Курсовая работа - Дробление измельчение и подготовка сырья к обогащению
Подождите немного. Документ загружается.

Федеральное агентство по образованию
Государственное образовательное учреждение
высшего профессионального образования
«Кузбасский государственный технический университет»
Кафедра обогащения полезных ископаемых
КУРСОВОЙ ПРОЕКТ
по курсу:
«Дробление, измельчение и
подготовка сырья к обогащению»
Выполнил:
Руководитель:
Междуреченск 2009
Вариант 8
Производительность цеха дробления и измельчения – 14500 т/с
Диаметр максимального куска в исходной руде – 700 мм
Крупность питания мельниц – 12 мм
Содержание материала -200 меш в сливе классификатора – 68 %
Содержание материала -200 меш в питании мельниц – 12 %
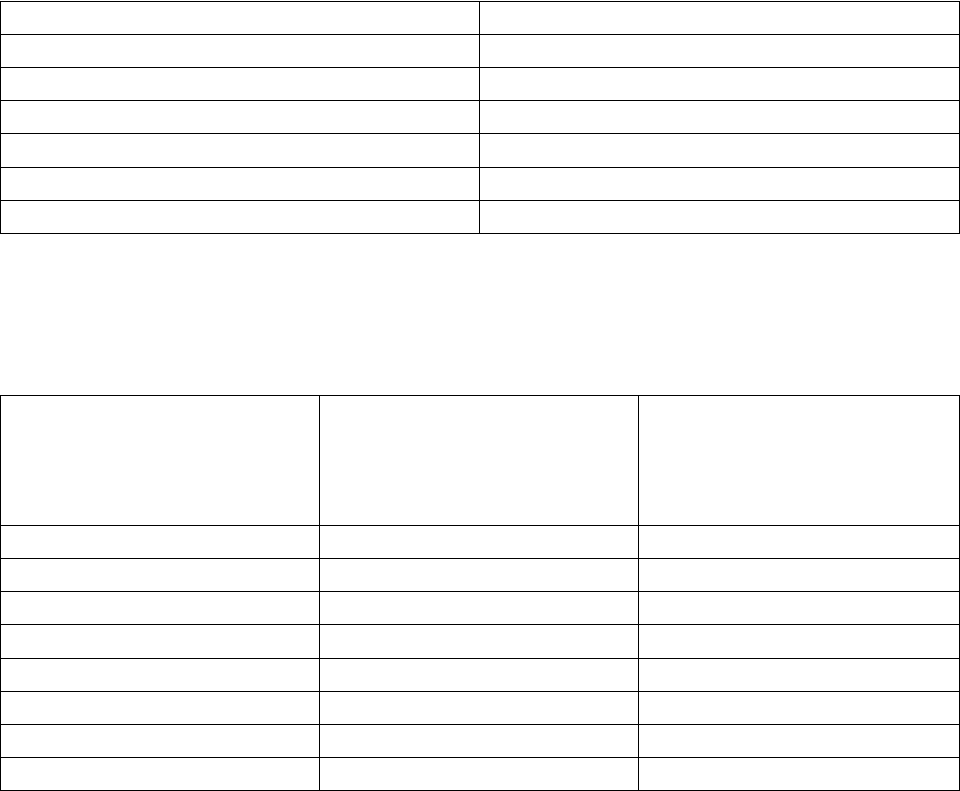
Таблица 1
Характеристика крупности исходных данных
Классы крупности в долях Dmax Выход классов по крупности, %
-Dmax + 0.75 Dmax 8
-0.75 D max + 0.5 Dmax 12
-0.5 Dmax + 0.25 Dmax 17
0.25 Dmax + 0.125 Dmax 20
-0.125 Dmax 43
Итого 100
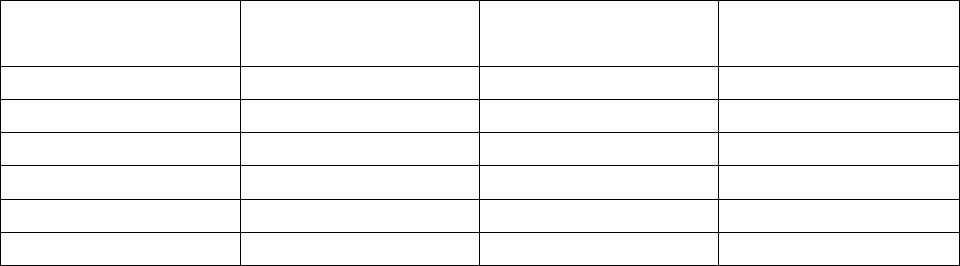
Таблица 2
Характеристика крупности руды после дробилок 1, 2 и 3 стадий
Классы крупности в
долях разгрузочного
отверстия, S
Выход классов по
крупности дробленного
продукта (после 1 и 2
стадии)
Выход классов по
крупности дробленного
продукта (после 3
стадии)
+ 2S 4 8
-2S + 1.5S 8 9
-1.5S + S 23 17
-S + 0.75S 20 11
-0.75S + 0.5S 15 15
-0.5S + 0.25S 16 24
-0.25S 14 16
Итого 100 100
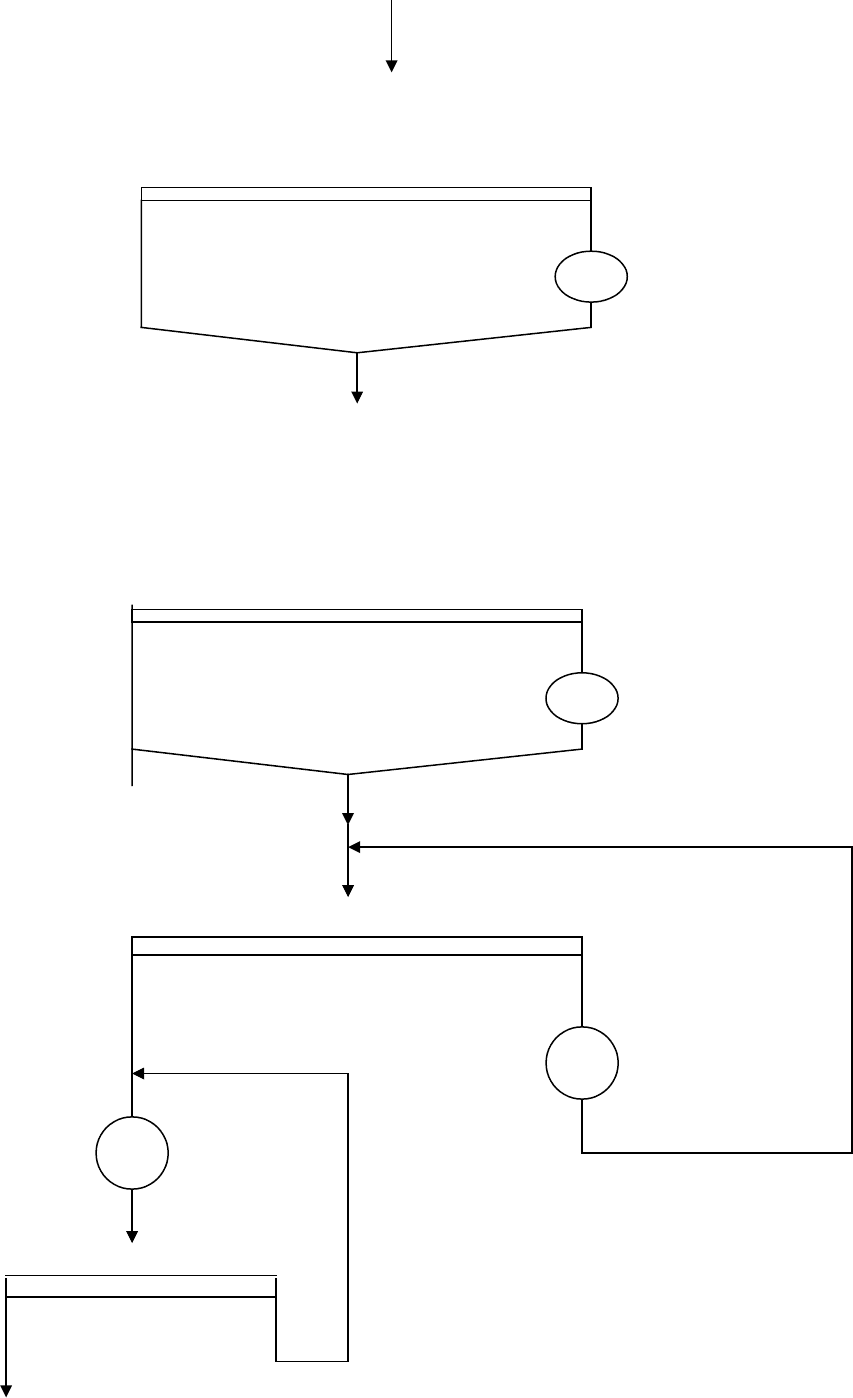
Технологическая схема операции дробления и измельчения
Исходный продукт
1
1
= 100%
2
Q
1
= 805,5 т/ч
Предварительное грохочение
-225 +225,3 γ
3
=62,2%
2 Q
3
=501 т/ч
γ
2
=37,8% Дробление 1
Q
2
=304,5 т/ч 4 γ
1
=62,2%
Q
1
=501 т/ч
5 γ
5
=100%
Q
5
=805,5 т/ч
Предварительное грохочение
-56 +56,7 γ
1
=87,3%
6 Q
1
=702,8 т/ч
γ
6
=12% Дробление 2
Q
6
=102,7 т/ч 8 γ
8
=87,3%
Q
8
=702,8 т/ч
γ
9
=100%
Q
9
=805,5 т/ч 9
Предварительное и поверочное грохочение
-11 +11, 12 Q
12
=593,25
11 10 γ
10
=231,3%
Q
10
=1863 т/ч
Q
11
=604,2 т/ч Дробление 3
14 13 γ
13
=131%
Q
14
=1439,4т/ч Q
13
=1057,5 т/ч
15
Q
15
=1439,4 т/ч
Классификация
16 17 γ
17
=576%
Q
16
=604,2 т/ч Q
17
=835,2 т/ч
1. Расчет количественной схемы дробления,
грохочения и измельчения и выбор основного
оборудования.
3

Определяем общую степень дробления для цеха дробления:
i
n
= Dmax/dmax,
где i
n
- общая степень дробления;
Dmax – диаметр максимального куска в исходной руде;
Dmax – диаметр максимального куска в питании мельниц;
i
n
=700/12=58.3
2.2 Подбираем степень дробления для каждой стадии:
i
n
= i
1
i
2
i
3
,
где i
n
– общая степень дробления для каждой стадии:
i
1
i
2
i
3
– степени дробления в 1, 2, 3 стадиях дробления,
соответственно.
i
1
= 4 ; i
2
= 8
i
3
=
82.1
32
3.58
*
ii
i
2.3 Расчет первой стадии дробления
2.3.1. Расчет и выбор дробилок
Ширина приемного отверстия дробилки должна быть на 15 – 20% больше
диаметра наибольшего куска материала, поступающего в дробилку, т. е.
В = (1,5÷1,20)Dmax,
где В – ширина приемного отверстия дробилки, мм
Dmax – диаметр максимального куска в исходном материале,
поступающем на дробление, мм
В = 1,15×700=805 (мм)
Разгрузочная щель дробилки (S) должна быть на 20% меньше
максимального куска в дробленной руде после данной стадии дробления (d
1
),
т.е.:
S = 0.8d
1
;
d
1
=
175
4
700max
i
D
(мм)
S = 0.8×175=140 (мм)
Выбираем щековую дробилку ЩДС 12×15 и конусную ККД – 900/140
Таблица 3
Характеристика крупности исходных данных
Классы Выход классов по крупности, %
4
крупности в
долях Dmax
частичный
суммарный
«по минусу»
суммарный
«по плюсу»
-700+525 8 100 8
-525+350 12 92 20
-350+175 17 80 37
-175+87,5 20 63 57
-87,5 43 43 100
Итого 100
Определяем массы и выходы второго, третьего, четвертого и пятого
продуктов:
Q
1
= Q/T,
где Q – заданная производительность фабрики, т/сут
Т – время работы цеха в сутки, ч
Q
1
– часовая производительность цеха дробления
Q
1
= 14500/18=805,5
Q
2
= Q
1
β
-d
1
E
1
,
где β
-d
1
– содержание класса –d
1
в исходной руде в долях единицы (β
-d
1
=0,5)
Е – эффективность грохочения грохота, в долях единицы (Е = 0,6÷0,75)
Q
2
= 805,5*0,63*0,6=304,5 (т/ч)
Q
3
= Q
1
-Q
2
; Q
3
=805,5-304,5=501 (т/ч)
Q
4
= Q
3
; Q
4
= 501 (т/ч)
Q
5
= Q
1
; Q
5
=805,5 (т/ч)
γ
1
= 100; γ
2
= Q
2
F100/Q
1
; γ
2
=304,5 × 100/805,5 = 37,5 %;
γ
3
= 100-γ
2
; γ
3
= 100-37,8 = 62,2 %;
γ
4
= γ
3
=62,2 %;
γ
5
= γ
1
= 100%;
q= Q
ном
S
расч
/ S
ном
,
где q – искомая производительность дробилки при требуемой ширине
разгрузочной щели, м
3
/ч
Q
ном
– номинальная производительность
S
ном
- номинальное значение выходной щели, мм
S
расч
– расчетное значение выходной щели, мм
q
щ
= 250 × 140/150 = 233,3 (м
3
/ч)
q
к
=
Количество конусных и щековых дробилок ( n
щ
, n
к
), необходимое для
обеспечения заданной производительности находим по формуле :
n
щ
= Q
3
/q
щ
; n
к
= Q
3
/q
к
;
n
щ
= 534,9/233,3 = 2,3
n
к
= 534,9/400 = 1,3
Определяем коэффициент загрузки дробилок (I
щ
, I
к
)
5
I
щ
=
100
3
щщ
qn
Q
I
щ
=
%9,53100
2496
9,534
I
к
=
100
3
кк
qn
Q
I
к
=
%05,23100
2320
9,534
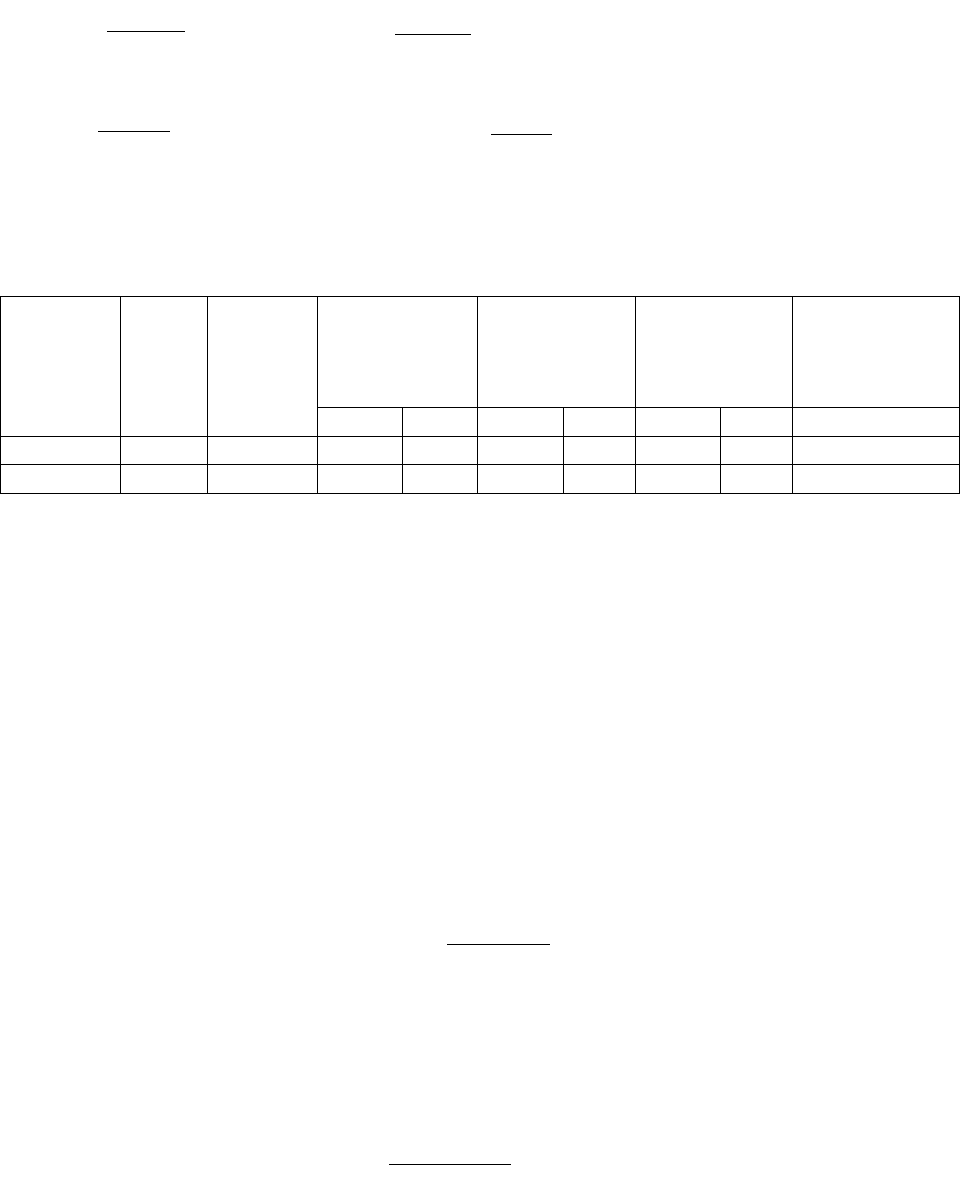
Таблица 4
Сравнение щековой и конусной дробилок для первой стадии дробления
Тип дро
–билки
Число
дро-
билок
Коэф-
фициент
загрузки
Производи
тельность
дробилки, т/
ч
Число часов
работы
дробилки, ч
Масса
дробилки в
тоннах
Установочная
мощность,
кВт
одной всех одной всех одной всех всех
Конусная 1 23,05 2320 2320 18 18 404 404 400
Щековая 2 53,9 496 992 18 18 141 282 320
Выбираем конусную дробилку, т.к она одна
2.3.2. Расчет колосникового грохота
Принимаем один грохот, т.к количество грохотов (в первой стадии)
должно совпадать с количеством дробилок.
Размеры колосникового грохота должны удовлетворять двум условиям:
а) обеспечение требуемой производительности;
б) обеспечение продвижения руды по грохоту самотеком.
Первое условие требует, чтобы площадь каждого колосникового грохота
была не меньше определяемой по формуле
,
4.2
1
na
Q
F
где а – ширина щели между колосниками грохота, мм
n – количество дробилок, а следовательно грохотов, шт
Q
1
– производительность цеха дробления, т/ч
F – площадь просеивающей поверхности колосникового грохота, м
2
2
5.1
12254.2
5.805
мF
Второе условие требует, чтобы ширина грохота превышала диаметр
максимального куска в 2-3 раза:
В = (2÷3) Dmax,
В = 3 × 700 = 2100 (мм)
Длина грохота:
6

L = 2 × B = 2 × 700 = 4200
Площадь грохота:
F = B × L = 4.2 × 2.1 = 8.82
К установке принимаем F = 14,6 м
2
2.4. Расчет второй стадии дробления
2.4.1. расчет и выбор дробилок
Ширина загрузочного отверстия:
,2.1
max
2.1
1
1
2
d
i
D
B
где B
2
– ширина приемного отверстия дробилки, мм;
d
1
– диаметр максимального куска в руде, поступающего в дробилку
второй стадии
В
2
=1,2 ×175 = 210 (мм)
Ширина выпускной щели:
S
2
= d
2
/2.5,
где
мм
ii
D
d 9.21
32
700max
21
2
S
2
= 21,9/2,5 = 8,76 (мм)
Выбираем дробилку конусную КСД – 1750 Гр/Т
Таблица 5
Характеристика крупности 4-го продукта
Классы крупности в Выход классов крупности, %
7
долях разгрузочного
отверстия, S
1
= 140
частичный
суммарный
«по минусу»
суммарный
«по плюсу»
+280 4 100 4
-280 + 210 8 96 12
-210 + 140 23 88 35
-140 + 105 20 65 55
-105 + 70 15 45 70
-70 + 35 16 30 86
-35 14 14 100
Итого 100
Таблица 6
Расчет характеристики крупности продукта 5
Классы
крупности,
мм
Кумулятивные выходы или содержание классов по минусу в
долях единицы
Суммарные
выходы по
плюсу
продукта
5,%
(1-β
5
-d
1
)100
Продукт 1
β
1
-d
1
Продукт 2
β
2
-d
1
Продукт 4
β
4
-d
1
Продукт 5
доли
β
5
-d
1
Проценты
β
5
-d
1
100
1 2 3 4 5 6 7
0 -175 0,63 0,99 0,79 0,87 87 13
0 - 140 0,57 0,90 0,65 0,74 74 26
0 - 105 0,48 0,76 0,45 0,57 57 43
0 - 70 0,37 0,59 0,30 0,41 41 59
0 - 35 0,22 0,35 0,14 0,22 22 78
,
2
111
2
1
1
Q
EQ
d
d
где Е
1
– эффективность грохочения колосникового грохота в долях единицы
Q
2
–масса второго продукта, т/ч
9,0
5,304
6,057,05,805
;99,0
5,304
6,063,05,805
11
22
dd
8
59,0
5,304
6,037,05,805
;76,0
5,304
6,048,05,805
11
22
dd
35,0
5,304
6,022,05,805
1
2
d
;
,
5
4422
5
1
1
Q
QQ
d
d
74,0
5,805
65,050190,05,304
;87,0
5,805
79,050199,05,304
11
55
dd
;57,0
5,805
45,050176,05,304
1
5
d
41,0
5,805
30,050159,05,304
1
5
d
22,0
5,805
45,050135,05,304
1
5
d
Определяем массу и выходы продуктов 6, 7, 9
Q
6
= Q
5
β
5
-d
2
E
2
; Q
6
= 805,5×0,15×0,85 = 102,7 ;
Q
7
= Q
5
– Q
6
; Q
7
= 805,5 – 102,7 = 702,8
Q
8
= Q
7
= 702,8 ; Q
9
= Q
5
=805,5 ;
где β
5
-d
2
– содержание класса -d
2
в продукте 5 в долях единицы;
Е
2
– эффективность грохочения перед второй стадией дробления в долях
единицы (Е = 0,8÷0,85)
γ
6
= Q
6F
100/Q
5
= 102,7×100/805,5 = 12,7 % ;
γ
7
= 100 – γ
6
= 100 – 12,7 = 87,3 % ;
γ
8
= γ
7
= 87,3 % ;
γ
9
=
γ
5
= 100 % ;
где Q
6
, Q
7
, Q
8
, Q
9
– массовые выходы продуктов 6, 7, 8, 9, т/ч
γ
5
, γ
6
, γ
7
, γ
8
, γ
9
–выходы продуктов 6, 7, 8, 9, в процентах
Количество дробилок во второй стадии:
n = Q
7
/q
2
,
где q
2
– производительность одной дробилки по каталогу, т/ч
n
2
= 702,2/300=2,34
Выбираем две дробилки КСД – 1750 Гр/Т
2.4.2. Расчет грохота второй стадии дробления
Общая площадь грохочения:
9
,
5
ponmlkbq
Q
F
где q – производительность грохота, м
3
/чм
q, b, k, m, n, o, p – поправочные коэффициенты
,
1
12
12
1
dd
dd
qq
qq
расч
где d
1
и d
2
– ближайшее меньшее и большее значение размера отверстий
сита;
q
1
и
q
2
– соответствующее значение производительности;
q
расч
– расчетная удельная производительность;
d
расч
– расчет размер отверстий.
2
05,10
1175,1248,06,14,44
5,805
4,445056
5060
4246
42
мF
q
Принимаем грохот ГИТ 51
Количество грохотов во второй стадии:
n = F/f ,
где f – площадь просеивающей поверхности выбранного грохота, м
2
n = 10,05/6,125=1,6
Принимаем 2 грохота , для облегчения конструктивного решения
2.5. Расчет третьей стадии дробления
2.5.1. Расчет и выбор дробилок
Разгрузочная щель дробилки:
12
82,184
700max
321
33
iii
D
dS
Таблица 7
Характеристика крупности 8-ого продука
Классы крупности в
долях разгрузочного
отверстия, S
2
=24
Выход классов по крупности,%
частичный
суммарный
"по минусу"
суммарный
"по плюсу"
+48 4 100 4
-48+36 8 96 12
10