Киреев Г.И., Демидов В.В. Смирнов М.Ю. (сост.) Режущий инструмент и основы проектирования режущего инструмента
Подождите немного. Документ загружается.

Министерство образования Российской Федерации
Ульяновский государственный технический университет
РЕЖУЩИЙ ИНСТРУМЕНТ
И
ОСНОВЫ ПРОЕКТИРОВАНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Ульяновск 2003
Министерство образования Российской Федерации
Ульяновский государственный технический университет
РЕЖУЩИЙ ИНСТРУМЕНТ
И
ОСНОВЫ ПРОЕКТИРОВАНИЯ
РЕЖУЩЕГО ИНСТРУМЕНТА
Методические указания по выполнению лабораторных работ
для студентов спец. 120100 всех форм обучения
Часть 1
Составители: Г. И. Киреев, В. В. Демидов
М. Ю. Смирнов
Ульяновск 2003
УДК 621.9.(076)
ББК 34.63 я7
Р33
Режущий инструмент и основы проектирования режущего инструмента:
Сборник лабораторных работ для студентов специальности 12.01.00 / Сост.
Г. И. Киреев, В. В.Демидов, М. Ю.Смирнов. Часть 1. − Ульяновск: УлГТУ,
2002. − 31 с.
Методические указания написаны в соответствии с Государственным образователь-
ным стандартам профессионального образования по направлению подготовки дипломиро-
ванных специалистов 657800 – Конструкторско-технологическое обеспечение машинострои-
тельных производств, специальности 120100 – «Технология машиностроения» и 120200 –
«Металлообрабатывающие станки и комплексы» и на основе Примерной программы дис-
циплины «Реж ущий инструмент», утвержденной МО РФ 12.11.2001 г. В первую часть
сборника входят три лабораторных работы, посвященных изучению современных конструк-
ций металлорежущих инструментов, особенностям формообразования режущих частей и оп-
ределению точности инструментов.
Сборник подготовлен на кафедре «Металлорежущие станки и инструменты».
УДК 621.9.(076)
ББК 34.63 я7
Рецензент канд. техн наук, доцент кафедры «Технология машиностроения»
М.А. Белов.
Одобрено секцией методических пособий
научно-методического совета университета.
© Оформление. УлГТУ, 2003
3
СОДЕРЖАНИЕ
ВВЕДЕНИЕ……..……………………………………………………………………4
1. ЛАБОРАТОРНАЯ РАБОТА № 1 . ИССЛЕДОВАНИЕ ВЛИЯНИЯ
СПОСОБА МЕХАНИЧЕСКОГО КРЕПЛЕНИЯ И БАЗИРОВАНИЯ
СМЕННЫХ МНОГОГРАННЫХ ПЛАСТИН НА НАСТРОЕЧНЫЙ
РАЗМЕР ТОКАРНЫХ РЕЗЦОВ...........….....……….....…..…………...….…....5
1.1. Цель работы ……………………………………………………………….5
1.2. Общие сведения…………………………………………………………...5
1.3. Средства технического оснащения………………………………………8
1.4. Порядок выполнения работы……………………………………………..8
1.5. Контрольные вопросы…………………………………………………….9
2. ЛАБОРАТОРНАЯ РАБОТА № 2. ИЗУЧЕНИЕ ГЕОМЕТРИЧЕСКИХ
ПАРАМЕТРОВ ДИСКОВОЙ ФАСОННОЙ ФРЕЗЫ И ИХ ВЛИЯНИЯ
НА ПРОФИЛЬ ЗУБЬЕВ ФРЕЗЫ.................……….…......…..……................10
2.1. Цель работы…………………………………………………………………10
2.2. Общие сведения о конструкции и геометрии дисковых
фасонных фрез……………………………………………………………...10
2.3. Изучение передних углов по длине режущей кромки зуба дисковой
фасонной фрезы……………………………………………………………13
2.4. Изучение влияния геометрических параметров дисковой фасонной
фрезы на профиль зубьев фрезы…………………………………………..14
2.5. Порядок выполнения работы………………………………………………19
2.6. Контрольные вопросы……………………………………………………..20
3. ЛАБОРАТОРНАЯ РАБОТА № 3. ИЗУЧЕНИЕ ВЛИЯНИЯ ГЕОМЕТРИ-
ЧЕСКИХ ПАРАМЕТРОВ КРУГЛЫХ ФАСОННЫХ РЕЗЦОВ НА ИХ
ПРОФИЛЬ...…………………………........................................…………..……20
3.1. Цель работы…………………………………………………………………20
3.2. Общие сведения о конструкции и геометрии круглых
фасонных резцов……………………………………………………………20
3.3. Профилирование круглого фасонного резца……………………………...20
3.4. Порядок выполнения работы………………………………………………22
3.5. Контрольные вопросы………………………………………………………22
ПРИЛОЖЕНИЯ……………….…………......................…………………………..27
БИБЛИОГРАФИЧЕСКИЙ СПИСОК..............................…...............................….35
4
ВВЕДЕНИЕ
Повышение эффективности металлообработки в значительной степени
зависит от качества применяемого металлорежущего инструмента. Поэтому
инженер-механик по металлообработке должен получить высокую профессио-
нальную подготовку в области проектирования и эксплуатации металлорежу-
щего инструмента.
Главной целью выполнения лабораторных работ является усвоение и за-
крепление теоретических знаний студентов, полученных на лекциях.
Лабораторные работы выполняются бригадой из 2-3 студентов. Вначале
студенты изучают общие сведения по теме лабораторной работы и уясняют
цель работы, а затем тщательно изучают методику ее выполнения. После обсу-
ждения с преподавателем содержания лабораторной работы и правил по техни-
ке безопасности при ее выполнении студенты выполняют экспериментальную
часть работы в присутствии преподавателя.
Закончив экспериментальную часть работы, студенты обрабатывают ре-
зультаты и составляют отчет по форме протоколов, приведенных в приложе-
нии. В заключение студенты должны защитить выполненную лабораторную
работу, ответив преподавателю на вопросы и показав усвоение изученного ма-
териала.
5
1. ЛАБОРАТОРНАЯ РАБОТА №1
ИССЛЕДОВАНИЕ ВЛИЯНИЯ СПОСОБА МЕХАНИЧЕСКОГО
КРЕПЛЕНИЯ И БАЗИРОВАНИЯ СМЕННЫХ МНОГОГРАННЫХ
ПЛАСТИН НА НАСТРОЕЧНЫЙ РАЗМЕР ТОКАРНЫХ РЕЗЦОВ
1.1. ЦЕЛЬ РАБОТЫ
Цель работы – определить способ механического крепления, обеспечи-
вающий наибольшую точность размера резца по длине и возможность беспод-
наладочной замены СМП. Для этого необходимо исследовать изменение длины
резца при повороте СМП и их замене при различных способах крепления.
1.2. ОБЩИЕ СВЕДЕНИЯ
Механическое крепление сменных многогранных пластин (СМП) из раз-
личных инструментальных материалов, чаще из твердого сплава, приобретает
все более широкое распространение в конструкциях режущего инструмента,
так как не требует пайки и заточки; исключает появление микротрещин; созда-
ет благоприятные предпосылки для унификации, использования стандартных
узлов и элементов. С механическим креплением СМП изготавливают резцы,
фрезы, сверла, протяжки и другие инструменты. В автоматизированном произ-
водстве более 60% твердосплавного инструмента оснащаются СМП [1].
Механическое крепление СМП обеспечивает возможность ее быстрой
бесподналадочной замене на инструменте или восстановления его режущей
способности путем поворота пластины, что особенно важно на станках-
автоматах и автоматических линиях. Время, затрачиваемое на замену или пово-
рот СМП, в 2 – 4 раза меньше, чем на замену резца [2].
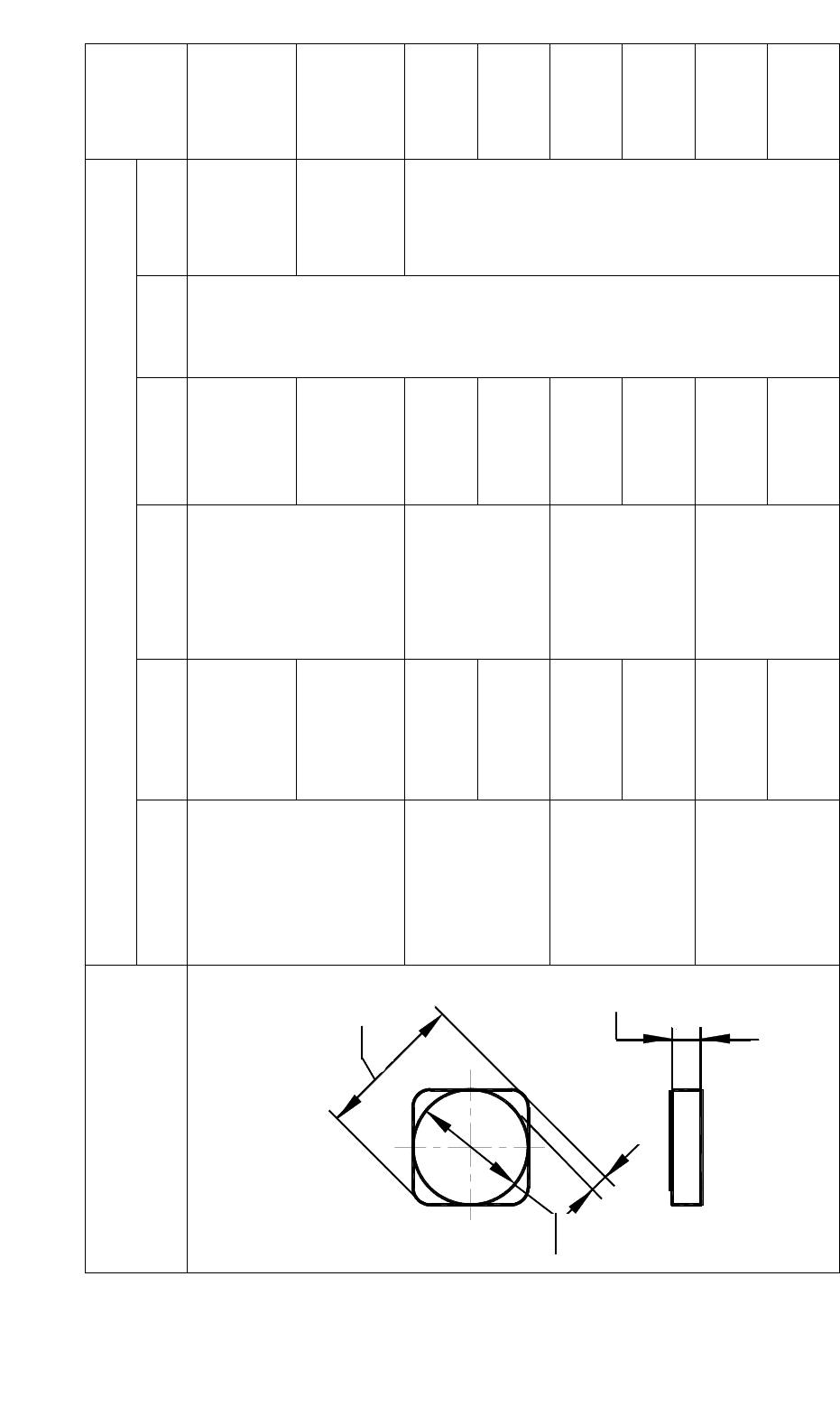
Существуют стандартные значения основных размеров СМП: диаметр
вписанной в многоугольник окружности d, толщина пластины S и расстояние
от вершины до вписанной окружности по диагонали m. Каждый из этих разме-
ров (параметров) имеет предельные отклонения (допуск), в зависимости от ко-
торых, СМП подразделяются на одиннадцать классов точности. В таблице 1.1
приведены стандартные номинальные значения основных размеров квадратных
СМП и их предельные отклонения для четырех классов точности СМП.
Для обеспечения бесподналадочной замены инструментов необходимо
применять пластины точного исполнения классов точности А или F по
ГОСТ 19042–80 и методы крепления пластин, обеспечивающие их точную ус-
тановку в гнезде, с базированием по боковым и опорной поверхностям.
Конструкция узла крепления СМП во многом определяет работоспособ-
ность резцов и точность установки пластин в корпусе резца.
Схемы наиболее применяемых способов крепления СМП в корпусах рез-
цов представлены на рис.1.1.
Класс
точности
СМП
A
F
M
U
M
U
M
U
δ
S
± 0,025
± 0,025
± 0,13
S
H
2,38;
3,18;
4,76;
5,56;
6,35;
7,94;
9,52;
12,7
δ
m
± 0,005
± 0,005
± 0,08÷0,11
± 0,13÷0,21
± 0,11÷0,14
± 0,21÷0,29
± 0,14÷0,18
± 0,29÷0,38
m
H
0,33; 0,49; 0,66;
0,82; 0,98; 1,15;
1,31; 1,64; 1,97;
2,30; 2,63; 3,28;
3,94; 5,26
0,33; 0,49; 0,66;
0,82; 0,93
1,15; 1,31;
1,64; 1,97;
2,30
2,63; 3,28;
3,94; 5,26
δ
d
± 0,013
± 0,025
± 0,05÷0,08
± 0,08÷0,14
± 0,08÷0,11
± 0,11÷0,02
± 0,11÷0,13
± 0,2÷0,27
Значения параметров, мм
d
H
1,59; 2,38; 3,18;
4,76; 3,97; 5,56;
6,35; 7,94; 9,52;
11,11; 12,70;
15,87; 19,05;
25,40
1,59; 2,38; 3,18;
3,97; 4,76
5,56; 6,35; 7,94;
9,52; 11,11
12,70; 15,87;
19,05; 25,40
Эскиз СМП
S
K
d
m
Таблица 1.1. Стандартные номинальные значения основных размеров квадратных СМП и их предельные отклонения
7
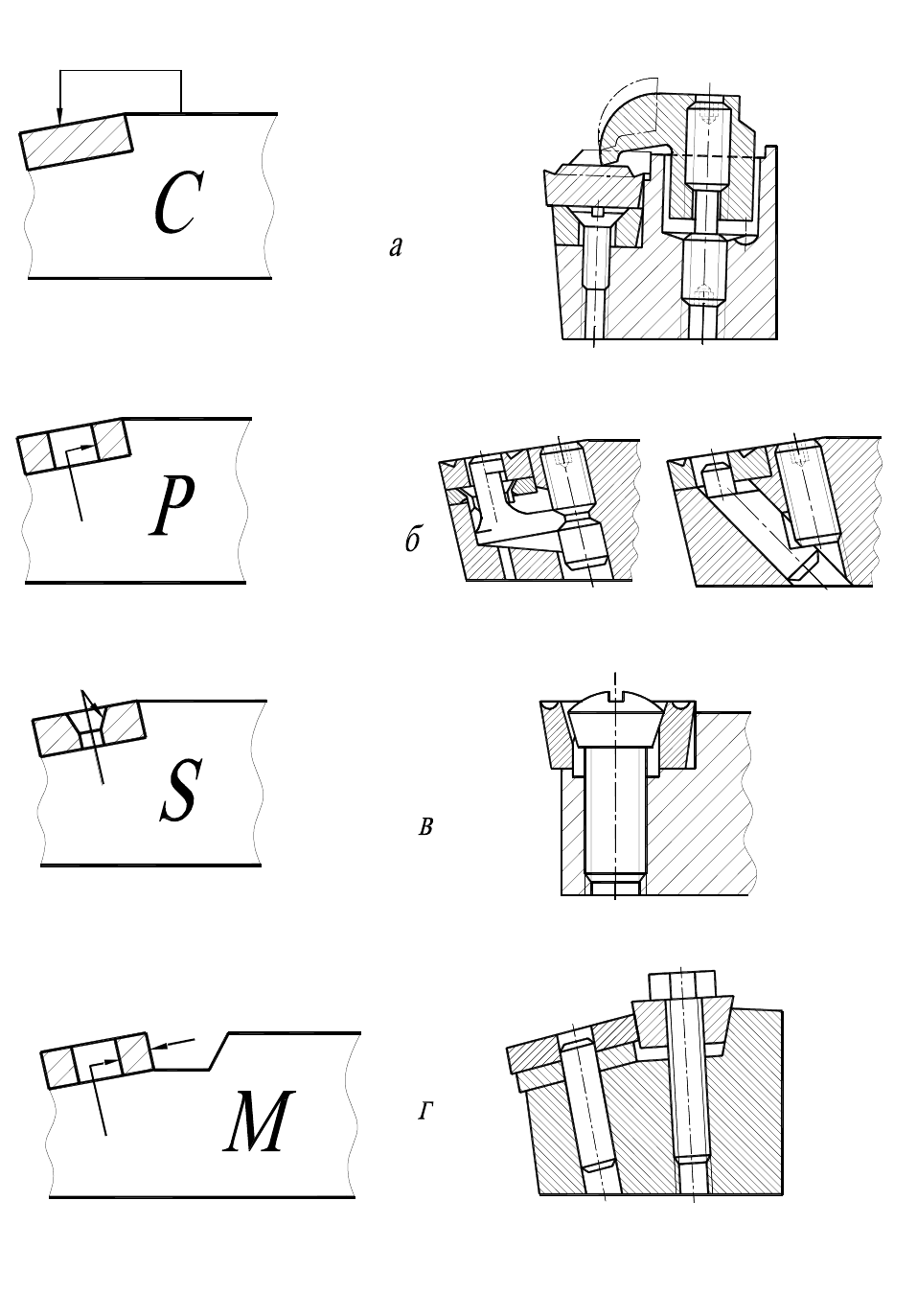
Рис.1.1. Условные обозначения способов и схемы устройств механического крепления
СМП в корпусах резцов
8
Способ крепления СМП прихватом сверху (рис. 1.1., а) применяют для пластин
без отверстий, в том числе минералокерамических. Пластину устанавливают в
закрытый паз и базируют по его опорной и боковым поверхностям. При этом
обеспечивается высокая точность базирования пластин и надежность крепления
[2]. На резцах для обработки стали может применяться стружколом.
Способ крепления СМП L – образным рычагом или косой тягой
(рис. 1.1, б) обеспечивает прижим пластин к боковым базовым поверхностям
закрытого паза державки. Применяется этот способ крепления для СМП с от-
верстием. Он обеспечивает высокую точность базирования, но не гарантирует
точного прилегания поверхности СМП к опорной поверхности на резцедержав-
ке.
Способ крепления СМП с коническим отверстием (рис.1.1, в) обеспечи-
вает прижим к опорной и боковым сторонам закрытого паза. Крепление осуще-
ствляется винтом с конической головкой, ось которого сдвинута на 0,15 мм от-
носительно оси отверстия СМП. К недостаткам такого крепления относится не-
обходимость полностью вывернуть винт из корпуса и потом его снова завер-
нуть при смене СМП.
Достаточно распространенным является способ крепления СМП при по-
мощи клина (рис. 1.1., г), который поджимает ее к неподвижному штифту. В
этом случае сила зажима противоположна по направлению силе резания, что не
исключает возможности появления вибраций. Этот способ крепления не обес-
печивает точного базирования СМП и не может использоваться для их беспод-
наладочной замены [2]. Надежность такого крепления повышает наличие на
клине «козырька», поджимающего СМП к опорной поверхности.
1.3. СРЕДСТВА ТЕХНИЧЕСКОГО ОСНАЩЕНИЯ
При выполнении лабораторной работы используются: приборы для раз-
мерной настройки резцов модели SPS - 200 U, микрометр, токарные резцы с
различными способами крепления СМП (см. рис. 1.1, а, б, г), квадратные твер-
досплавные пластины различных классов точности с отверстиями и без отвер-
стий.
1.4. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучить указания к данной лабораторной работе и форму протокола к
ней (Приложение1).
2. С помощью микрометра измерить основные размеры d и S всех СМП,
выданных преподавателем для проведения лабораторной работы, и их диагона-
ли К (см. эскиз СМП в табл. 1.1 ). Основной размер m определяется по формуле
m = (K − d) / 2. (1.1)

9
Значения измеренных размеров К, d, m, S всех СМП занести в протокол к
лабораторной работе № 1 (Приложение1). Соответствующие стандартные но-
минальные значения основных размеров СМП d
H
, m
H
и S
H
из табл. 1.1 также
занести в протокол. Значение m
H
для квадратных СМП определены по формуле
m
H
= d
H
12( −
) / 2. (1.2)
3. Вычесть из измеренных значений d, m и S их соответствующие стан-
дартные номинальные значения d
H
, m
H
и S
H
(см. табл. 1.1). Сопоставив полу-
ченные алгебраические разности со значениями предельных отклонений этих
размеров
δ
d
, δ
m
и
δ
S
из табл. 1.1, определить класс точности каждой СМП.
Пластины одинакового класса точности сгруппировать отдельно по 3 шт.
4. В приспособление прибора последовательно установить 3 резца с раз-
личными способами крепления СМП. Для исследования берутся 3 СМП одного
класса точности с отверстием. После закрепления первой СМП на дер-жавке
резца каретка прибора перемещается в продольном и поперечном на-
правлениях так, чтобы вершина резца оказалась в поле луча проходящего света
и касалась горизонтальной оси экрана. Показание светового индикатора, соот-
ветствующее этому положению, занести в протокол. Затем эта пластина пово-
рачивается 7 раз на 90°. После каждого поворота и закрепления СМП каретку
прибора перемещают до касания вершины резца горизонтальной оси экрана и
записывают показания индикатора в протокол.
Действуя аналогично, провести исследования 2-й и 3-й пластин. Таким
образом, на каждом резце нужно провести 24 опыта: (2 × 4 × 3).
5. По снятым с индикатора показаниям определить поле рассеяния длины
резца (из наибольшего размера вычитается наименьший) для каждой пластины
при ее повороте и замене на резце. Результаты занести в протокол.
6. По результатам опытов сделать выводы: какой из способов закрепле-
ния СМП обеспечивает наименьшее поле рассеяния длины резца (наибольшую
точность позиционирования) и какой из них не может быть использован в ав-
томатизированном производстве, если учесть, что поле рассеяния не должно
превышать 12 – 16 мкм.
1.5. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Почему в условиях автоматизированного производства целесообразно
применять инструменты с СМП?
2. С какой целью базовую длину резца настраивают вне станка?
3. Как определяется класс точности СМП?
4. Пластины какого класса точности пригодны для бесподналадочной
замены их на режущем инструменте?
5. Как отразится на точности обработки детали изменения толщины
СМП резца при их бесподналадочной замене?
6. Дайте определение точности позиционирования СМП на резцах.