Мальцев М.В. Металлография промышленных цветных металлов и сплавов
Подождите немного. Документ загружается.

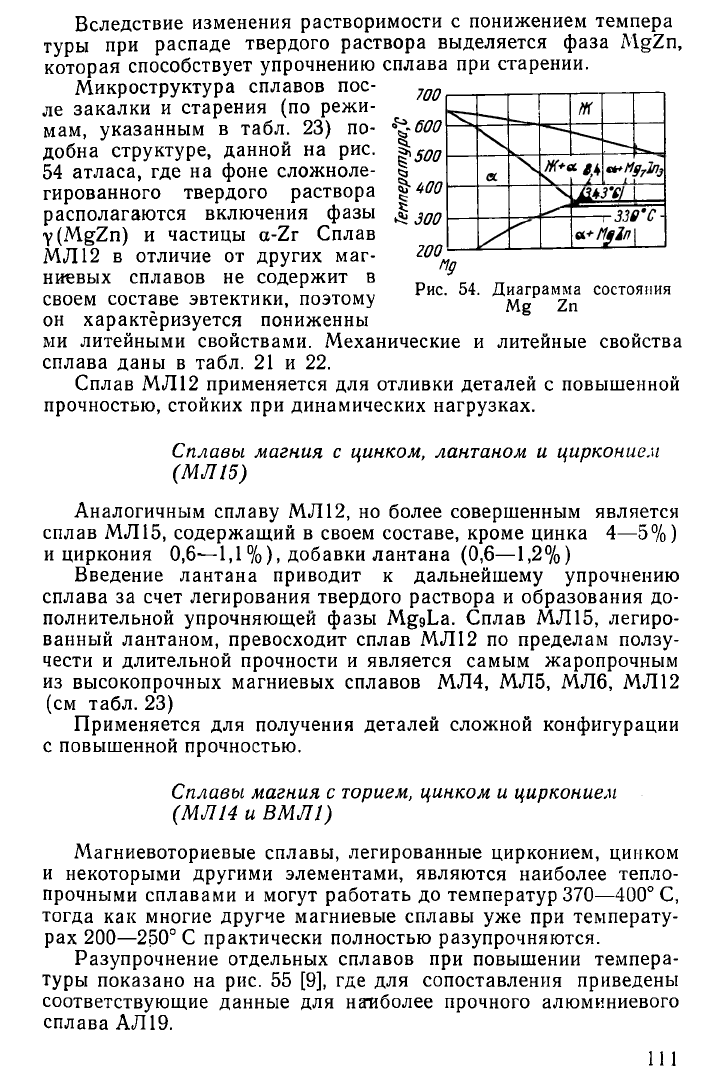
Вследствие изменения растворимости с понижением темпера
туры при распаде твердого раствора выделяется фаза MgZn,
которая способствует упрочнению сплава при старении.
Микроструктура сплавов пос
ле закалки и старения (по режи
мам, указанным в табл. 23) по
добна структуре, данной на рис.
54 атласа, где на фоне сложноле
гированного твердого раствора
располагаются включения фазы
Y(MgZn) и частицы a-Zr Сплав
МЛ 12 в отличие от других маг
ниевых сплавов не содержит в
своем составе эвтектики, поэтому
он характеризуется пониженны
ми литейными свойствами. Механические и литейные свойства
сплава даны в табл. 21 и 22.
Сплав МЛ12 применяется для отливки деталей с повышенной
прочностью, стойких при динамических нагрузках.
Сплавы магния с цинком, лантаном и цирконием
(МЛ15)
Аналогичным сплаву МЛ 12, но более совершенным является
сплав МЛ15, содержащий в своем составе, кроме цинка 4—5%)
и циркония 0,6-—1,1 %), добавки лантана (0,6— 1,2%)
Введение лантана приводит к дальнейшему упрочнению
сплава за счет легирования твердого раствора и образования до
полнительной упрочняющей фазы MggLa. Сплав МЛ15, легиро
ванный лантаном, превосходит сплав МЛ 12 по пределам ползу
чести и длительной прочности и является самым жаропрочным
из высокопрочных магниевых сплавов МЛ4, МЛ5, МЛ6, МЛ 12
(см табл.23)
Применяется для получения деталей сложной конфигурации
с повышенной прочностью.
Сплавы магния с торием, цинком и цирконием
(МЛ 14 и ВМЛ1)
Магниевоториевые сплавы, легированные цирконием, цииком
и некоторыми другими элементами, являются наиболее тепло
прочными сплавами и могут работать до температур 370—400° С,
тогда как многие другие магниевые сплавы уже при температу
рах 200—250° С практически полностью разупрочняются.
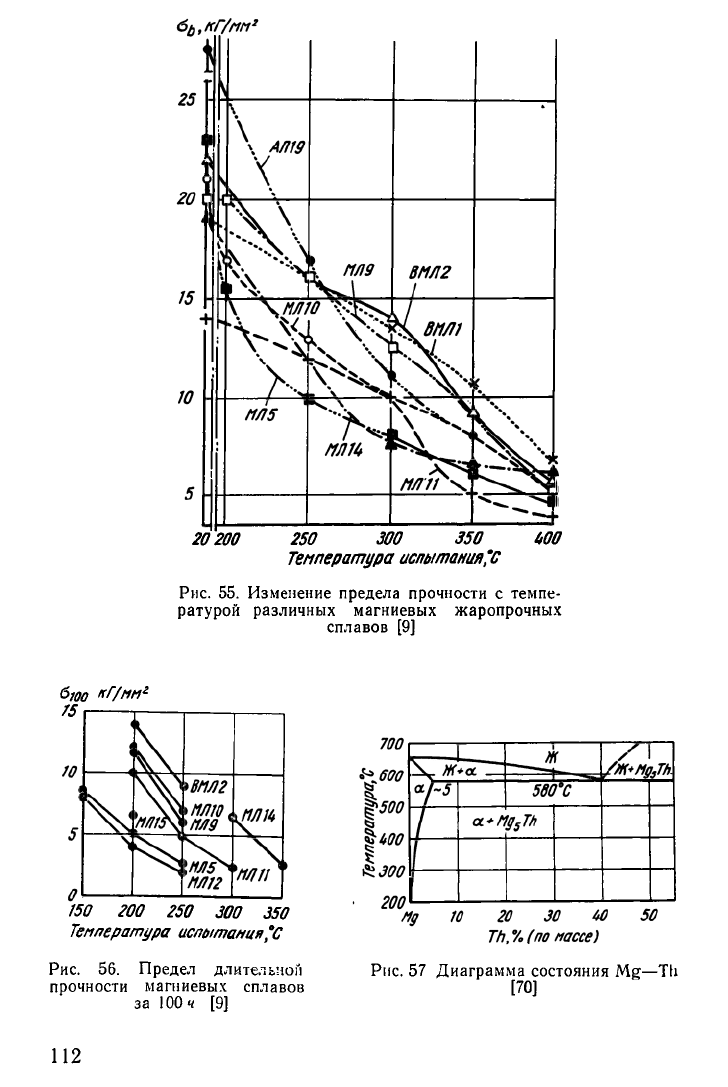
Разупрочнение отдельных сплавов при повышении темпера
туры показано на рис. 55 [9], где для сопоставления приведены
соответствующие данные для наиболее прочного алюминиевого
сплава АЛ19.
700
600
%
|'500
§
Ъ м о
t
* 300
200
Мд
Рис. 54. Диаграмма состояния
Mg Zn
in
20200 250 300 350 400
Температура испытания *C
Рис. 55. Изменение предела прочности с темпе
ратурой различных магниевых жаропрочных
сплавов [9]
бюо к Г/мм1
/5
150 200 250 300 350
Температура испытания °С
Рис. 56. Предел длительной
прочности магниевых сплавов
за 100 ч [9]
Рис. 57 Диаграмма состояния Mg—Th
[70]
112
Характерной особенностью магниевоториевых сплавов яв
ляется также их высокое сопротивление ползучести. По показа
телям жаропрочности при температурах 300—400° С они превос
ходят все известные магниевые и алюминиевые сплавы (рис. 56)
Основной упрочняющей фазой в этих сплавах является хими
ческое соединение Mg5Th, имеющее высокую твердость
[Н\л = 306 кГ мм2] и жаропрочность.
Цинк и цирконий в основном находятся в твердом растворе
и упрочняют основу сплава. Согласно диаграмме состояния
Mg Th, данной на рис. 57 [76], при содержании тория более
4—5% в сплавах образуется эвтектика а + Mg5Th.
Микроструктура сплавов магния с различным содержанием
тория показана на рис. 58 атласа.
Сплав магния с торием рекомендуется для отливки высокона
груженных деталей, работающих при температурах 300—350° С.
2. Деформируемые магниевые сплавы
Деформируемые магниевые сплавы достаточно широко при
меняют в различных областях техники. Легирующими добавка
ми служат марганец, алюминий, цинк, цирконий, неодим, торий,
кальций и др. Взаимодействие этих элементов с магнием пока
зано на диаграммах состояния, приведенных в приложении III
На рис. 58 показано влияние отдельных легирующих добавок
на упрочнение магния при различных температурах.
Для повышения коррозионной стойкости и измельчения зерна
в слитках в сплавы, кроме указанных добавок, вводят цирконий.
Химический состав и применение деформируемых магниевых
сплавов даны в табл. 24 [77 90].
В табл. 25 и 26 приведены физические и механические свой
ства промышленных деформируемых сплавов.
Сплавы предназначаются для производства деформируемых
полуфабрикатов различными методами обработки давлением
По данным С. И. Губкина и Е. М. Савицкого [78], магний и
его сплавы обладают высокой пластичностью в интервале темпе
ратур 350—450° С, если они были предварительно деформирова
ны (например прессованием Но даже и литые сплавы в этом
интервале температур при небольших скоростях деформации до
пускают весьма высокие степени обжатия (60—75% )
К магниевым сплавам применимы все виды обработки давле
нием прессование, ковка, прокатка и т д. Прессование магние
вых сплавов производится при 300—400° С,
ковка— в интервале
температур 200—420° С, горячая прокатка в зависимости от
состава при 250—500° С. Материалом для прокатки могут быть
слитки и подпрессованная заготовка в виде полос или плит
Листы магниевых сплавов подвергаются также холодной
прокатке. Холодная деформация приводит к значительному на
клепу, для снятия которого сплавы подвергают отжигу.
8 Заказ 1024
из
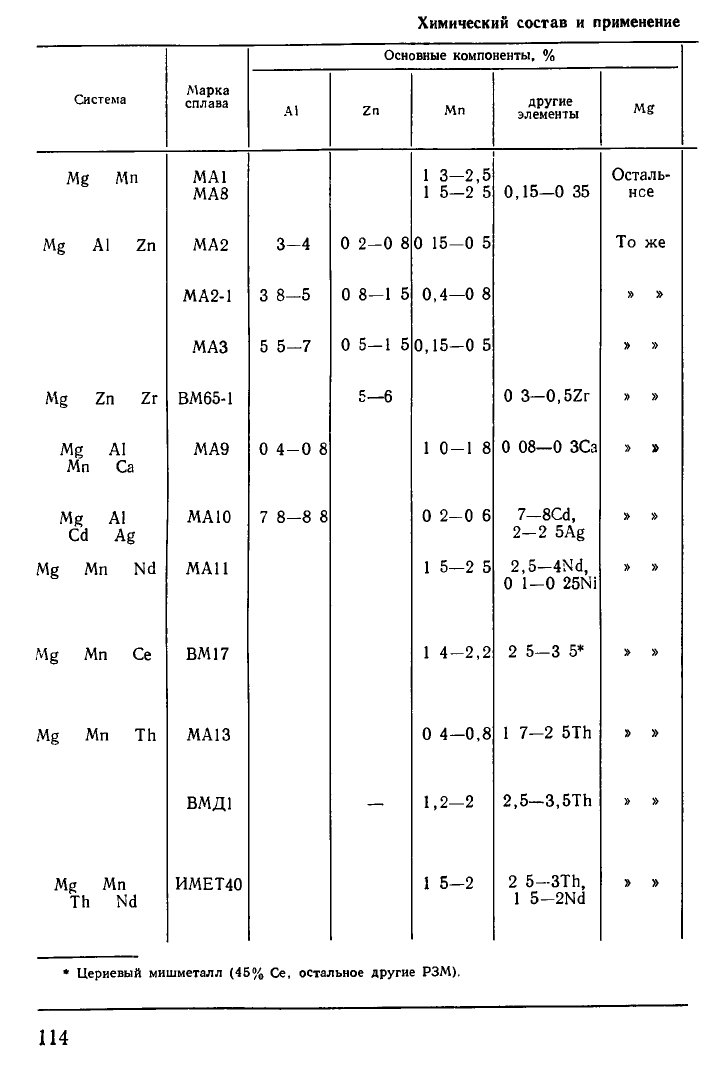
Химический состав и применение
Система
Марка
сплава
Основные компоненты, %
А1
Zn
Мп
Другие
элементы
Mg
Mg Мп
MAI
1 3-2,5
Осталь
MA8
1 5-2 5
0,15—0 35
ное
Mg Al Zn MA
2
3-4
0 2 - 0 8
0 15-0 5
To же
MA2-1
3 8-5
0 8-1 5
0,4—0 8
» »
МАЗ
5 5-7
0 5-1 5
0,15-0 5
» »
Mg Zn Zr BM65-1
5—6
0 3 -0 ,5Zr
» »
Mg Al
MA9 0 4-0 8
1 0-1 8
0 08—0 ЗСа
» »
Mn Ca
Mg Al
МАЮ 7
8- 8 8
0 2-0 6
7—8Cd,
» »
Cd Ag
2-2 5Ag
Mg Mn Nd
МАП
1 5-2 5
2,5—4Nd, » »
0 1-0 25Ni
Mg Mn Ce
ВМ17
1 4-2,2
2 5-3 5*
» »
Mg Mn Th
МА13
0 4-0,8
1 7-2 5Th
» »
ВМД1
—
1,2-2
2,5—3,5Th
» »
Mg Mn
ИМЕТ40
1 5-2
2 5—3Th, » »
Th Nd
1 5—2Nd
* Цериевый мишметалл (45% Се, остальное другие РЗМ).
114
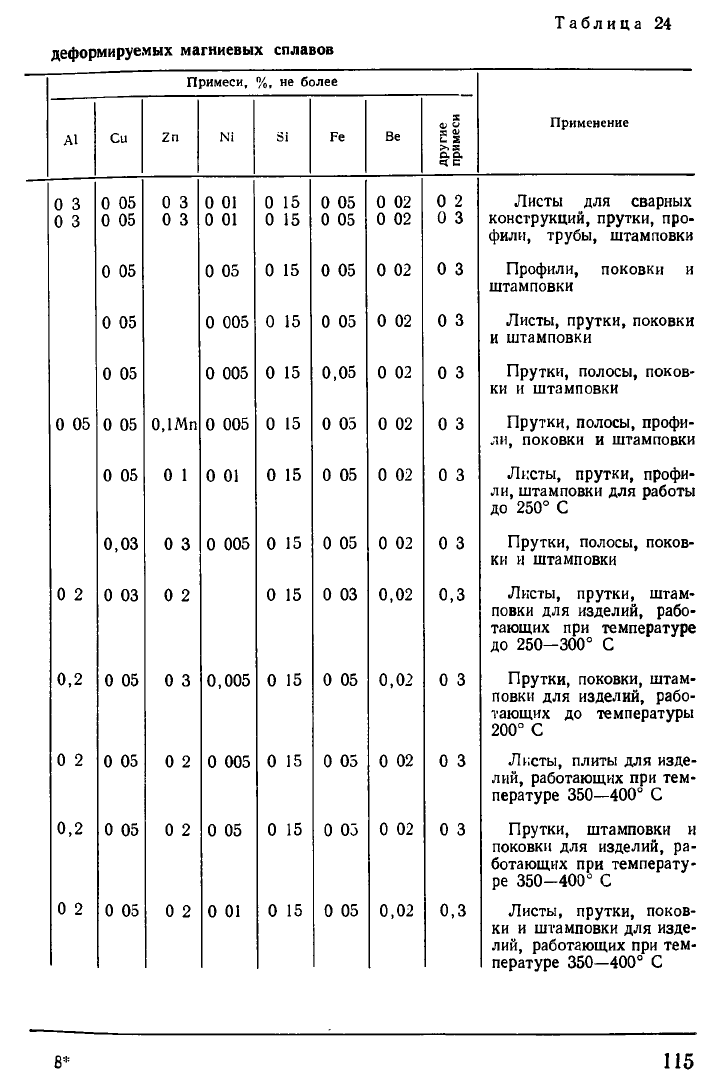
Таблица 24
деформируемых магниевых сплавов
Примеси, %, не более
А1
Си
Zn
Ni Si
Fe
Be
Другие
примеси
Применение
0 3
0 3
0 05
0 05
0 3
0 3
0 01
0 01
0 15
0 15
0 05
0 05
0 02
0 02
0 2
0 3
Листы для сварных
конструкций, прутки, про
фили, трубы, штамповки
0 05
0 05
0 15
0 05
0 02
0 3
Профили, поковки и
штамповки
0 05 0 005
0 15
0 05
0 02
0 3
Листы, прутки, поковки
и штамповки
0 05
0 005
0 15
0,05
0 02
0 3
Прутки, полосы, поков
ки и штамповки
0 05
0 05
0,1Мп 0 005
0 15
0 05 0 02
0 3
Прутки, полосы, профи
ли, поковки и штамповки
0 05
0 1
0 01
0 15 0 05 0 02
0 3
Листы, прутки, профи
ли, штамповки для работы
до 250° С
0,03 0 3
0 005 0 15
0 05 0 02 0 3
Прутки, полосы, поков
ки и штамповки
0 2
0 03
0 2
0 15
0 03 0,02
0,3
Листы, прутки, штам
повки для изделий, рабо
тающих при температуре
до 250-300° С
0,2
0 05 0 3 0,005 0 15
0 05 0,02 0 3
Прутки, поковки, штам
повки для изделий, рабо
тающих до температуры
200° С
0 2
0 05
0 2
0 005
0 15
0 05
0 02
0 3
Листы, плиты для изде
лий, работающих при тем
пературе 350—400° С
0,2
0 05
0 2
0 05
0 15
0 05
0 02
0 3
Прутки, штамповки и
поковки для изделий, ра
ботающих при температу
ре 350-400° С
0 2
0 05
0 2
0 01
0 15
0 05
0,02 0,3
Листы, прутки, поков
ки и штамповки для изде
лий, работающих при тем
пературе 350—400° С
8*
115
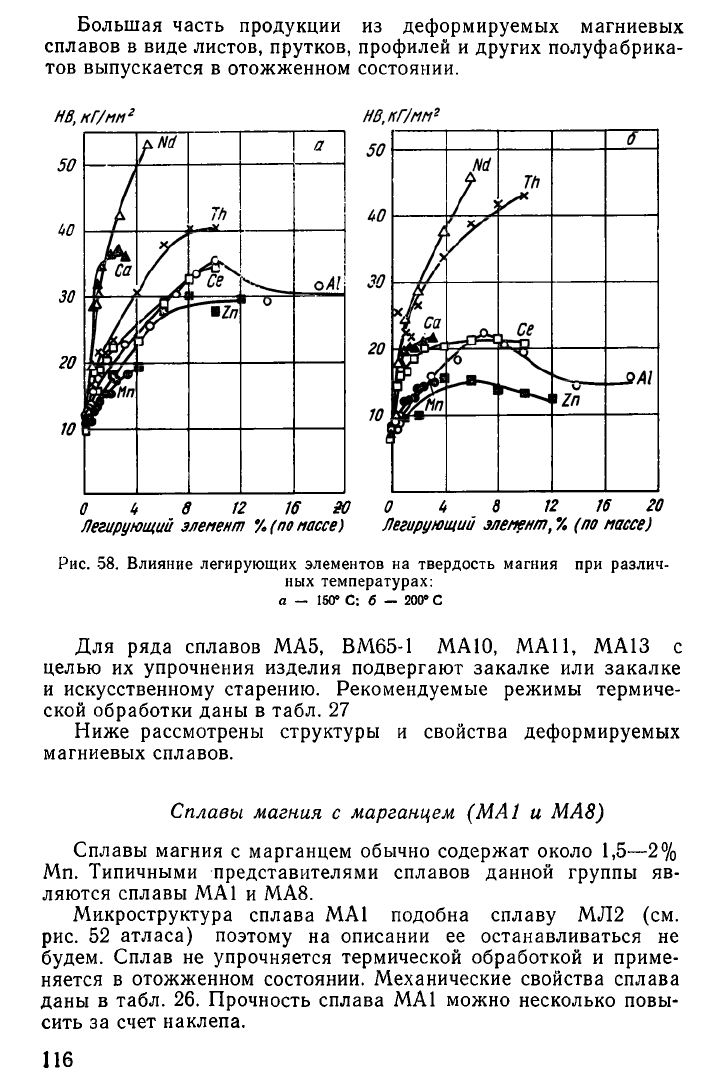
Большая часть продукции из деформируемых магниевых
сплавов в виде листов, прутков, профилей и других полуфабрика
тов выпускается в отожженном состоянии.
НВ}
50
ьо
30
20
10
О U 8 12 16 90 О U ш 8 12 16 20
Легирующий элемент %(по массе) Легирующий элемент, % (по массе)
Рис. 58. Влияние легирующих элементов на твердость магния при различ
ных температурах:
а — 150° С: б — 200е С
Для ряда сплавов МА5, ВМ65-1 МАЮ, МАП, МА13 с
целью их упрочнения изделия подвергают закалке или закалке
и искусственному старению. Рекомендуемые режимы термиче
ской обработки даны в табл. 27
Ниже рассмотрены структуры и свойства деформируемых
магниевых сплавов.
Сплавы магния с марганцем (МА1 и МА8)
Сплавы магния с марганцем обычно содержат около 1,5—2%
Мп. Типичными представителями сплавов данной группы яв
ляются сплавы МА1 и МА8.
Микроструктура сплава МА1 подобна сплаву МЛ2 (см.
рис. 52 атласа) поэтому на описании ее останавливаться не
будем. Сплав не упрочняется термической обработкой и приме
няется в отожженном состоянии. Механические свойства сплава
даны в табл. 26. Прочность сплава МА1 можно несколько повы
сить за счет наклепа.
116
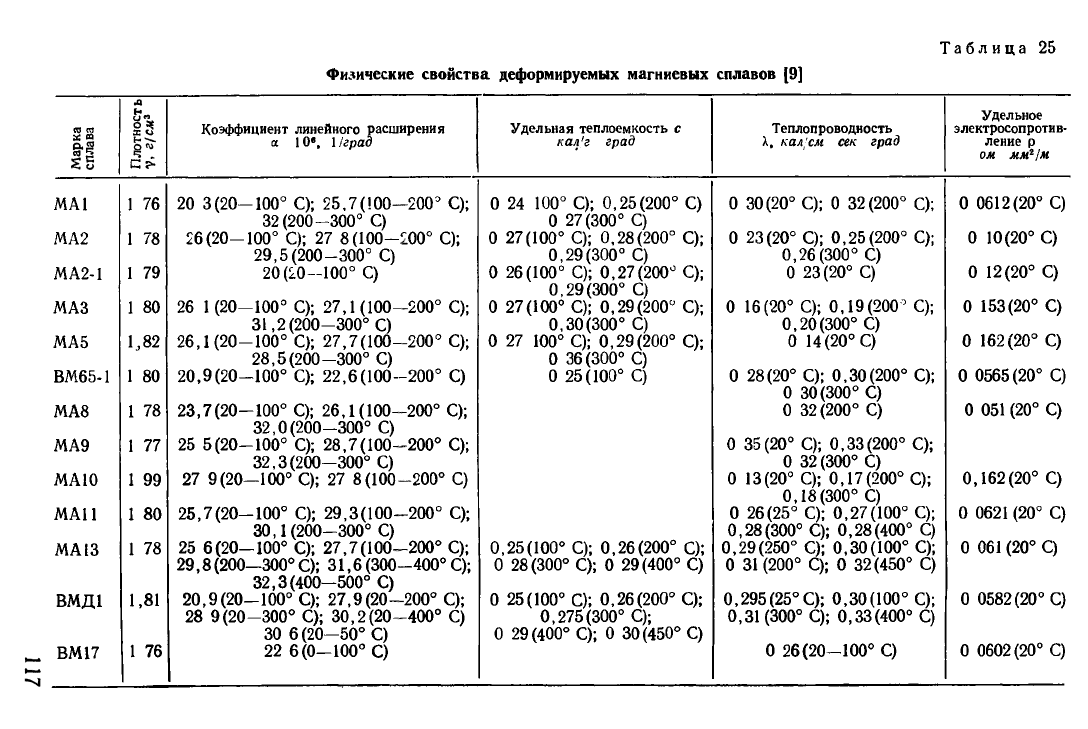
Физические свойства деформируемых магниевых сплавов [9]
Таблица 25
со я
X И
« 5
и «
о ^
х О
С £
Коэффициент линейного расширения
а 10е, 1 /град
Удельная теплоемкость с
кал'г град
Т еплопроводность
X, кал-см сек град
Удельное
электросопротив
ление р
ом мм2/м
МА1
МА2
МА2-1
МАЗ
МА5
ВМ65-1
МА8
МА9
МАЮ
МА11
МА13
ВМД1
ВМ17
1 76
1 78
1 79
1 80
1,82
1 80
1 78
1 77
1 99
1 80
1 78
1,81
1 76
20 3(20-100° С); 25,7(100
32(200-300° С)
26(20-100° С); 27 8(100-:
29,5(200 -300° С)
20(20—100° С)
26 1(20-100° С); 27,1(100-
31,2(200-300° С)
26,1(20-100° С); 27,7(100-
28,5(200-300° С)
20,9(20-100° С); 22,6(100-
23,7(20-100° С); 26,1(100-
32,0(200-300° С)
25 5(20-100° С); 28,7(100-
32,3(200-300° С)
27 9(20—100° С); 27 8(100
25,7(20-100° С); 29,3(100-
30,1 (200-300° С)
25 6(20-100° С); 27,7(100-
29,8(200—300° С); 31,6(300
32,3(400-500° С)
20,9(20-100° С); 27,9(20-
28 9(20-300° С); 30,2(20-
30 6(20-50° С)
22 6(0-100° С)
200° С);
^00° С);
200° С);
200° С);
-200° С)
-200° С);
-200° С);
-200° С)
-200° С);
-200° С);
-400° С);
200° С);
-400° С)
0 24 100° С); 0,25(200° С)
0 27(300° С)
0 27(100° С); 0,28(200° С);
0,29(300° С)
0 26(100° С); 0,27(200° С);
0,29(300° С)
0 27(100° С); 0,29(200° С);
0,30(300° С)
0 27 100° С); 0,29(200° С);
0 36(300° С)
0 25(100° С)
0,25(100° С); 0,26(200° С);
0 28(300° С); 0 29(400° С)
0 25(100° С); 0,26(200° С);
0,275(300° С);
0 29(400° С); 0 30(450° С)
0 30(20° С); 0 32(200° С);
0 23(20° С); 0,25(200е
0,26(300° С)
0 23(20° С)
С);
0 16(20° С); 0,19(200° С);
0,20(300° С)
0 14 (20° С)
0 28(20° С); 0,30(200° С);
0 30(300° С)
О 32(200° С)
О 35(20° С); 0,33(200° С);
О 32(300° С)
О 13(20° С); 0,17(200° С);
0,18(300° С)
О 26(25° С); 0,27(100° С);
0,28(300° С); 0,28(400° С)
0,29(250° С); 0,30(100° С);
О 31 (200° С); 0 32(450° С)
0,295(25° С); 0,30(100° С);
0,31(300° С); 0,33(400° С)
О 26(20-100° С)
О 0612(20° С)
О 10(20° С)
О 12(20° С)
О 153(20° С)
О 162(20° С)
О 0565(20° С)
О 051(20° С)
0,162(20° С)
О 0621(20° С)
О 061(20° С)
О 0582(20° С)
О 0602(20° С)
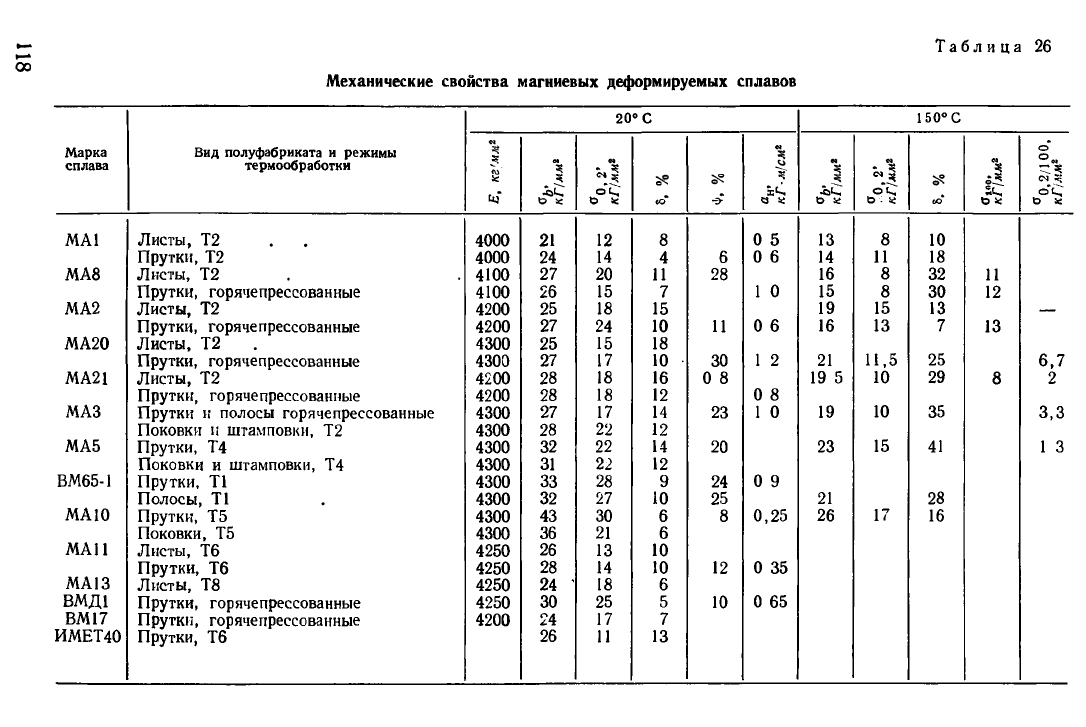
Таблица 26
оо
Механические свойства магниевых деформируемых сплавов
Марка
сплава
Вид полуфабриката и режимы
термообработки
20° С
150° с
5
*
bi
1
сч ^
о’С
to *
О4'
о о
N
55
жС
сз *
•ЬС
to а
C SI ^
_ р с
to *
С©
/ !
f t
о*
©с
С 3
<м S5
о‘С
to *
МА1
Листы, Т2
4000
21 12
8
0 5 13
8
10
Прутки, Т2
4000 24
14
4
6
0 6
14
11 18
МА8
Листы, Т2
4100
27
20 11 28
16
8
32
и
Прутки, горячепрессованные
4100
26
15 7 1 0
15
8
30 12
МА2
Листы, Т2
4200
25 18
15
19
15
13
—
Прутки, горячепрессованные 4200
27
24
10
11
0 6 16 13
7
13
МА20
Листы, Т2
4300 25
15 18
Прутки, горячепрессованные 4300
27
17
10 30
1 2 21
11,5
25
6,7
МА21
Листы, Т2 4200 28
18
16 0 8
19 5 10
29
8
2
Прутки, горяче прессованные 4200
28 18
12
0 8
МАЗ
Прутки и полосы горячепрессованные 4300
27 17
14
23
1 0
19
10 35
3,3
Поковки и штамповки, Т2 4300
28
22
12
МА5
Прутки, Т4
4300
32
22
14
20
23
15
41 1 3
Поковки и штамповки, Т4 4300
31 22 12
ВМ65-1
Прутки, Т1
4300 33
28 9
24
0 9
Полосы, Т1
4300
32
27
10
25 21
28
МАЮ
Пруткк, Т5 4300
43 30
6 8
0,25 26
17
16
Поковки, Т5
4300
36
21
6
МАИ
Листы, Тб
4250
26
13
10
Прутки, Тб
4250
28
14
10 12 0 35
МА13
Листы, Т8
4250
24 ’
18
6
ВМД1
Прутки, горячепрессованные
4250
30
25 5
10
0 65
ВМ17
Прутки, горячепрессованные
4200
24 17
7
ИМЕТ40 Прутки, Тб
26
11
13
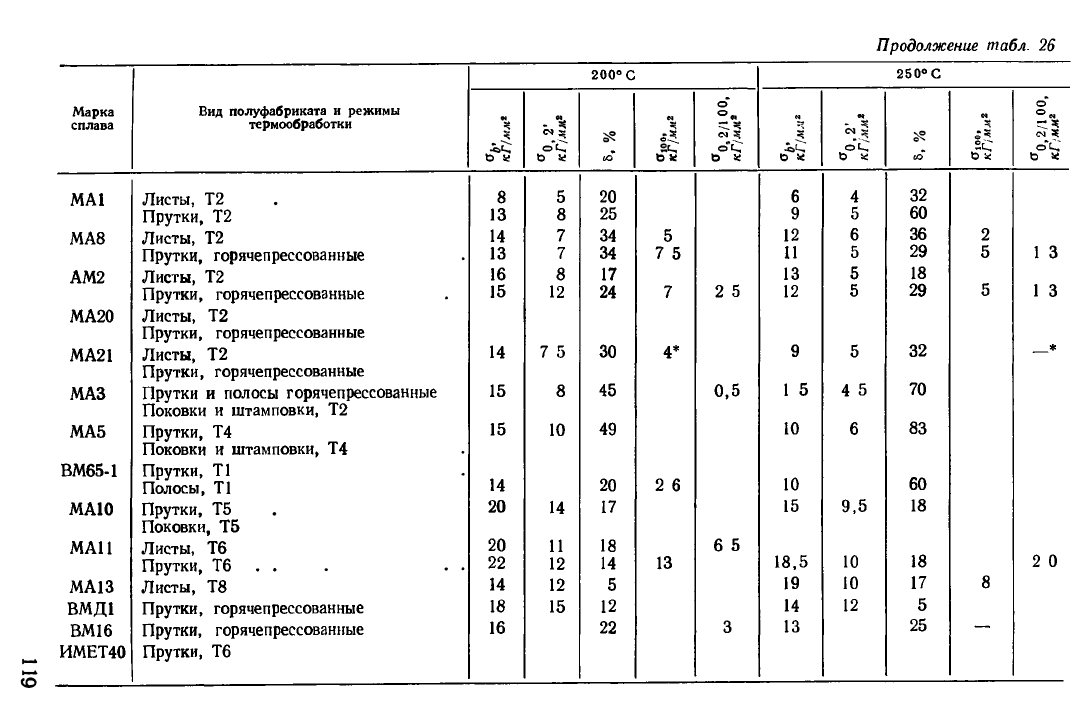
Продолжение табл. 26
200° с
250° С
Марка
Вид полуфабриката и режимы
о*
<=>„
с*
01
©“
О
сплава
термообработки
С Ч s j
С ^
©с
оД
<N ^
о* С
о’С
о.3?
SC
<м ^
©‘С
to * to *
СО*
to * to *
to *
to *
ОО
to *
to *
МА1
Листы, Т2
8
5 20
6
4
32
Прутки, Т2
13
8
25
9 5
60
МА8
Листы, Т2
14
7
34 5
12 6
36
2
Прутки, горячепрессованные
13
7
34
7 5
11
5
29
5
1 3
АМ2
Листы, Т2
16 8 17
13
5 18
Прутки, горячепрессованные
15
12
24
7
2 5
12
5 29
5
1 3
МА20
Листы, Т2
Прутки, горячепрессованные
МА21
Листы, Т2
14
7 5
30
4*
9
5
32
_
*
Прутки, горячепрессованные
70
МАЗ
Прутки и полосы горячепрессованные
Поковки и штамповки, Т2
15 8
45 0,5
1 5
4 5
МА5
Прутки, Т4
Поковки и штамповки, Т4
15
10
49
10
6
83
ВМ65-1
Прутки, Т1
10
60
Полосы, Т1
14
20
2 6
МАЮ
Прутки, Т5
Поковки, Т5
20
14
17
15 9,5
18
МА11
Листы, Тб
20
И
18
6 5
18
2 0
Прутки, Тб . .
22
12
14
13
18,5
10
8
МА13
Листы, Т8
14
12 5
19 10
17
ВМД1
Прутки, горячепрессованные
18
15
12
14
12
5
ВМ16
Прутки, горячепрессованные
16 22
3
13
25
—
ИМЕТ40
Прутки, Тб
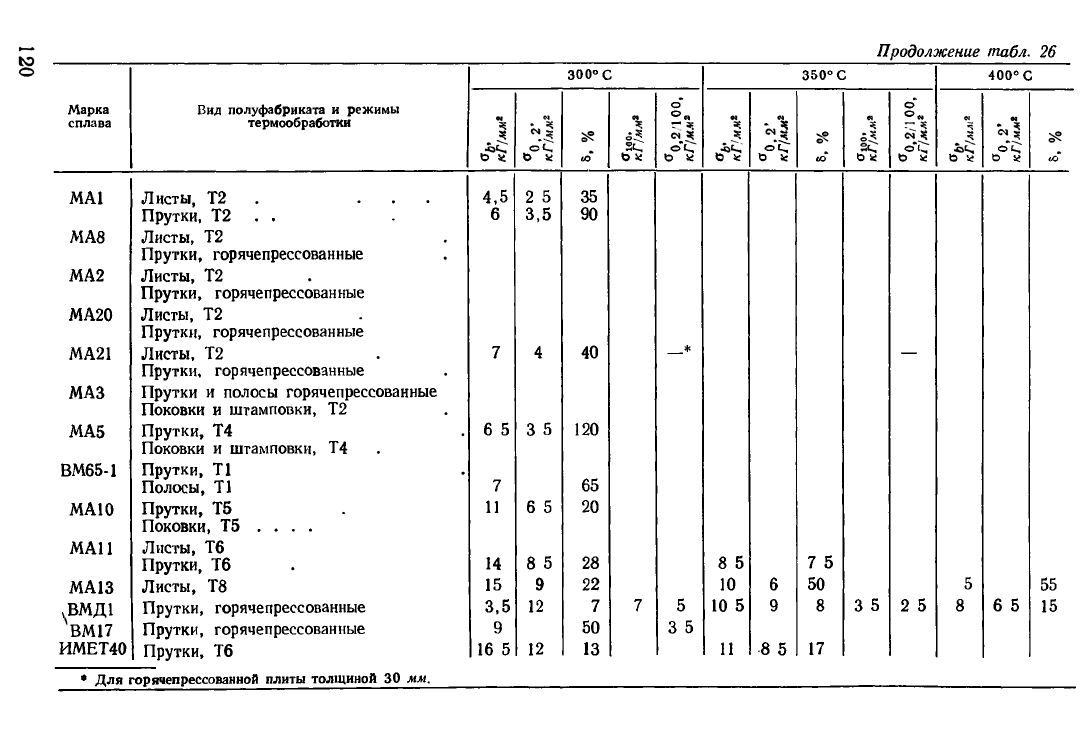
Продолжение табл. 26
300° с 350° С
400° C
Марка Вид полуфабриката и режимы
о
°«
o'
°«
сплава
термообработки
3-
г"
• а?
О* С
Ь *
в-5.
sC
rt*L
Ok,
to *
\C
to *
to V*
СО
to SC
о S
О *
to *
OO
to*
toOC« to° «
lO
МА1
Листы, Т2 . . .
Прутки, Т2 . .
4,5
6
2 5
3,5
35
90
МА8
Листы, Т2
Прутки, горячепрессованные
МА2 Листы, Т2
Прутки, горячепрессованные
МА20
Листы, Т2
Прутки, горячепрессованные
МА21 Листы, Т2
Прутки, горячепрессованные
7 4
40
_
*
—
МАЗ
Прутки и полосы горячепрессованные
Поковки и штамповки, Т2
МА5
Прутки, Т4
Поковки и штамповки, Т4
6 5 3 5 120
ВМ65-1
Прутки, Т1
65
Полосы, Т1
7
МАЮ
Прутки, Т5
Поковки, Т5 ....
11 6
5 20
МА11
Листы, Тб
Прутки, Тб
14
8 5 28 8 5
7 5
МА13
Листы, Т8
15 9
22
10 6
50
5
55
ЗМД1
ВМ17
Прутки, горячепрессованные
3,5
12
7
7 5
10 5
9 8 3 5 2 5 8 6 5
15
Прутки, горячепрессованные
9 50 3 5
ИМЕТ40
Прутки, Тб
16 5
12
13
11 8 5
17
* Для горячепрессованной плиты толщиной 30 мм.