Курников А.С. Технология судоремонта : курс лекций
Подождите немного. Документ загружается.

111
После правки наружной обшивки изготавливается часть набора, уста-
навливается на место, сваривается с остальным набором и приваривается
к обшивке.
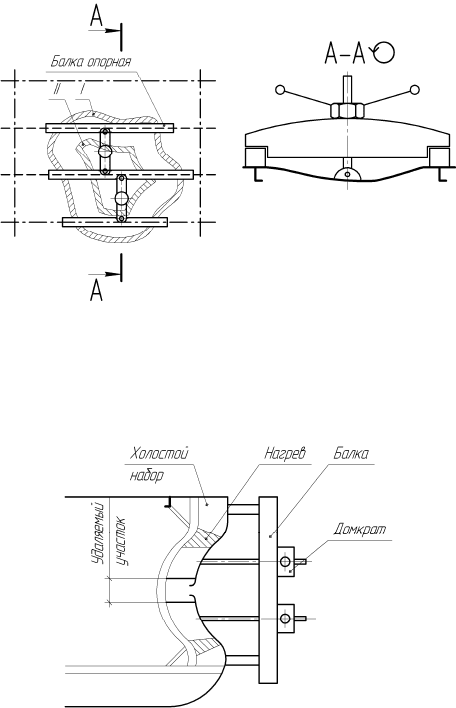
2. При больших вмятинах, занимающих несколько рамных шпаций,
правка выполняется комбинированно, то есть с использованием общего
нагрева по краям вмятины и выдавливанием средней части вмятины с по-
мощью домкратов. При этом удаляется
весь деформированный набор. На-
грев осуществляется постепенно отдельными участками и начинают с по-
дошвы вмятины к ее гребню (рис. 2.21), поддерживая постоянную нагрузку.
Устранение остаточной деформации производится местным нагревом.
Рис. 2.21. Правка вмятин больших размеров
3. Правка вмятин с применением разрезов наружной обшивки
(рис. 2.22). Используется в исключительных случаях при большой дефор-
мации борта корпуса судна. Всегда согласуется с Регистром.
Рис. 2.22. Правка вмятин методом разрезов
112
При правке вмятин методом разрезов применяется нагрев холостого
набора и обшивки, в месте максимальной стрелки прогиба выполняется
разрез. Обшивка с набором выправляется с помощью балки и домкратов
(см. рис. 2.22). Рамный набор удаляется.
2.11. Технологические процессы смены обшивки
и набора подетальным методом
2.11.1 Общие положения
Корпус судна до начала ремонта должен быть подготовлен к проведе-
нию работ с открытым огнем в соответствии с требованиями Правил по-
жарной безопасности на речном транспорте и Правил пожарной безопас-
ности на нефтеналивных судах.
Перед началом и в процессе ремонта следует контролировать положе-
ние корпуса на стапеле (или
на плаву) в соответствии с требованиями
действующей нормативно-технической документации и должны прини-
маться меры, предупреждающие появление общих деформаций корпуса.
При ремонте корпусов судов нельзя изменять сталь проектной марки
и толщины на другие без согласования с Регистром и автором проекта.
Марку, категорию и толщину стали конкретного элемента корпуса при-
нимать по
отчетным строительным чертежам ремонтируемого судна, чер-
тежам, согласованным Регистром на серию (растяжка наружной обшивки,
конструктивный чертеж и т.д.), или по специально разработанной и согла-
сованной ремонтной документации.
При необходимости устранения особо сложных или крупных повреж-
дений (перелом корпуса, признаки наметившейся потери устойчивости
связей, замена поврежденной оконечности судна и т.
п.), проведении под-
крепления связей для повышения общей и местной прочности корпуса,
применении других методов ремонта, например секционного, ремонт не-
обходимо выполнять по специально разработанной технологической до-
кументации, согласованной в каждом случае с Регистром.
Листы обшивки, заделки и вставки всех видов необходимо устанавли-
вать встык. Применение нахлесточных соединений при ремонте непрони
-
цаемых конструкций корпуса, как правило, не допускается.
Вставки на технологические вырезы, не пересекающие балки набора,
расположенные на внутренних бортах, продольных и поперечных пере-
борках, стенках непроницаемых выгородок и цистерн (к которым не
предъявляются требования по внешнему виду поверхности, условиям за-
чистки и сопротивлению воды движению судна), допускается устанавли-
вать внахлестку
с шириной перепуска металла по всем сторонам не более
0,5s при условии согласования с Регистром.
113
Минимальный размер ввариваемых вставок должен быть ≥60s обшив-
ки. Вставки размером ≤200×200 мм выполнять круглыми.
Минимальное отстояние стыков и пазов вставки от ближайших тавро-
вых швов должно быть ≥10s. Минимальное отстояние стыков и пазов
вставки от ближайших параллельных стыковых швов обшивки должно
быть соответственно 60s (но не
менее 300 мм) и 20s, но не менее 200 мм.
Допускается замена дефектной части обшивки, имеющей износ не бо-
лее 10% по пазам и стыкам. При этом существующие стыковые швы рас-
пускаются за пределы удаляемой части на длину 40s, но не более 300 мм.
Радиусы скругления углов ввариваемых листов обшивки в зависимо-
сти от степени
износа и вида листовой стали заменяемой связи следует
назначить по табл. 2.6.
Таблица 2.6
Минимальные радиусы скругления углов ввариваемых листов обшивки
в зависимости от толщины листа
Сталь
Износ металла
корпуса, %
Углеродистая спо-
койная
Низколегированная, углеродистая
полуспокойная и кипящая
До 10 – 3s
10 и более 3s 5s
При установке вставок или смене листов обшивки смещение кромок
стыкуемых листов (мм) допускается:
Для толщин менее 4 мм ...................................................................... 0,5s;
То же, 4–10 мм ..................................................................................... 0,3s;
То же, более 10 мм............................................................................... 0,1s,
где s – толщина более тонкого металла.
При установке листов через разделительную связь разностенность
кромок не должна превышать половины толщины тонкого листа.
На подготовленных
под сварку кромках деталей, обработанных меха-
ническим или тепловым способом, не должно быть влаги, ржавчины, ока-
лины и загрязнений. Сварку нужно выполнять только после предвари-
тельной зачистки кромок.
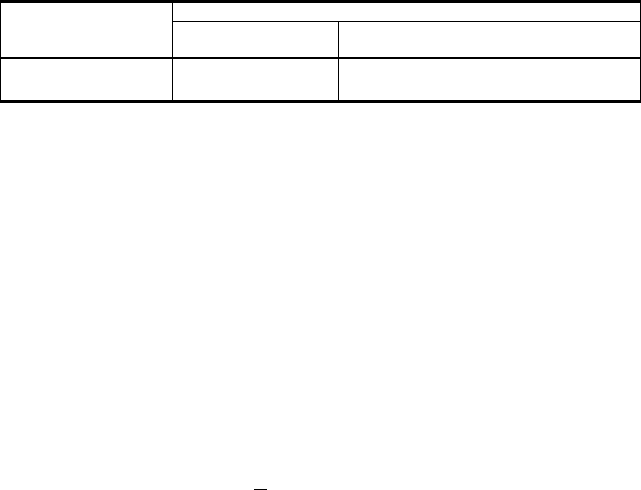
Способы зачистки выбирает завод. Размеры (мм) зачищаемых по-
верхностей стыкуемых деталей следует назначать:
для стыковых соединений
()
10...5
2
+=
e
L ;
(2.24)
для тавровых соединений
(
)
10...5
1
+
=
kL ,
(
)
10...52
2
+
+
=
skL ,
(2.25)
114
где e и e
1
– ширина шва, мм;
k – катет шва, мм,
а места зачистки должны соответствовать рис. 2.23.
Рис. 2.23. Места зачистки кромок
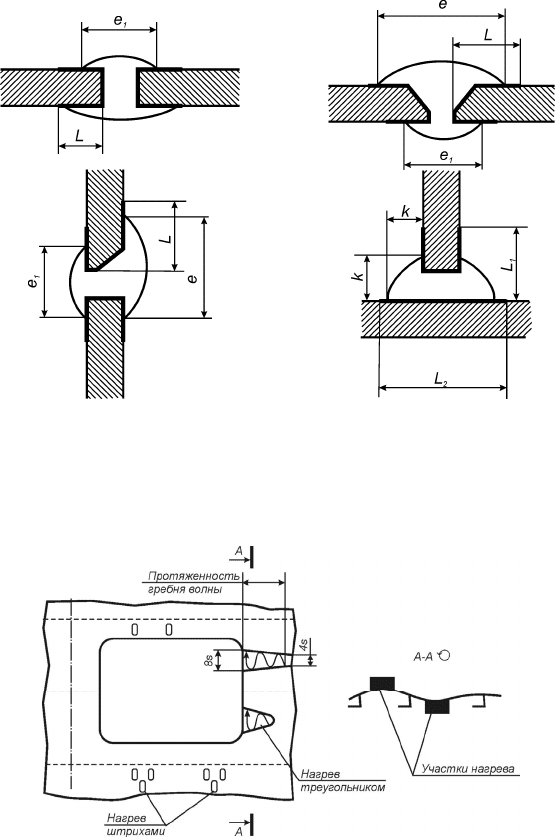
Волнистость кромок выреза устранять тепловым безударным мето-
дом. Нагрев вести в местах наибольшей кривизны по вершинам волн
(рис. 2.24).
Рис. 2.24. Расположение и форма мест нагрева
115
Ручная сварка стыковых швов без разделки кромок (С7, ГОСТ 5264–80)
на непроницаемых корпусных конструкциях разрешается при толщинах
листов s≤6 мм. Допускается сварка стыковых швов без разделки кромок
листов толщиной до 8 мм при условии выполнения строжки корня шва до
чистого металла перед наложением шва с противоположной стороны.
При толщинах листов более 8 мм
свариваемые кромки следует подго-
товить в соответствии с ГОСТ 5264–80.
Подготовку кромок и строжку корня шва делать с более удобной для
исполнения стороны.
Строжку корня шва выполнять воздушно-дуговым или газокислород-
ным способом в соответствии с требованиями ОСТ 5.9652–76.
Электроприхватки выполнять длиной 20–25 мм с шагом 250–300 мм.
При вварке встык листов, вставок, заделок,
при заварке сквозных
трещин и замыкающих в ввариваемую пластину швов в условиях жестко-
го контура необходимо применять технологические меры, предупреж-
дающие образование трещин.
В общем случае жестким контуром считают:
при установке и сварке вставок – замкнутый по периметру вырез, раз-
мер одной из сторон которого меньше 60s листа в данном месте. В
слож-
ных конструкциях контур может быть жестким и при больших значениях
длины одной из сторон выреза;
при заварке отдельных швов – сквозную трещину в плоском листе, не
выходящую к его кромке.
В зависимости от жесткости создаваемого контура (при различных
конкретных размерах, форме, ориентации длинной стороны вдоль или
поперек пересекаемых балок набора)
в табл. 2.7 дана классификация вста-
вок по группам, для которых необходимы различные технологические
меры при их установке и сварке.
Вставки группы 1, не пересекающие балок набора, рекомендуется из-
готовлять с чистыми кромками независимо от толщины листовой стали.
Прямые вставки групп 2, 3 толщиной 8 мм и более рекомендуется из-
готовлять с чистыми кромками с одновременной
разделкой их под сварку.
Прямые вставки групп 2, 3 толщиной менее 8 мм рекомендуется изго-
товлять с припуском по двум кромкам. Вырез в корпусе для их установки
следует выполнять с выравниванием двух кромок под линейку.
Гнутые вставки групп 2, 3 рекомендуется изготовлять с припуском по
двум – четырем кромкам.
При установке в корпус вставок с технологическим
припуском прире-
зать кромки следует изнутри корпуса. При установке вставок в настилы
палубы и второго дна прирезку более удобно выполнять снаружи корпуса
(в этом случае прирезать не вставку, а кромки выреза).
116
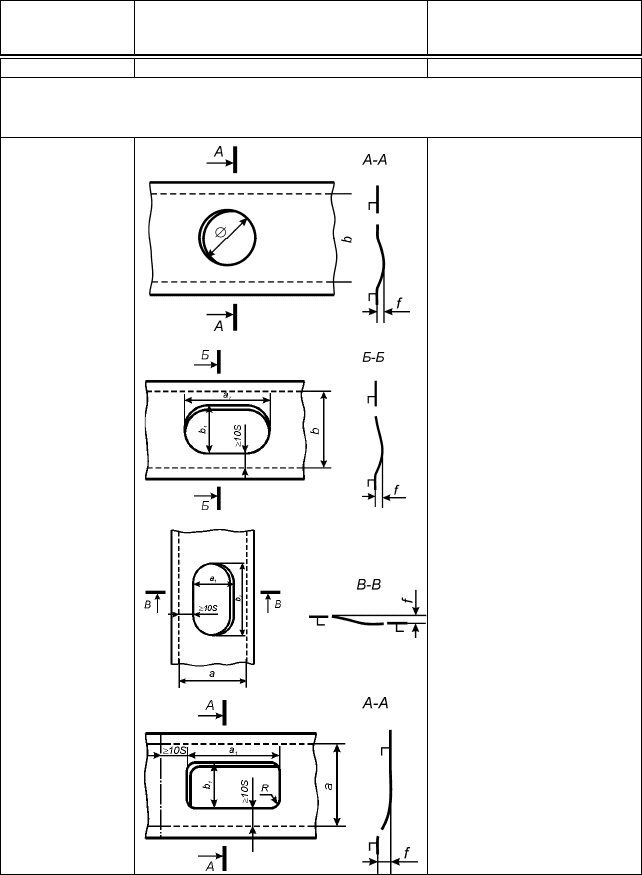
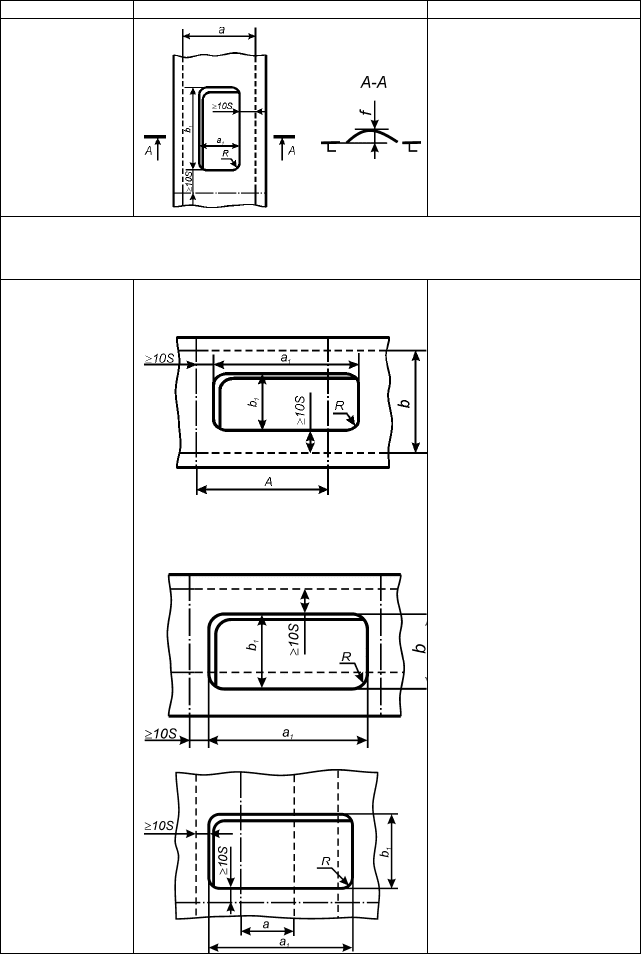
Таблица 2.7
Группы вставок и технологические меры,
необходимые для снижения напряжений от сварки
Вид или форма
вставки
Эскиз вставки
Технологические меры,
необходимые для установ-
ки вставки
1 2 3
Группа 1. Вставки не пересекают балки набора
Круглая
∅ ≤ 200 мм
Предварительный выгиб
(см. прим. п. 1)
Назначение специаль-
ных зазоров под сварку
(см. прим. п. 2)
Назначение специально-
го порядка сварки (см.
прим. п. 3)
Овальная на
технологиче-
ские вырезы:
b
1
≤ b–20s
a
1
≥ b
Скругление углов ра-
диусом не менее 10s;
рекомендуется предва-
рительный выгиб
a
1
≤ a–20s
b
1
≥ a
Назначение специаль-
ных зазоров под сварку;
назначение специально-
го порядка сварки
Четырех-
угольная ши-
риной менее
шпации (< a
или < b):
b
1
≤ b – 20s
a
1
< А
Скругление углов радиу-
сом не менее 10s; реко-
мендуется предвари-
тельный выгиб; назначе-
ние специальных зазоров
под сварку; назначение
специального порядка
сварки
117
1 2 3
a
1
≤ a – 20s
b
1
< B
Группа 2. Вставки пересекают балки набора одного направления
Четырех-
угольная,
пересекает
одну балку
набора
b
1
≤b – 20s
a
1
< A
(при продоль-
ной системе
набора
a
1
≤ a – 20s
b
1
> B)
Скругление углов с ра-
диусом не менее 10s;
рекомендуется предва-
рительный выгиб; на-
значение специальных
зазоров под сварку; на-
значение специального
порядка сварки
b
1
≤ 2b – 20s
a
1
< A
(при продоль-
ной системе
набора
a
1
≤ 2a – 20s
b
1
< В)
Скругление углов ра-
диусом по табл. 2.6;
назначение специально-
го порядка сварки
Четырех-
угольная,
пересекает 2
балки и более
(поперечная
система набо-
ра)
Скругление углов ра-
диусом по табл. 2.6;
назначение специально-
го порядка сварки
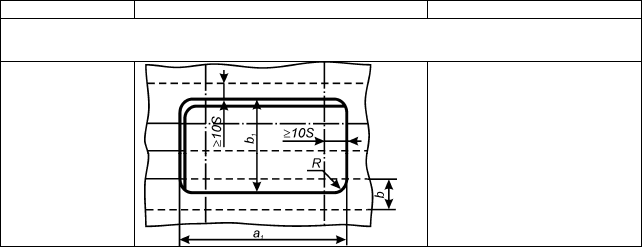
118
1 2 3
Группа 3. Вставки пересекают балки набора главного и
перекрестного направления
Четырех-
угольная,
ширина и
длина листа
меньше раз-
меров заказ-
ных листов
Скругление углов ра-
диусом по табл. 2.6;
назначение специально-
го порядка сварки
П р и м е ч а н и я. 1. Под предварительным выгибом следует понимать де-
формацию вставки для сокращения ее меньшего размера на 1–2 мм, чтобы снизить
сварочные напряжения в процессе сварки благодаря распрямлению вставки.
2. Специальные зазоры перед вваркой в жесткий контур вставки, подготов-
ленный в чистый размер (окунтурованной), устанавливают по двум ее сторонам с
учетом сварки их в последнюю очередь (зазоры 0
+0,5
мм, 0
+1
мм). Другие стороны,
установленные с нормальным зазором, сваривают в первую очередь в условиях
свободного укорочения с образованием на противоположных сторонах необходи-
мого зазора.
3. Порядок сварки вставок в общем случае назначают с учетом жесткости ее
контура. Специальный порядок сварки вставки назначают с учетом ее работы (на-
груженности) в составе эквивалентного бруса
корпуса в эксплуатационных усло-
виях и положения вставки в корпусе (длинная сторона вставки расположена вдоль
или поперек корпуса, вставка размещена на вертикальной или горизонтальной
плоскости).
В качестве приспособлений и оснастки для прижатия вставок и листов
к набору и совмещения их кромок со старой обшивкой рекомендуется
использовать:
на палубе – технологический груз, ломик и монтажную скобу (обух),
клиновой прижим и т.п.;
на днище – винтовые распоры, телескопические или обычные домкра-
ты, ломик и монтажную скобу (обух), клиновой
прижим, балку-траверсу с
винтовой или гидравлической стяжкой или специальную транспортно-
прижимную тележку с четырьмя телескопическими домкратами;
на борту – ломик и монтажную скобу (обух), клиновой прижим, обух,
кран, балку-траверсу с винтовой или гидравлической стяжкой или специ-
альную транспортно-прижимную тележку с упорами и прижимными дом-
кратами.
Силовые элементы механизированных приспособлений
(стяжек и рас-
поров) желательно использовать гидравлические, электрические, в край-
нем случае винтовые с магнитными, пневматическими или приварными
установочными захватами.
119
Все элементы оснастки должны быть легкими, удобными, надежны-
ми, безопасными при использовании и по возможности универсальными.
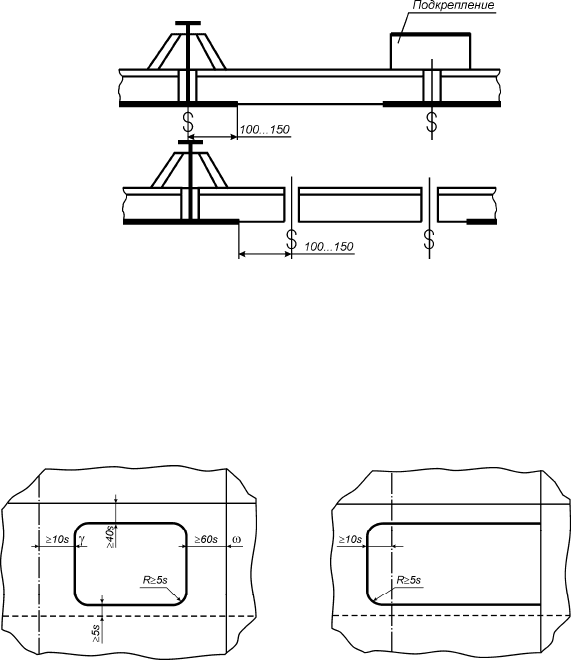
Набор корпуса ремонтируется при необходимости отдельно от об-
шивки (сборка «в разброс»). В общем случае при замене набора могут
быть два способа конструктивного исполнения узлов соединения: с вы-
пуском обшивки и с выпуском набора (
рис. 2.25).
а)
б)
Рис. 2.25. Способы конструктивного исполнения узлов соединения:
а – с выпуском обшивки; б – с выпуском набора
2.11.2 Технологические процессы смены полотнища и набора
подетальным методом
1. Разметка контура выреза дефектного участка (рис. 2.26).
а) б)
Рис. 2.26. Разметка контура выреза:
а – при возможности соблюдения всех указанных размеров до стыковых швов и
набора; б – границы дефектного участка не позволяют выдержать необходимые
расстояния до стыковых швов и набора (в данном случае размеры «γ» и «ω»)
При замене поврежденных или изношенных участков следует стре-
миться к сохранению построечного раскроя листа. В тех случаях, когда

120
это выполнить невозможно или нецелесообразно, допускается и другой
раскрой листов, однако при этом необходимо соблюдение следующих
требований:
сварные швы должны располагаться в местах наименее напряженных,
по возможности дальше от места изменения сечения связей и районов
расположения отверстий или других ослаблений конструкций. Углы вы-
резов в этом случае необходимо закруглять;
листы
вставки следует по возможности располагать кромкой вдоль
длины судна;
при замене участков полотнищ базовые линии (продольные и попе-
речные) располагают на поле будущего выреза или совмещают с линиями
его контура, но их разметка должна быть продлена на 0,5 м за пределы
выреза для использования их в процессе монтажа новых листов. Для кри
-
волинейных участков количество контрольных точек на размечаемых ли-
ниях должно назначаться в зависимости от кривизны.
2. Удаление изоляции и элементов насыщения с внутренней стороны
полотнища, которые могут возгораться при тепловой вырезке дефектного
участка. Для материалов, непосредственно прилегающих к полотнищу, ши-
рина пожароопасной зоны определяется сопоставлением температуры их
возгорания с температурными полями
, возникающими при тепловой резке и
сварке.
Для судостроительных сталей при газовой и электровоздушной резках
ширина безопасной зоны, см, от оси реза будет:
г
T
S
b
−
⋅≥
5,13
48 ;
(2.26)
где b – полуширина зоны, см;
S – толщина разрезаемого материала, cм;
T
г
– температура выгорания материала, °С при плазменной
резке для судостроительной стали.
При плазменной резке судостроительной стали
г
T
b
96
≥ см.
(2.27)
При плазменной резке алюминиево-магниевых сплавов
г
T
b
160
≥ см.
(2.28)
Помимо выгораемых материалов из района ремонта корпусных кон-
струкций удаляют оборудование, трубопроводы и кабельные трассы, ме-
шающие выполнению основных операций.
3. Удаление дефектного участка корпуса. До начала резки при необ-
ходимости выставляют временные подкрепления.