Кузнецов Ю.И. Технологическая оснастка для станков с ЧПУ и промышленных роботов
Подождите немного. Документ загружается.


высокоточную установку ножей в корпусе фрезы. Фрезы изготавливают диаметром
40...250 мм с различным числом зубьев 5.. .20 и более. Передний угол 10°, задний угол 12..
.15°, вспомогательный угол в плане 10.. .12°, радиус при вершине 0,3.. .0,6 мм. При
обработке заготовки из закаленных сталей снижается шероховатость обработанной
поверхности до 0,8.. .0,4 мкм и повышается производительность обработки в 2—4 раза по
сравнению со шлифованием. Торцовые насадные ступенчатые фрезы с механическим
креплением прецизионных пластин круглой формы из композита 0,5 предназначены для
предварительной и окончательной обработки деталей из серых и высокопрочных
чугунов твердостью НВ 150.. .300, в том числе по литейной корке.
Для черновой обработки небольших плоских поверхностей и выборок рекомендуется
применять концевые обдирочные фрезы диаметром 26... 50 мм. Хвостовики фрез
крепятся в переходной оправке. Наличие на хвостовике трапецеидальной резьбы позволяет
осуществлять настройку в осевом направлении. Предусмотрено два исполнения фрез: с
торцовыми зубьями и без них. Радиальное биение режущих кромок зубьев не более 0,03
мм для двух смежных и 0,06 мм — для двух противоположных зубьев.
Для обработки пазов различной формы применяют концевые фрезы с цилиндрическим
хвостовиком двух исполнений с регулировочным винтом и без него. Фрезы с
регулировочным винтом обеспечивают регулирование вылета инструмента, они
применяются в тех случаях, когда необходима смена одного и того же вида инструмента
по мере его износа. Фрезы диаметром свыше 10 мм выполняются сварными. Радиальное
биение составляет для двух смежных зубьев 0,015 и 0,03 мм для двух противоположных
зубьев. Торцовое биение не должно превышать 0,02 мм.
Для обработки заготовок из легких сплавов применяют концевые фрезы из
быстрорежущей стали Р6М5 диаметром 20.. .50 мм. Фрезы обеспечивают высокую
производительность и качество обработки. Они затачиваются эльбором без цилиндрической
ленточки. Полированные канавки фрез обеспечивают хороший сход стружки
Для обработки пазов и фасонных поверхностей заготовок из высокопрочных сталей и
титановых сплавов применяют концевые фрезы, изготовляемые из сталей Р9К5,
Р9М4К8, Р6М5К5 или Р8МЗК60. Твердость рабочей части HRC 63.. .66. Фрезы заточены
эльбором.

Для фрезерования пазов и уступов (диаметром 12...22 мм) в заготовках из
труднообрабатываемых сталей и сплавов и упрочненных чугунов применяют концевые
фрезы с монолитной твердосплавной частью. Материал рабочей части — твердый
сплав ВК8. Фрезы имеют угол наклона винтовой линии 35° и увеличенный объем
стружечной канавки. По сравнению с аналогичными фрезами из быстрорежущей стали
твердосплавная фреза позволяет повысить производительность обработки в 2.. .2,5
раза, стойкость фрез диаметром 12...22 мм увеличивается в 8...10 раз, а диаметром 40
мм — в 25 раз.
Для обработки шпоночных пазов 2...20 мм применяют шпоночные фрезы из
быстрорежущей стали с цилиндрическим хвостовиком. Фрезы диаметром 2. ..10 мм
выполняют без регулирования вдоль оси. Фрезы диаметром свыше 10 мм выполняют
сварными. Радиальное биение относительно оси хвостовика не более 0,02 мм.
Торцовое биение для фрез диаметром до 18 мм не более 0,03 мм, диаметром свыше 18
мм — не более 0,04 мм.
2.3.6. Расточные резцы и оправки
Растачивание резцами взамен развертывания обеспечивает более высокую точность
расположения отверстий и геометрической формы. Для черновой, получистовой и
чистовой обработок отверстий рекомендованы шесть типов резцов и расточных
оправок для них.
Первый тип — резцы-вставки типа «Микробор» с микрорегулированием для
растачивания отверстий диаметром от 20 мм и выше, обработки сквозных
ступенчатых, глухих отверстий, торцов и фасок (рис. 2.5, а). На цилиндрической
поверхности резца 2 (выполнена точная резьба с шагом 0,5 мм. Градуированная гайка
3 навинчена на резец и базируется своей конусной поверхностью в оправке 1. На торце
резца имеется заплечико 4 с двумя шпоночными выступами, которые входят «в пазы
отверстия оправки. В отверстии центрируется только заплечико, а резьбовая часть
резца входит в отверстие с зазором. В нужном положении резец закрепляют винтом 5
с шайбой 6 и плоской пружиной 7. На гайке нанесено 40 делений, что обеспечивает
при повороте ее на одно деление перемещение резца на 12,5 мкм, а в радиальном
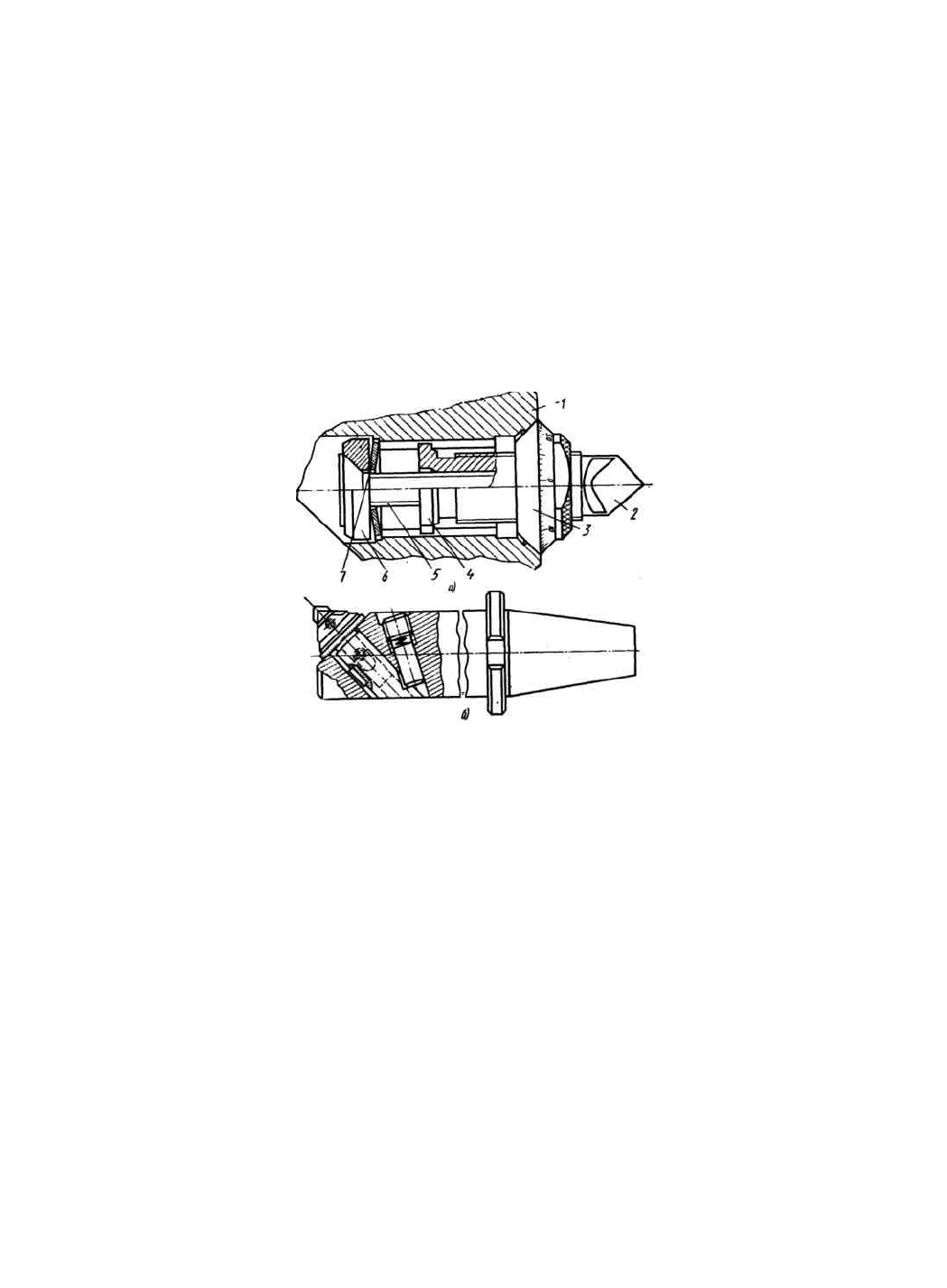
направлении на 10 мкм (учитывая угол наклона резца). Этот тип резцов рекомендуется
в основном для получистовой и чистовой обработок.
Второй тип — резец с микрорегулированием. В отличие от резцов типа «Микробор»
они более просты в изготовлении, рекомендуются для чистового растачивания
отверстий диаметром 20... 50 мм.
Третий тип — оправки с микрорегулированием, в которых применяются резцы
квадратного сечения, которые рекомендуют для обработки отверстий диаметром
свыше 50 мм (рис. 2.5,6). Резец закрепляют в сквозном отверстии державки двумя
винтами. Наклонный стопорный винт предназначен для стопорения винтовой
Рис. 2.5. Расточные резцы
пары державка — лимб-гайка. Точное перемещение резца в пределах 3. ..15 мм на диаметр
производится поворотом лимб-гайки относительно риски на корпусе при ослабленном
наклонном винте.
Четвертый тип — оправки со специальными резцами, предназначенные для обработки
точных отверстий диаметром 20. ..120 мм в корпусных деталях с настройкой на размер по
прибору с высокой точностью. Резцы выполнены круглыми (диаметром 8 и 12 мм), с
лыской на наружной поверхности и имеют резьбовой хвостовик. Гайка имеет резьбу с
разными шагами на наружном диаметре и в отверстии.
Пятый тип — оправки для расточки отверстий диаметром 52... 200 мм с наиболее
высокой точностью. Точность регулирования—0,01 мм на диаметр. В головках применяют
специальные резцы из быстрорежущей стали или резцы, оснащенные твердосплавными
пластинами.
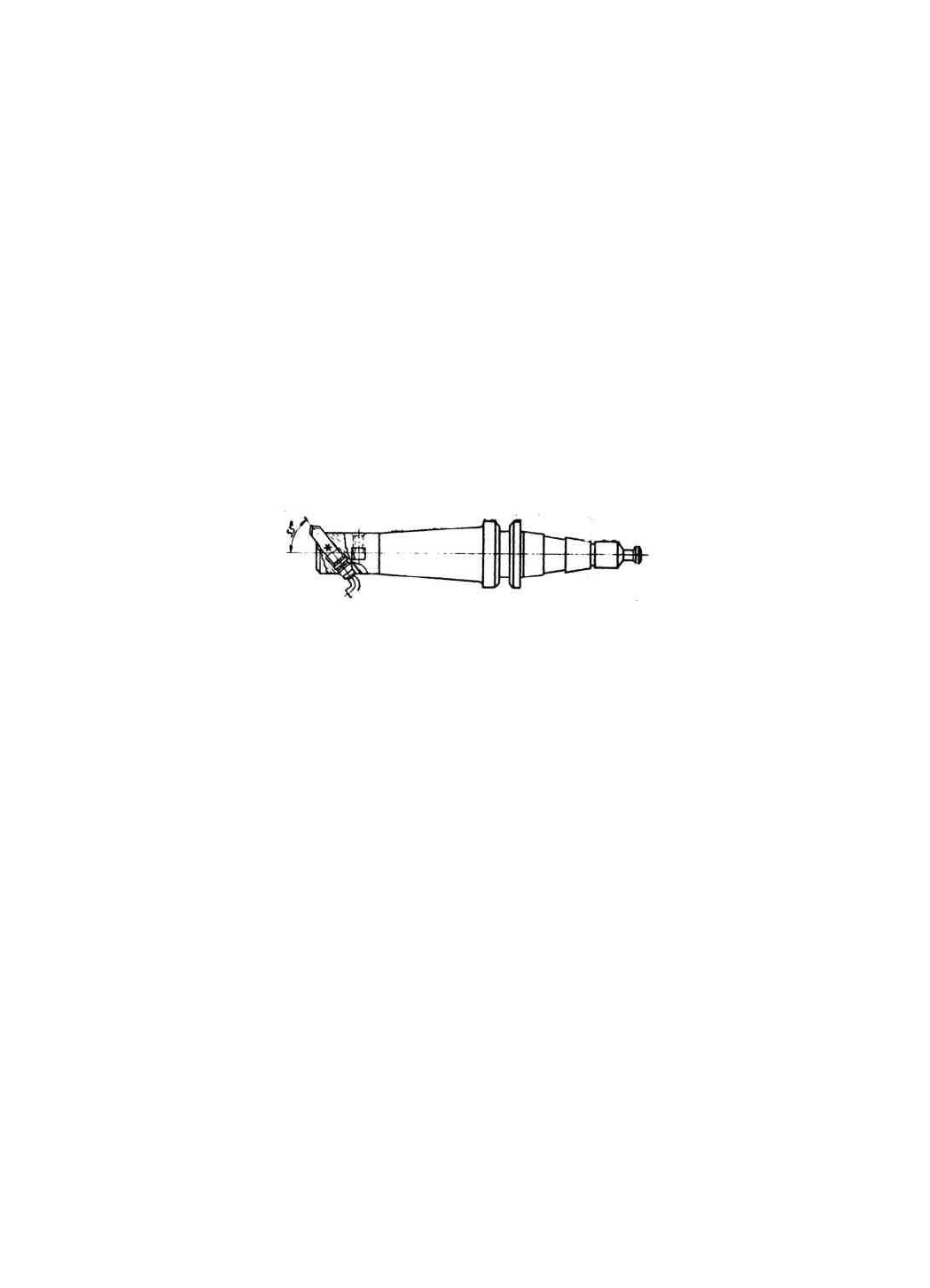
Шестой тип — оправки со стандартными квадратными резцами (рис. 2.6) для
получистовой и черновой обработки отверстий диаметром от 20 мм в корпусных деталях.
Вылет резца в оправках регулируется изогнутым ключом посредством специальной
гайки с делениями. Резцы-вставки предназначены для обработки сквозных и глухих
отверстий. Конструкция их предусматривает применение в качестве режущей части
стандартных твердосплавных пластин с механическим креплением на державках. Резцы-
вставки регулируются «в радиальном направлении посредством навинченной на них лимб-
гайки с точностью 0,01 мм. Крепление резцов-вставок осуществляется в цилиндрических
отверстиях оправок. Такая конструкция обеспечивает точную настройку инструмента на
размер, а также позволяет создавать комбинированный инструмент, обеспечивающий
Рис. 2.6. Расточная оправка
выполнение нескольких технологических переходов за один рабочий ход, сократить
вспомогательное время и повысить точность обработки отверстий.
Для обработки отверстий малого диаметра (4. ..20 мм) применяют цельные
расточные резцы с креплением в шпиндели и оправки станков с ЧПУ. Резец имеет
цилиндрическую зажимную часть и коническую головку, оснащенную
композиционным материалом, закрепляемым в головке резца методом пайки.
Применение таких резцов повышает качество обработки. Их применяют взамен
абразивного инструмента при внутреннем шлифовании отверстий е деталях из
закаленной стали.
Применяют также резцы расточные державочные круглого сечения с регулируемой
длиной вылета резца, предназначенные для обработки отверстий диаметром 20 мм и
более «в заготовках из закаленных сталей и чугунов с креплением в оправки станков с
ЧПУ. Цилиндрическое тело резца с лыской имеет с торца резьбовое отверстие для
регулировочного резца с контргайкой. Заготовка композита закрепляется в державке
методом пайки. Резцы применяют в станкостроении при обработке заготовок
корпусных деталей, коробок, плит, фланцев. Резцы изготовляют с углами в плане 30°,
45° и 93L°. Расточка отверстий резцами из композита взамен внутреннего шлифования
или расточки твердосплавным инструментом обеспечивает шероховатость
обработанной поверхности Rа = 0,1... 0,8 мкм и повышает производительность
обработки в 3.. .5 раз.
ГЛАВА 3.
ВСПОМОГАТЕЛЬНЫЕ ИНСТРУМЕНТЫ ДЛЯ СТАНКОВ С ЧПУ
§ 3.1. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАНКОВ ТОКАРНОЙ
ГРУППЫ
К «вспомогательному инструменту, предназначенному для установки режущего
инструмента на токарных станках с ЧПУ, предъявляются следующие основные
требования, обеспечивающие повышение качества и производительности обработки:
предварительная (вне станка) настройка режущего инструмента на
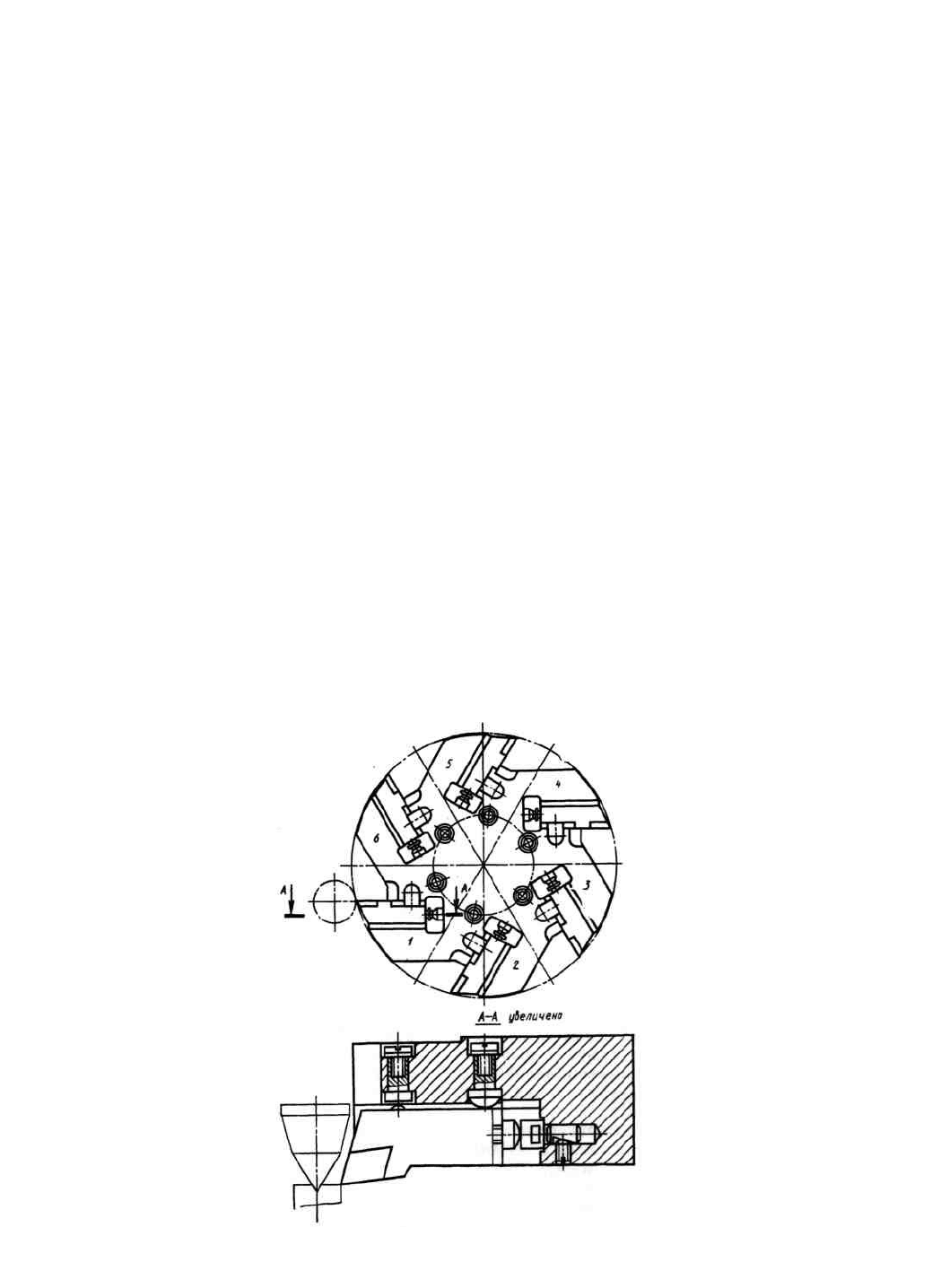
Рис. 3.1. Револьверная головка
заданные размеры обработки; быстросменность при переналадках и быстрая смена
затупившегося инструмента; достаточная точность и жесткость; унификация
присоединительных размеров и универсальность применения; возможность использования
автоматического крепления и смены режущего инструмента.
На центровых и патронных станках с ЧПУ применяют револьверные головки с
непосредственным креплением режущего инструмента «в точных пазах головки.
Револьверная головка для станка 16К20ФЗ с ЧПУ показана на рис. 3.1. В головке могут
устанавливаться до шести инструментов (для центровых работ) или до трех
инструментальных блоков с инструментом для обработки внутренних поверхностей (для
патронных работ).
На токарных станках с ЧПУ применяют две подсистемы вспомогательного инструмента: с
цилиндрическим хвостовиком и с базирующей призмой, предназначенных для установки
режущего инструмента в револьверной головке.
Рис. 3.2. Схема соединения резцедержателя с цилиндрическим хвостовиком с
револьверной головкой
В подсистеме вспомогательного инструмента с цилиндрическим хвостовиком надежное и
точное соединение «вспомогательного инструмента — резцедержателей 1 с револьверной
головкой — обеспечивают цилиндрические хвостовики с прецизионной по шагу гребенкой
(рис. 3.2).
Зубья гребенки зацепляются с зубьями втулки 2, ось которой расположена под углом в
плоскости, перпендикулярной плоскости оси хвостовика державки. При завинчивании
винта 3 зубцы втулки 2 закрепляют державку 1 одновременно в осевом и радиальном
направлениях. Подсистема включает резцедержатели с различным расположением пазов
под резцы 16, 20, 25, 32, 40 мм. Схема компоновки инструментальных блоков со
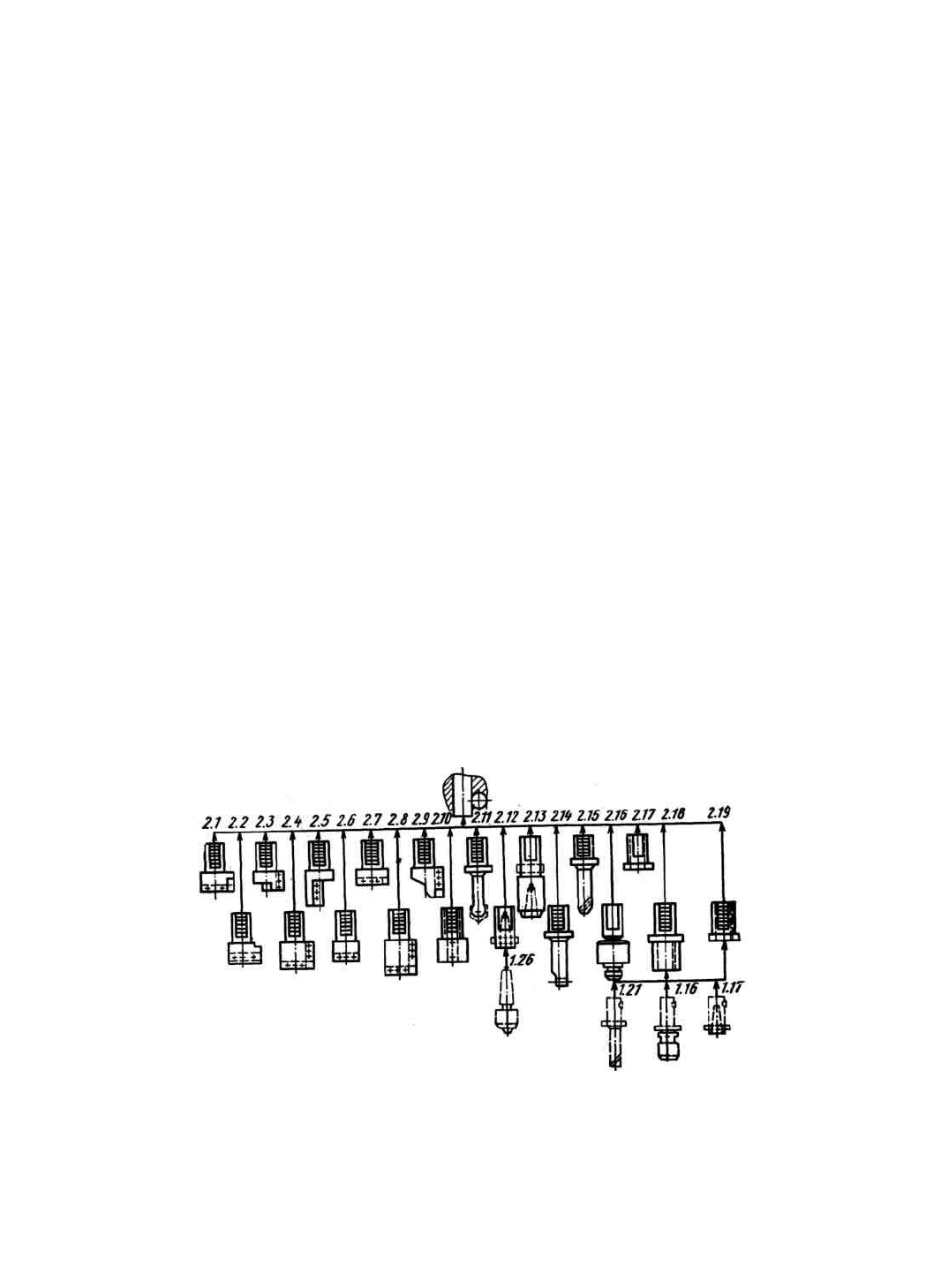
вспомогательными инструментами с цилиндрическим хвостовиком показана на рис. 3.3.
Резцедержатели 2,1—2.9 предназначены для закрепления резцов сечением от 16X16 до
40X40 мм. Резцедержатели 2.1; 2.2; 2.4; 2.7; 2.8; 2.9 предназначены для установки
инструмента для обработки наружных поверхностей. Резцедержатели 2.3 и 2.5
предназначены для установки инструмента для обработки внутренних поверхностей,
выточек, расточек и др. (в резцедержателе 2.5 можно крепить отрезные резцы). Для
обработки труднодоступных выточек и канавок применяют инструмент, устанавливаемый
в резцедержателе 2.6. Для контурного наружного точения применяют удлиненный
резцедержатель 2.9 с открытым пазом. Резцедержатели 2.1—2.9 (за исключением
двустороннего резцедержателя 2.6) «могут быть левого и правого исполнения. В
переходной втулке 2.10 устанавливают режущий инструмент или переходной
вспомогательный инструмент с хвостовиком диаметром 16.. .40 мм.
Державки 2.11 предназначены для установки перовых сверл. Переходная жесткая «втулка
2.12 и патрон 2.13 с самоустанавливающейся втулкой предназначены для установки
режущего инструмента с хвостовиком с конусом Морзе. Резцедержатели или бор-штанги
2.14 и 2.15 предназначены для растачивания резцами глубоких отверстий диаметром
70.. .250 мм; патрон 2.16—для установки метчиков.
Рис. 3.3. Схема компоновки инструментальных блоков со вспомогательным инструментом
с цилиндрическим хвостовиком
При установке в патроне специальной вставки можно нарезать резьбу плашками.
Переходная разжимная втулка 2.17 предназначена для крепления инструмента с

цилиндрическим хвостовиком диаметром 8.. .32 мм. Переходные втулки 2.18 и 2.19 с
диаметром отверстия 36 и 48 мм позволяют использовать на станках токарной группы
инструмент сверлильно-расточных и фрезерных станков. Применение системы
вспомогательного инструмента с цилиндрическим хвостовиком позволяет сократить
номенклатуру вспомогательного инструмента на токарных станках с ЧПУ примерно в 2
раза.
Подсистема «вспомогательного инструмента с базирующей призмой и различным
расположением пазов под резцы размером 16, 20, 25, 32 и 40 мм показана на рис. 3.4.
Двусторонний резцедержатель 3.1 имеет высокую жесткость, его применяют в системах с
любым расположением револьверной головки при любом направлении вращения
шпинделя, он позволяет использовать полную мощность станка при черновых операциях.
Режущий инструмент сечением от 16х 16 до 40X40 мм устанавливают в открытом или
закрытом пазе. Инструмент предварительно настраивают вне станка « резцедержателе
регулировочными винтами. Жесткий резцедержатель 3.2 с открытым перпендикулярным
пазом имеет правое и левое исполнения, позволяет «вывести режущий инструмент за
габарит револьверной головки. Резцедержатель 3.3 позволяет устанавливать два резца.
Универсальный трехсторонний резцедержатель 3.5 имеет несколько меньшую жесткость,
чем резцедержатель с открытым и закрытым пазами. Держатель 3.6 предназначен для
установки вспомогательного инструмента к токарным станкам с цилиндрическим
хвостовиком диаметром 30.. .60 мм. Держатели 3.7 и 3.8 имеют два исполнения и
предназначены для установки инструмента к станкам фрезерно-сверлильно-расточной
группы с цилиндрическим хвостовиком диаметром 36 и 48 мм. Применение блока 3.4
обеспечивает увеличение подачи СОЖ в зону резания. Подсистема обеспечивает
возможность унификации резцедержателей с резцедержателями подсистемы с
цилиндрическим хвостовиком.
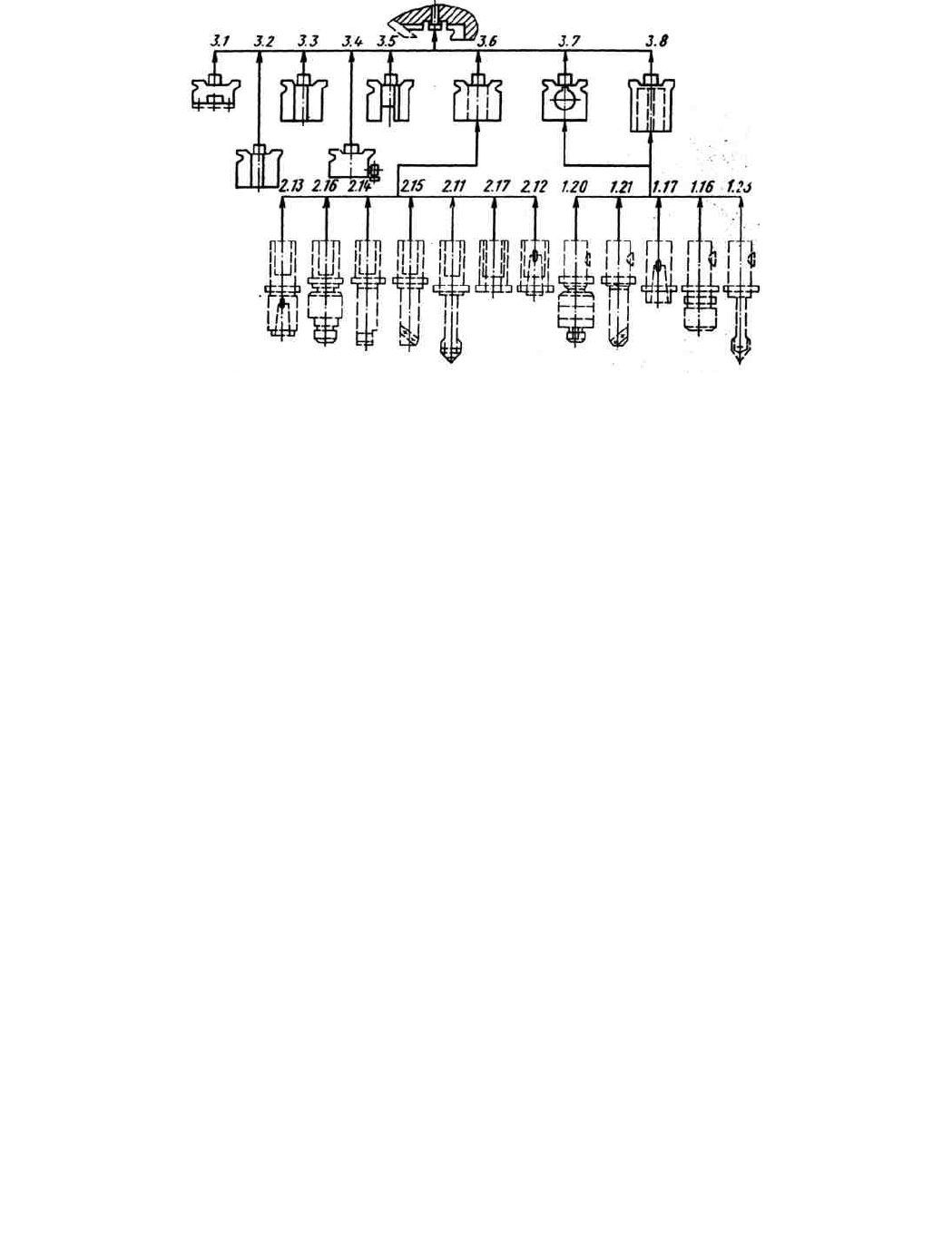
Рис. 3.4. Схема компоновки инструментальных блоков со вспомогательным инструментом
с базирующей призмой
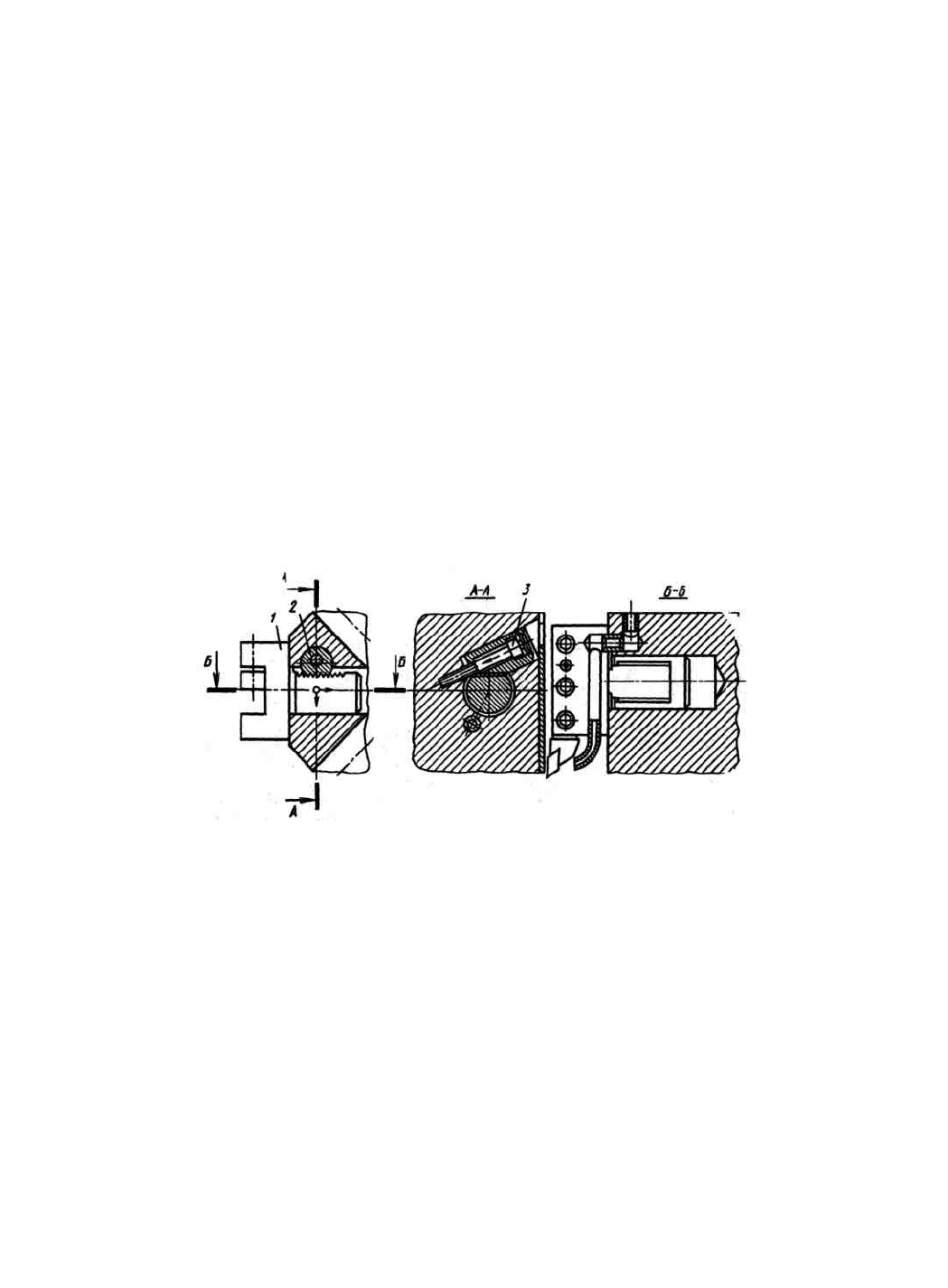
В подсистеме вспомогательного инструмента с базирующей призмой надежное и
точное соединение резцедержателей с револьверной головкой (рис. 3.5, а) обеспечивается
присоединительным элементом, выполненным в виде базирующей призмы с размером
l=56, 72, 90, 115 и 140 мм.
Резец 2 устанавливают в резцедержатель 1 и закрепляют двумя винтами 3 через планку
4. Резцедержатель 1 устанавливают в револьверную головку (рис. 3.5, б) по нижней и
боковой поверхности призмы и фиксируют относительно паза револьверной головки
сухарем 3. Закрепляют резцедержатель 1 прихватом 2.
§ 3.2. ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ ДЛЯ СТАНКОВ ФРЕЗЕРНО-
СВЕРЛИЛЬНО-РАСТОЧНОЙ ГРУППЫ
К вспомогательному инструменту для станков с ЧПУ фрезерно-сверлильно-расточной
группы предъявляют следующие основные требования: высокая точность; минимальная
погрешность установки; высокая жесткость во всех направлениях приложения состав-
ляющих сил резания; виброустойчивость; быстросменность; надежность; легкая к
быстрая настройка инструмента на требуемый размер вне станка; универсальность;
простота конструкции и технологичность; минимальная номенклатура вспомогательного
инструмента.
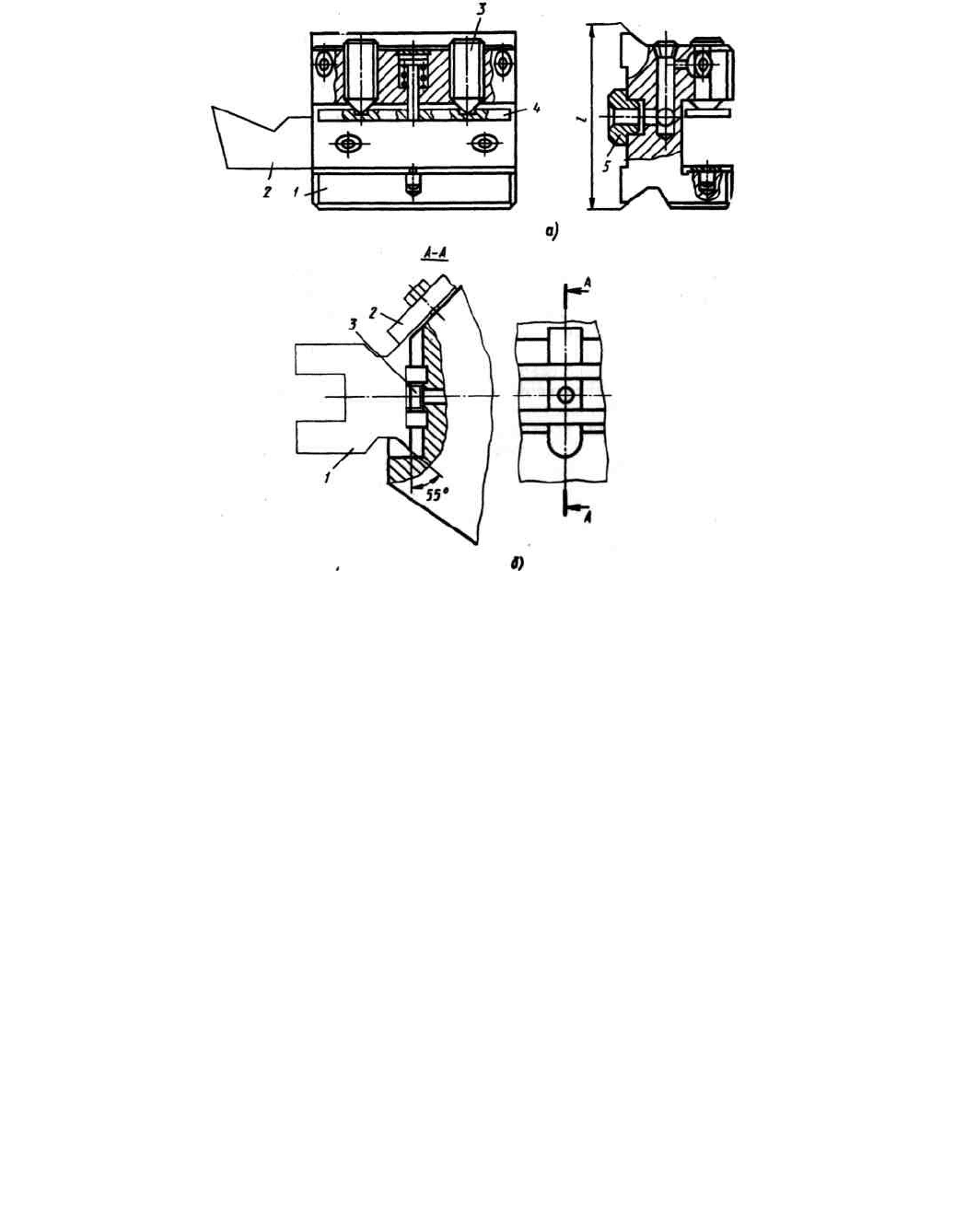
Рис. 3.5. Схема соединения резцедержателя с базирующей призмой с револьверной головкой
Для обеспечения точности, жесткости, виброустойчивости и эксплуатационной
надежности крепления режущего инструмента, а также для предварительного
регулирования вылета инструмента применяют конструкции сборного вспомогательного
инструмента, разделенного на элементы (агрегаты), соединяемые между собой
поверхностями, обеспечивающими удобное и быстросменное крепление. Преимуществами
сборного инструмента являются: уменьшение числа отдельных типов вспомогательного
инструмента; переналадка размеров инструмента, регулирование длины вспомогательного
инструмента; уменьшение расхода металла; сокращение номенклатуры режущего и
вспомогательного инструмента. На станках с ЧПУ фрезерно-сверлильно-расточной
группы соединение режущего и вспомогательного инструмента осуществляют посредством
цилиндрических и конических хвостовиков.