Курсовой проект - Проект организации производства серной кислоты. Вариант 8
Подождите немного. Документ загружается.


В качестве реакторов для обжига колчедана могут применяться печи
различной конструкции: механические, пылевидного обжига, кипящего слоя
(КС). Печи кипящего слоя отличаются высокой интенсивностью (до 10p000
кг/м
2
·сут), обеспечивают более полное выгорание дисульфида железа
(содержание серы в огарке не превышает 0,005 мас. долей) и контроль
температуры, облегчают процесс утилизации теплоты реакции обжига. К
недостаткам печей КС следует отнести повышенное содержание пыли в газе
обжига, что затрудняет его очистку. В настоящее время печи КС полностью
вытеснили печи в других типов в производстве серной кислоты из
колчедана.
2) Технологический процесс производства серной кислоты из
элементарной серы контактным способом отличается от процесса
производства из колчедана рядом особенностей. К ним относятся:
– особая конструкция печей для получения печного газа;
– повышенное содержание оксида серы (IV) в печном газе;
– отсутствие стадии предварительной очистки печного газа.
Последующие операции контактирования оксида серы (IV) по физико-
химическим основам и аппаратурному оформлению не отличаются от
таковых для процесса на основе колчедана и оформляются обычно по схеме
ДКДА. Термостатирование газа в контактном аппарате в этом методе
осуществляется обычно путем ввода холодного воздуха между слоями
катализатора.
Принципиальная схема производства серной кислоты из серы
представлена на рис. 2:
1 2
3
4 5
H
2
SO
4
Рис. 2. Структурная схема производства серной кислоты из серы.
1 – осушка воздуха; 2 – сжигание серы; 3 – охлаждение газа, 4 –контактирование;
5 –абсорбция оксида серы (IV) и образование серной кислоты.
Существует также способ производства серной кислоты из
сероводорода, получивший название «мокрого» катализа, состоит в том, что
смесь оксида серы (IV) и паров воды, полученная сжиганием сероводорода в
токе воздуха, подается без разделения на контактирование, где оксид серы
(IV) окисляется на твердом ванадиевом катализаторе до оксида серы (VI).
Затем газовая смесь охлаждается в конденсаторе, где пары образующейся
серной кислоты превращаются в жидкий продукт.
Таким образом, в отличие от методов производства серной кислоты из
колчедана и серы, в процессе мокрого катализа отсутствует специальная
стадия абсорбции оксида серы (VI) и весь процесс включает только три
последовательные стадии:
1. Сжигание сероводорода:
11
Н
2
S + 1,5О
2
= SО
2
+ Н
2
О – ΔН
1
, где ΔН
1
= 519 кДж
с образованием смеси оксида серы (IV) и паров воды
эквимолекулярного состава (1 : 1).
2. Окисление оксида серы (IV) до оксида серы (VI):
SО
2
+ 0,5О
2
<=> SО
3
– ΔН
2
, где ΔН
2
= 96 кДж,
с сохранением эквимолекулярности состава смеси оксида серы (IV) и
паров воды (1 : 1).
3. Конденсация паров и образование серной кислоты:
SО
3
+ Н
2
О <=>
Н
2
SО
4
– ΔН
3
, где ΔН
3
= 92 кДж
таким образом, процесс мокрого катализа описывается суммарным
уравнением:
Н
2
S + 2О
2
= Н
2
SО
4
– ΔН, где ΔН = 707 кДж.
Большие масштабы производства серной кислоты особенно остро
ставят проблему его совершенствования. Здесь можно выделить следующие
основные направления:
1. Расширение сырьевой базы за счет использования отходящих газов
котельных теплоэлектроцентралей и различных производств.
2. Повышение единичной мощности установок. Увеличение мощности
в два-три раза снижает себестоимость продукции на 25 – 30%.
3. Интенсификация процесса обжига сырья путем использования
кислорода или воздуха, обогащенного кислородом. Это уменьшает объем
газа, проходящего через аппаратуру, и повышает ее производительность.
4. Повышение давления в процессе, что способствует увеличению
интенсивности работы основной аппаратуры.
5. Применение новых катализаторов с повышенной активностью и
низкой температурой зажигания.
6. Повышение концентрации оксида серы (IV) в печном газе,
подаваемом на контактирования.
7. Внедрение реакторов кипящего слоя на стадиях обжига сырья и
контактирования.
8. Использование тепловых эффектов химических реакций на всех
стадиях производства, в том числе, для выработки энергетического пара.
Важнейшей задачей в производстве серной кислоты является
повышение степени превращения SО
2
в SО
3
. Помимо увеличения
производительности по серной кислоте выполнение этой задачи позволяет
решить и экологические проблемы – снизить выбросы в окружающую среду
вредного компонента SО
2
.
Повышение степени превращения SО
2
может быть достигнуто разными
путями. Наиболее распространенный из них – создание схем двойного
контактирования и двойной абсорбции (ДКДА).
2.4.Определение эффективного фонда времени работы оборудования.
1) Эффективный фонд времени работы оборудования в среднем за год
(Т
эф
) рассчитывается по формуле:
12

ср
ппрном
ср
эф
ТТТ
,
где: Т
ном
– номинальный (режимный) фонд времени работы оборудования за
год (8640 ч.);
ср
ппр
Т
- время простоя оборудования в ремонтах в среднем за год в течение
ремонтного цикла.
2) Расчетное количество ремонтов к - го типа (
РАСЧ
РЕМ
К
n
) в течение
ремонтного цикла (РЦ) определяется на основе данных о продолжительности
ремонтного цикла (
К
КР
Т
) и пробега между двумя смежными ремонтами
одного типа (
К
ПРОБ
Т
) для каждого вида оборудования, представленных в
табл. 1, по следующей формуле:
К
К
К
ПРОБ
КР
РАСЧ
РЕМ
Т
Т
n
3) При этом следует учитывать, что при проведении более трудоемкого
ремонта предусматривается проведение всех более мелких ремонтов. Так,
при проведении капитального (К) ремонта проводятся и средний (С), и
текущий (Т) ремонты. Таким образом, например, общее количество
планируемых текущих ремонтов (
ПЛ
РЕМ
ТЕК
n
) в течение ремонтного цикла, не
совмещенных с проведением более крупных ремонтов может быть
рассчитано следующим образом:
1
ПЛ
РЕМ
РАСЧ
РЕМ
ПЛ
РЕМ
СРТЕКТЕК
nnn
;
где:
ПЛ
РЕМ
СР
n
- количество планируемых средних ремонтов, не совмещенных с
капитальным ремонтом, в течение ремонтного цикла;
1 – количество капитальных ремонтов в межремонтном цикле.
При этом, исходя из имеющихся данных о нормативной
продолжительности ремонтов, необходимо правильно рассчитать суммарную
продолжительность простоя оборудования в ремонтах.
4) В связи с тем, что производственная программа задается на год, а
ремонтный цикл, как правило, охватывает более длительный период, то
необходимо в начале рассчитать суммарную продолжительность простоев
каждой единицы оборудования в ремонтах в течение всего ремонтного
цикла, а затем среднюю продолжительность ремонтов в год в рамках
ремонтного цикла:
m
tn
Т
m
k
РЕМ
ПЛ
РЕМ
ср
ппр
КК
1
где:
К
РЕМ
t
– продолжительность ремонта к-го типа (час),
m – продолжительность ремонтного цикла (лет).
Выполняем расчеты для:
- контактных аппаратов К-39-4
n
расч,рем,тек
= 34560 / 720 = 48, n
пл,рем,тек
= 48 – 1 – 1 = 46
n
расч,рем,ср
= 34560 / 17280 = 2, n
расч,рем,ср
= 2 – 1 = 1
m = 34560 / 8640 = 4 года
13
Т
ппр
= ( 46 ∙ 8 + 96 + 600 ) =1064 час
Т
ср,ппр
= 1064 / 4 = 266 час
Т
ср,эф
= 8640 – 266 = 8374 час
Такие же расчеты выполняем для каждого вида оборудования.
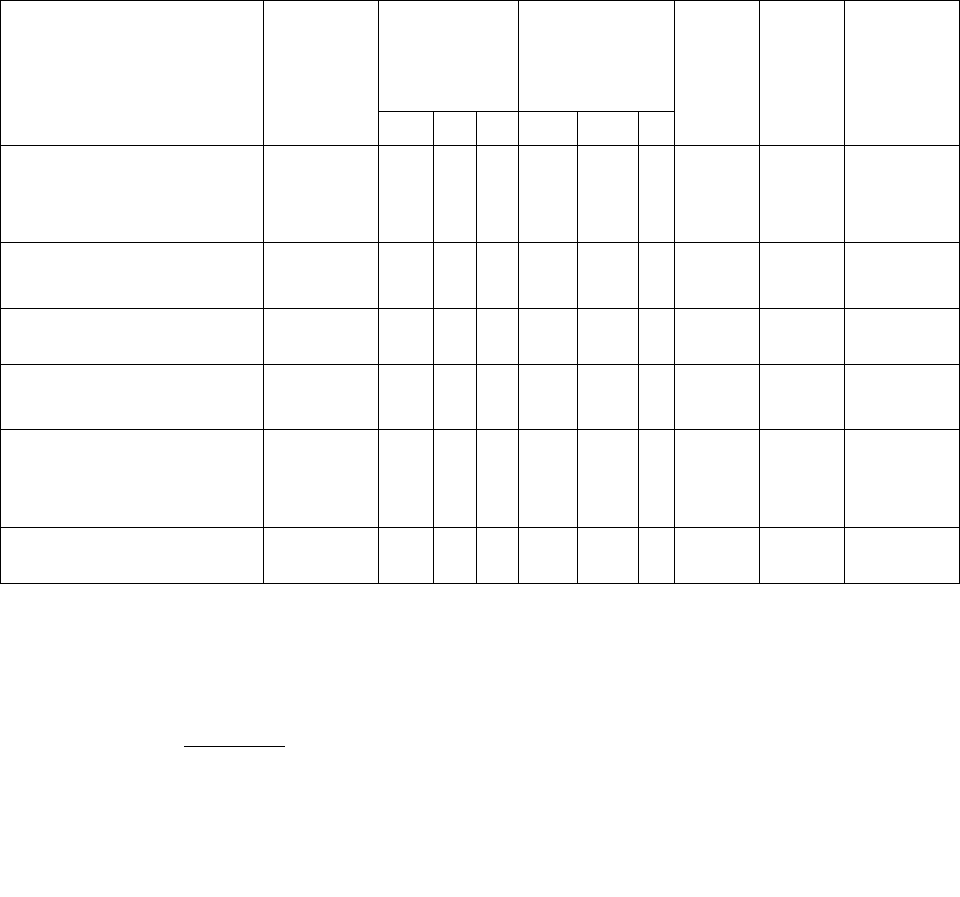
Расчетные данные занесены в таблицу 3.
Таблица 3. Количество ремонтов, время простоев.
Наименование
оборудования
Тип
оборудо
вания
Кол-во
расчетных
ремонтов в
год
Кол-во
планируемы
х ремонтов в
год
Тппр,
час
Тппр
ср,
час
Тэф. ср.
Т С К Т С К
Контактный аппарат
К-39-4
К-39-4
К-85-5
48
48
48
2
2
2
1
1
1
46
46
46
1
1
1
1
1
1
1064
1064
1064
266
266
266
8374
8374
8374
Печь для сжигания
серы
КС-200
ДКСМ
48
48
2
2
1
1
46
46
1
1
1
1
1572
1572
393
393
8247
8247
Промывная башня
(брызгоулавливатель)
ПБ 48 4 1 44 3 1 1968 492 8148
Сушильная башня
СБ 48 4 1 44 3 1 1000 250 8390
Абсорбер для кислоты
технической
АТ 12
0
5 1 11
5
4 1 2000 200 8440
Абсорбер для кислоты
реактивной
АР 8 2 1 6 1 1 216 108 8532
5) Расчет требуемого количества оборудования j-го типа для
выполнения производственной программы (В
год
) может производиться по
следующей формуле:
ср
эффj
год
расч
j
j
TN
В
n
где:
расч
j
n
- расчетное количество оборудования j-го типа,
N
j
– часовая производительность единицы оборудования j-го типа,
ср
эф
j
T
- эффективный фонд времени работы оборудования j-го типа в
среднем за год в течение межремонтного цикла.
6) В связи с тем, что расчетное количество единиц оборудования, как
правило, не равно целому числу, то количество единиц оборудования,
принимаемого к установке (n
уст
), следует рассчитывать путем округления
расчетного количества оборудования до целого числа в большую сторону.
В случаях, когда расчетное число единиц оборудования ненамного
превышает целое число (до 0,15), следует при разработке организационно-
технических мероприятий предусматривать возможность изыскания
резервов, направленных на повышение производительности рассчитываемого
оборудования.
Для производства технической кислоты понадобиться оборудования:
14
n
,конт. апп.
= 17500 / (2,92 ∙ 8374 ) = 0,72
n
печь
= 17500 / ( 5,79 ∙ 8247 ) = 0,37
n
пром. б.
= 17500/ (3,45 ∙ 8148 ) = 0,62
n
суш. б.
= 17500/ ( 3,45 ∙ 8390 ) = 0,6
n
абс
= 17500/ (3,45 ∙ 8440 ) =0,6
Для производства реактивной кислоты понадобиться оборудования:
n
,конт. апп.
= 30000 / (2,92 ∙ 8374 ) = 1,23
n
печь
= 30000/ ( 5,79 ∙ 8247 ) = 0,47
n
пром. б.
= 30000/ (3,45 ∙ 8148 ) = 1,07
n
суш. б.
= 30000/ ( 3,45 ∙ 8390 ) = 1,04
n
абс
= 30000/ ( 0,14 ∙ 8532 ) = 25,12
Общая расчетная потребность в оборудовании:
n
,конт. апп.
= 0,72 + 1,23 = 1,93 → 2 шт
n
печь
= 0,37 + 0,63 = 1,0 → 1 шт
n
пром. б.
= 0,62 + 1,07 = 1,69 → 2 шт
n
суш. б.
= 0,60 + 1,04 = 1,64 → 2 шт
устч
КТабс
n
..
0,60 + 25,12 = 25,72
→ 26
Оборудование, принимаемое к установке:
2
..
уст
аппконт
n
1
уст
печь
n
2
.
устч
башняпром
n
2
.
уст
башнясуш
n
26
..
уст
КРабс
n
1
..
устч
КТабс
n
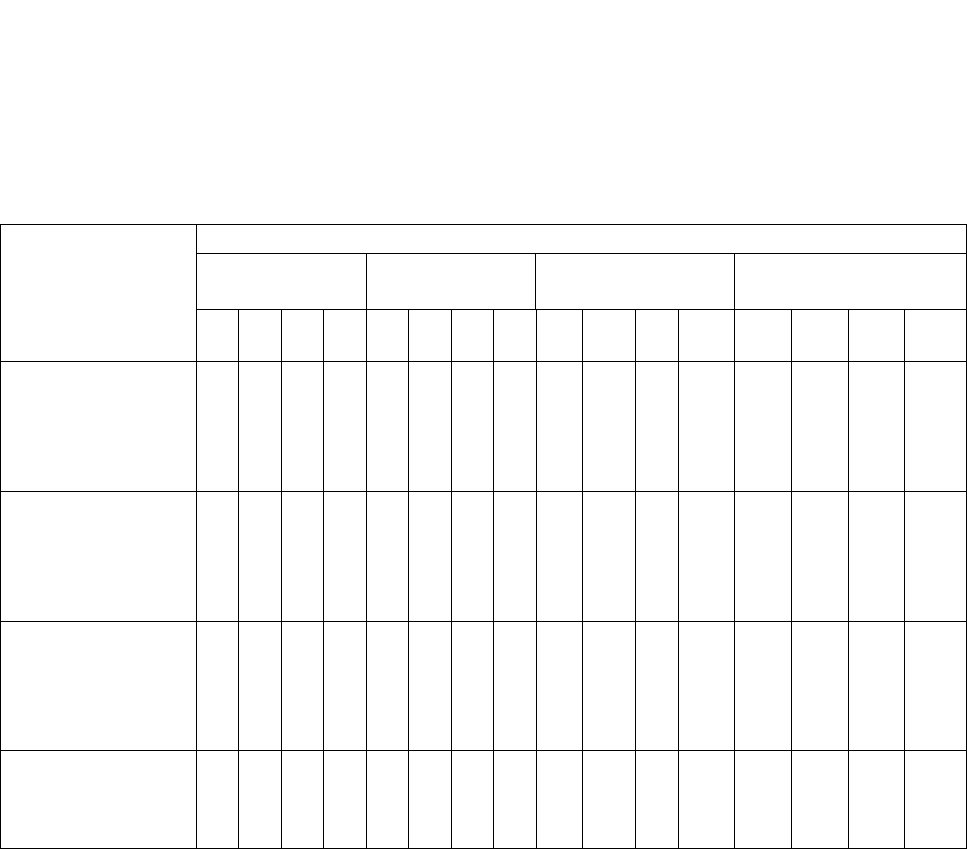
7) Для иллюстрации цикличности проведения планово-предупредительных
ремонтов требуется представить график проведения ППР в течение
ремонтного цикла для каждой принятой к установке единицы выбранного
типа оборудования. Данный график носит условный характер, т.к. не имеет
привязки к конкретному календарному периоду ( см. табл. 4).
Таблица 4. Условный график ППР основного технологического оборудования.
Наименование
оборудования
Остановы оборудования для проведения ремонтов
1-й год РЦ 2-й год РЦ 3-й год РЦ 4-й (последний) год
РЦ
Контактный
аппарат
К-39-4
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
3Т 3Т 3Т 3Т 2Т
К
К-39-4
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
3Т 3Т 3Т 3Т 2Т
К
К-85-5
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
3Т 3Т 3Т 3Т 2Т
К
Печь для
сжигания серы:
КС-200
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
2
Т
3
Т
3Т 3
Т
3Т 3Т 3Т 3Т 2Т
К
15

С
ДКСМ
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
3Т 3Т 3Т 3Т 2Т
К
Промывная
башня
(брызгоулавлива
тель)
3
Т
3
Т
3
Т
2
Т
С
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
2Т
С
3Т 3Т 3Т 2Т
К
Сушильная
башня
3
Т
3
Т
3
Т
2
Т
С
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
2Т
С
3Т 3Т 3Т 2Т
К
Абсорбер для
кислоты
технической
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
3
Т
2
Т
С
3
Т
3Т 3
Т
3Т 3Т 3Т 3Т 2Т
С
Абсорбер для
кислоты
реактивной
Т Т Т С Т Т Т К Т Т Т С Т Т Т К
2.5. Расчет производственной мощности цеха и разработка
организационно-технических мероприятий по улучшению
ее использования.
Производственная мощность – это максимально возможный выпуск
продукции, предусмотренный на соответствующий период (декаду, месяц,
квартал, год) в заданной номенклатуре и ассортименте с учётом
оптимального использования наличного оборудования и производственных
площадей, прогрессивной технологии, передовой организации производства
и труда.
Экономическое обоснование производственной мощности – важнейший
инструмент планирования промышленного производства, потенциальная
возможность валового выпуска продукции.
При формировании производственной мощности учитывается влияние таких
факторов, как номенклатура, ассортимент, качество продукции, парк
основного технологического оборудования, средний возраст оборудования и
эффективный годовой фонд времени его работы при установленном режиме,
уровень сопряжённости парка, размер производственных площадей и т.п.
Производственная мощность рассчитывается по всему перечню
номенклатуры и ассортимента выпускаемой продукции. В условиях
многономенклатурного производства, когда выпускаемая продукция
характеризуется сотнями наименований изделий, каждое из которых
отличается не только назначением или конструктивными особенностями, но
и технологией изготовления, осуществляются группировка всей
номенклатуры производимой продукции и выбор изделия-представителя.
16

Производственная мощность рассчитывается по ведущим производственным
цехам, участкам и оборудованию с учётом сложившейся кооперации и
мероприятий по ликвидации «узких мест».
К ведущему подразделению относятся подразделения, в которых
выполняются основные технологические операции по изготовлению
плановой продукции. В нашем случае в соответствии с исходными данными
ведущим оборудованием являются в производстве: а) серной кислоты
технической контактной – контактный аппарат; б) серной кислоты
реактивных квалификаций – абсорберы.
Под «узким местом» понимается несоответствие мощности отдельных цехов,
участков, групп оборудования минимальной мощности соответствующего
подразделения, участка или группы оборудования. Устранение узкого места
осуществляется по плану организационно-технических мероприятий,
который разрабатывается в двух направлениях, т.е. с учётом и без учёта
привлечения дополнительных капитальных вложений. Ко второму
направлению относятся мероприятия по вводу не установленного
оборудования, привлечению дополнительной рабочей силы, расширению
многостаночного обслуживания, сокращению внутрисменных простоев,
перераспределению деталей на взаимозаменяемое оборудование с меньшим
уровнем его использования.
При определении производственной мощности не учитываются простои
оборудования или недоиспользование производственных площадей,
вызванное дефицитом рабочей силы и производственных запасов,
отклонениями в организации производства и т.п.
При организации многостадийного производства необходимо, в первую
очередь, определить среднегодовую производственную мощность каждого
производственного звена (участка, стадии и т.п.), после чего определяется
мощность производства (цеха, предприятия) в целом.
В зависимости от особенностей организации производства (непрерывное,
прерывное, периодическое) применяется соответствующая методика расчета
производственной мощности.
Производственные мощности отдельных технологических стадий
производства (годовые) вычисляются по формуле:
эфiiii
ТNnМ
,
где n
i
– количество однотипного оборудования i-й стадии;
N
i
– часовая производительность единицы оборудования i-й стадии;
Т
эф.i
– эффективный фонд времени работы единицы оборудования i-й стадии.
С учётом исходных данных и данных таблицы 7 и 8 имеем:
- для контактного аппарата: М
1
= 2∙2,92 ∙ 8374 = 48904,16 т/год;
- для печи: М
2
= 5,79 ∙ 8247 = 47750,13 т/год;
- для промывной башни: М
3
= 2 ∙ 3,45 ∙ 8148 = 56221,2 т/год;
- для сушильной башни: М
4
= 2 ∙ 3,45 ∙ 8390 = 57891 т/год;
- для абсорберов технической кислоты: М
5
= 3,45 ∙ 8440 = 29118 т/год;
- для абсорберов реактивной кислоты: М
6
= 26 ∙ 0,14 ∙ 8532 = 31056,5 т/год.
17

Производственная мощность производства (цеха) в целом определяется
уровнем производственной мощности ведущего участка (оборудования ), т.е.:
М
цех
= М
вед
= 48904,16 т/год.
7) Построение профиля производственной мощности.
Профиль производственной мощности цеха составляется путем
построения диаграммы мощностей отдельных участков, расположенных по
ходу последовательного выполнения производственных операций. Профиль
производственной мощности цеха по производству серной кислоты
представлен на рисунке 3.
0
10
20
30
40
50
60
70
Контактный
аппарат
Печь для
с жигания с еры
Промывная
башня
С уш ильная
башня
А бс орберы
Рис. 3. Профиль производственной мощности до внедрения мероприятий по
совершенствованию технологии и организационно-технических мероприятий ( мощность
стадий выражена в тыс. т серной кислоты).
Анализ профиля производственной мощности сводится к определению
коэффициентов сопряженности отдельных участков производства ( К
с
)
рассчитываемых как отношение мощности отдельного участка ( M ) к
мощности ведущего участка ( М
в
):
В
C
М
М
K
.
Если
1
C
K
, то данный производственный участок (стадия,
установка) является “узким местом”, т.к. он имеет дефицит мощности по
отношению к ведущему участку.
Если
1
C
K
, то на данном участке имеется резерв (избыток)
производственной мощности по сравнению с ведущим участком.
Рассчитаем коэффициент сопряженности отдельных участков
производства: - для контактного аппарата: К
с
= 1;
- для печи: К
с
= 0,98 дефицит;
- для промывной башни: К
с
= 1,15 резерв;
- для сушильной башни: К
с
= 1,18 резерв;
- для абсорберов: К
с
= 1,06 резерв.
18
Коэффициент использования производственной мощности цеха (К
ИМ
),
определяемый по формуле:
%100
ЦЕХ
ПЛ
год
ИМ
М
В
К
К
им
= ( 17500 + 30000 ) / 48904,16 ∙ 100 % = 97 %
Из анализа профиля производственной мощности видим, что на
стадиях производства продукции существующее оборудование не
обеспечивает выполнения производственной программы в планируемом
году, но отклонение от производственной программы незначительно.
8) Разработка организационно-технических мероприятий по
выравниванию профиля производственной мощности цеха.
При выборе контактных аппаратов, печи и абсорберов технической
кислоты их количество округлялось в меньшую сторону, так как число
единиц оборудования ненамного превышает целое число. Поэтому следует
при разработке организационно-технических мероприятий предусматривать
возможность изыскания резервов, направленных на повышение
производительности этого оборудования.
Повышение производительности контактного аппарата и печи было
достигнуто за счет оптимизации температурного режима окисления SO
2
. При
этом производительность аппарата увеличилась на 4 %.
М
конт.апп.
= 2,92 · 104% = 3,037 т/час.
М
печь
= 5,79 ∙ 104 % = 6,02 т/час
Повышение производительности абсорбера технической кислоты счет
замены массообменных тарелок внутри абсорбера на более эффективные. В
этом случае увеличивается производительность абсорбера на 3%.
М
абс.КТ
= 3,45 · 103% = 3,55 т/час.
Для производства технической кислоты:
n
расч,конт. ап.
= 17500 / ( 3,037 ∙ 8374 ) = 0,69
n
расч,абс
= 17500 / ( 3,55 ∙ 8440 ) = 0,58
n
печь,расч
= 17500 / ( 6,02 ∙ 8247 ) = 0,35
Для производства реактивной кислоты:
n
расч,конт. ап.
= 30000 / ( 3,037 ∙ 8374 ) = 1,18
n
расч,абс
30000 / ( 3,55 ∙ 8440 ) = 1,00
n
печь,расч
= 30000 / ( 6,02 ∙ 8247 ) = 0,60
Общая потребность в оборудовании:
n
расч,конт. ап.
= 1,28 + 0,88 = 1,87
n
расч,абс
= 0,58 + 1 = 1,58
n
печь
= 0,35 + 0,60 = 0,95
Принимаем к установке:
2
..
уст
аппконт
n
2
..
устч
КТабс
n
n
уст,печь
= 1
М
конт.ап.
= 2 ∙ 3,037 ∙ 8374 = 50863,68 т/год;
19

М
абс.КТ
= 2 ∙ 3,55 ∙ 8440 = 59924 т/год;
М
печь
= 1 ∙ 6,02 ∙ 8247 = 49646,94 т/год.
Составляется новый профиль производственной мощности цеха (см. рис.4.)
0
10
20
30
40
50
60
70
80
90
100
Контактный
аппарат
Печь для
с жигания с еры
Промывная
башня
С уш ильная
баш ня
А бс орбер для
техничес кой
кислоты
Рис. 4. Профиль производственной мощности после внедрения мероприятий по
совершенствованию технологии и организационно-технических мероприятий ( мощность
стадий выражена в тыс. т серной кислоты).
Окончательный (итоговый) показатель использования
производственной мощности цеха (
ИТОГ
ИМ
К
):
К
им. итог
= ( 59924 + 31056,5 ) / 50863,68 ∙ 100 % = 178 %
- абсолютный прирост (уменьшение) производственной мощности цеха
(
М):
ИСХ
ЦЕХ
ИТОГ
ЦЕХ
ММM
50863,68 - 48904,16 = 1959,52
- относительное изменение производственной мощности цеха (
М
%
):
%100
%
ИСХ
ЦЕХ
М
М
М
1959,52 / 48904,16 ∙ 100 % = 4 %
- индекс изменения производственной мощности (I
M
):
04,1
16,48904
68,50863
ИСХ
ЦЕХ
ИТОГ
ЦЕХ
M
М
M
I
- абсолютное изменение коэффициента использования производственной
мощности цеха (
К
ИМ
):
%8197178
ИСХ
ИМ
ИТОГ
ИМИМ
ККК
- относительное изменение коэффициента использования производственной
мощности цеха (
%
ИМ
К
):
%84%100
%
ИСХ
ИМ
ИМ
ИМ
К
К
К
20