Колесник П.А., Кланица В.С. Материаловедение на автомобильном транспорте
Подождите немного. Документ загружается.

Наращивание изношенных поверхностей деталей пластмасса
ми весьма перспективно, и в этой области активно ведутся иссле
дования и лабораторные работы.
Все более широкое применение получают пластмассы для на
несения декоративных и защитных покрытий (пленок) на метал
лические детали. Металл с нанесенным пластмассовым покрыти
ем называют металлопластом. Процесс нанесения пластмассовой
пленки называется плакированием. Пластмассовую пленку соеди
няют с металлом при помощи клея.-
Для металлопластов могут быть использованы полиэтилен, по-
ливинилбутироль, полиамиды, а также термореактивные смолы.
Пластмассовая пленка создает надежную антикоррозионную
защиту стальных изделий. Металлопласт в 7 —10 раз дешевле кор
розионно-стойкой стали и в 10 раз долговечнее обычной стали.
Металлопласт допускает перепад температур от +80 до -50 °С.
Защитные декоративные покрытия в условиях авторемонтного
производства наносят вихревым напылением (порошки), кистью
(растворы), лопаткой (пасты).
Замена операции хромирования операцией нанесения эпок
сидных мастик при ремонте таких деталей, как стойки, поручни,
дужки сидений и буфер автобуса, в условиях авторемонтного за
вода дает снижение затрат почти в 5 раз, не ухудшая внешнего
вида деталей и надежности покрытия против коррозии.
Глава 14
СИНТЕТИЧЕСКИЕ КЛЕИ
14.1. Технико-экономическая эффективность
применения синтетических клеев
Достижения науки и успехи химической промышленности в
области создания и производства новых полимерных материалов
позволили значительно расширить диапазон применения метода
склеивания деталей при производстве и ремонте автомобилей.
Синтетические клеи, изготовляемые на базе полимеров, ис
пользуют для надежного соединения неметаллических деталей
(пластмассовых, тканевых, резиновых, деревянных, стеклянных
и др.) как между собой в разных сочетаниях, так и с металличес
кими деталями.
Так, клеи на основе фенолформальдегидных смол, кремний-
органических и неорганических полимеров отличаются высокой
теплостойкостью, а клеи на основе полиэпоксидов, полиамидов,
полиуретанов характеризуются высокой эластичностью, стойко
стью к агрессивным средам, механической прочностью. Внедря
ются также пленочные клеи, не содержащие растворителей. Для
склеивания достаточно такую пленку поместить между склеивае
мыми поверхностями, нагреть и спрессовать их.
Находят применение так называемые жидкие клеевые герме
тики вместо резиновых профилей, например, для уплотнения вет
ровых и задних окон, капотов и крышек багажников. Это способ
ствует увеличению жесткости конструкции, уменьшению шума и
вибрации.
Ведутся работы по созданию клеев, способных склеивать ме
таллические поверхности, загрязненные маслом или другими ве
ществами, а также клеев на водной основе, не имеющих проблем
токсичности и воспламеняемости, характерных для органических
растворителей.
Склеивание позволило отказаться в ряде случаев от сварочных
и заклепочных соединений, повысить прочность соединений, сни
зить трудовые и материальные затраты на выполнение этих работ.
Применение склеивания, например, вместо сварки, исключает
необходимость нагрева соединяемых деталей до высоких темпера
тур, при которых нарушается структура металла и изменяются его
механические свойства, появляются внутренние напряжения и
деформации.
Склеивание разнородных материалов в отличие от сварки про
изводится так же, как и однородных, не вызывая дополнитель
231
ных затруднений и ограничений. Еще большие преимущества у
склеивания перед клепкой. Клеевое соединение менее трудоемко,
чем заклепочное (с учетом срока службы), оно не ослабляет склеи
ваемые материалы под заклепки, обеспечивает гладкую поверх
ность склеенных материалов, не увеличивает массы соединяемых
деталей и не уменьшает рабочей толщины износа трущихся дета
лей. Что же касается прочности клеевого соединения при растя
жении, то, например, склеенные внахлестку швы стальных лис
тов толщиной 0,5...2 мм прочнее в 2 раза и более, чем сваренные
точечной сваркой или соединенные заклепками. Прочность со
единения увеличивается до 5 раз по сравнению со сваркой при
уменьшении толщины листа и по сравнению с клепкой при при
менении заклепок с потайными головками.
К наиболее характерным недостаткам клеевых соединений от
носятся: склонность к старению, недостаточные температурная
стойкость и механическая прочность. Однако отдельные сорта клеев
обеспечивают получение клеевых соединений с высокими пока
зателями и по данным параметрам.
Высокая прочность клеевого соединения может быть обеспече
на только при использовании клея соответствующего качества и
соблюдении технологического процесса склеивания, в частности
при хорошей подготовке склеиваемых поверхностей (подгонка,
очистка, шероховка), нанесении клея ровным слоем (толщина около
0,1 мм), создании необходимого уровня опрессовки (0,2...0,5 МПа)
и выдержке при определенной температуре.
14.2. Требования к клею и его состав
Для качественного склеивания клей должен отвечать следую
щим требованиям:
• создавать клеевую пленку, обеспечивающую прочное соеди
нение склеиваемых поверхностей;
• клеевая пленка должна быть атмосферостойкой и стойкой к
действию других факторов, проявляющихся в условиях работы;
• клей не должен вызывать коррозии металла и разрушения
других склеиваемых материалов.
Прочность клеевого соединения зависит от величины силы
прилипания клея к склеиваемой поверхности (адгезии) и проч
ности самой клеевой пленки (когезии).
Адгезия определяется величиной химических (ковалентных,
электровалентных, координационных, водородных связей) и ван-
дер-ваальсовых (межмолекулярных) сил притяжения между час
тицами клея и склеиваемого материала. Соединение клея с метал
лом в какой-то мере и механическое: клей в жидком состоянии,
заполняя мельчайшие впадины и поры, имеющиеся на металли-
232
ческой поверхности, как бы зацепляется за них. Поэтому поверх
ность, на которую наносится клей, должна быть шероховатой.
Адгезия клеевой пленки зависит также от величины усадки при
ее формировании и разности температурных коэффициентов линей
ного расширения пленки и материалов склеенных поверхностей.
Когезия клеевой пленки зависит от качества клея, соблюдения
условий для ее образования (температуры, времени, давления) и
толщины. С увеличением толщины клеевой пленки ее когезия
уменьшается вследствие ослабления воздействия силового поля
склеиваемых поверхностей. Соблюдение при склеивании опреде
ленных температур и времени выдержки важно для полного про
текания физико-химических процессов, необходимых для обра
зования клеевой пленки. Опрессовка склеиваемых деталей позво
ляет получить тонкую равномерную сплошную клеевую пленку
путем выдавливания избытка клея и пузырей воздуха.
Синтетический клей в наиболее общем виде представляет собой
композицию, в которую входят связующее (или сочетание связую
щих), растворитель, наполнитель, отвердитель и ускоритель от
верждения.
В качестве связующего используют термопластичные и термо
реактивные полимеры (смолы). Из термопластичных наибольшее
распространение получили производные акриловой и метакрило-
вой кислот, поливинилацетата, полиизобутилена, каучука и рези
ны, а из термореактивных — фенолформальдегидные, эпоксидные
и кремнийорганические соединения. Клеи на базе термопластич
ных полимеров образуют обратимую пленку, размягчающуюся при
нагревании.
Для придания определенной вязкости в клей вводят ацетон,
спирт, смеси бензина с этилацетатом, бутилацетата с ацетоном
или бензином, а также другие растворители в зависимости от
марки клея. Для уменьшения усадки клея при отверждении и пре
дотвращения появления трещин и разрушения клеевой пленки в
клей добавляют порошкообразные наполнители (металлы, стек
ло, фарфор, цемент, камень и др.).
Отвердитель и ускоритель отверждения добавляют к клеям,
содержащим термореактивные полимеры, для протекания про
цессов, связанных с образованием клеевой пленки.
14.3. Разновидности синтетических клеев
и их применение при техническом обслуживании
и ремонте автомобилей
Номенклатура синтетических клеев непрерывно обновляется и
расширяется. В качестве примера в табл. 14.1 приведены данные по
некоторым характерным разновидностям синтетических клеев.
233
to
LO
4^
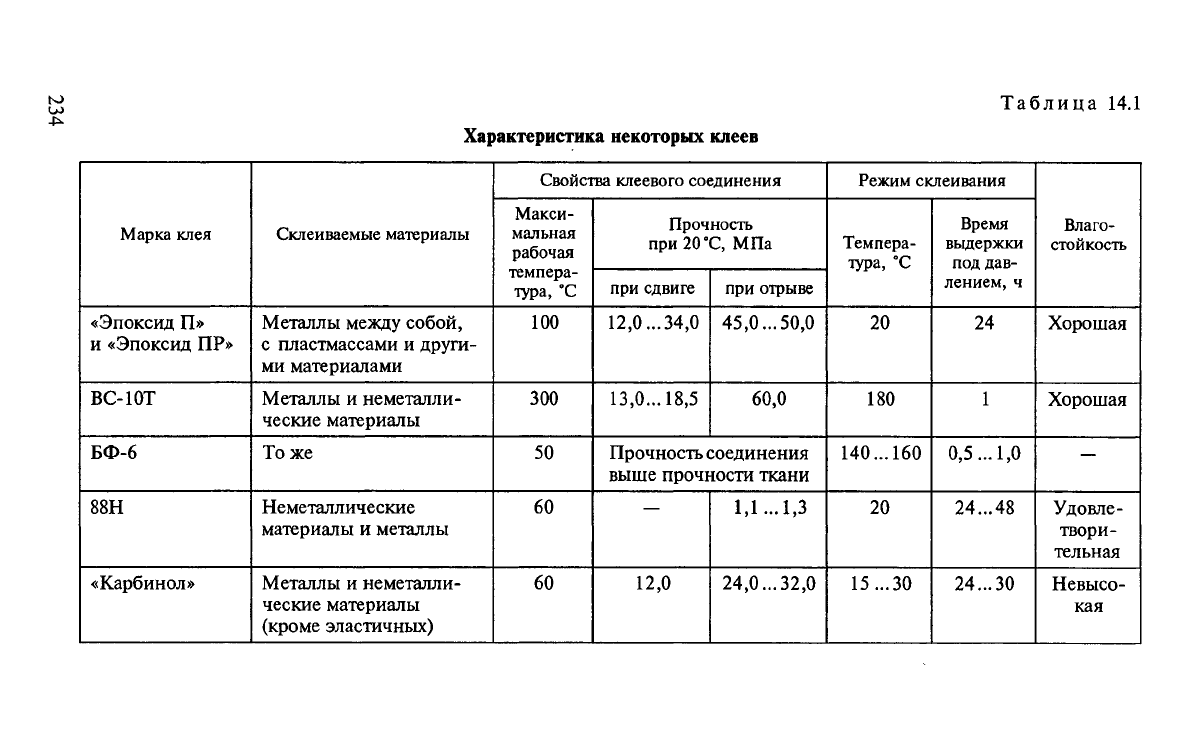
Характеристика некоторых клеев
Таблица 14.1
Марка клея Склеиваемые материалы
Свойства клеевого соединения
Режим склеивания
Влаго
стойкость
Макси
мальная
рабочая
темпера
тура, °С
Прочность
при 20 “С, МПа
Темпера
тура, °С
Время
вьщержки
под дав
лением, ч
при сдвиге при отрыве
«Эпоксид П»
и «Эпоксид ПР»
Металлы между собой,
с пластмассами и други
ми материалами
100 12,0...34,0
45,0...50,0 20 24
Хорошая
ВС-ЮТ Металлы и неметалли
ческие материалы
300
13,0... 18,5 60,0 180
1
Хорошая
БФ-6
То же
50 Прочность соединения
выше прочности ткани
140 ...160 0,5 ...1,0
—
88Н Неметаллические
материалы и металлы
60
~
1,1 ...1,3
20 24...48
Удовле
твори
тельная
«Карбинол»
Металлы и неметалли
ческие материалы
(кроме эластичных)
60 12,0
24,0...32,0 15 ...30
24...30 Невысо
кая
Некоторые клеи можно применять для склеивания деталей из
любых материалов, обеспечивая при этом прочность соединения
до 60 МПа и допуская их работу при температуре до 350 °С или в
условиях повышенной влажности.
При ремонте автомобилей клей применяют, например, для
соединения фрикционных накладок с тормозными колодками и
дисками сцепления. Используемый для этой цели теплостойкий
клей ВС-ЮТ, представляющий собой раствор поливинилформаль-
этилфталевой и фенолформальдегидной смол в органических
растворителях (спирт этиловый и этилацетат) с добавкой тетра-
этоксилана, уротропина и хинолина, обеспечивает предел прочно
сти на сдвиг при температуре 300 °С не ниже прочности заклепочно
го соединения, что вполне достаточно, так как при температуре
300... 320 °С материал фрикционных накладок уже обугливается, а
рабочая температура на поверхности тормозного барабана и фрик
ционной накладки грузовых автомобилей, работающих в тяжелых
дорожных условиях, не превышает 250... 280 °С. При более низкой
температуре, например при 150 "С, сопротивление сдвигу клеевого
соединения выше заклепочного.
Технологический процесс склеивания заключается в очистке
и щероховании соединяемых поверхностей, обезжиривании их,.
занесении клея и просушивании его, прессовании склеиваемых
деталей и нагреве для термической обработки клеевого шва.
Склеивание фрикционных накладок с тормозными колодками
и дисками сцепления вместо соединения их на заклепках обеспе
чивает значительную экономическую эффективность, главным
образом, ввиду увеличения используемой толщины накладки и,
следовательно, срока их службы.
Так, вследствие обнажения заклепок толщина фрикционных
накладок используется примерно лишь на 50 %, в то время как
при склеивании она используется более чем на 80 %. Кроме того,
при склеивании нет опасности образования под воздействием
выступающих заклепок рисок и задиров на рабочей поверхности
тормозного барабана и преждевременного отказа его в работе.
Детали из термореактивных пластмасс склеивают смоляными
клеями (ВИАМ-Б-3, БФ-2, БФ-4, К-17 и др.) на основе фенол-
формальдегидных, эпоксидных и других смол. Склеиваемые по
верхности зачищают, промазывают клеем, просушивают 3... 5 мин,
промазывают второй раз, просушивают 1 ...2 мин и спрессовыва
ют в течение 5...6 ч.
Термопласты можно склеивать органическими растворителями
или клеями, представляющими собой 2...4%-ный раствор пласт
массы в том же растворителе.
Растворитель вызывает набухание поверхности пластмассы и тем
самым придает ей клейкость. Применение клея, например АСТ-Т,
дает более высокие результаты.
235
Пластмассы с металлом, стеклом и древесиной соединяют клеем
БФ-2.
Соединение в местах разрыва, а также наложение заплат при
ремонте обивки кузовов осуществляют клеем БФ-6. Ремонтируе
мое место ткани после нанесения клея проутюживают через влаж
ную тряпку утюгом, нагретым до 120... 130 "С, в течение 12... 15 с
с короткими перерывами.
Для приклеивания резиновых деталей к металлическим, пласт
массовым применяют клеи 88Н и 61, а для приклеивания резино
вых изделий к деревянным — клей НК.
Высоким качеством отличается эпоксидный клей, применяе
мый для склеивания металла, пластмасс, стекла и других твердых
материалов в разных сочетаниях. Клей состоит из эпоксидной смо
лы, отвердителя, а иногда и наполнителя. Последние вводят в
клей перед его использованием.
Эпоксидная смола и отвердитель токсичны, поэтому обращение
с клеем требует соблюдения мер предосторожности. В последние
годы широкое применение нашли выпускаемые отечественной
промышленностью универсальные цианакриловые клеи.
Глава 15
ЛАКОКРАСОЧНЫЕ МАТЕРИАЛЫ
15.1. Назначение лакокрасочных покрытий
и технико-экономические требования к ним
Лакокрасочные материалы выполняют две функции — защит
ную и декоративную, т. е. техническую и эстетическую. При на
несении на окрашиваемую поверхность они образуют пленку,
защищающую металлические изделия от коррозии, а деревянные
от гниения. Благодаря соответствующей окраске (особенно легко
вых автомобилей и автобусов) достигаются увеличение срока служ
бы автомобилей и красивый внешний вид.
Лакокрасочное покрытие будет длительное время успешно вы
полнять свои функции, если для его нанесения использованы
материалы, отвечающие конкретным условиям эксплуатации, а
также если покрытие наносилось с соблюдением определенного
технологического режима и обеспечивается необходимый уход за
покрытием в процессе эксплуатации.
Среди многочисленных потребителей лакокрасочных материа
лов автомобильный транспорт занимает видное место. По прогно
зам на будущее, расход лакокрасочных материалов на один авто
мобиль несколько сократится за счет увеличения площади остек
ления кузова и применения пластмассовых деталей, а также за
счет увеличения срока службы лакокрасочных покрытий. Ассор
тимент лакокрасочных материалов, выпускаемых в настоящее вре
мя химической промышленностью, достаточно большой. Так, в
соответствии с утвержденными техническими условиями только
номенклатура марок эмалей составляет свыше 100 наименований,
грунтовок — более 40 и шпатлевок — свыше 20 без учета их разно
видностей по цвету. Кроме того, производятся всевозможные лаки,
краски, растворители, мастики, пасты, смывки и другая лако
красочная продукция.
15.2. Показатели, характеризующие качество
лакокрасочных материалов и покрытий из них
К используемым в автотранспортных организациях основным
лакокрасочным материалам относятся грунтовки (грунты), шпат
левки и эмали.
Грунтовки предназначены для обеспечения прочной связи между
лакокрасочным покрытием и окрашиваемой поверхностью, а также
237
для ее надежной антикоррозионной защиты. Грунтовки представ
ляют собой суспензию пигмента или смеси пигментов (преимуще
ственно антикоррозионных) с наполнителями в пленкообразова-
теле и после высыхания образуют однородную пленку с хорошей
адгезией с подложкой и покрывными слоями.
Шпатлевки применяют для выравнивания окрашиваемой по
верхности и представляют собой густую вязкую массу, состоящую
из смеси пигментов с наполнителями в пленкообразователе.
Эмали служат для получения наружного слоя лакокрасочного
покрытия, который придает ему необходимый цвет, блеск, глад
кость, устойчивость против воздействия окружающей среды, ме
ханическую прочность и химическую стойкость.
Эмали являются суспензией пигмента или смеси пигментов с
наполнителем в лаке и после высыхания образуют непрозрачную
твердую пленку с разнообразными фактурой поверхности и блес
ком.
Лак — это раствор пленкообразующих веществ в органических
растворителях или в воде, образующий после высыхания твердую
прозрачную однородную пленку.
Красками называется суспензия пигмента или смеси пигмен
тов с наполнителями в олифах, масле, эмульсии, латексе, обра
зующая после высыхания однородную пленку.
На автомобильном транспорте первостепенное значение имеет
защита от коррозии кузовов легковых автомобилей и автобусов,
кабин и оперения грузовых автомобилей. Эти дорогостоящие и
ответственные элементы конструкции отказывают в работе, как
правило, вследствие коррозии металла. Если учесть, что кузов
является основой легкового автомобиля и автобуса (стоимость его
составляет значительную часть в общей стоимости транспортного
средства), то отказ в работе кузова практически равнозначен вы
ходу из строя всего автомобиля или автобуса.
В соответствии с назначением лакокрасочные материалы и по
крытия из них должны соответствовать следующим основным тре
бованиям:
• прочно удерживаться на окрашенной поверхности;
• обладать механической прочностью, твердостью и эластично
стью;
• обладать стойкостью против воздействия влаги, нефтепро
дуктов, отработавших газов и солнечных лучей;
• быть водо- и газонепроницаемыми;
• сохранять свои качества при положительных температурах ле
том и отрицательных температурах зимой;
• быть химически нейтральными, не вызывать коррозии окра
шенных поверхностей;
• быстро высыхать после нанесения на поверхность без слож
ных сушильных устройств;
238
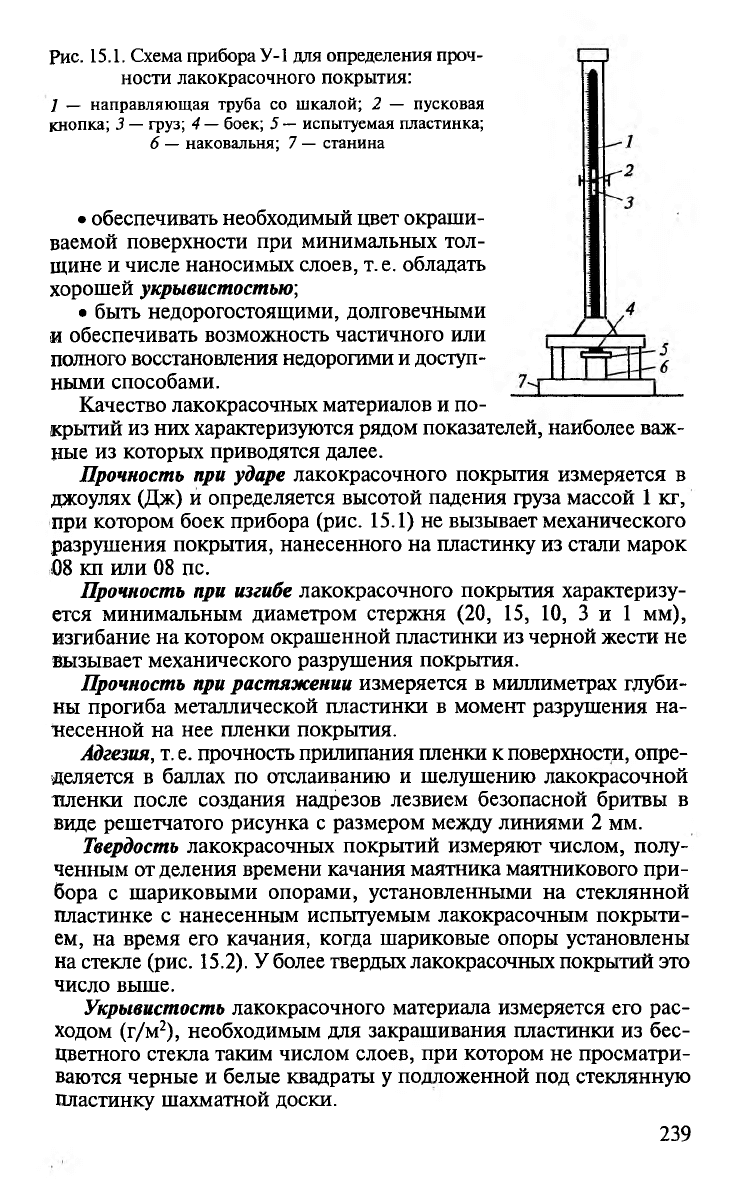
Рис. 15.1. Схема прибора У-1 для определения проч
ности лакокрасочного покрытия:
1 — направляющая труба со шкалой; 2 — пусковая
кнопка; 3 — груз; 4 — боек; 5 — испытуемая пластинка;
6 — наковальня; 7 — станина
• обеспечивать необходимый цвет окраши
ваемой поверхности при минимальных тол
щине и числе наносимых слоев, т.е. обладать
хорошей укрывистостью;
• быть недорогостоящими, долговечными
и обеспечивать возможность частичного или
полного восстановления недорогими и доступ
ными способами.
Качество лакокрасочных материалов и по
крытий из них характеризуются рядом показателей, наиболее важ
ные из которых приводятся далее.
Прочность при ударе лакокрасочного покрытия измеряется в
джоулях (Дж) и определяется высотой падения груза массой 1 кг,
при котором боек прибора (рис. 15.1) не вызывает механического
разрушения покрытия, нанесенного на пластинку из стали марок
08 кп или 08 пс.
Прочность при изгибе лакокрасочного покрытия характеризу
ется минимальным диаметром стержня (20, 15, 10, 3 и 1 мм),
изгибание на котором окрашенной пластинки из черной жести не
Вызывает механического разрушения покрытия.
Прочность при растяжении измеряется в миллиметрах глуби
ны прогиба металлической пластинки в момент разрушения на
несенной на нее пленки покрытия.
Адгезия, т. е. прочность прилипания пленки к поверхности, опре
деляется в баллах по отслаиванию и шелушению лакокрасочной
пленки после создания надрезов лезвием безопасной бритвы в
виде решетчатого рисунка с размером между линиями 2 мм.
Твердость лакокрасочных покрытий измеряют числом, полу
ченным отделения времени качания маятника маятникового при
бора с шариковыми опорами, установленными на стеклянной
пластинке с нанесенным испытуемым лакокрасочным покрыти
ем, на время его качания, когда шариковые опоры установлены
на стекле (рис. 15.2). У более твердых лакокрасочных покрытий это
число выше.
Укрывистость лакокрасочного материала измеряется его рас
ходом (г/м2), необходимым для закрашивания пластинки из бес
цветного стекла таким числом слоев, при котором не просматри
ваются черные и белые квадраты у под ложенной под стеклянную
пластинку шахматной доски.
239