Koren Y. The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems
Подождите немного. Документ загружается.

‘I want 10 general features plus this one specific feature. So you build a device with
1010 features. But no one wants 1010 features.” [USNWR 1/15/2001]. On the other
hand, it is not economical for a manufacturer to offer 1000 product variants (models),
each with 11 features. Therefore, the manufacturer has two choices: (1) offer several
variants, each with a package of features (options) or (2) offer personalized products,
in which camera platforms, with basic features, are produced first, and special features
are offered later, to be installed when the product is ordered and paid for (see delayed
differentiation in Chapters 6 and 11).
PROBLEMS
3.1 A famil y of toy cars is built from six different modules. Three of the modules are
the same in every variant of the toy car. Two of the remaining modules have three
alternatives (i.e., instances). The remaining sixth module is optional.
(a) What is the maximum number of possible product variants in this product
family?
(b) What is the product commonality index (PCI)?
3.2 A product family consists of four product variants. All of the differentiating
modules have two instances. Exactly one instance of each differentiating
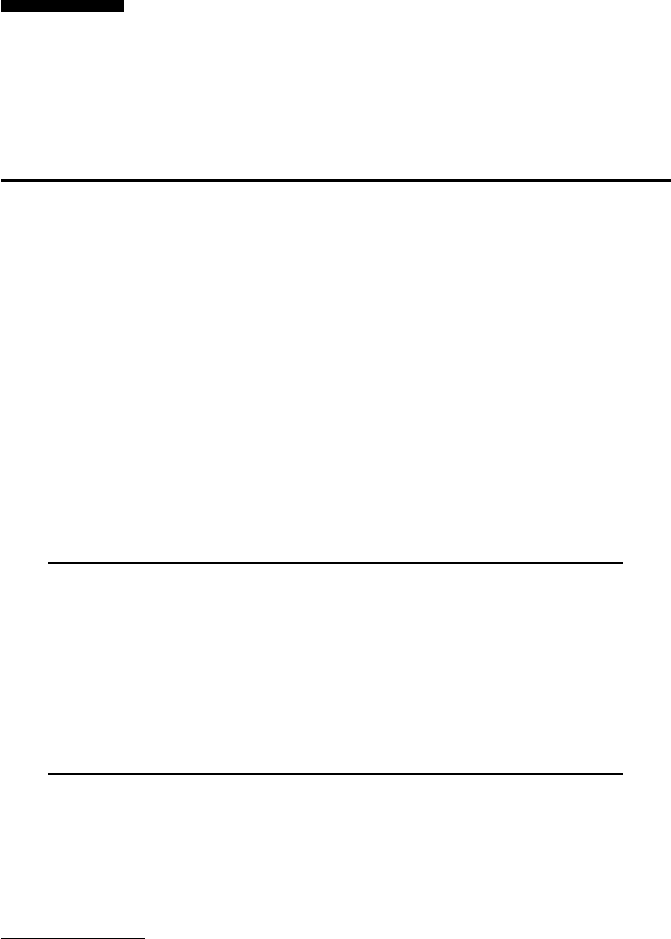
Figure 3.16 Three products with some similar components.
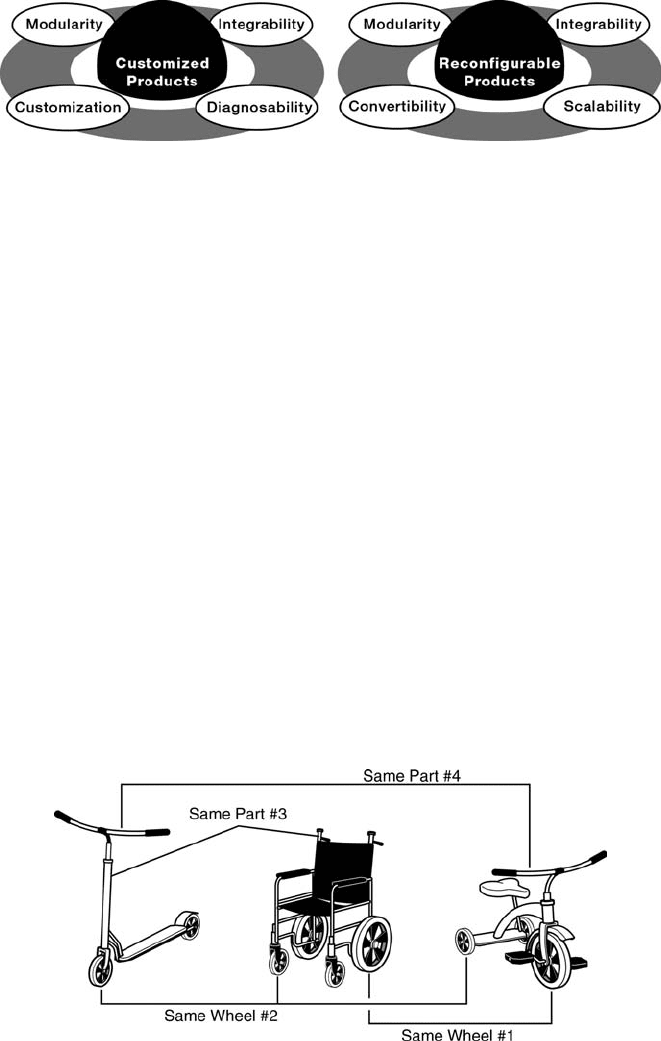
Figure 3.15 Successfully reconfigurable and customized products possess a set of key
characteristics.
PROBLEMS 101
module must be in every product variant. How many base modules are in the
product family if the product commonality index is 0.944?
3.3 Figure 3.16 shows three products: a scooter, a wheelchair, and a tricycle. A
manufacturer defines them as a product family, and would like to produce all
three products.
(a) Make a list of parts (components) needed in each product. In addition to the
four parts that are marked, which parts may be identical (common) in at least
two products?
(b) Calculate the product commonality index.
(c) Suggest modifications in these products that increase the number of
common components that are non-differentiating (e.g., wheel chair seat
and tricycle seat are differentiating and they are supposed to be different).
3.4 Suggest product modifications aimed at making the tricycles reconfigured to
scooters as the child grow.
REFERENCES
1. D. Anderson. Agile Product Development for Mass Customization. Irwin, Chicago, 1997.
2. http://www.conceptcarz.com/vehicle/z12589/default.aspx.
3. Y. Koren, J. Barhak, and Z. Pasek. Interior Design of Automobiles, US patent pending.
4. C.R. Bo
€
er and F. Jovane. Towards a new model of sustainable production: manuFuturing.
Annals of the CIRP, Vol. 45, No. 1, 1996.
5. M. A. Aspinall and R. A. Hamermesh.Realizing the promise of personalized medicine.
Harvard Business Review, October 2007, pp. 109–117.
6. K. Ulrich and K. Tung. Fundamental of product modularity. Proceedings of ASME Annual
Meeting Symposium on Issues in Design/Manufacturing Integration, Atlanta, 1991.
7. M. V. Martin and K. Ishii. Design for variety: development of complexity indices and
design charts. Proceedings of the ASME Design Engineering Technical Conferences,
Sacramento, CA, September 1997.
8. S. Kota. Managing variety in product families through design for commonality.
Proceedings of ASME Design Engineering Technical Conference, Atlanta, GA,
September 1998.
9. S. Kota, K. Sethuraman, and R. Miller. A metric for evaluating design commonality in
product families. ASME Transactions Journal of Mechanical Design, December 2000,
Vol. 122, pp. 403–410. (The paper introduces the PCI definition.)
10. A. Bryan, S. J. Hu, and Y. Koren. Concurrent design of product families and assembly
systems. Proceedings of ASME International Manufacturing and Science Engineering
Conference, Atlanta, GA, October 2007, pp. 803–813.
11. S. Kota, K. Sthuraman, and R. Miller. A metric for evaluating design commonality in
product families. ASME Journal of Mechanical Design, December 2000, Vol. 122,
pp. 403–410.
12. C.Y. Baldwin and K.B. Clark. Modularity-in-design: an analysis based on the theory of real
options. Harvard Business Review, September–October 1994.
102
CUSTOMIZED, PERSONALIZED AND RECONFIGURABLE PRODUCTS
Chapter 4
Mass Production and Lean
Manufacturing
Mr. Henry Ford’s desire to make his “Model-T”affordable to a much larger number of
potential customers was the driver for the mass production paradigm. To accomplish
this, he had to invent a new production method that would dramatically reduce the
manufacturing cost of the product by increasing the production output. This method,
which is based on a moving assembly line, became the enabler of the mass production
paradigm. To appreciate the impact of mass production on product prices let us look at
the history of Ford Motor Company as summarized in the following table.
1896 Ford’s first automobile prototype
1903 Ford Motor Co. established
1905 95 car manufacturers in the United States
1909 Model-T: $825
Minimum salary: $2/day
1913 Ford’s moving assembly line introduced
Ford manufactures 50% of automobiles in the United States
1914 Model-T: $440
Minimum salary: $5/day
The 1908 “Model-T” is depicted in Figure 4.1. The most striking contradiction
between the “Model-T” price and the wages of the workers who built it occurred
during the 5 years from 1909 to 1914. In that period wages increased by 2.5 times,
and the Model-T’s price was cut in half!
The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems
By Yoram Koren
Copyright 2010 John Wiley & Sons, Inc.
103
.
How could the price of the Model-T be reduced so dramatically in 5 years?
.
How can it be that wages went up so high, and at the same time the product price
went down?
.
How did Ford manage this “miracle?”
We have to thoroughly understand the principles of mass production and develop
its mathematical model in order to explain what appears as a paradox when first
observed.
4.1 THE PRINCIPLES OF MASS PRODUCTION
In craft production, one-of-a-kind parts are individually made to fit together for each
product. Mass production, however, could not exist without the invention of inter-
changeable parts.
Interchangeable Parts—The manufacture of interchangeable parts was an idea
that originate d in the early 1700s, in the making of clock gears. By the end of that
century it had become a military necessity for the manufacture and maintenance of
firearms. Soldier s needed to be able to replace parts on their weapons to stay in the
fight. The first demonstration of the interchangeability ideal came at the Harpers
Ferry Arsenal in 1827 when muskets (long guns) were assembled from pieces
selected at random from boxes of parts. It took almost 100 years for that idea to
propagate to the manufacturing of consumer products and to make the mass
production paradigm possible.
Under the craft production paradigm, flawed or irregular parts were discarded (or
improved) by craftsmen as they assembled one-of-a-kind products on an assembly
stage. Only when large quantities of identical, truly interchangeable parts were
Figure 4.1 Ford Model T. 1908: “You can have any color of a car you want, as long as it’s
black.” Henry Ford
104
MASS PRODUCTION AND LEAN MANUFACTURING
available, could Henry Ford’s mass production scheme be successful. As product
progressed from station to station, assemblers had to have parts that would fit and
could be added without alteration. Interchangeable parts made it possible for the
system to move and maintain the desired output. The availability of interchangeable
parts is a key enabler of mass production.
The opening of the moving automobile assembly line in Dearborn by the Ford
Motor Co. in 1913 is regarded as the starting point of the mass production era. The car
that Ford produced on this line was the famous Ford Model T.
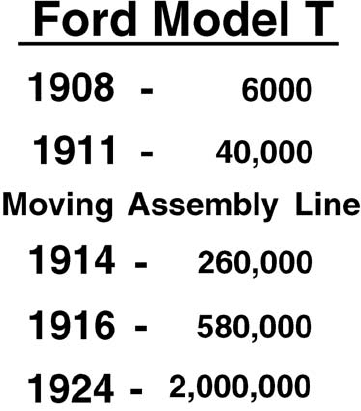
The contribution the moving assembly line made can be seen in the data below.
From 1911 to 1914 the number of cars produced increased from 40,000 to 260,000
units annually. And, in the next 10 years Ford’s annual production
increased eightfold, to 2 million units. But it is also worth noting that an earlier
sevenfold increase, from 1908 to 1911, resulted from simply organizing the
assembly work sequentially—the assembled cars were stationary and the workers
moved from one car to the next, with each group doing just a limited set of operations
on each car.
Ford’s assembly scheme essentially converted a parallel process, where small
teams of workers performed multiple tasks on a single unit, into a sequential (serial)
process, where workers perform only a small set of tasks, and then transfer the work-
in-progress to the next worker team who performed another set (approximately the
same amo unt of work effort in each step).
Henry Ford did this conversion from parallel to sequential assembly before
introducing the moving assembly line, and cut the time that a worker spent on a
car, from 9 hours to 2.3 minutes per car (i.e., the worker did the same task, taking about
2.3 minutes, and therefore became more efficient). With the moving assembly line,
THE PRINCIPLES OF MASS PRODUCTION 105

which brought the car to a stationary worker, the time per car was cut again, from 2.3 to
1.2 minutes. This was a direct saving of almost another 50% on labor, achieved just by
implementing the moving assembly line.
The cars that Ford produced were identical. His statement “You can have any color
you want, as long as it’s black“ symbolizes the limited variety of cars offered.
However, at that time, consumers were not as picky as today, needing a car just for
transportation (not as a status symbol), and they were happy just to be able to buy a car.
In 1909, wages were low—just $2 per day, and this money was needed for food,
clothes, and lodging. Only a small percentage of the U.S. population could afford a car
(similar to the situation in China in 2000).
The introduction of the sequential process, and later the moving assembly line, was
complementary to Ford’s mass production business strategy: Increased production at
low cost enabled a consequent reduction in the product price; by lowering the product
price, more people could afford to buy cars , which, in turn, expanded the market for
Ford’s cars.
Henry Ford expanded the market by reducing the price of the car from $825 to
$440. This allowed more people to afford to buy one. Instead of selling some 12,000
cars per year at $825 per car (in 1909)—revenues of $10 million—he reduced
the selling price by about 50% and sold 260,000 vehicles in 1914—a revenue of
$115 million, which is 11 times larger. This huge price decrease was enabled by
increased production capacity.
The capacity (i.e., maximum possible production volume) of the moving assembly
line was enormous compared with that of the parallel assembly method. The cost
benefits were also huge even though the innovation required new and expensive
hardware because those costs were distributed over the whole production run.
The main principle of the mass production paradigm is, therefore, as follows:
Producing a limited variety of standardized products at low cost as a strategy that
increases customer demand and allows market expansion.
But the reduction in the car price alone was not enough to create the big market
expansion that Ford envisioned. He was also concerned about the small number of
people who were currently in the car buying market. Earning a common salary of just
$2 per day, Ford’s workers were not able to buy new cars. Paying his workers more
than the prevailing wage, about $5 a day, was the second part of Ford’s strategy.
He needed to expand the market for all the cars he could make, and so he increased his
customers’ purchasing power. By increasing his workers’ salary to more than twice
what they were accustomed to earning, they saw that they could actually own one of
the cars they were building. Because of equity across industries, an increase in salaries
at Ford eventually caused an overall increase in all U.S. sal aries, and Ford’s car market
doubled again (from 260,000 units annually to 580,000 units) in just more 2 years. It is
ironic that Henry Ford, an icon of American capitalism, contributed to his workers’
wealth more than anybody else ever did.
106 MASS PRODUCTION AND LEAN MANUFACTURING
The mass production era continued from 1913 until the mid-1980s. Its peak in the
USA was around 1955, the year in which product variety was the lowest and
the volume per product was at its maximum (compared to the U.S. population at
that time).
The mass production business model may be summarized as follows:
Production of standardized products in very high volume reduces production cost,
which, in turn, allows price reduction to the benefit of the customers.
Reduced product price increases demand and sales.
Low price per unit is the focus of mass production. Mass production is not much
concerned with the customer’s preferences and needs. The mass production paradigm
assumes that as product prices are lowered, more people that can afford to buy the
products will enter the market resulting in more sales. This in turn, encourages greater
production that can be done at even lower costs, and therefore the product prices can
be further lowered, and so on.
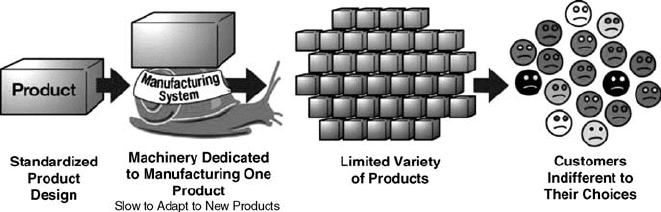
In the mass production paradigm both product and process changes come very
slowly, at a snail’s pace. But mass production manufacturers do not care where the
customers come from. They just assume they will always be there to buy their
products. The product is designed with limited variety and the manufacturing system
is designed to produce a limited product variety (see Figure 4.2).
The two most expensive elements of a manufacturing system for automotive
production are machining systems that produce the powertrain components (engine
blocks, transmission cases, etc.), and assembly systems that assemble the various
parts to a complete automobile. When automobiles are produced in mass production,
both the machining systems and the assembly systems are dedicated to produce that
one product (model), and they are doing it at very high quantities. Mass production is
based on economies of scale. Economists calculate that economies of scale reduce the
variable manufacturing cost s by approximately 15–25% for every doubling of the
produced volume. If the system produc es the planned quantities, the product cost is
inexpensive. We see, therefore, a strong link between this type of manufacturing
system and the business model goal, as defined above.
THE PRINCIPLES OF MASS PRODUCTION 107
To summarize, the goal of mass production is low-cost manufacturing. Three
enablers contribute to the achievement of this goal: (1) interchangeable parts, (2) the
moving assembly line, and (3) dedicated machinery and manufacturing systems.
Dedicated machines and systems enable cost-effective production, especially of
powertrain components, which require the mos t effort to produce and the most
expensive machinery, and therefore are the most expensive parts in automobiles.
4.2 SUPPLY AND DEMAND
The way supply and demand influence the price of a product in the market can be
shown graphically in Figure 4.3:
.
The buyers’ demand for the product is modeled on a demand curve that shows
what buyers are willing to pay relative to all buyer wishes and not related to
sellers. The demand curve is modeled for fixed conditions, such as a certain
buyer’s purchasing power (i.e., their income) and unchanged people’s tastes.
.
The seller’s willingness to supply the product is modeled by a supply curve. The
supply curve represents solely the seller’s (not the buyer’s) attitudes. A supply
curve shows that the price at which a supplier would bewillin g and able to deliver
the indicated quantity of a product to the market.
The demand and the supply curves are usually drawn just for one product
(e.g., Ford Model T). In Figure 4.3, the demand curve, a, indicates that if the product
price were equal to AO, then consumers would want to buy a quantity AC’ (or OC) of
this product. Should the price fall to BO, the quantity demanded by consumers would
increase to BD’ (or OD) because more people would be able to buy the product at the
lower price. The quantity read from the demand curve does not indicate whether or not
that quantity could be supplied at the given price. It reflects only what the consumers
want to buy and what they can afford.
Figure 4.3 also includes a supply curve b that illustrates, for example, if prices were
equal to AO, then quantity AF’ (or OF) would be supplied. If the price falls to BO, it
Figure 4.2 In mass production the product variety is limited; the manufacturing system is
dedicated to produce just this limited variety and can be changed at only a snail’s pace.
108
MASS PRODUCTION AND LEAN MANUFACTURING

will be less attractive to produce the product, and therefore the quantity that suppliers
will be willing to supply would fall to BE’ (or OE). These quantities are based only
upon the consideration of the suppliers’ decisions; they are not related to the
willingness of consumers to purchase the indicated quantities at the indicated prices.
The equilibrium in the marketplace is achieved at point Q, at which there is just one
price for which the product quantity demanded equals the quantity supplied.
Price is, of course, not the only factor that influences suppliers to sell. If the costs of
production climb, then suppliers will want to produce and sell fewer units. By
contrast, if, for example, technology increases productivity, and the cost of producing
the product goes down, then prices may be lowered and the entire supply curve is
shifted to a new position b’. The equilibrium in the marketplace is now achieved at
point Q
1
, which indicates that a larger quantity could be bought, but at a lower price
than before.
Alternatively, if a buyer’s purchasing power (i.e., income) increases, the entire
demand curve shifts to a new position, a ’ When the demand curve was at position a,
the product price had been AO, and the consumers would have been buying quantity
OC. Now, with higher incomes, they want to increase their purchases to AG’ on curve
a’. This does not mean they will succeed in buying quantity AG’at price AO. The
supply curve will influence that. The point is that because of the income rise,
consumers will want to buy larger quantities than they would previously have wanted.
The equilibrium in the marketplace between curves a’ and b’ is achieved at point Q
2
.
Henry Ford used the principles described above to increase his profits. His
invention of the moving assembly line boosted productivity and shifted the
Figure 4.3 Demand and supply curves
SUPPLY AND DEMAND 109
demand–supply equilibrium point from point Q to point Q
1
at which the product price
is lower. Then he increased the purchasing power of consumers by increasing the
wages of his workers, which, in turn, caused an overall increase in U.S. salaries. This
created a new equilibrium point Q
2
, which further increased the quantities bought by
customers, who were even willing to pay a modest increase in the vehicle price. This
shift in both the demand and supply curves increased the quantity of cars sold and
boosted Ford’s profits tremendously. This answers the question that we posed at the
beginning of this chapter: Is it not a paradox that when wages at Ford went up, its
product prices went down?
4.3 THE MATHEMATICAL MODEL OF MASS PRODUCTION
Below we present an original mathematical model for mass production. The model
shows that the mass production process behaves as a closed-loop system with positive
feedback. To understand this, we first start by defining two pricing methods, that,
although they may look similar, they provide very different perspectives.
4.3.1 Pricing
There are two perspectives on how the price of a product is derived: either (1) by
adding a profit margin to actual productio n costs or (2) by the marketplace.
Calculation by the first method is typically associated with mass production, and
the latter fits the philosophy of lean production.
In the mass production mindset, companies have held the perspective that adding a
profit to their costs dictates the selling price in the market.
Product selling price ¼ Profi t þ Fixed cost þ Variable costs
where the fixed cost includes the investment cost (machines, factory) plus other fixed
costs prorated per product (e.g., health insurance for employees and retirees), and the
variable cost includes the direct cost per product: material, labor, tools, distribution,
etc. Under this assumption, desired levels of profit are maintained, and any increase in
costresu lts in an increased price to the consumer. This pricingmethod is best applicable
in a mass production environment, characterize d by low competition and high volume
per product, and is the basis for the mathematical analysis presented in this section.
In the alternative—market-pricing method—competition determines the selling
price. Profit is a result of subtracting costs from the selling price, i.e., what the
market will bear:
Profit ¼ Product selling price Fixed cost Variable costs
Under this premise, the only way to increase profitability is to reduce the manufactur-
ing cost. This is usually done by changes in non-value-added operations, by elim-
inating waste, and by increased productivity (see Section 4.4). This pricing method
is utilized in competitive markets, and it is applicable today by global companies.
110 MASS PRODUCTION AND LEAN MANUFACTURING