Литейное производство 2011 № 2 февраль
Подождите немного. Документ загружается.

14
ЛИТЕЙНОЕ ПРОИЗВОДСТВО №2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
конструкции пресс-формы системы
характерно образование каверн и
вихрей-водоворотов, удерживающих
воздушные полости в областях 1, 2,
3 (см. рис. 4, а), что обусловлено от-
рывом струи на резких углах.
Использование прозрачной воды
не позволило восстановить картину
трехмерного заполнения, поскольку
алгоритм обработки предполагает,
что жидкость по цвету отличается от
фона. Однако для визуальной качес-
твенной оценки достаточно и этого.
Как показал эксперимент, вихревые
образования в потоке не исчезают на
последней стадии заполнения (рис.
7) и служат причиной удержания
воздушных полостей. Аналогичная
ситуация наблюдается для отливки
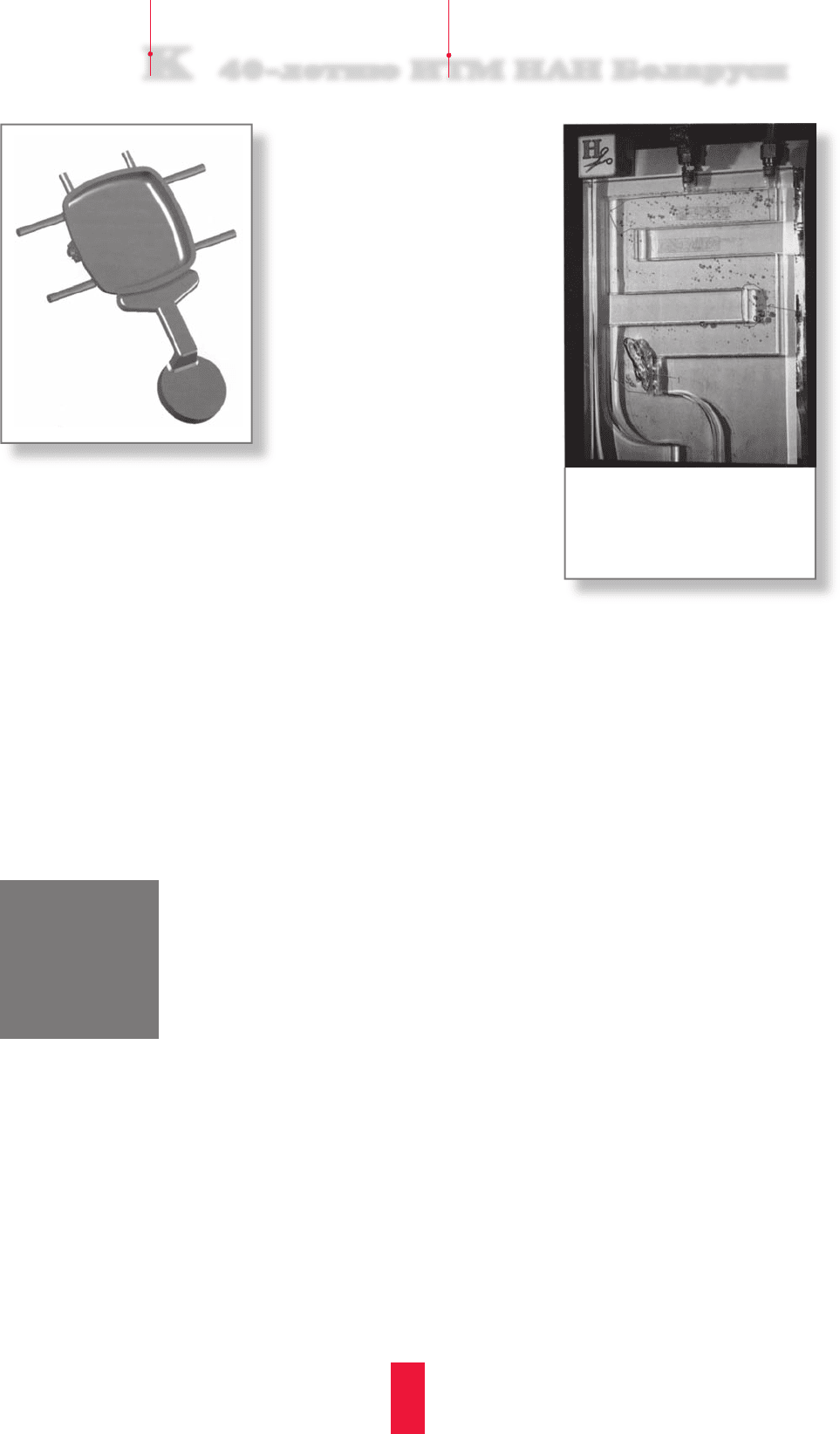
другой формы (см. рис. 6). На пос-
ледней стадии заполнения сохраня-
ются вихревые течения вблизи кана-
лов вентиляции. Их не удалось уст-
ранить изменением скорости впуска,
они лишь изменили свою форму и
размер. Очевидно, такая конструк-
ция пресс-формы не годится для
быстрых скоростей заполнения и
подлежит пересмотру.
Преимущества использования
гидромоделирования при проек-
тировании оснастки для ЛПД – су-
щественная экономия временных и
материальных затрат. Гидромодели-
рование заполнения литейной фор-
мы достаточно точно при перепадах
температуры расплава в литниковой
системе, обеспечивающих незна-
чительное изменение его вязкости
в процессе заполнения. Разработка
математических моделей и их иден-
тификация с помощью гидромоде-
лирования существенно экономит
средства на проектирование процес-
са ЛПД, в сравнении с проведением
натурных экспериментов.
Гидромоделирование на разрабо-
танной установке позволяет обнару-
жить возможные дефекты-полости,
Рис. 6. Модель
отливки
образующиеся в процессе заполне-
ния формы, и выяснить, можно ли их
устранить, изменяя скорость запол-
нения. Таким образом, гидромодели-
рование способствует оптимизации
конструирования литниковых систем
для избежания дефектов, вызванных
некачественным заполнением литей-
ной формы и оптимизации технологи-
ческих и конструктивных параметров
процесса литья.
1. Campbell J. // Castings. Butterworth-Heinemann, 1991.
2. Sсhuhmann R.W. A Real-Time X-RayRadiography Study of the Fluid Flow of Aluminium
in Gravity DieCasting and Validation of Computer Simulations and Water AnalogueModelling. Mas-
ters Thesis, The University of Queensland, 2000.
3. Соболев В.Ф., Лихоузов С.Г., Лукашевич Ф.С., Чичко О.И. Экспериментальная
верификация результатов моделирования течения расплавов, полученных с помощью ком-
пьютерной системы «Пролит-1» // Литье и металлургия. – 2003. – №3. – С. 5–8.
4. Марукович Е.И., Брановицкий А.М., Захаров И.Л., Ки-Йонг Чой Аналоговое мо-
СПИСОК
ЛИТЕРАТУРЫ
Рис. 7. Завершение процесса за-
полнения: 1, 2, 3 – области воз-
можного формирования раковин и
газовой пористости
делирование процессов литья под давлением // Литье и металлургия. – 2005. – Ч.1. – №2. – С. 45–47.
5. Демченко Е.Б., Марукович Е.И. Исследование гидродинамики расплава в кристаллизаторе при вертикальном
непрерывном литье // Литье и металлургия. – 2006. – №4. – С. 77–81.
6. Schmid M., Klein F. Fluid Flow in Die Cavities Experimental and Numerical Simulation // Transactions, 18th NADCA
International Die Casting Congress and Exposition. Indianapolis, 1995. – P. 93–99.
7. Choi J.-K., Choi K.-Y., H.-Y., Marukovich E.I., Branovitsky A.M., Dovnar D.V., Zakharov I.L. Three-dimensional
image reconstruction for water modelling of metal casting processes // International Conference On Modelling and Simulation
MS’2004, 27-29 April 2004, Minsk, Belarus. – Minsk, 2004. – P. 216–219.
8. Choi J.-K., Hwang H.-Y., Choi K.-Y., Zakharov I., Branovitsky A. The technique of calibration multi camera imaging
system for fast water flow registration and reconstruction // Proceedings of the Eight International Conference Pattern recognition
and information processing, 18-20 May 2005. Minsk, Republic of Belarus. – Minsk, 2005. – P. 177–180.
15
ЛИТЕЙНОЕ ПРОИЗВОДСТВО№2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
Аннотация
The Summary
Детали агрегатов для производства кирпича из глины
и центробежных измельчителей, работающие в условиях
абразивного воздействия, в основном, выходят из строя
по причине износа. Изнашивание происходит вследствие
взаимодействия с абразивными частицами.
Оборудование для изготовления кирпича работает в
контакте с керамической массой – пластичной массой,
состоящей, в основном, из глины, в которую для связы-
вания лишней влаги вводят до 10% кварцевого песка.
Наличие этой добавки оказывает основное абразивное
воздействие. Размер частиц песка 0,2…1,5 мм. В Респ.
Беларусь глина – невысокого качества, и для улучшения
ее технологических свойств используют до 10% гранит-
ного отсева с размером частиц до 5 мм, абразивность ко-
торой очень велика. Детали оборудования подвергаются
воздействию абразивных частиц при невысоких скоро-
стях скольжения без ударных и динамических нагрузок.
УДК 621.74.002.6:
669.13
А.Э. Барановский,
В.M. Ильюшенко,
Э.Ф. Барановский,
Г.П. Короткин
Повышение ресурса работы
деталей из износостойких
хромистых чугунов
Increasing Service Life of
Special Equipment Parts from
Wear-Resistant Chromium Irons
The ways of working resource increase of the wear-resistant chromic cast irons
details of equipment on production of brick of clay and centrifugal grinders are
examined. The experimental wear-resistant cast iron as substitute of H28N2 is
offered.
Key words
Wear-resistant chromium Irons, centrifugal grinders, service life
Наибольший износ испытывают детали шнекового прес-
са, где керамическая масса продавливается под большим
давлением (3…10 МПа). Срок службы некоторых дета-
лей составляет 7…14 дн.
Центробежные измельчители – наиболее эффектив-
ные машины для тонкого помола сыпучих материалов, в
которых реализуется высокоскоростное ударное воздейс-
твие. Крупность материалов перед измельчением состав-
ляет до 40 мм, а измельченного продукта, в зависимости
от требований, – 15…0,02 мм. Скорость дробящегося
материала – 65…120 м/с. Наиболее распространенные
материалы для тонкого измельчения – мрамор, извест-
няк, доломит, стекло, полевой шпат, кремень, кварцевый
песок и наиболее твердый – кварцит (900…1280 HV).
Более твердые, чем кварциты, материалы измельчаются
редко. Чаще всего материал с наибольшей твердостью в
измельчаемом продукте – кварцевый песок (800…1000
A.E. Baranovsky, V.M. Ilyushenko, E.F. Baranovsky, G.P. Korotkin
Рассматриваются способы повышения ресурса работы деталей оборудования
для производства глиняного кирпича и центробежных мельниц из износостой-
ких хромистых чугунов. Предложен экспериментальный износостойкий чугун как
заменитель Х28Н2.
Ключевые слова
Износостойкий хромистый чугун, центробежная мельница, ресурс работы
16
ЛИТЕЙНОЕ ПРОИЗВОДСТВО №2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
HV). Время эксплуатации деталей,
наиболее подверженных износу,
8…10 дн.
По существующей технологии
большинство деталей оборудования
для производства кирпича из гли-
ны и центробежных измельчителей
изготовляют из конструкционных
сталей с последующей наплавкой.
Часть деталей, работающих в наибо-
лее тяжелых условиях, получают ли-
тыми из износостойких хромистых
чугунов. Так, износостойкие детали
оборудования для производства кир-
пича из глины фирма Fawcett (Анг-
лия) производит из чугуна, содер-
жащего 28,4% Cr, 2,88% C; фирма
Steele (США) применяет чугун с 28%
Cr, а фирма Braun (ФРГ) использует
сплав с 35,6% Cr и 3,3% C.
Быстроизнашиваемые детали
центробежных дробилок изготовля-
ет филиал фирмы Barmac (Чехия)
из чугуна, содержащего 29,4% Cr,
3,82 C; 0,4% Ni; фирма Metso (США)
– 12% Cr, 2,7% C, 1,3% Ni; Урал-
Омега (Россия) – 28% Cr, до 2% Ni.
Во всех случаях полный химсостав
сплавов, режим их термообработки и
технология литья не указываются.
В Респ. Беларусь оборудование
для производства кирпича из гли-
ны разрабатывает входящий в со-
став НИИСМ Научно-технический
центр «Строммаш» (г. Могилев), а
центробежные измельчители – НПО
«Центр» (г. Минск) – крупнейший в
СНГ производитель оборудования
такого типа. Агрегаты этого оборудо-
вания, укомплектованные деталями с
наплавкой или из ИЧХ производства
заводов РБ (Х28Н2 в литом состоя-
нии), не соответствуют современным
требованиям как по срокам эксплуа-
тации, так и по производительности
оборудования, которая зависит от
степени износа деталей.
Высокий ресурс работы анало-
гичного оборудования, производи-
мого фирмами США, ФРГ, Англии
и др., обеспечивается тем, что дета-
ли, подвергающиеся абразивному
воздействию, получают литьем из
специальных сложнолегированных
хромистых чугунов. Химсостав чу-
гунов и технология изготовления из
них отливок – «ноу-хау» этих фирм и
сведения о них ограничены. Поэтому
определение составов, разработка
технологий литья и термообработки
хромистых чугунов для деталей тако-
го оборудования весьма актуальны.
Считается, что, чем тверже метал-
лическая основа и больше карбидов
в чугуне, тем износостойкость такого
материала в условиях эксплуатации в
абразивных средах выше. Сплавы,
предназначенные для этих целей,
должны также удовлетворять следу-
ющим т р ебованиям:
• материал должен содержать
максимальное количество эвтекти-
ческих карбидов (иметь эвтектичес-
кий состав);
• ориентировка карбидов должна
быть перпендикулярна поверхнос-
ти износа (вдоль тригональной оси
карбиды хромистых чугунов имеют
а
б
максимальную твердость);
• карбиды должны иметь мини-
мальные размеры;
• легирование или термообработ-
ка должны обеспечивать максималь-
ную твердость чугуна.
Из всего многообразия хромис-
тых чугунов наибольший интерес для
повышения ресурса работы таких ма-
шин представляют хромистые чугуны,
которые наиболее часто используют
при изготовлении деталей, работаю-
щих в условиях интенсивного взаи-
модействия с абразивными средами.
Так, в РБ и странах СНГ большинство
деталей, работающих в абразивных
средах, производят из чугуна Х28Н2
(25…30% Cr, 1,5…2% Ni). Хромомо-
либденовый чугун Х16М2 (15…19%
Cr, 1…3% Mo) обладает после за-
калки максимальной твердостью ме-
таллической матрицы. Комплексно
легированный Ni, Mo и V хромистый
чугун 320X18 (3…3,4% C; 17…19%
Cr; 0,4…0,6% Мо и V; до 0,8% Ni)
хорошо зарекомендовал себя для де-
талей почвообрабатывающей техники,
дробеметных лопаток и т. д.
Возможность использования хро-
мистых чугунов в тех или иных усло-
виях определяется не только их из-
носостойкостью, но и механическими
свойствами. Исходя из приведенных
в справочной и научной литературе
механических свойств хромистых чу-
гунов, они относятся, в основном, к
наиболее широко применяемым до-
эвтектическим чугунам. Сопоставле-
ние имеющихся данных затруднено
тем, что образцы для испытаний от-
ливали в формы из разных матери-
алов, имели неодинаковые размеры
и разные условия охлаждения при
кристаллизации. Поэтому механи-
ческие свойства и относительная из-
носостойкость чугунов эвтектическо-
го состава Х28Н2, Х16М3, 320X18 в
литом и термообработанном
(ТО) состояниях исследовали на об-
разцах, отлитых в формы из ХТС при
одинаковых условиях. Результаты
исследований приведены ниже.
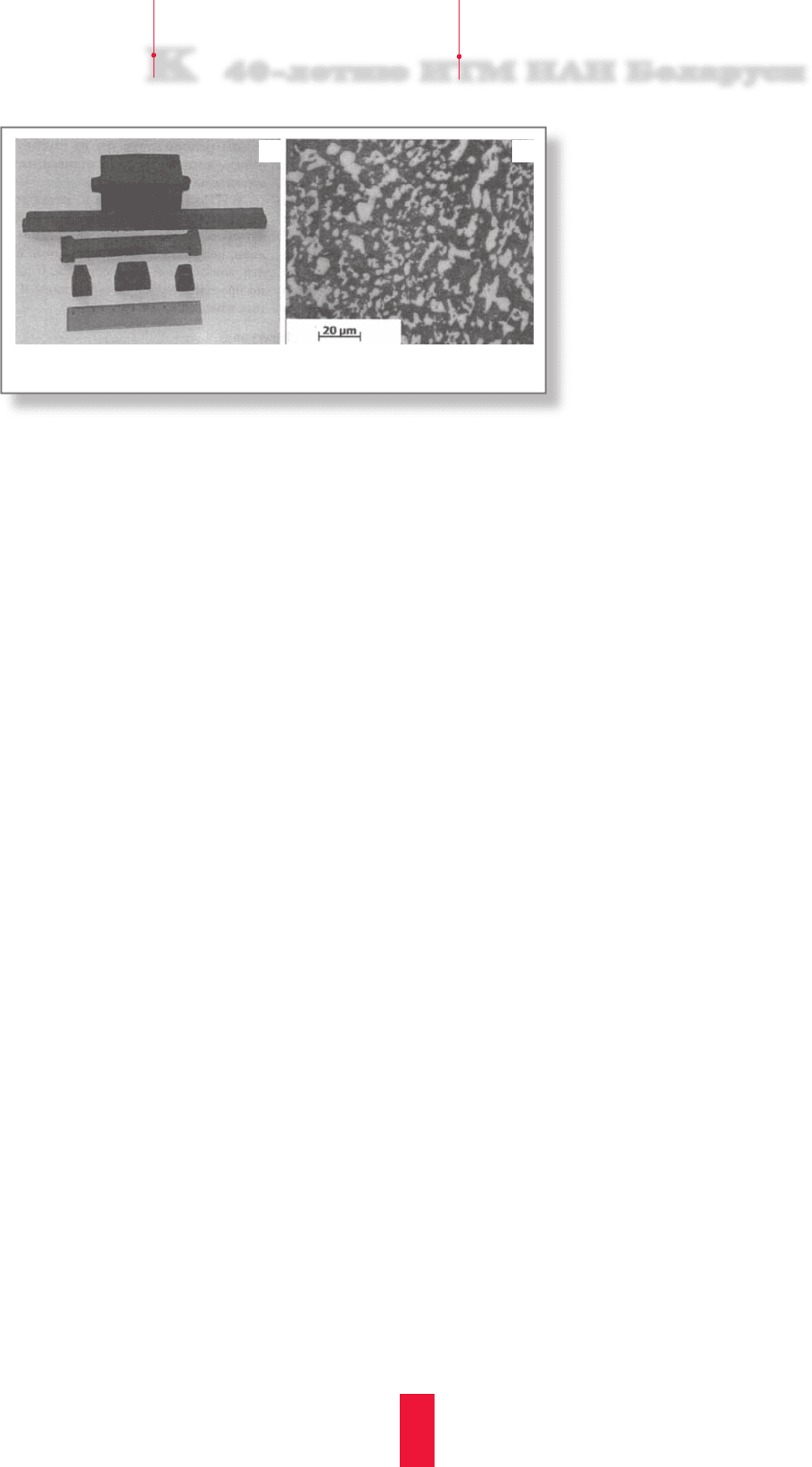
Рис. 1. Образцы отливок 1-й группы (а) и их микроструктура (б)
17
ЛИТЕЙНОЕ ПРОИЗВОДСТВО№2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
X28H2 320X18 X16M3
Твердость:
в литом состоянии, HRC............. 52…53 57…58 60…61
в ТО-состоянии
1
, HRC................. 61 65 67
Предел прочности при растяжении:
в литом состоянии, МПа............. 395 325 267
в ТО-состоянии, МПа.................. 402 341 315
Ударная вязкость:
в литом состоянии КС, Дж/см
2
.. 11,4 10,5 6,4
в ТО-состоянии КС, Дж/см
2
....... 10,5 8,6 5,8
Коэффициент относительной
износостойкости I
отн
:
в литом состоянии...................... 1,0 2,2 5,0
в ТО-состоянии
2
..........................
2,9 5,5 5,7
1
После закалки.
2
Эталон – чугун Х28Н2 в литом со-
стоянии.
В Респ. Беларусь > 90% изно-
состойких отливок изготовляют из
сплава Х28Н2. Поэтому актуальна
замена этого чугуна для работы в аб-
разивных средах без коррозионного
воздействия более износостойким
чугуном. Следует отметить, что чугун
Х28Н2 обладает высокими механи-
ческими свойствами (прочностью
при растяжении и ударной вязкос-
тью), см. выше, поэтому использо-
вание сплавов Х16М3 и 320X18 как
заменителей Х28Н2 проблематично,
так как эти чугуны имеют меньшие
механические свойства и они дороги
из-за высокого содержания л еги-
рующих элементов (ЛЭ).
В ИТМ НАН Беларуси разработан
экспериментальный эвтектический
износостойкий хромистый чугун с
16…20% Cr, и экономнолегирован-
ный чугун, содержащий Mn, W, V, Ni,
Mo. Причем, соотношение и количес-
Чугун Твердость HRC σ
в
, МПа КС, Дж/см
2
I
отн
Х28Н2
*
52…53 395 11,4 1
Экспериментальный 54…55 / 66 365 / 425 13,8 / 13,5 2,4 / 5,9
* В литом состоянии.
тво ЛЭ может варьироваться, в зави-
симости от толщины отливок, необ-
ходимости в последующей ТО, вида
литья (песчаная, комбинированная
формы, кокиль). Механические
свойства и износостойкость разра-
ботанного чугуна и Х28Н2 приведены
в таблице. В числителе – в литом
состоянии, знаменателе – после ТО.
Разработанный эксперимен-
тальный чугун имеет более высокие
износостойкость и механические
свойства, чем самый распространен-
ный в Беларуси и СНГ сплав Х28Н2.
Детали агрегатов для производс-
тва кирпича из глины и центробеж-
ных измельчителей, непосредствен-
но контактирующие с абразивной
средой, по своим размерам и массе
можно условно разделить на три
группы:
• к 1-й относятся мелкие детали
толщиной до 50 мм и массой до 1,5 кг;
• ко 2-й – детали толщиной
50…80 мм и массой до 10 кг;
• к 3-й – детали толщиной > 80
мм и массой > 10 кг.
Для получения требуемой струк-
туры и твердости детали 1-й группы
можно получать в песчаных формах
(рис. 1), но необходима их последу-
ющая ТО – закалка. Отбойные плиты
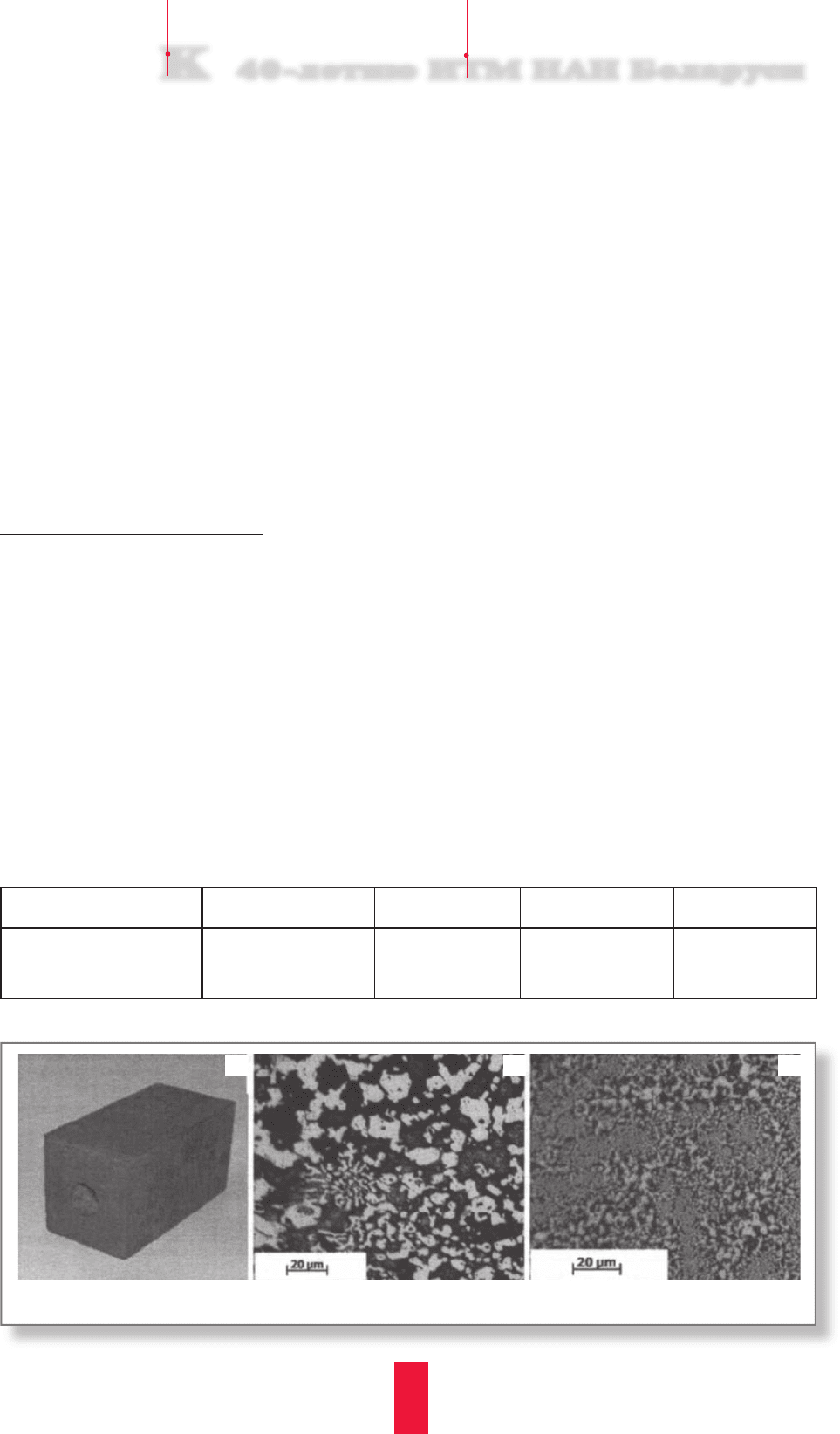
а
б в
Рис. 2. Отливка 2-й группы (а) и ее микроструктуры; полученные: б – в песчаной, в – в металлической части формы
18
ЛИТЕЙНОЕ ПРОИЗВОДСТВО №2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
а
б в
центробежных мельниц из экспериментального чугуна
были изготовлены в формах из ХТС, а затем закалены
до 63…64 HRC. Такие отливки при размоле кварцевого
стекла показали ресурс работы в 8–9 раз выше, чем из
сплава Х28Н2.
Для изготовления более крупных деталей 2-й группы
использование песчаных форм не обеспечивает получе-
ние мелкой структуры и необходимой ориентации карби-
дов. Поэтому для таких деталей используют технологию
литья в комбинированные формы. Верхняя часть комби-
нированной формы выполнена из ХТС, а для получения
рабочей поверхности отливки используют металлическую
плиту. Часть отливки, затвердевшая на металлической
плите, имеет твердость 57…61 HRC, а твердость осталь-
ных поверхностей 52…54 HRC. Структуры зон отливок,
затвердевших в контакте с песчаной и металлической
частями формы, показаны на рис. 2.
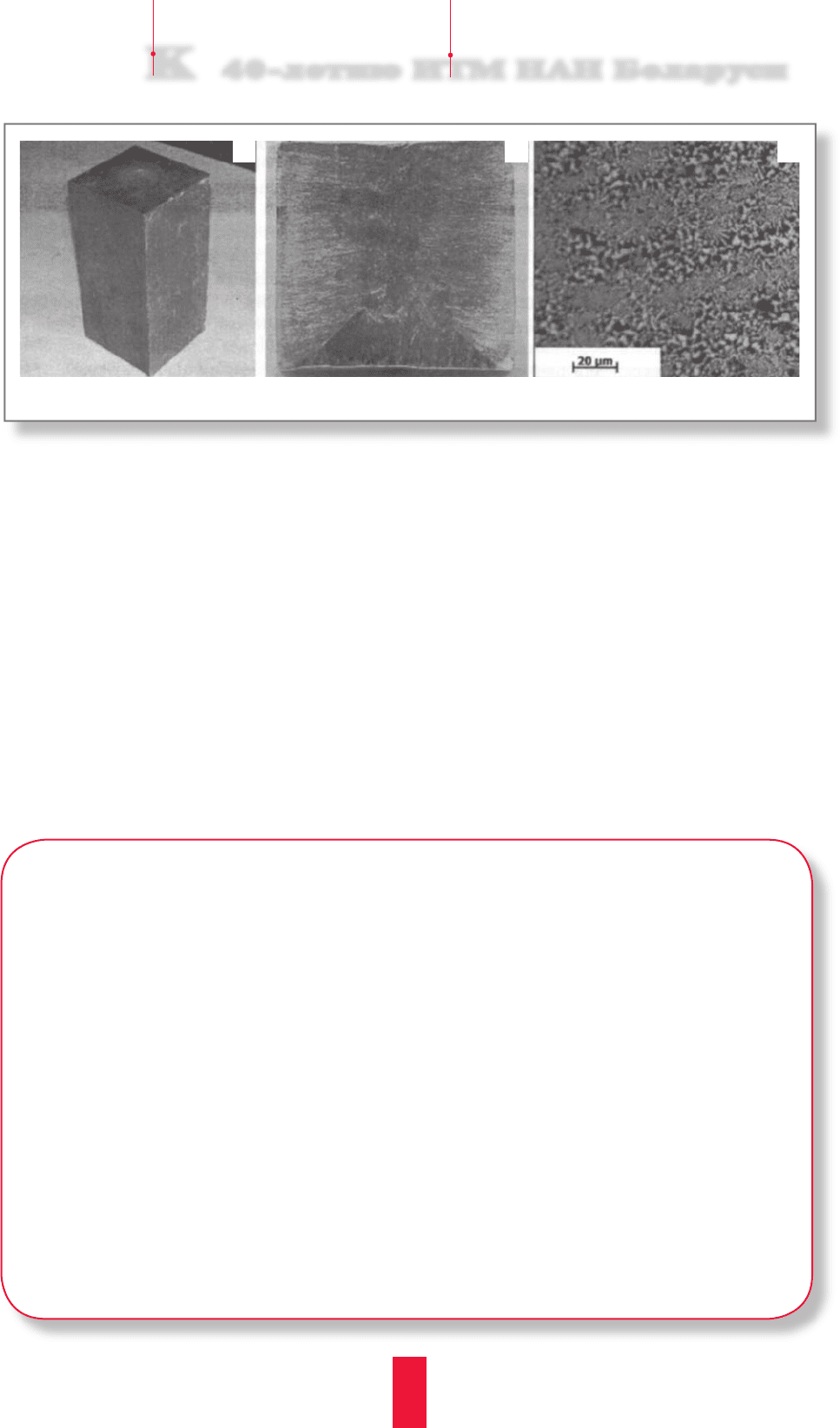
Получение требуемой структуры для деталей 3-й
группы возможно только литьем в кокиль. В этом слу-
чае твердость всех поверхностей отливки 58…61 HRC.
Размер карбидов при литье в кокиль (2…8 мкм) в 3–4
раза меньше, чем при литье в песчаную форму. Отлив-
ки имеют строго направленную перпендикулярно граням
мелкую структуру на глубину 20…25 мм. Микро- и мак-
роструктуры отливки, изготовленной в кокиле, показаны
на рис. 3.
В ИТМ НАН Беларуси из разработанного эксперимен-
тального эвтектического износостойкого чугуна освоено
изготовление литьем в кокили, песчаные и комбиниро-
ванные формы деталей повышенной износостойкости
для агрегатов по производству кирпича из глины и цент-
робежных измельчителей.
Рис. 3. Отливка 3-й группы (а) и ее макро- (б) и микроструктуры (в)
Ê àâòîðàì!
Ê àâòîðàì!
К статьям, присылаемым в редакцию, предъявляются следующие требования:
• статьи должны быть с рецензиями, а также к ним следует добавлять ключевые слова;
• к статье обязательно прилагайте краткую аннотацию на русском и, желательно, английском языках;
•
текст сохраняйте в редакторе MS Word;
• статья должна содержать ссылки на все рисунки и таблицы, а также подписи к ним;
• все рисунки, графики и чертежи должны быть четкими (с разрешением, как минимум, 300 dpi/inch)
и присланы отдельными файлами со стандартными графическими расширениями *.cdr, *.al, *.eps, *.jpeg, *.tif;
• формулы и буквенные обозначения набирайте четко, крупно;
• в тексте ссылка на литературу дается порядковым номером в квадратных скобках, список литературы состав-
ляется в порядке цитирования работ, для статей обязательно указывать название журнала, сборника и т.п., в
которых они опубликованы, год издания, том, начальную страницу;
• объем статьи – не более 8 страниц, рисунков – не более 4;
• статья должна быть подписана всеми авторами.
Также прилагайте подробные сведения об авторах и контактную информацию (адрес, телефон, факс, e-mail)
19
ЛИТЕЙНОЕ ПРОИЗВОДСТВО№2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
Литые детали из износостойких хромистых
чугунов (ИЧХ) широко используют в рабочих орга-
нах машин дробильно-размольного оборудования. Они
работают в условиях интенсивного ударно-абразивного
воздействия с перерабатываемым минеральным сырьем
и быстро изнашиваются. Отливки из ИЧХ, в основном,
изготовляют в песчаных формах. Срок эксплуатации из-
готовленных таким образом деталей непродолжителен.
Поэтому актуально повышение ресурса литых деталей из
ИЧХ.
Одно из перспективных направлений решения этой
проблемы – разработка новых технологий получения
отливок из ИЧХ в кокилях [1], а также комбинированных
формах, стенки которых выполнены частично из песча-
ной смеси, а частично из металла [2]. В таких формах
условия теплообмена частей отливки, контактирующих с
металлическими или песчаными стенками, существен-
но различаются, что позволяет получать литую деталь
УДК 621.74.002.6:
669.27
Э.Ф. Барановский,
В.А. Пумпур,
В.М. Ильюшенко,
К.Э. Барановский
Затвердевание отливок из
износостойких чугунов при
литье в кокиль, песчаную и
комбинированные формы
Solidification of Wear-Resistant
Chromium Iron Casting in Chill,
Sand and Combined Molds
Проводится сравнительный анализ затвердевания отливки из износостойкого
хромистого чугуна при литье в кокиль, песчаную и комбинированные формы в
соответствии с результатами математических и компьютерных расчетов.
Ключевые слова
Износостойкий хромистый чугун, песчаная форма, кокиль, комбинированная
форма
The comparative analysis of hardening of ingot of abrasion-resistant chromic iron in
chill, sand and combination molds is carried out according to the results of mathemati-
cal and computer calculations.
Key words
Wear-resistant chromium iron, sand mold, chill mold, combined mold.
со специальными физическими и эксплуатационными
свойствами на тех участках, которые подвергаются наибо-
лее интенсивному износу.
Разработка технологии получения отливок из ИЧХ в
кокилях и комбинированных формах требует исследова-
ний для изучения теплообмена отливки с формой, чтобы
оценить скорости ее затвердевания на металлических и
песчаных поверхностях форм, интенсивность охлажде-
ния залитого расплава, а также затвердевающей отливки
до выбивки.
Цель работы – определение основных закономернос-
тей затвердевания и охлаждения отливок из ИЧХ в коки-
ле и комбинированных формах, а также сравнительный
анализ параметров их формирования с отливкой, полу-
ченной в форме из ХТС. Для решения этих задач про-
ведено компьютерное моделирование теплообмена при
затвердевании и охлаждении отливки в кокиле, песчаной
и комбинированных формах.
Аннотация
The Summary
E.F. Baranovsky, V.A. Pumpur, V.M. Ilyushenko, K.E. Baranovsky
20
ЛИТЕЙНОЕ ПРОИЗВОДСТВО №2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
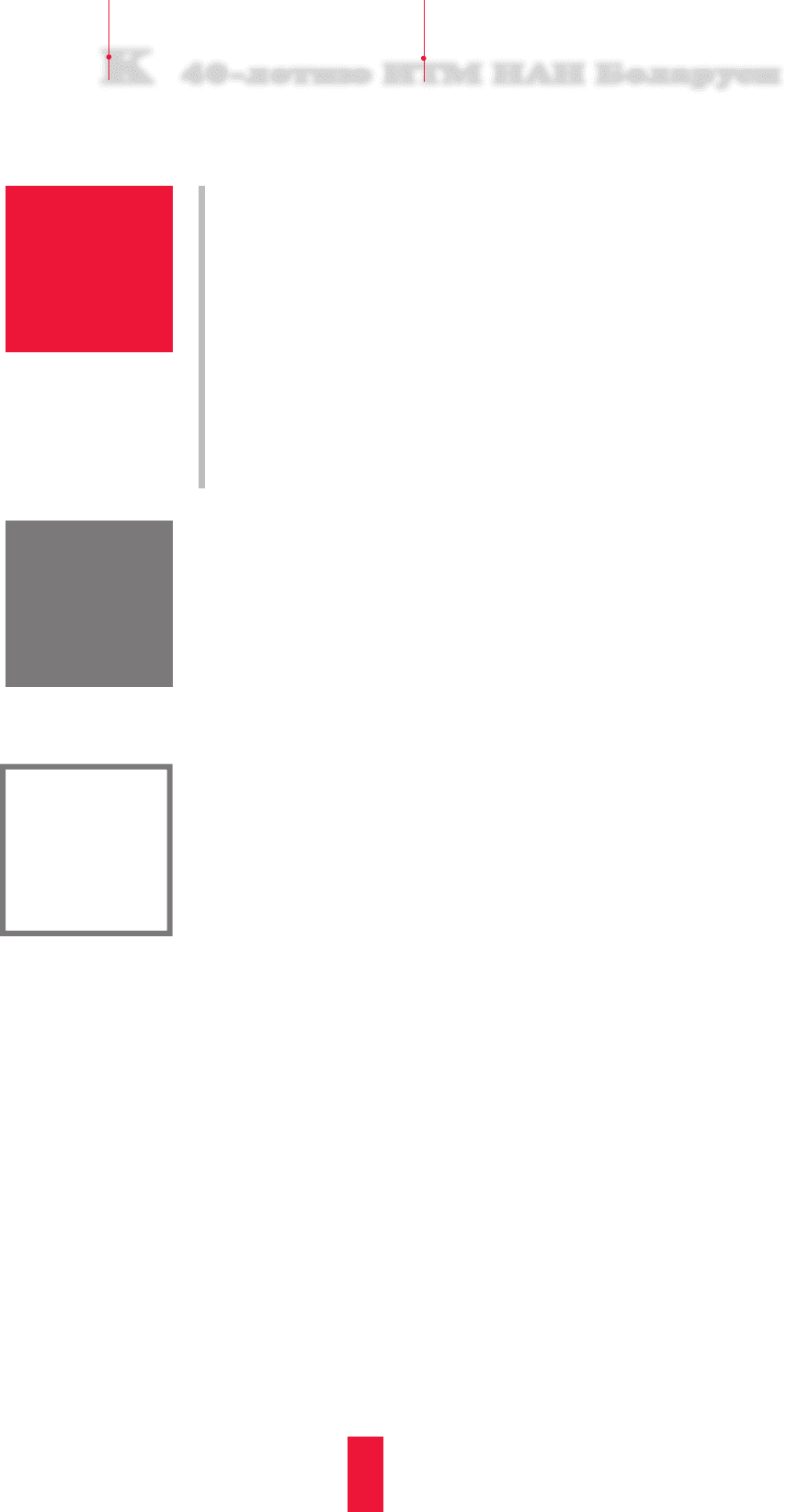
Примем, что отливка затверде-
вает в форме, образованной плас-
тинами 1…3 одинаковой толщины,
которые создают полость отливки 4
(рис. 1). На границах расчетных об-
ластей теплообмен происходит при
граничных условиях третьего рода с
постоянными коэффициентами теп-
лообмена.
С учетом сделанных допущений,
разработана математическая модель
теплообмена при формировании от-
ливки в виде длинномерного бруса
прямоугольного сечения. Тепловы-
деление при кристаллизации сплава
учитывали путем введения эффек-
тивной теплоемкости двухфазной
зоны [3].
Выведенную математическая мо-
дель и разработанный программный
комплекс для расчета затвердевания
и охлаждения прямоугольной длин-
номерной отливки в металлической,
комбинированных и песчаной фор-
мах использовали для изучения
теплообмена при формировании и
охлаждении отливки из ИЧХ в виде
бруса сечением 85×85 мм, который
применяют как отбойную плиту в
центробежных мельницах для раз-
мола песка и другого минерального
сырья. Расчеты выполнены для трех
вариантов комбинированных форм,
а также для случая затвердевания и
охлаждения отливки в чугунном ко-
киле и форме из ХТС. Принято, что
формы состоят из отдельных стенок
толщиной 50 мм и между ними про-
исходит контактный теплообмен с
заданной интенсивностью.
Расчеты проводили для случая
мгновенного заполнения формы рас-
плавом ИЧХ при 1450°C. Температура
ликвидуса T
L
расплава 1250°C, а со-
лидуса T
S
– 1200°C. Кокиль и метал-
лические стенки комбинированных
форм выполнены из серого чугуна, а
песчаная форма и неметаллические
стенки комбинированных форм – из
ХТС. Начальная температура всех ви-
дов форм принята в 100°C.
Интенсивность контактного теп-
лообмена между отливкой, рабочими
поверхностями кокиля и металли-
ческими стенками комбинированных
форм α
4i
принята равной термопро-
водимости кокильной краски толщи-
ной 0,4 мм с λ = 0,4 Вт/(м⋅К), то есть
α
4i
= 1000 Вт/(м
2
⋅К). Коэффициент
конвективного теплообмена элемен-
тов комбинированной формы с окру-
жающей средой (воздух) α
ос
= 30 Вт/
(м
2
⋅К). Коэффициенты теплообмена
α
12
и α
23
в контактных зонах метал-
лических стенок приняты равными
500 Вт/(м
2
⋅К), между металлической
и песчаной стенкой – 150, а между
песчаными стенками 70 Вт/(м
2
⋅К).
В результате численных экспери-
ментов определяли максимальные,
минимальные и средние значения
температур: расплава, затвердеваю-
щих корок отливки, стенок формы;
доли твердой фазы ψ, %, в отливке
по мере ее образования; толщины
затвердевшей корки ξ, образующей-
ся на рабочих поверхностях формы
в процессе затвердевания; толщины
корки ξ
ц
и скорости ее роста dξ
ц
/dτ
на центральных участках рабочих по-
верхностей стенок формы.
Время снятия перегрева τ
р
опре-
деляли от момента контакта расплава
со стенками формы до его охлаж-
дения ниже температуры ликвидуса
во всем объеме отливки. Время за-
твердевания отливки τ
кр
принято от
момента контакта расплава с рабочей
поверхностью формы до охлаждения
отливки ниже температуры солидуса
во всем объеме.
Обобщенные результаты расче-
та теплообмена при формировании
отливки из ИЧХ в чугунном кокиле,
трех типах комбинированных форм
и форме из ХТС приведены в таб-
лице.
Охлаждение перегретого
расплава происходит со скоростью,
среднее значение которой в форме
из ХТС составляет 0,53 К/с, в кокиле
– 4,9, а в комбинированных формах
– 2…4 К/с. Непосредственно у ме-
таллических стенок комбинирован-
ных форм интенсивность охлаждения
расплава в 1,3–1,5 раза выше, чем
ее среднее значение для отливки.
Более высокие скорости охлаж-
дения расплава в кокиле и комби-
нированных формах, по сравнению
с песчаной, создают благоприятные
Рис. 1. Расчетные области и граничные условия теплообмена при затверде-
вании прямоугольного бруса в форме из пластин 1, 2 и 3, образующих контур
отливки 4: α
12
, α
23
– коэффициенты теплообмена между элементами формы;
α
41
,
α
42
, α
43
– коэффициенты теплообмена отливки 4 со стенками формы; α
ос
– коэффициент теплообмена стенок формы с окружающей средой

21
ЛИТЕЙНОЕ ПРОИЗВОДСТВО№2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
условия для увеличения числа цен-
тров кристаллизации в расплаве,
формирования структуры отливки с
более мелкими зернами металличес-
кой матрицы и карбидной фазы, по-
вышения плотности литого металла.
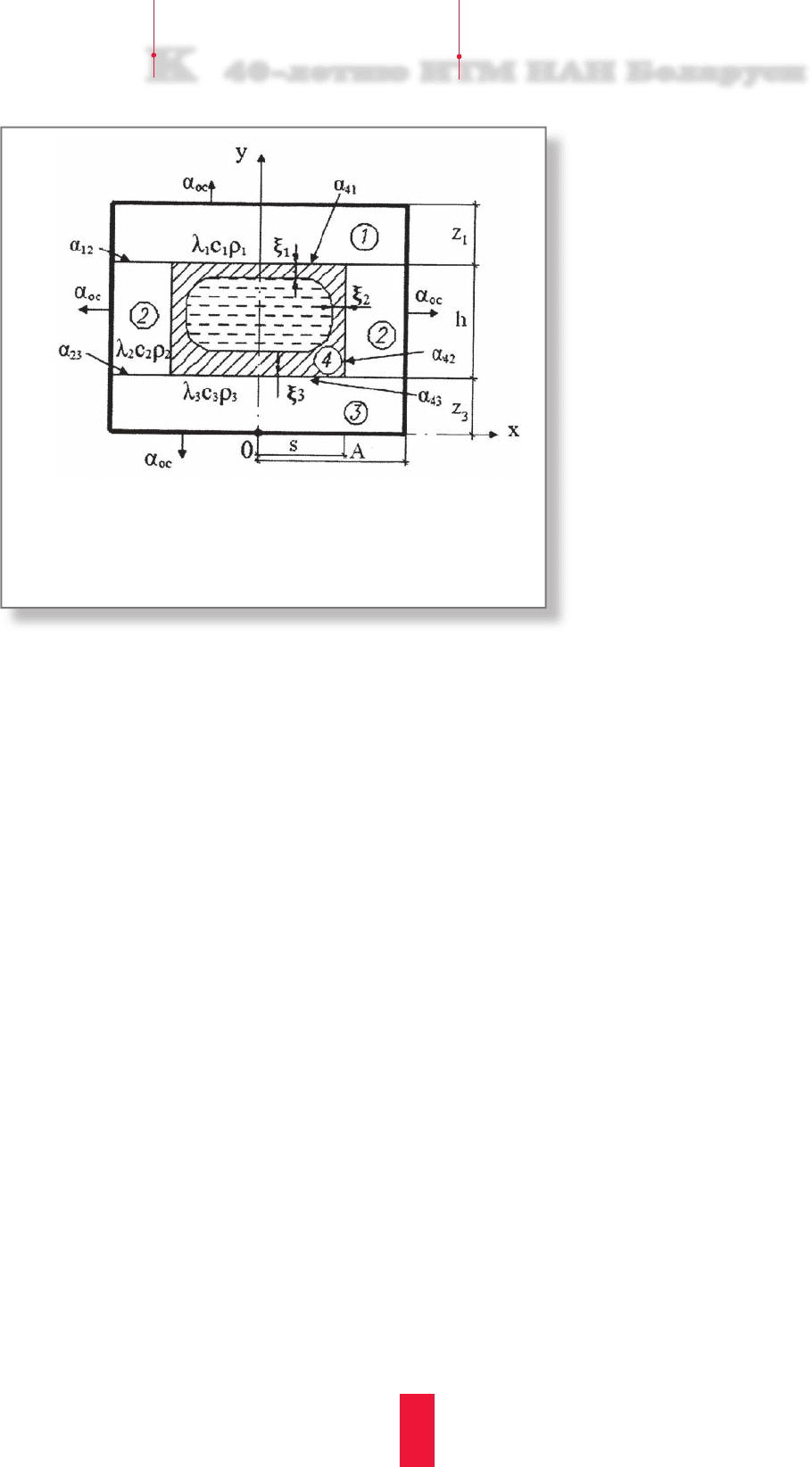
Затвердевание отливки – важ-
нейший параметр, определяющий
формирование ее кристаллического
строения и свойств. На рис. 2 при-
ведены результаты расчета кинетики
образования твердой фазы во всем
объеме затвердевающей отливки
ψ, %, на протяжение всего периода
кристаллизации расплава в форме.
Характерная особенность затвер-
Время
полного
затвер-
дeвания
отливки
τ
кр
, с
Время
охлаждения
перегретого
расплава в
форме τ
р
, с
Время
охлаждения
отливки
в форме
до 700°C,
τ, с
Скорость
охлаждения
перегретого
расплава
S
р
, К/с
Скорость затвер-
девания отливки
на стенках
формы
v, мм/с
Скорость
образования
твердой фазы
в отливке
dψ/dτ, %/с
Скорость
охлаждения
отливки в диа-
пазоне температур
800…700°C S
0
, К/с
1
196,5 40,6 374 6,5…3 – / 0,42…0,29 1,9…0,56 1,8…1,6
2
248 50,4 520 4,6…2
0,15…0,06
0,39…0,22
1,7…0,46 1,6…1,45
3
271 61,9 980 3,4…1,9
0,12…0,05
0,31…0,2
1,5…0,42 0,37…0,3
4
521 108 1460 2,5…1,6
0,08…0,06
0,27…0,16
0,54…0,16 0,23…0,19
5
1508 382 6900 0,65…0,48
0,046…0,0247
/ –
0,11…0,05 0,07…0,065
Тип формы
Примечания. 1. Тип формы: 1 – чугунный кокиль; 2 – комбинированная: стенка 1 – ХТС, стенки 2 и 3 – чугун; 3 – комбиниро-
ванная: стенка 2 – ХТС, стенки 1 и 3 – чугун; 4 – комбинированная: стенки 1 и 2 – ХТС, стенка 3 – чугун; 5 – песчаная (ХТС).
2. В числителе – песчаная, знаменателе – чугунная форма.
девания отливки в кокиле и ком-
бинированных формах – в том, что
образование твердой фазы в отлив-
ке начинается значительно раньше,
чем расплав во всем рабочем про-
странстве формы охладится ниже
температуры ликвидуса T
L
, то есть
при наличии в форме перегретого
расплава. Так, на момент полного
охлаждения перегретого расплава
в кокиле (через 40,6 с) образуется
почти 41% твердой фазы ψ, а в ком-
бинированных формах типов 2, 3 и
4 величина ψ составляет 36; 25,4 и
17,8%, соответственно. В песчаной
форме полностью затвердевшая
корка появляется практически только
после полного снятия перегрева.
Скорость образования твердой
фазы dψ/dτ во всех случаях умень-
шается, по мере охлаждения отливки.
Скорость образования твердой фазы
в кокиле в первые 30 с теплообмена
– 1,9%/с, а в конце затвердевания
уменьшается до 0,56%/с. В комби-
нированных формах интенсивность
образования твердой фазы зависит
от соотношения количества метал-
лических и песчаных стенок формы.
Так, для формы, у которой только
дно металлическое, интенсивность
затвердевания почти в 3 раза ниже,
Рис. 2. Кинетика
образования
твердой фазы
ψ, %, от объема
отливки из ИЧХ
в формах типов
1…5 (см. таб-
лицу)
0 200 400 600 800 1000 1200 1400 τ, c
100
80
60
40
20
ψ, %
1
2
3
4
5
22
ЛИТЕЙНОЕ ПРОИЗВОДСТВО №2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
чем в форме, где всего одна песча-
ная стенка. Скорость образования
твердой фазы в песчаной форме со-
ставляет 0,11…0,05%/с, что в 11–17
раз меньше, чем в кокиле.
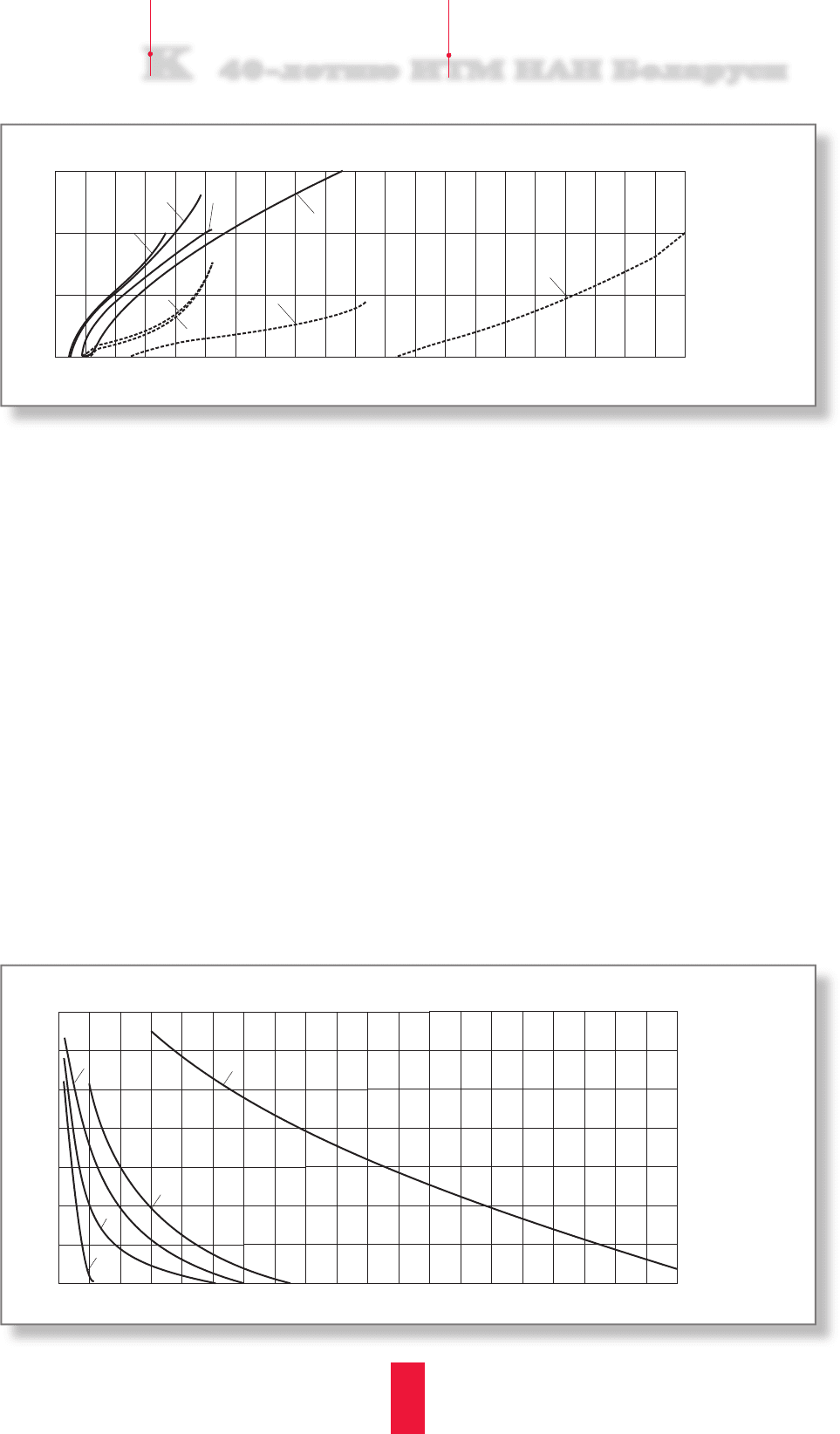
Рост корки на стенках кокиля, а
также на металлических и песчаных
стенках комбинированных форм про-
исходит неравномерно по оси ОХ (см.
рис. 1). На рис. 3 приведены резуль-
таты расчетов толщин корок, намерз-
ших в центральной зоне поверхности
стенок формы (X = 0). Рост корки на-
чинается через некоторый промежу-
ток времени после контакта расплава
с поверхностью формы при охлаж-
дении его до температуры солидуса.
На стенках кокиля корка начинает об-
разовываться через 25 с, а на метал-
лических стенках комбинированных
форм, в зависимости от соотношения
количества металлических и песчаных
стенок, – через 25, 48 и 70 с для форм
типов 2, 3 и 4, соответственно. На пес-
чаных стенках этих форм затвердева-
ние корок начинается через 50, 70 и
130 с, соответственно, а затвердевшая
корка на стенках песчаной формы об-
разуется только через 560 с, когда в
объеме отливки содержится ~ 18%
твердой фазы.
Скорости затвердевания корок на
металлических стенках кокиля и ком-
бинированных форм на начальной
стадии затвердевания различаются в
меньшей степени, чем на завершаю-
щей. В частности, корка толщиной 10
мм образуется на поверхности коки-
ля и металлических стенках комби-
нированных форм за 50…100 с, со
средней скоростью 0,4…0,29 мм/с.
Затем неравномерность скоростей
роста корок возрастает.
Затвердевание отливки на песча-
ных стенках комбинированных форм
начинается позже, чем на металли-
ческих и с более низкими скоростями.
Так, затвердевание корки толщиной
10 мм на песчаных стенках таких
форм происходит со средней ско-
ростью 0,095; 0,08 и 0,047 мм/с для
форм типов 2, 3 и 4, соответственно.
Интенсивность роста корки на песча-
ных стенках комбинированных форм
в 1,3–1,7 раза выше, чем в песчаной
форме, так как при взаимодействии
с металлическими стенками формы
температура расплава быстро пони-
жается. Рост корки на стенках формы
из ХТС начинается только через 200 с
после снятия перегрева (см. рис. 3)
и происходит при наличии большого
количества твердой фазы в расплаве,
со скоростью в 4–9 раз меньшей ско-
рости затвердевания на металличес-
ких стенках комбинированных форм.
Рис. 3. Рост
корок ИЧХ при
затвердевании
в формах
типов 1…5 на
поверхностях
стенок из чугу-
на (сплошная
линия) и ХТС
(штриховая)
Рис. 4. Изме-
нение средней
т
емпературы
отливки из
ИЧХ при ох-
лаждении в
формах типов
1…5
0 200 400 600 1000 1400 τ, c
1
2
3
4
2
3
4
5
60
40
20
ζ, мм
0 2000 4000 6000 8000 1000 τ, c
1200
1000
800
600
1
2
3
4
5
Т
ср
.,
о
С
23
ЛИТЕЙНОЕ ПРОИЗВОДСТВО№2/2011
К
К
40-летию ИТМ НАН Беларуси
40-летию ИТМ НАН Беларуси
Охлаждение затвердевшей отливки в форме. На
рис. 4 – изменение средней калориметрической темпера-
туры Т
ср
затвердевшей отливки при охлаждении в форме
до 500°C. Скорость охлаждения отливки в кокиле непос-
редственно после затвердевания составляет ~ 2°C/с, а в
песчаной форме ~ 0,5°C/с. В интервале 800…700°C ско-
рость охлаждения отливки в кокиле в 25 раз выше, чем в
песчаной форме. В комбинированных формах типов 2, 3
и 4 интенсивность охлаждения отливки при 800…700°C
в 12,8; 5,3 и 3,3 раз выше, чем в форме из ХТС.
Выводы. Проведенное математическое моделиро-
вание и компьютерные расчеты теплообмена отливки из
хромистого чугуна в кокилях, комбинированных и песча-
ной формах позволили определить основные параметры
ее затвердевания и охлаждения. Установлено с л е д у ю -
щее.
• В кокиле и комбинированных формах значительная
часть отливки затвердевает при наличии в ней перегрето-
го расплава, а в песчаной форме твердая корка образует-
ся после снятия перегрева из расплава, содержащего в
значительных количествах твердожидкую фазу.
• Скорость затвердевания отливки в кокиле превыша-
ет скорость затвердевания в песчаной форме в 7–9 раз.
• Скорость затвердевания отливки в комбинированных
формах больше, чем в песчаной. Она зависит от соотноше-
ния числа металлических и песчаных стенок в форме.
• На металлических стенках скорость затвердевания
в 3–7 раз, а на песчаных стенках в 1,3–1,7 раза больше,
чем в песчаной форме.
• Скорость охлаждения затвердевшей отливки в диа-
пазоне 800…700°C в песчаной форме ниже, чем в коки-
ле почти в 25 раз, а в комбинированных – от 4 до 17 раз.
Методика и результаты проведенных исследований
используются при разработке технологических регла-
ментов литья деталей из ИЧХ с повышенным ресурсом
работы.
1. Барановский К.Э.,
Ильюшенко В.М., Станю-
ленис Ю.Л. Литье деталей
из износостойких хромистых
чугунов для центробежных
мельниц в комбинированные
формы и кокили // Литье и
металлургия. – 2009. – №3.
СПИСОК
ЛИТЕРАТУРЫ
– С. 162–164.
2. Анисович Г.А., Жмакин Н.П. Охлаждение отливки
в комбинированной форме. – М.: Машиностроение, 1969.
3. Кац А.М., Шадек Е.Г. Теплофизические основы
непрерывного литья слитков литых металлов и сплавов.
– М.: Металлургия, 1983.