Мархель И.И. Детали машин
Подождите немного. Документ загружается.

§ 1. Общие сведения о сварных соединениях
15.1. Сварка — это технологический процесс получения неразъемного соединения металлических
или неметаллических деталей с применением нагрева (до пластического или расплавленного
состояния), выполненного таким образом, чтобы место соединения по механическим свойствам и
своему составу по возможности не отличалось от основного материала детали.
Основные виды электросварки — дуговая и контактная.
Разновидности дуговой сварки:
• ручная сварка; этот метод сварки отличается низкой производительностью, но легко доступен для
применения;
• полуавтоматическая сварка под слоем флюса; применяется для конструкций с короткими
прерывистыми швами;
• автоматическая сварка под слоем флюса; этот метод сварки высокопроизводителен и
экономичен, дает хорошее качество шва, применяется в крупносерийном и массовом производстве;
Контактная сварка применяется в серийном и массовом производстве при нахлесточном
соединении тонкого листового металла (точечная, роликовая) или при стыковом соединении круглого и
полосового (стыковая сварка).
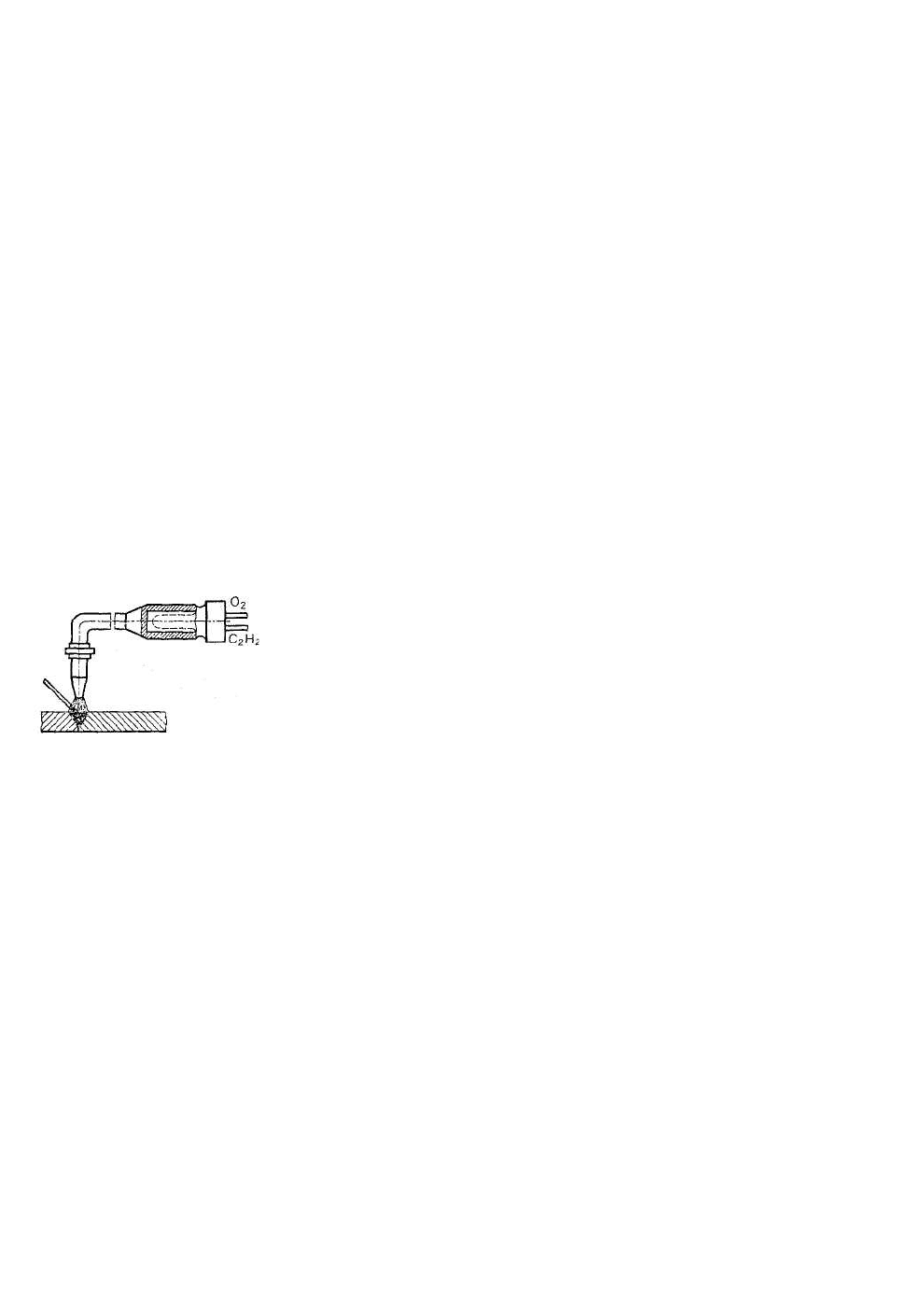
При соединении деталей с помощью сварки плавлением к расплавляемой области подводят
присадочный материал, который заполняет свариваемое место (рис. 15.1). Затвердевший после сварки
металл, соединяющий сваренные детали, называют сварным швом.
При контактной сварке (сварка давлением) присадочный материал не применяют. Контактная сварка
основана на использовании тепла, выделяющегося в месте соприкосновения свариваемых деталей
(например, при прохождении через них электрического тока). Сварка производится с применением
механического давления, под действием которого детали, предварительно нагретые в месте соединения
(контакта) до пластического состояния или оплавления, ЮТ сварной ШОВ.
Рис. 15.1. Получение сварнообразу-го шва газовой сваркой
Технологические процессы различных способов сварки и область их применения рассматриваются в
курсе «Технология металлов и конструкционные материалы».
15.2. Сварным соединением называют неразъемное соединение деталей с помощью сварных швов.
Если в заклепочном соединении соединяющим элементом является заклепка, то в сварных —
расплавленный металл, создающий при остывании неразъемное соединение.
Масса сварных конструкций при тех же габаритах значительно меньше клепаных (на Юн- 15 %).
Экономия металла достигается за счет использования полной площади сечения, а также возможности
более рационального конструирования (например, применения стыковых соединений в тех случаях,
когда при заклепочном соединении приходится применять накладки).
Что понимается под сварным соединением и сварным швом?
15.3. Достоинства и недостатки сварных соединений по сравнению с заклепочными.
Достоинства:
• простота конструкции сварного шва и меньшая трудоемкость в изготовлении;
• значительное снижение массы конструкции при тех же габаритах;
• возможность соединения деталей любых форм;
• герметичность соединения;
• бесшумность технологического процесса сварки;
• возможность автоматизации сварочного процесса;
• сварное соединение дешевле заклепочного. Недостатки:
• возникновение остаточных напряжений в свариваемых элементах;
• коробление деталей;
• недостаточная надежность соединения при значительных вибрационных и ударных нагрузках.
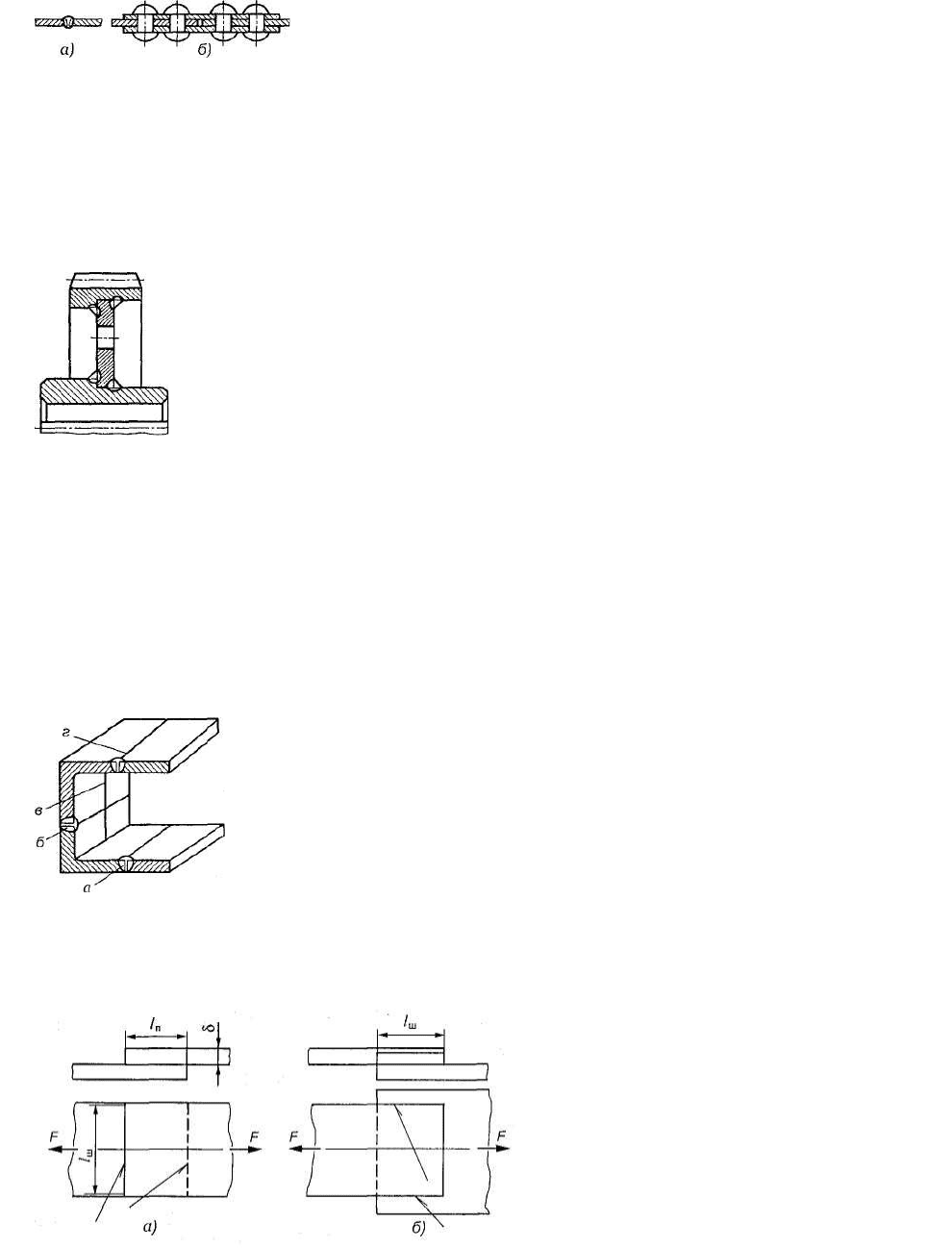
Рис. 15.2
Сравните конструктивное оформление сварного и клепаного соединений (см. рис. 15.2, а и б).
Опишите достоинства этого сварного шва.
15.4. Область применения. В настоящее время сварные соединения почти полностью вытеснили
заклепочные соединения. Сварка применяется для соединения элементов сосудов, испытывающих дав-
ление (резервуары, котлы); для изготовления турбин, доменных печей, мостов, химической аппаратуры;
с помощью сварки изготовляют станины, рамы и основания машин, корпуса редукторов, зубчатые
колеса, шкивы, звездочки, маховики, барабаны и т. д.
Как изготовлено зубчатое колесо, показанное на рис. 15.3?
Рис. 15.3
§ 2. Классификация и разновидности сварных соединений (швов)
15.5. Классификация.
Сварные швы классифицируют по следующим признакам:
• по назначению — прочные (обеспечивают передачу нагрузки с одного элемента на другой);
прочно-плотные (обеспечивают передачу нагрузки герметичность соединения — непроницаемость для
жидкостей и газов);
• по расположению сварного шва в пространстве (рис. 15.4) — нижнее (а); вертикальное (в),
горизонтальное (б); потолочное (г). При всех прочих равных условиях нижний шов самый прочный,
потолочный — наименее прочный (значения прочности указанных выше швов относятся как 1 : 0,85; 0,9
: 0,8).
Рис. 15.4. Виды сварных швов
По взаимному расположению свариваемых элементов различают следующие виды соединений —
стыковые (см. рис. 15.2, а); нахлесточные, лобовые (рис. 15.5, а); фланговые (рис. 15.5, б); с накладками
(рис. 15.6); тавровые (рис. 15.7, а, б); угловые (рис. 15.7 в, г).
Рис. 15.5. Нахлесточное соединение: а — соединение лобовыми швами;
б — соединение фланговыми швами
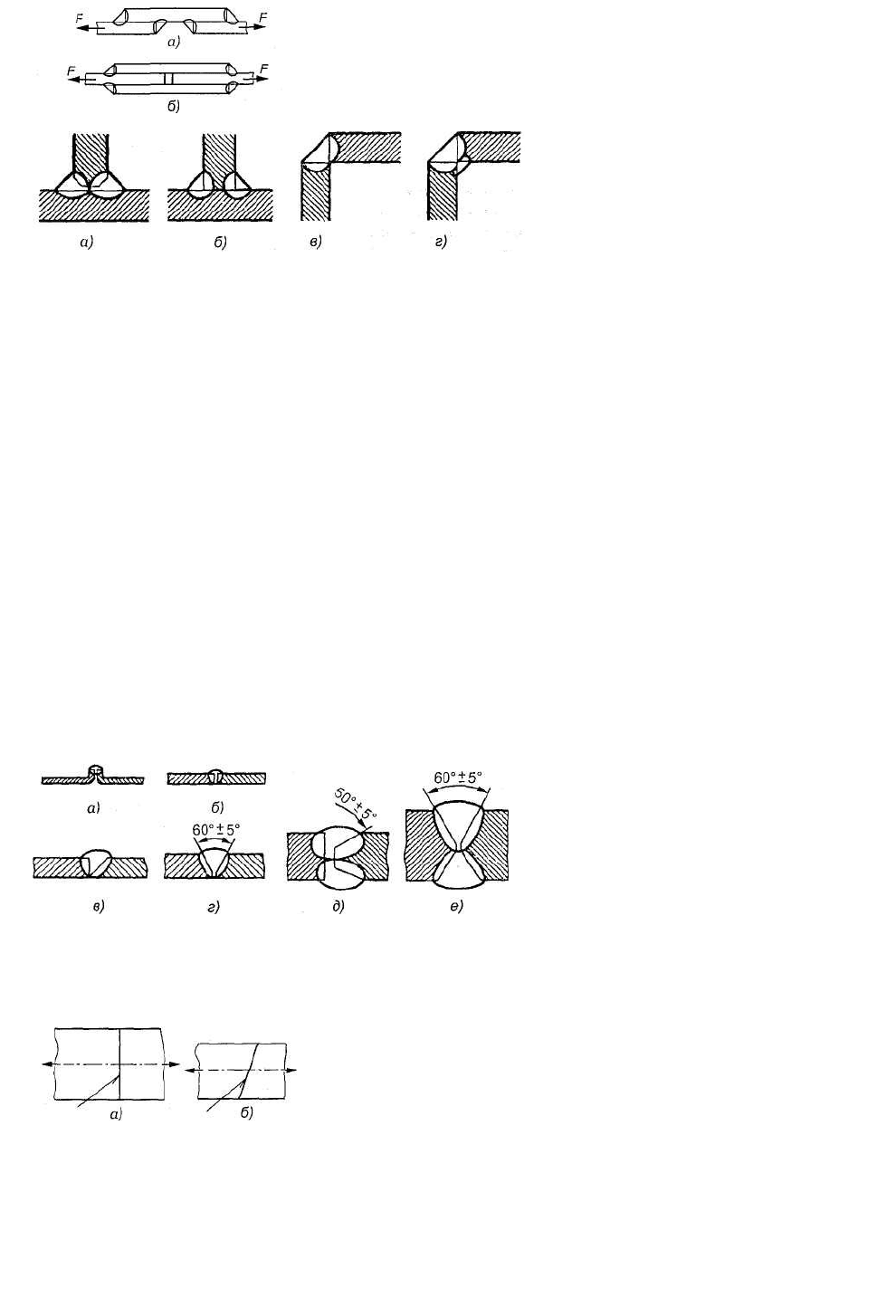
Рис. 15.6. Соединения с накладками
Рис. 15.7. Соединения тавровые и угловые
Стыковые соединения выполняют так называемыми стыковыми швами, а остальные — угловыми.
Почему потолочный шов при всех прочих равных условиях имеет меньшую прочность?
Дайте краткое описание сварных соединений, показанных на рис. 15.2, а, 15.3, 15.5 и 15.7; стыковых
нахлесточных, тавровых, угловых.
15.6. Конструкции стыковых швов.
Стыковые швы имеют преимущественное распространение вследствие простоты конструкции. В
зависимости от толщины свариваемых деталей и обработки кромок стыковые швы делят на следующие
типы:
• шов с отбортовкой кромок (рис. 15.8, а) — рекомендуется для тонколистовых материалов (8 < 2
мм); одна или две кромки деталей отбор-товываются;
• односторонний без скоса кромок (рис. 15.8, б) — шов сваривается без обработки кромок листов
при их толщине 8 < 8 мм;
• односторонний со скосом одной кромки (рис. 15.8, в) — обрабатывается только одна кромка
деталей толщиной 8 < 12 мм;
• односторонний со скосом двух кромок (рис. 15.8, г) — применяется при толщине деталей 8 < 25
мм;
• двусторонний с двумя симметричными скосами одной кромки (рис. 15.8, д) — кромки
обрабатываются у одной детали с двух сторон, толщиной 8 до 40 мм;
• двусторонний с двумя симметричными скосами двух кромок (рис. 15.8, е) — толщина
свариваемых деталей 8 » 60 мм.
Рис. 15.8. Соединения стыковые: а — с отбортовкой;
б — без скоса кромок; в, г, д, е — швы со скосом кромок
Стыковые швы, показанные на рис. 15.9, а, называют прямыми, на рис. 15.9, б — косыми. Косые
стыковые швы применяют для увеличения рабочей длины шва.
Рис. 15.9. Стыковые швы: а — прямой; б — косой
Когда применяют стыковые швы без скоса кромок?
15.7. Конструкция угловых (валиковых) швов.
Угловые швы применяют в нахлесточных соединениях, в соединениях с накладками, в тавровых и
угловых соединениях. По своей прочности они уступают стыковым швам. По профилю поперечного
сечения угловые швы могут быть:
• нормальные (рис. 15.10, а); катет шва принимается равным толщине листа (К= 5);
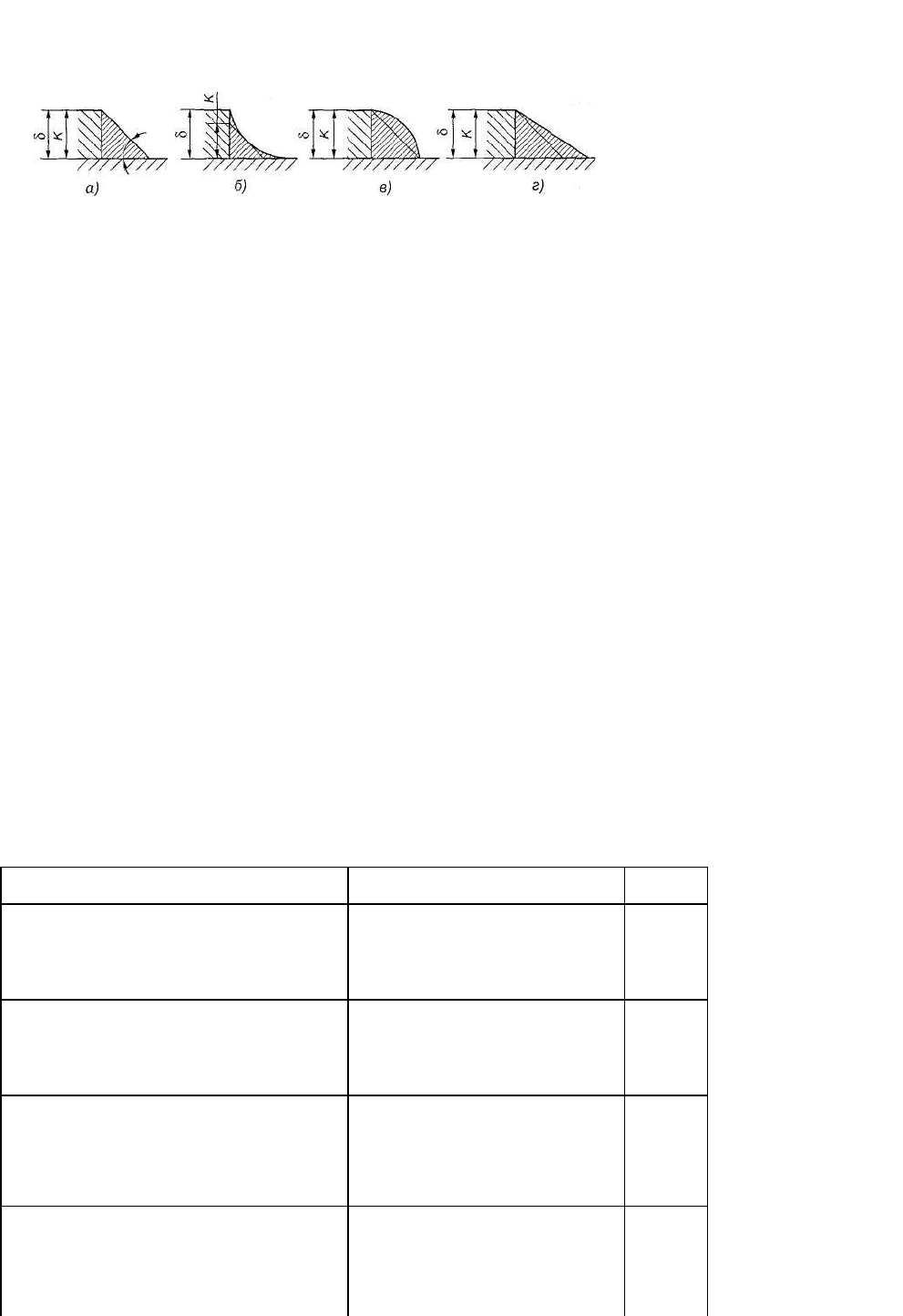
• вогнутые (рис. 15.10, б) с катетом шва К= 0,85;
• выпуклые (рис. 15.10, в);
• специальные (рис. 15.10, г); их профиль представляет нер'авнобед-ренный прямоугольный
треугольник (один из катетов K=δ).
Рис. 15.10. Типы угловых швов: а — нормальный;
б — вогнутый; в — выпуклый; г — специальный
Вогнутые швы повышают стоимость сварного соединения (требуют дополнительной механической
обработки), выпуклые — вызывают повышенную концентрацию напряжений. Наиболее приемлем
нормальный профиль углового шва. Специальные швы применяют при переменных нагрузках.
По расположению шва относительно действующей нагрузки угловые швы конструктивно
разделяют на:
• лобовые, расположенные перпендикулярно к линии действия нагрузки F (см. рис. 15.5, а); длина
лобовых швов не ограничивается;
• фланговые, расположенные параллельно линии действия нагрузки F (см. рис. 15.5, б);
максимальная длина флангового шва принимается /
ш
= (50 * 60)К;
• комбинированные, состоящие из лобовых и фланговых швов.
Определите тип шва у таврового соединения (см. рис. 15.7, б). Какой
профиль у нормального углового шва? Чему равен катет выпуклого шва (см. рис. 15.10, в)?
15.8. Нахлесточные соединения и соединения с накладками сваривают угловыми швами.
По своей прочности нахлесточные соединения уступают стыковым. Их применяют, когда по
конструктивным соображениям стыковые швы при-менить невозможно. Соединения с накладками
применяют, когда сварные швы не обеспечивают необходимой равнопрочности. В конструкциях, под-
верженных действию вибрационных и знакопеременных нагрузок, нахле-сточные соединения и
соединения с накладками применять не рекомендуется (создается значительная концентрация
напряжений).
Для обеспечения нормальных условий работы нахлесточных соединений размер перекрытия шва
(нахлестку) принимают /
п
< 48 (см. рис. 15.5, а). Длину накладок принимают конструктивно.
Можно ли применить лобовой или фланговый шов для получения нахле-сточного соединения и для
соединения с накладками?
15.9. Ответить на вопросы контрольной карточки 15.1.
Контрольная карточка 15.1
Вопрос Ответы Код
Какой способ сварки рекомендуется
приме-
нить для нахлесточного соединения
толстых
стальных листов?
Газовую
Электродуговую
Контактную
1
2
3
Какой вид неразъемного соединения
стальных
деталей имеет в настоящее время
наибольшее
распространение?
Заклепочное
Сварное
Клеевое
4
5
6
Укажите наиболее простую конструкцию
свар-
ного соединения
Нахлесточное
Стыковое
Тавровое
Угловое
С накладками
7
8
9
10
11
Как называется сварный шов, показанный
на
рис. 15.7, б
Угловой фланговый
Угловой лобовой
Угловой
Прорезной
Стыковой
12
13
14
15
16
Какую форму (скос) необходимо
придать
кромкам листов толщиной 15 мм при
стыко-
вом шве?
Скос кромок не нужен
Односторонний скос одной
кромки
Односторонний скос двух
кромок
Двусторонний скос двух кромок
17
18
19
20
§ 3. Расчет сварных стыковых и нахлесточных соединений
15.10. Расчет стыковых соединений.
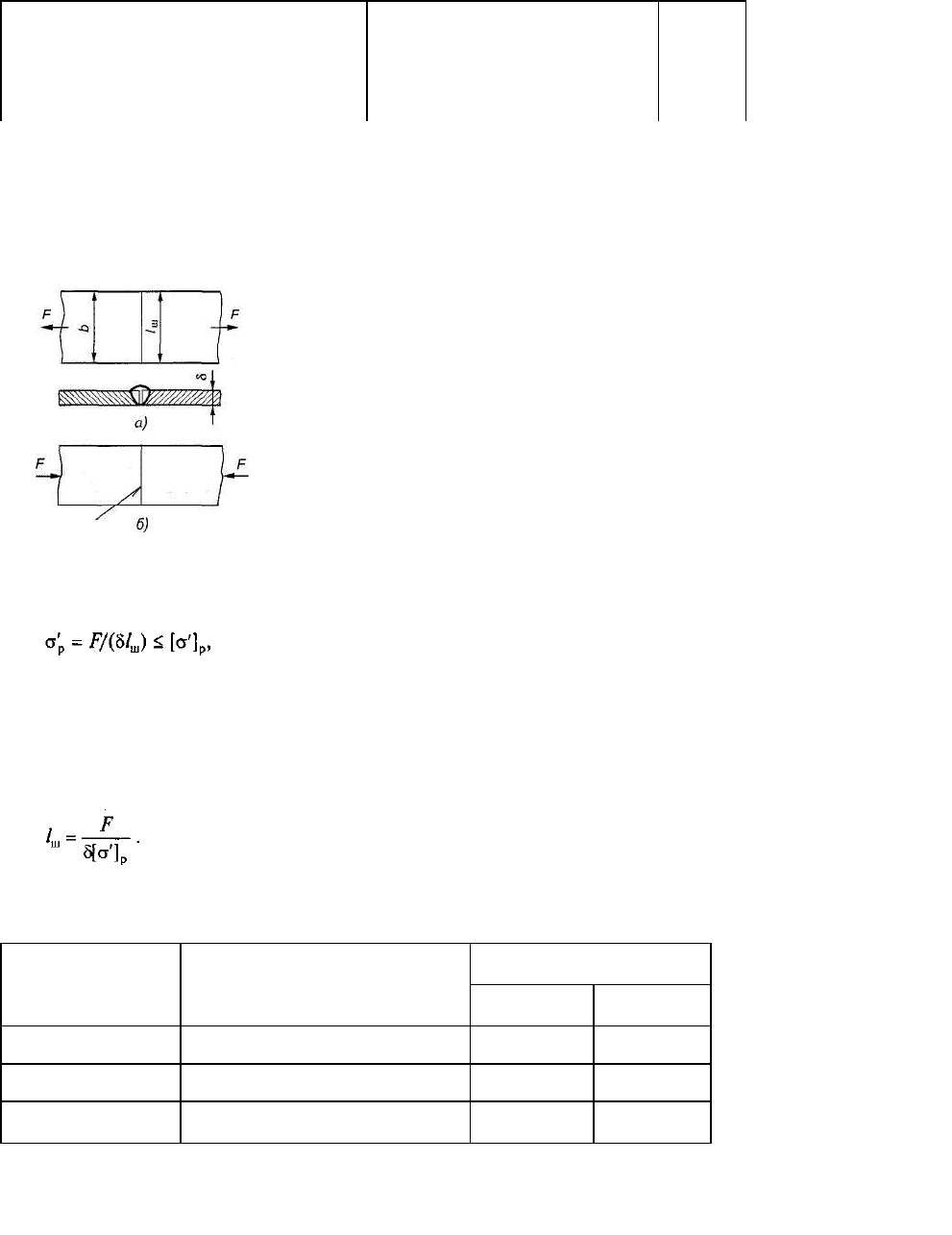
Швы этих соединений работают на растяжение или сжатие в зависимости от направления
действующей нагрузки (рис. 15.11, а и б). Основным критерием работоспособности стыковых швов
является их прочность. Соединение разрушается в зоне термического влияния и рассчитывается по
размерам сечения детали по напряжениям, возникающим в материале детали.
Рис. 15.11. К расчету стыковых соединений
Проверочный расчет прочности шва на растяжение.
Условие прочности:
(15.1)
где σ'
р
, [σ ']
р
— расчетное и допускаемое напряжения на растяжение для
шва (табл. 15.1); F — нагрузка, действующая на шов; δ — толщина детали (толщину шва принимают
равной толщине детали); l
ш
— длина шва.
Проектировочный расчет. Целью этого расчета является определение длины шва.
Исходя из основного условия прочности (15.1), длину стыкового шва при действии растягивающей
силы определяют по формуле
(15.2)
Таблица 15.1. Допускаемые напряжения для сварных соединений деталей из низко- и среднеуглеродистых сталей при
статической нагрузке
Вид деформации,
напряжение
Автоматическая и
полуавтоматическая сварка под
флюсом
Ручная дуговая
электродами
Э50А,
Э42А
Э50, Э42
Растяжение [σ ']
р
[σ ]р [σ ]
P
0,9[σ]
р
Сжатие [ст']
сж
[σ ]р [σ]
р
[σ ]Р
Срез [т']
ср
0,65[σ]
р9
0,65[σ]
р
0,6[σ]
р
На практике встречается случай, когда по расчету l
ш
> b (b — ширина детали). Какое решение следует
принять в этом случае?
15.11. Расчет угловых швов нахлесточных соединений.
При действии осевой растягивающей (или сжимающей) силы считают, что срез угловых швов
происходит по сечению /—/ (рис. 15.12), проходящему через биссектрису прямого угла.
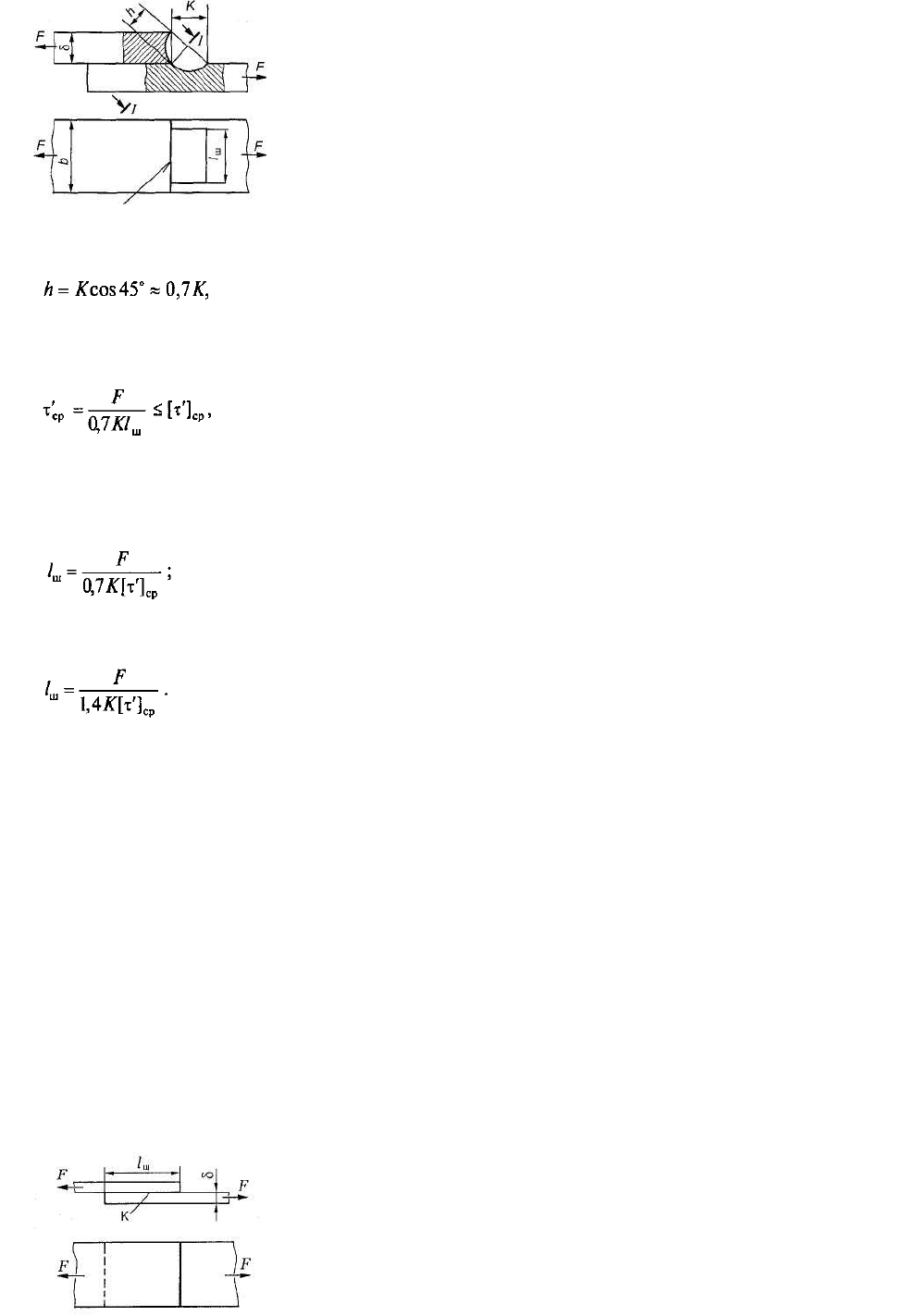
Рис. 15.12. К расчету соединения внахлестку. Лобовой шов
Опасным напряжением считают касательное напряжение и расчет ведут на срез (напряжениями
изгиба пренебрегают). Для нормальных угловых швов длина биссектрисы
(15.3)
где h — длина биссектрисы (высота шва в опасном сечении); К — катет шва (принимается не менее
3 мм).
Проверочный расчет. Условие прочности одностороннего лобового шва на срез:
(15.4)
где τ'
ср
, [τ']
ср
— расчетное и допускаемое напряжения среза для шва (см.
табл. 15.1); l
ш
— длина шва; F — нагрузка, действующая на шов.
Проектировочный расчет. Длину одностороннего лобового углового шва (см. рис. 15.12) при
осевом нагружении определяют по формуле
(15.5)
длина двустороннего лобового углового шва
(15.6)
Фланговые угловые швы (см. рис. 15.5, б) рассчитывают по уравнению (15.6), т. е. аналогично
рассмотренному случаю расчета двустороннего лобового шва. Во фланговых швах нагрузка по длине
шва распределяется неравномерно (по концам шва увеличивается), поэтому длину фланговых швов
стараются ограничить l
ш
< (50 ÷ 60)К.
Почему в формуле (15.4) в знаменателе принято 0,7Kl
ш
?
15.12. Последовательность проектировочного расчета сварных соединений.
1. Выбирают конструкцию шва (стыковой, угловой), вид сварки и марку электродов.
2. Определяют допускаемые напряжения для сварного соединения (см. табл. 15.1).
3. По формулам (15.2), (15.5), (15.6) определяют длину шва.
4. Вычерчивают сварное соединение и уточняют размеры соединяемых
деталей. ' ' ,
§ 4. Краткие сведения о клеевых соединениях
15.12. В настоящее время все шире применяют неразъемные соединения металлов и
неметаллических материалов, получаемые склеиванием. Наибольшее применение получили клеевые
соединения внахлестку (рис. 15.14), реже — встык. Клеевые соединения позволили расширить диапазон
приме-
Рис. 15.14. Клеевое соединение внахлестку

нения в конструкциях машин сочетаний различных неоднородных материалов — стали, чугуна,
алюминия, меди, латуни, стекла, пластмасс, резины, кожи и т. д.
Применение универсальных клеев типа БФ, ВК, МПФ и других (в настоящее время употребляют
более ста различных марок клеев) позволяет довести прочность клеевых соединений до 80 % по
отношению к прочности склеиваемых материалов. На прочность клеевых соединений влияют характер
действующих на соединение нагрузок, марка клея, конструкция соединения, технология склеивания,
условия эксплуатации.
15.13. Достоинства и недостатки клеевых соединений.
Достоинства:
• простота получения неразъемного соединения и низкая стоимость работ по склеиванию;
• возможность получения неразъемного соединения разнородных материалов любых толщин;
• отсутствие коробления получаемых деталей;
• герметичность и коррозионная стойкость соединения;
• значительно меньшая, чем при сварке, концентрация напряжений.
Недостатки:
• уменьшение прочности соединения с течением времени («старение»);
:
• низкая теплостойкость большинства марок клеев.
Можно ли надежно склеить такие материалы: сталь—сталь, сталь—алюминий, сталь—
стеклотекстолит, сталь—мрамор, сталь—текстолит?
15.14. Область применения. Клеевые соединения широко применяют в самолетостроении, при
изготовлении режущего инструмента, электро- и радиооборудования, в оптической и
деревообрабатывающей промышленности, строительстве, мостостроении. В настоящее время созданы
некоторые марки клеев на основе полимеров, удовлетворительно работающих при температуре до
1000°.
Можно ли применить клеевые соединения для узлов, работающих при температуре 600 °С?
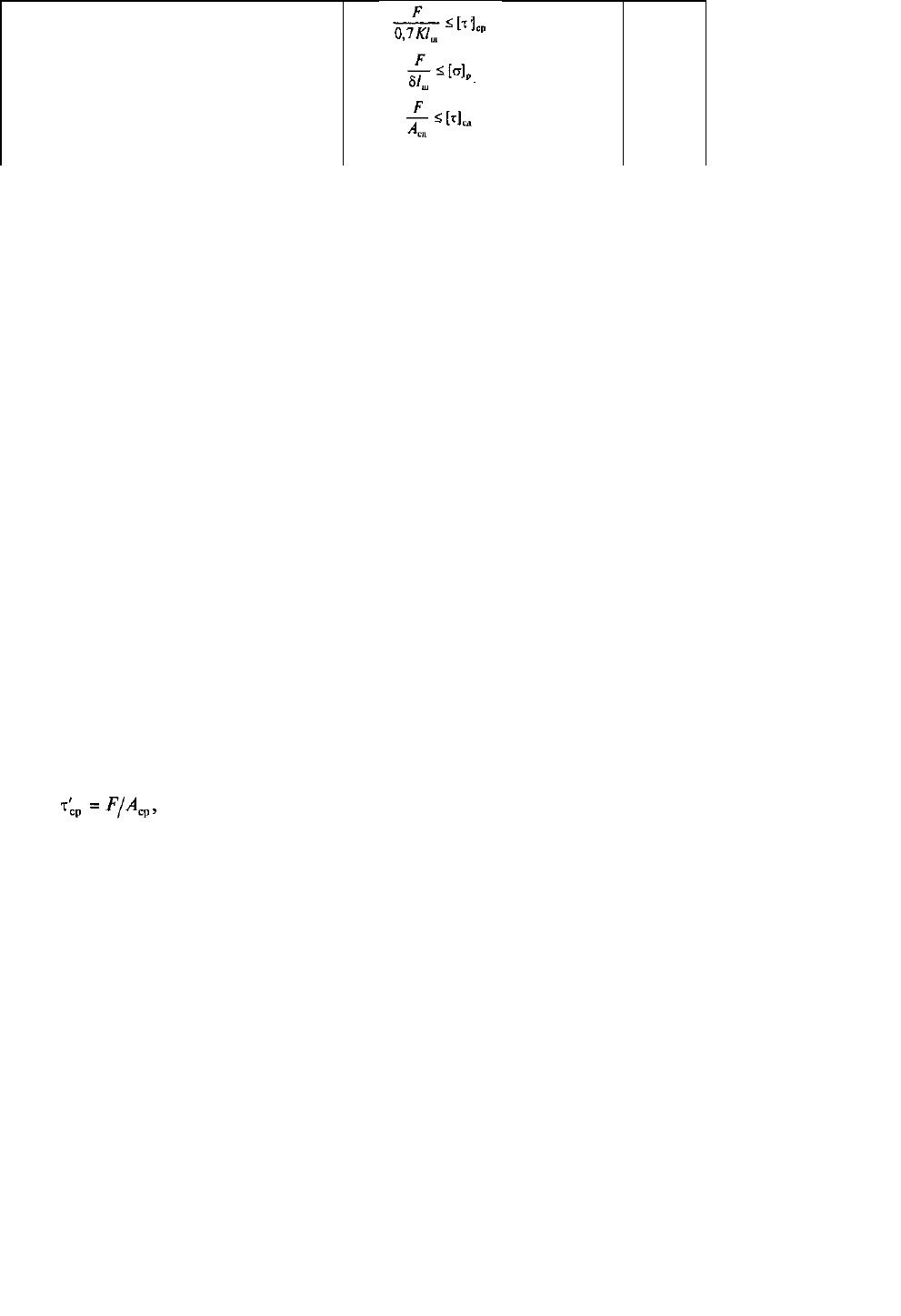
15.15. Расчет клеевых соединений на прочность. Соединения внахлестку. При действии
растягивающей или сжимающей силы F (рис. 15.14) расчет производят на сдвиг (срез) по формуле
(15.7)
где τ
сд
и [τ]
сд
— расчетное и допускаемое напряжения на сдвиг; [τ]
сд
= 10 ÷ 25 МПа для
карбонильного клея, [τ]
сд
= 4,5 ÷ 7,0 МПа для клея группы БФ; F — нагрузка, действующая на
соединение; А
са
— площадь сдвига (среза).
Чем отличается расчет клеевых соединений внахлестку и встык при действии
растягивающей силы?
15.17. Ответить на вопросы контрольной карточки 15.2,
Контрольная карточка 15.2
Вопрос Ответы Код
При склеивании каких материалов легко
обеспечивается условие: прочность соединения
больше, чем прочность склеиваемых ма-
териалов?
Металлов
Металла с неметаллом
Неметаллов
1
2
3
Как рассчитывают сечение — (рис. 15.12)
сварного углового шва?
На разрыв и на срез
Только на срез
Только на разрыв
4
5
6
Чему равно допускаемое напряжение для
на-хлесточного шва при действии осевой
растягивающей силы, выполненного ручной
дуговой сваркой электродом марки Э50?
7
8
9
10
По какой формуле определяют длину
фланговых сварных швов? 11
12
13
Назовите формулу проверочного расчета
для
стыкового клеевого соединения
14
15
16
Ответы на вопросы
15.2. Сварное соединение — неразъемное соединение деталей с помощью сварных швов. Сварной
шов — затвердевший после сварки металл, соединяющий свариваемые детали.
15.3. Показанный на рис. 15.2, а сварной шов — стыковой (отсутствие накладок и выступающих
головок заклепок снижает массу сварной конструкции по сравнению с клепаной); на рис. 15.2, б показан
заклепочный стыковой шов.
15.4. Зубчатый венец колеса приваривается к ступице (рис. 15.3) с последующим фрезерованием.
15.5. Потолочный шов имеет сравнительно меньшую прочность ввиду того, что условия выполнения
этого шва менее благоприятны, чем нижнего, горизонтального, вертикального швов (потолочный шов
расположен над электродами и руками рабочего).
Рис. 15.2, а — стыковое соединение; соединяемые элементы являются продолжением один другого
(сварку производят по торцам);
Рис. 15.5 — нахлесточные соединения; боковые поверхности соединяемых элементов перекрывают
одна другую;
Рис. 15.3, 15.7, а, б — тавровые соединения; соединяемые элементы перпендикулярны один к
другому (один элемент торцом приваривается к боковой поверхности другого);
Рис. 15.7, в, г — угловые соединения; соединяемые элементы перпендикулярны (или наклонны)
один к другому (свариваются по кромкам).
15.6. Стыковой шов без скоса кромок применяют при сварке деталей толщиной 5 до 8 мм.
15.7. Шов, показанный на рис. 15.7, б — угловой. Профиль нормального углового шва —
равнобедренный треугольник. На рис. 15.12, в катет шва К=δ.
15.8. Для нахлесточного соединения и соединения с накладками лобовые и фланговые угловые швы
применять можно.
15.10. При l
ш
> b следует применять стыковой косой шов (см. шаг 15.6).
15.11. Исходная формула для определения расчетного напряжения для одностороннего лобового
углового шва
(15.8)
где F — нагрузка, действующая на шов; А
ср
— площадь опасного сечения углового шва.
Для данного случая (см. рис. 15.12) А
ср
= hl
ш
. Так как h = 0,7Кl
ш
(см. шаг 15.11), то А
ср
= 0,7К1
ш
.
15.13. Можно.
15.14. Можно.
15.15. Клеевые соединения внахлестку рассчитывают по условию прочности на сдвиг, а соединения
встык — на растяжение.
Коды правильных ответов на вопросы контрольных карточек
Введение
К.К. 0.1. Код- 5; 7 и 8; 11; 12 и 13; 17; 18
Глава 1
К.К. 1.1. Код- 3; 8; 13; 17; 19
К.К. 1.2. Код-4; 7; 10; 14; 18
Глава 2
К.К. 2.1. Код- 2; 6; 8; 10; 15
К.К. 2.2. Код- 2; 5; 11; 14; 16
К.К. 2.3. Код-2; 6; 7; 10; 13

Глава 3
К.К. 3.1. Код - 1;5;7; 12; 15
К.К. 3.2. Код –1;6; 10; 16; 18
К.К. 3.3. Код –3; 6; 10; 12; 15
К.К. 3.4. Код –2; 5; 10; 12; 16 и 18
К.К. 3.5. Код –5; 7; 12; 19; 22 и 25
К.К. 3.6. Код –2; 5; 9; 11; 15
К.К. 3.7. Код –1; 6; 8; 9; 12
К.К. 3.8. Код –4; 6; 10; 16; 19
К.К. 3.9. Код –3;6;9; 11; 17
К.К. 3.10. Код - 4; 6; 9; 14; 19
К.К. 3.11. Код -3;7; 11; 12; 18
К.К. 3.12 Код- 3; 4; 6; 10; 13
Глава 4
К.К. 4.1. Код-3; 4; 8; 14; 16; 22
Глава 5
К.К. 5.1. Код - 4; 7; 10; 15; 18, 21
К.К. 5.2. Код - 2; 5 и 6; 9 и 10; 13; 19
Глава 6
К.К. 6.1. Код- 3; 4; 7; 9; 11
К.К. 6.2. Код- 3; 5; 9; 12; 16
К.К. 6.3. Код- 1; 5; 7; 11; 15
К.К. 6.4. Код - 4; 5; 8; 14; 17
Глава 7
К.К. 7.1. Код- 1; 4; 9; 12; 14
К.К. 7.2. Код - 3; 7; 10; 14; 19
Глава 8
К.К. 8.1. Код- 3;4; 9; 12; 15
К.К. 8.2. Код- 1; 7; 11; 14 и 15; 16
Глава 9
К.К. 9.1. Код- 3; 7; 9; 13-15; 18
Глава 10
К.К. 10.1. Код - 4; 9; 12; 14; 16 и 17
Глава 11
К.К. 11.1. Код- 3; 6; 11; 14; 19
К.К. 11.2. Код-4; 6; 9; 13; 16
К.К. 11.3. Код- 2; 4; 5; 8; 10; 17
Глава 12
К.К. 12.1. Код - 1; 2; 5; 8; 9; 12; 14 и 15
К.К. 12.2. Код - 2 и 3; 8; 13; 15; 17; 19
Глава 13
К.К. 13.1. Код- 2; 5; 9; 13; 15
К.К. 13.2. Код - 2; 4; 9; 13; 17
Глава 14
К.К. 14.1. Код-2; 3; 7; 8; 15; 16
К.К. 14.2. Код — 2; 7; 11; 12; 14 и 15; 18 и 19 (принимаем большее из полученных значений)

Глава 15
К.К. 15.1. Код- 1; 2; 5; 8; 14; 19
К.К. 15.2. Код - 2; 3; 5; 10; 13; 15