoHdHirAM
D
nifjH l/oxadau
WW ^ul yiqHdHir
-AH EH EHHifH
o.iah7CKBhoiif>iBe э
iniTjn tfoxadaij
"й ИИ ива
-odnirAH Hdu
'и ион
-И1ГИ
WHHdHir
-Ли a iqirjH
ahadias! Hdn
aiMaifou Hdu
WW
'^ц И1ИН Hoaol
-HAdj BHHEaod
-Hii-AM BHngAirj
WW
'Bogio
HHHHif
of
ЕМЫЧЕВ
вЛнои 10
aHHBOj.oaEd
WW
"''S Hogio
wanaodA
tfBH иэчЬ'ои
WW EW
-aaVou EHHh
-Hifaa KBhigo
WW
'D
эмычЕВ woiHdxio Hdu
i4ifjH HMaoi/oj daiMEBd
Hi
s
ЮЮ
1Л
CM
oo
о
CSCS
d 2:1s
СЧ CO о
CN CO Tf
CO CO
sy с
Sg у
X
с
и
г
Хш
с
g
о о
CJ п
Ц) <и
к
я
О.В
О)
с 5
На машинах МС-2 головка иглы опускается только до
уровня отбоя, поэтому на этой машине процесс протекает при
минимальной длине петли футерной нити. В этом недостаток
машины МС-2.
В точке 4 (см. рис. 98) траектории движения игл объединя-
ются. С этого момента начинается операция прокладывания фу-
терной нити за иглы (линия 4'—5'—6').
На участке 4—5 головки игл движутся на уровне отбойной
плоскости.
Петли предыдущего ряда, или старые петли, находятся под
крючком игл. Футерная нить, захваченная иглами б, г, е, рас-
полагается свободными отрезками над головками игл в, д. Опе-
рация прокладывания нити за иглы или оттяжка футерной нити
состоит в том, что выдвигающиеся платины горловинами отво-
дят футерную нить с пути поднимающихся головок игл в, д
(линия 4'—5'~6'). При подъеме игл носик платины удерживает
футерную нить и старую петлю.
Величина выхода носика платины в этот момент ограничена
размером петли грунта, так как в горловинах платин вместе
с футерной нитью находится петля предыдущего ряда. С умень-
шением класса машины становится больше длина петли и уве-
личивается величина выхода платин (см. табл. 24).
В точке 7 (см. рис. 98, б) все иглы подняты на величину пол-
ного заключения. Футерная нить, проложенная на иглы, вместе
со старыми петлями, переходит на стержень иглы. Далее начи-
нается процесс петлеобразования грунта и все иглы, опускаясь
по провязывающему клину (линия 8—9) получают под крючки
грунтовую нить. В процессе провязывания петель нового ряда
на соответствующих иглах сбрасываются старые петли и на-
бросок футерной нити. На этом заканчивается образование од-
ного полного ряда переплетения.
Там, где футерная нить была проложена за иглы, на петли
нового ряда сбрасываются только старые петли, а футерная
нить располагается в виде протяжки на изнаночной стороне пе-
реплетения.
Таким образом, операции отбора игл, прокладывания нити
на иглу и за иглу, заключения на машинах с язычковыми
иглами разделены во времени и пространстве в отличие от ма-
шин с крючковыми иглами. Разделение операций является от-
рицательным фактором процесса ввязывания футерной нити
в грунт переплетения.
В результате того, что на машинах с язычковыми иглами во
время прокладывания футерной нити головка иглы опускается
ниже отбойной линии, создаются условия, позволяющие изме-
нить длину петли футерной нити /ф.
На основании изложенного можно сделать следующ,ие вы-
воды.
1. На машинах с язычковыми иглами операции ввязывания
футерной нити в грунт переплетения разделены во времени. Это
увеличивает протяженность вязальной системы.
2. Прокладывание грунтовой и футерной нити на иглу про-
исходит одинаково, в то время как участие этих нитей в про-
цессе петлеобразования различно: грунтовая нить провязы-
вается в петли, футерная нить сбрасывается в виде наброска.
Прокладывание футерной нити под крючок иглы является про-
межуточной операцией, занимающей 44,1% от общей протяжен-
ности вязальной системы, необходимой для образования петель-
ного ряда (что следует из табл. 24).
3. Прокладывание футерной нити под крючок иглы с после-
дующим переходом на ее стержень вызывает необходимость
два раза повторять рабочий цикл движения иглы: подъем на
заключение и опускание на провязывание. Это является основ-
ной причиной увеличения протяженности вязальной системы
в 2 раза при переходе на производство футерованных перепле-
тений.
4. Протяженность системы при вязании футера можно со-
кратить изменением технологии прокладывания футерной нити
на иглы и уменьшением рабочего хода иглы в дополнительной
системе.
В настоящее время на машинах с язычковыми иглами длина
петли футерной нити больше, чем на машинах МТ соответствую-
щего класса.
Величина /ф может быть увеличена в два раза против суще-
ствующей за счет большего изгибания футерной нити о под-
бородки платин.
ПРОКЛАДЫВАНИЕ ФУТЕРНОЙ
НИТИ ПРИ СОКРАЩЕННОЙ
ПРОТЯЖЕННОСТИ ВЯЗАЛЬНОЙ
СИСТЕМЫ
На кафедре технологии трикотажного производства ЛИТЛП
имени С. М. Кирова был разработан новый способ ввязывания
футерной нити в грунт переплетения.
Основная цель создания нового рабочего процесса ма-
шины— повысить производительность оборудования и макси-
мально использовать его технологические возможности.
В новом рабочем процессе изменена технология выполнения
операций ввязывания футерной нити в грунт переплетения. Это
дало возможность сократить величины перемещений иглы в про-
цессе петлеобразования.
Такое решение вопроса позволяет поднять производитель-
ность оборудования либо за счет сокращения протяженности
вязальной системы и размещения на машине большего числа
систем, либо за счет уменьшения углов наклона замочных
клиньев и повышения линейной скорости машины.
Новая технология выполнения операций ввязывания футер-
ной нити в грунт переплетения предусматривает производство
простого, производного и прессового футера по одной техноло-
гической схеме замков, что позволит выпускать разнообразный
ассортимент полотен, имея на предприятиях один тип машин.
Ниже даны два варианта технологии ввязывания футерной
нити в грунт переплетения:
первый вариант — прокладывание футерной нити на
иглы машины производится без участия платин*;
второй вариант — прокладывание футерной нити на иглы
машины осуществляется носиками платин и сопровождается
изгибанием нити о стержни игл **.
Основой для разработки обоих вариантов послужила схема
прокладывания футерной нити на язычковые иглы, предложен-
ная профессором А. С. Далидовичем в 1939 г., по которой фу-
терная нить прокладывается непосредственно на стержень иглы
ниже конца язычка.
ПРОСТОЙ ФУТЕР
Схема рабочего процесса машины при производстве простого
футера показана на рис. 99. Грунтовая нить поступает на иглы
машины от нитеводителя Hi, футерная — от питеводителя Яг.
Раппорт кладки футерной нити Гф равен 1 : 3.
Футерная нить прокладывается на иглы машины выборочно,
в соответствии с заданный раппортом кладки, поэтому необхо-
дим отбор игл, который осуществляется разделением траектории
движения игл.
Иглы (например, игла /2), образующие впоследствии на-
броски футерной нити согласно раппорту кладки, поднимаются
на высоту полного заключения (линия 1—2—3). Остальные
иглы поднимаются до уровня, соответствующего надежному от-
крытию язычка (точка 2), а затем движутся по горизонтали
(линия 2—4).
Таким образом, в результате создается зазор между концами
язычков одной группы игл и головками другой. В дальнейшем
будем называть его ниточным зазором. В этот зазор вво-
дится футерная нить в процессе ее прокладывания на иглы и за
иглы машины.
Нить прокладывается на стержень иглы 12 (см. рис. 99,
справа) ниже конца ее язычка и располагается на уровне
* Авт. свид. № 124999, 1959 г.
** Авт. свид. № 136500, 1960 г.
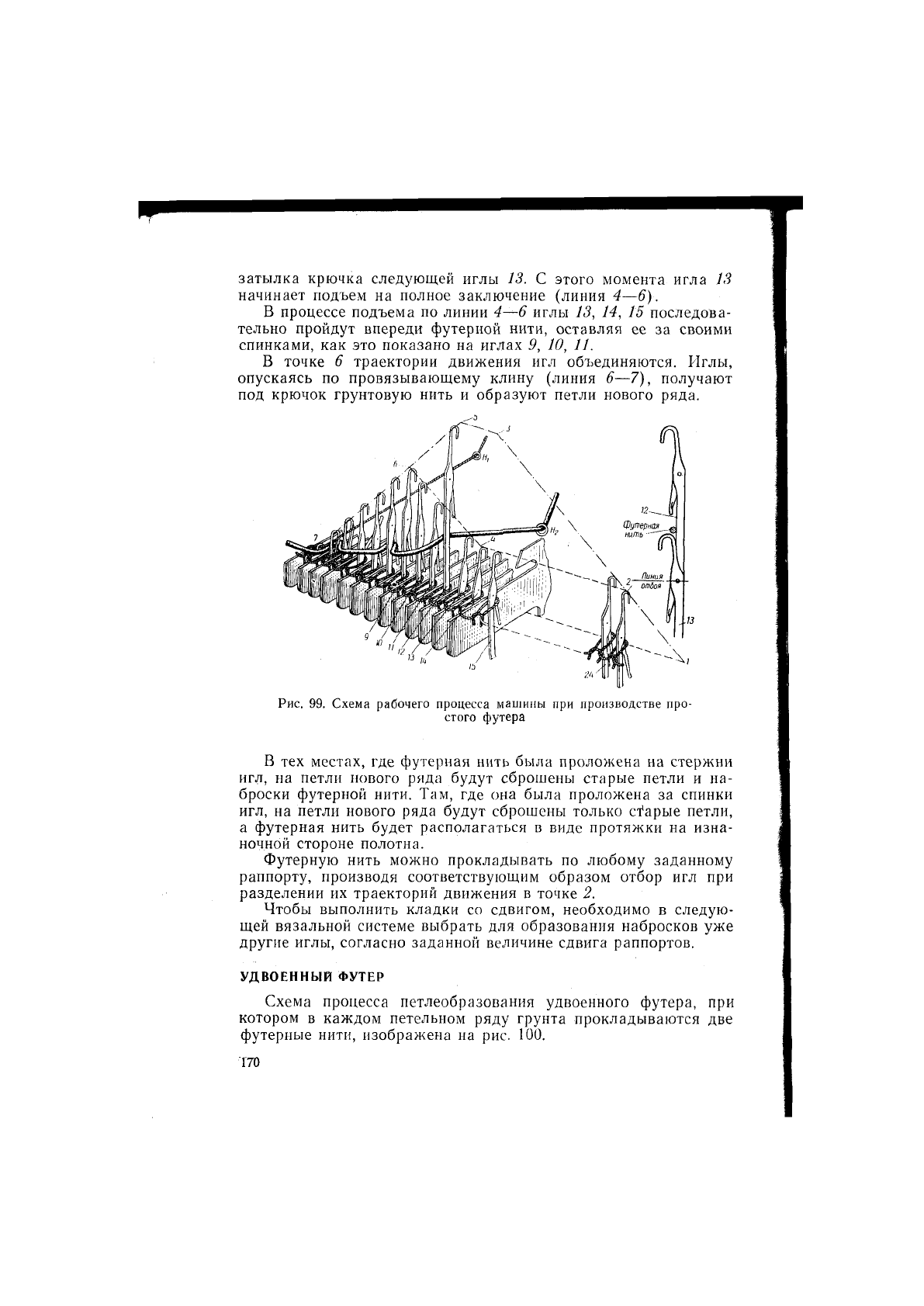
затылка крючка следующей иглы 13. С этого момента игла 13
начинает подъем на полное заключение (линия 4—6).
В процессе подъема по линии 4—6 иглы 13, 14, 15 последова-
тельно пройдут впереди футерной нити, оставляя ее за своими
спинками, как это показано на иглах 9, 10, 11.
В точке 6 траектории движения игл объединяются. Иглы,
опускаясь по провязывающему клину (линия 6—7), получают
под крючок грунтовую нить и образуют петли нового ряда.
Рис. 99. Схема рабочего процесса маи1ины при производстве про-
стого футера
В тех местах, где футерная нить была проложена на стержни
игл, па петли нового ряда будут сброшены старые петли и на-
броски футерной нити. Там, где она была проложена за спинки
игл, на петли нового ряда будут сброшены только старые петли,
а футерная нить будет располагаться в виде протяжки на изна-
ночной стороне полотна.
Футерную нить можно прокладывать по любому заданному
раппорту, производя соответствующим образом отбор игл при
разделении их траекторий движения в точке 2.
Чтобы выполнить кладки со сдвигом, необходимо в следую-
щей вязальной системе выбрать для образования набросков уже
другие иглы, согласно заданной величине сдвига раппортов.
УДВОЕННЫЙ ФУТЕР
Схема процесса петлеобразования удвоенного футера, при
котором в каждом петельном ряду грунта прокладываются две
футерные нити, изображена на рис. 100.