Кузьмин Б.А. и др. Металлургия, металловедение и конструкционные материалы
Подождите немного. Документ загружается.

101
выплавки широкого сортамента углеродистых и легированных сталей, так и в
смысле потребляемых исходных материалов.
В мартеновских печах можно перерабатывать передельные чугуны любо-
го состава как в твердом, так и в расплавленном состоянии, различный лом и
вводить в шихту другие добавки (руду, окалину и т. п.).
Выход годной стали, благодаря небольшому угару, при мартеновой плав-
ке выше, чем при конверторном переделе, и составляет 90-96% металлической
завалки.
Недостатком мартеновского способа получения стали является большая
продолжительность плавки, превышающая несколько часов, и большой расход
топлива особенно при работе на твердой завалке.
Получение стали в дуговых электрических печах имеет неоспоримые
преимущества, важнейшими из которых являются очень высокое качество по-
лучаемой стали, возможность выплавлять любые марки стали, включая высо-
колегированные, тугоплавкие и жаропрочные. Плавка в электрических печах
дает минимальный угар железа по сравнению с другими сталеплавильными аг-
регатами и, что особенно важно, минимальное окисление дорогостоящих леги-
рующих присадок благодаря нейтральной атмосфере в печи. Следует отметить
удобство регулирования температурного режима и легкость обслуживания этих
печей.
Недостатком выплавки стали в дуговых электрических печах является по-
требность в большом количестве электроэнергии и высокая стоимость переде-
ла, так как на 1 т стали при твердой закалке расходуют от 600 до 950 кВт-ч
электроэнергии. Поэтому дуговые электрические печи применяют главным об-
разом для получения высоколегированных и других дорогих сортов стали,
предназначенных для ответственных изделий.
Для повышения качества стали и увеличения производительности от-
дельных агрегатов иногда применяют так называемые дуплекс-процессы. Для
102
этого сталь из кислородного конвертора направляют на доводку в основную
мартеновскую печь или дуговую электрическую печь, но такое комбинирова-
ние пока не нашло широкого применения.
§ 5. Разливка стали и получение слитков
На металлургических заводах жидкую сталь после выпуска из печи раз-
ливают в слитки различной формы и развеса, которые служат затем заготовка-
ми в прокатных и кузнечных цехах.
Жидкую сталь из печей выпускают в большие разливочные ковши, в дне
которых имеется отверстие, закрывающееся сверху стопором через систему
рычагов, выведенных за стенку ковша. Ковши имеют прочный кожух с цапфа-
ми для захвата его краном. Внутри ковш и стопор футеруют шамотным огне-
упорным кирпичом. Металл, выпущенный в ковш, выдерживается 5-10 мин для
выравнивания его состава и всплывания неметаллических примесей и газов, по-
павших в сталь при выпуске ее из печи. Затем ковш направляют на разливку.
в современных условиях сталь разливают либо в изложницы, либо на ус-
тановке для непрерывной разливки. Заполнение изложниц сталью возможно
сверху непосредственно из донного отверстия ковша или сифонным способом.
В последнем случае разливка производится через вертикальный литник, из ко-
торого жидкая сталь через горизонтальные литниковые ходы с системой шла-
коуловителей поступает снизу в несколько изложниц.
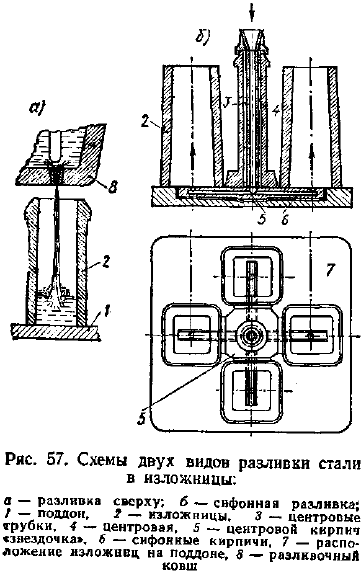
103
Схемы двух видов разливки стали в
изложницах показаны на рис. 57. Слитки
для сортового проката имеют круглое се-
чение. Слитки для проката на лист делают
плоскими. Наиболее часто слитки отливают
массой от 1 до 20 т, иногда - в 100 т и бо-
лее. Выбор способа разливки обусловлен
организационными и технологическими
условиями сталеплавильного цеха. Для из-
готовления слитков крупного развеса
сталь обычно заливают сверху, мелкого
развеса - сифонным способом. Затвердева-
ние стали в металлической изложнице не
может идти одновременно во всем объеме слитка, оно начинается с холод-
ных стенок и дна, а затем распространяется внутрь слитка. Кроме того, при
затвердевании жидкая сталь уменьшается в объеме на несколько процентов.
Все это приводит к образованию в слитке усадочной раковины в ее головной
части, а иногда и мелких раковин ниже головной части слитка. Для прокатки и
ковки необходимы слитки без усадочных раковин одинакового химического
состава, по возможности однородной структуры. Однако выполнить все эти ус-
ловия при отливке слитков в изложницы очень трудно.
Слитки, отлитые сверху, обычно имеют меньшую по размеру усадочную
раковину, чем слитки, залитые сифонным способом, так как в верх слитка дли-
тельное время подается горячий расплавленный металл. На зато поверхность
слитка, полученного сифонным способом, гораздо чище и ровнее, чем у
слитков, залитых сверху, так как брызги металла, неизбежные при верхней
заливке, попадая на холодные стенки изложницы, застывают и не всегда потом
сплавляются с основным металлом.
104
Для уменьшения размера усадочной раковины принимают различные ме-
ры: слиток расширяют вверху и сужают к нижней части; верхнюю съемную
часть изложницы внутри футеруют огнеупорами (так называемыми утеплен-
ными насадками); у крупных слитков после начала затвердевания верхнюю
часть нагревают газовыми горелками, электросварочной дугой, иногда кладут
термитную смесь. Для разогрева верхней части слитка применяют и другие тех-
нические приемы.
Первый капитальный труд о строении
стального слитка был написан в 1878 г. все-
мирно известным русским ученым Д. К. Чер-
новым, а более поздние работы уточнили и
подтвердили многие его взгляды на кристал-
лизацию стали.
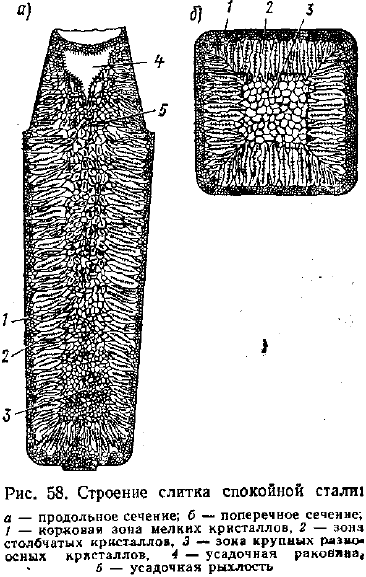
Различают полученные в изложницах
слитки спокойной и кипящей стали, Если сли-
ток спокойной стали разрезать вдоль и от-
шлифовать, то можно увидеть несколько раз-
личных структурных зон (рис. 58). У поверх-
ности боковых стенок и дна слитка есть не-
большой слой мелких однородных плотных кристаллов; затем следует второй,
более толстый слой столбчатых дендритных кристаллов, образующих различ-
ные дефекты и пустоты в местах стыка отдельных дендритов особенно при
стыке дендритов боковых стенок и дна, и в середине находится третья зона
равноосных кристаллов разного размера неплотной структуры с большим коли-
чеством неметаллических включений, чем у краев слитка, вызванных тем, что
эта часть слитка застывает последней и часть неметаллических примесей оттес-
няется сюда затвердевающими у стенок дендритамй.
105
Структура слитка в различных его частях так же, как химический состав
стали, сильно отличается от средних данных, полученных после взятия пробы
из жидкой стали перед разливкой. Благодаря ликвации, происходящей при ос-
тывании слитка в изложнице, содержание углерода, а особенно серы и фосфора
в различных частях слитка может отклоняться на 200-300%.
В середине верхней трети или четверти слитка располагается более или
менее компактная усадочная раковина, вблизи которой часто можно увидеть
мелкие раковины и рыхлоту.
Кроме того, химический состав стали и других сплавов в различных мес-
тах одного и того же дендрита получается неоднородным. Оси дендрита, обра-
зовавшиеся позднее, богаче легкоплавким элементом и плавятся быстрее (и за-
стывают позже). Поэтому слиток в зоне дендритов имеет внутрикристалличе-
скую или дендритную ликвацию. Еще более резко в слитке спокойной стали
выражена так называемая зональная ликвация, т. е. пробы металла, взятые у
стенок слитка в его средней (третьей) зоне, могут существенно отличаться по
химическому составу. Это можно наблюдать у углеродистой стали, полученной
изложенными выше способами и хорошо раскисленной в печи и ковше.
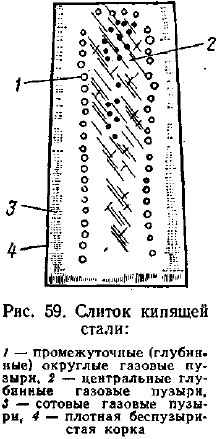
На рис. 59 представлен схематический разрез слитка
кипящей стали. Такие слитки получают из стали, содержа-
щей не более 0,3% углерода при условии, что эта сталь не
раскисляется полностью в печи богатыми ферросплавами и
алюминием. При заливке такой стали в изложницу после об-
разования у холодных стенок изложниц небольшого слоя
мелких кристаллов из почти чистого железа в оставшемся
жидком металле (при дальнейшей кристаллизации) повыша-
ется содержание углерода, поэтому активно начинается реак-
ция прямого восстановления углеродом еще не раскисленной
закиси железа
106
FеО + С = Fе + СО
Образовавшиеся пузырьки газообразной окиси углерода оттесняются
кристаллизующимися дендритами от стенок к центру слитка и вверх, а также
перемешивают оставшуюся еще в жидком состоянии сталь, выравнивая ее хи-
мический состав. Затем они выносят к поверхности слитка часть неметалличе-
ских включений и растворенных в металле газов. Выделение пузырьков газа из
застывающего слитка создает впечатление кипения (что и обусловливают его
название). Некоторые пузырьки окиси углерода не успевают выйти из слитка до
его застывания и в слитке образуются пустоты правильной круглой формы.
Пустоты, образованные окисью углерода в малоуглеродистой стали, заварива-
ются при больших обжатиях слитков. Слитки кипящей стали получаются
обычно с небольшими усадочными раковинами и имеют мало неметаллических
включений, так как не раскисляются ферросплавами и алюминием, да и стоят
они поэтому дешевле.
У слитков перед прокаткой отрезается верхняя часть, в которой размеще-
на усадочная раковина, так как она имеет окисленную I поверхность и не зава-
ривается при прокатке. В последние десятилетия создается большое количество
установок для
непрерывной разливки стали, при которой не образуется усадочных рако-
вин и получаются слитки, значительно более равномерные как по химическому
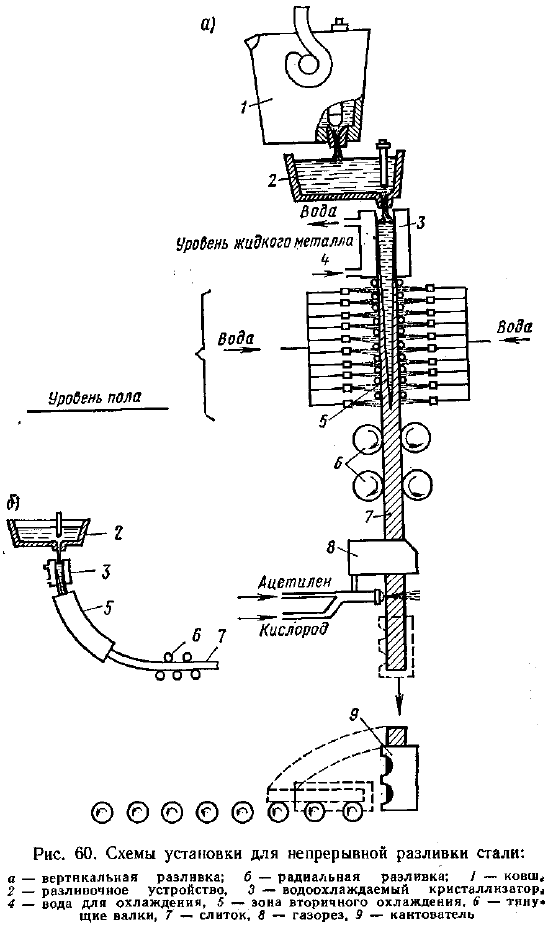
составу, так и по структуре. Схема машины для непрерывной разливки стали,
представляющей собой многоэтажное соорузкение, показана на рис. 60. Сталь
из разливочного ковша через промежуточный ковш непрерывной и равно-
мерной струей заливается в кристаллизатор, представляющий собой слегка ка-
чающейся вверх и вниз двухстенный короб из красной меди, стенки которого
интенсивно охлаждаются проточной водой. Благодаря этому сталь быстро фор-
мирует прочные и плотные стенки слитка. Из кристаллизатора слиток непре-
рывно вытягива-82 ется валками с определенной скоростью, соответствующей
107
скорости кристаллизации слитка. Ниже кристаллизатора до выхода из валков
слиток подвергается вторичному охлаждению брызгами, при этом заканчивает-
ся его отвердение. После выхода из валков от непрерывно опускающегося
слитка кислородно-газовой горелкой отрезают куски необходимой длины и от-
возят в нужном направлении.
В последние годы появились не только вертикальные установки для раз-
ливки стали, но и установки с изгибом слитка. Наиболее популярна сейчас ус-
тановка радиальной непрерывной разливки, схема которой показана на рис. 60,
108
б, которая может быть размещена в габаритах существукщих сталеплавильных
цехов.
Слитки непрерывной разливки по сравнению со слитками, полученными
в изложницах, имеют более чистую поверхность; кроме того, из-за большой
скорости охлаждения они характеризуются мелкой структурой и менее разви-
той химической неоднородностью, минимальной по продольной оси слитка.
Однако и эти слитки имеют свои дефекты; наиболее часты продольные и попе-
речные наружные трещины, появляющиеся при нарушении скорости вытягива-
ния слитка, которая может измениться от 0,4 до 10 м/мин.
Непрерывная разливка на разливочной машине обеспечивает не только
качественный слиток и резко уменьшает потери металла в отходы, но значи-
тельно облегчает условия работы и резко повышает производительность труда
как при разливке стали, так и при
дальнейшей обработке слитков.
Одноручьевая установка непре-
рывной разливки позволяет полу-
чить от 20 до 150 т/ч слитков (в за-
висимости от их сечения и фор-
мы).
Вторым фактором, обеспе-
чивающим повышение качества
стали в последнее время, стало ее
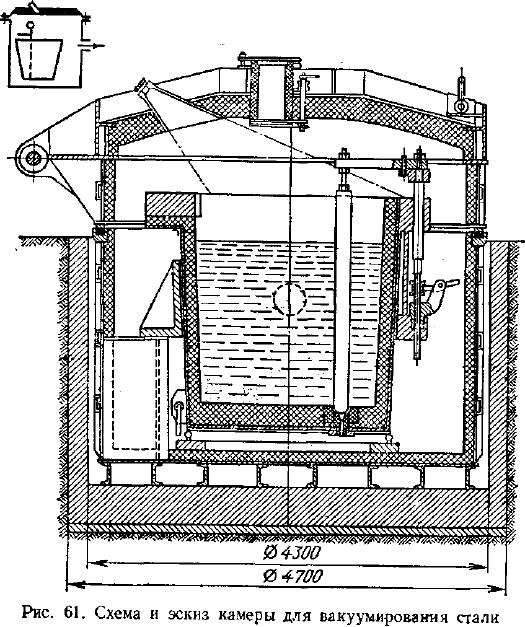
вакуумирование перед разливкой и
вакуумная разливка в слитки. Ва-
куумирование стали перед раз-
ливкой проводят в ковше, поме-
щая его в камеру (рис. 61). Камера футерована шамотным кирпичом и закрыва-
ется крышкой, стальное кольцо которой для уплотнения вдавливается в резино-
109
вую прокладку. В крышку вмонтирована «гляделка» с кварцевым стеклом. Об-
работка, ста л и в ковше длится 10-12 мин при остаточном давлении около 300
Па (20 мм рт. ст. ). Выделение газов при вакуумировании вызывает бурное ки-
пение и перемешивание металла.
После этого камеру соединяют с атмосферой, снимают крышку и сталь из
ковша разливают в слитки обычным способом.
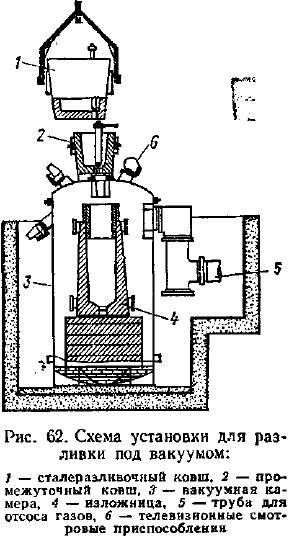
Отливка слитков в вакууме применяется главным образом для высокока-
чественных и некоторых высоколегированных марок стали. Она требует до-
вольно сложной организации и оборудования; одна из применяемых установок
показана на рис. 62.
Разрежение в камере разливки устанавливается 70-50 Па (5-3 мм рт. ст.), а
иногда и меньше. Благодаря тому, что газы удаляются не только из слитка, а
также из струи металла, протекающей в вакууме, удаление газов в такой уста-
новке протекает значительно лучше, чем в стационарной камере (рис. 61). Из
стали
при разливке в вакууме удаляется около 60% растворенного водорода и
другие газы, уменьшается количество неметаллических включений. У слитков
стали, отлитых таким способом, повышаются механи-
ческие свойства и пластичность. Стоимость слитков,
отлитых этим способом, значительно повышается.
В годы Великой Отечественной войны 1941-
1945 гг. академик Е. О. Патон внедрил в практику
сварочных работ электрошлаковую сварку крупных
стальных деталей. В 60-х годах этот принцип нашел
применение в металлургии для значительного улуч-
шения качества стальных слитков.
В слегка конусной водоохлаждаемой изложнице
расплавлен слой шлака, содержащего значительное
110
количество плавикового шпата. Ко дну изложницы подводят полюс источника
переменного тока большой силы, а стальной стержень или слиток, отлитый лю-
бым путем, опускают в шлак и подводят к нему другой полюс; при этом сталь-
ной стержень разогревается и при достаточной большой силе тока начинает
плавиться его часть, опущенная в шлак. Капли металла, проходя через шлак,
очищаются от неметаллических включений и растворенных газов. Попадая на
холодные стенки изложницы, капли начинают кристаллизоваться, образуя но-
вый слиток. По мере его образования либо опускают поддон изложницы, либо
медленно поднимают первичный слиток-электрод. Новый слиток благодаря
кристаллизации под флюсом и перемещению
зоны кристаллизации имеет хорошую структу-
ру и меньше неметаллических включений.
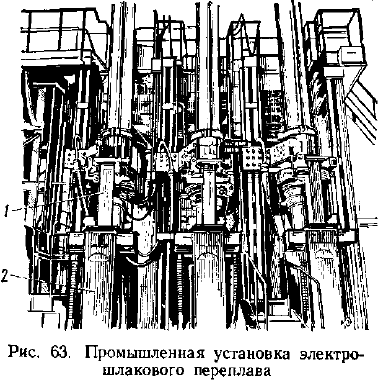
На рис. 63 показана трехпозиционная
промышленная установка для электрошлако-
вого переплава, где 1 - первичный слиток-
электрод, 2 - водоохлаждаемая изложница
вторичного слитка.
В последние годы на ряде заводов часть
стали повторно переплавляют на электрошлаковых установках и в вакуумных
печах, что значительно повышает качество слитков. На основе этого опыта
XXV съезд КПСС рекомендовал совершенствовать и шире внедрять прогрес-
сивные способы производства и улучшения качества металла: выплавку стали в
кислородных конверторах, электропечах, вакуумный, электрошлаковый пере-
плавы, а также непрерывную разливку и обработку жидкой стали синтетиче-
скими шлаками и методом внепечного вакуумирования.