Киреев Г.И., Демидов В.В. Смирнов М.Ю. (сост.) Режущий инструмент и основы проектирования режущего инструмента
Подождите немного. Документ загружается.

10
2. ЛАБОРАТОРНАЯ РАБОТА № 2
ИЗУЧЕНИЕ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДИСКОВОЙ
ФАСОННОЙ ФРЕЗЫ И ИХ ВЛИЯНИЯ НА ПРОФИЛЬ ЗУБЬЕВ ФРЕЗЫ
2.1. ЦЕЛЬ РАБОТЫ
Целью работы является изучение конструкции и геометрических пара-
метров дисковых фасонных фрез.
2.2. ОБЩИЕ СВЕДЕНИЯ О КОНСТРУКЦИИ И ГЕОМЕТРИИ
ДИСКОВЫХ ФАСОННЫХ ФРЕЗ
Фасонная фреза — многолезвийный инструмент, профиль которого в
осевой плоскости является следом вращения режущей кромки зуба относитель-
но оси фрезы. Фасонное фрезерование по сравнению с обработкой сложных
криволинейных поверхностей по копиру обеспечивает более высокую произво-
дительность и чистоту обработки. Наиболее широкое применение фасонные
фрезы получили в турбиностроении при обработке лопаток турбин и в инстру-
ментальной промышленности. Применяемые в промышленности фасонные
фрезы имеют большое многообразие конструкций, отличающихся формой про-
филя режущих кромок, формой передней и задней поверхности, расположени-
ем передней поверхности и т. д.
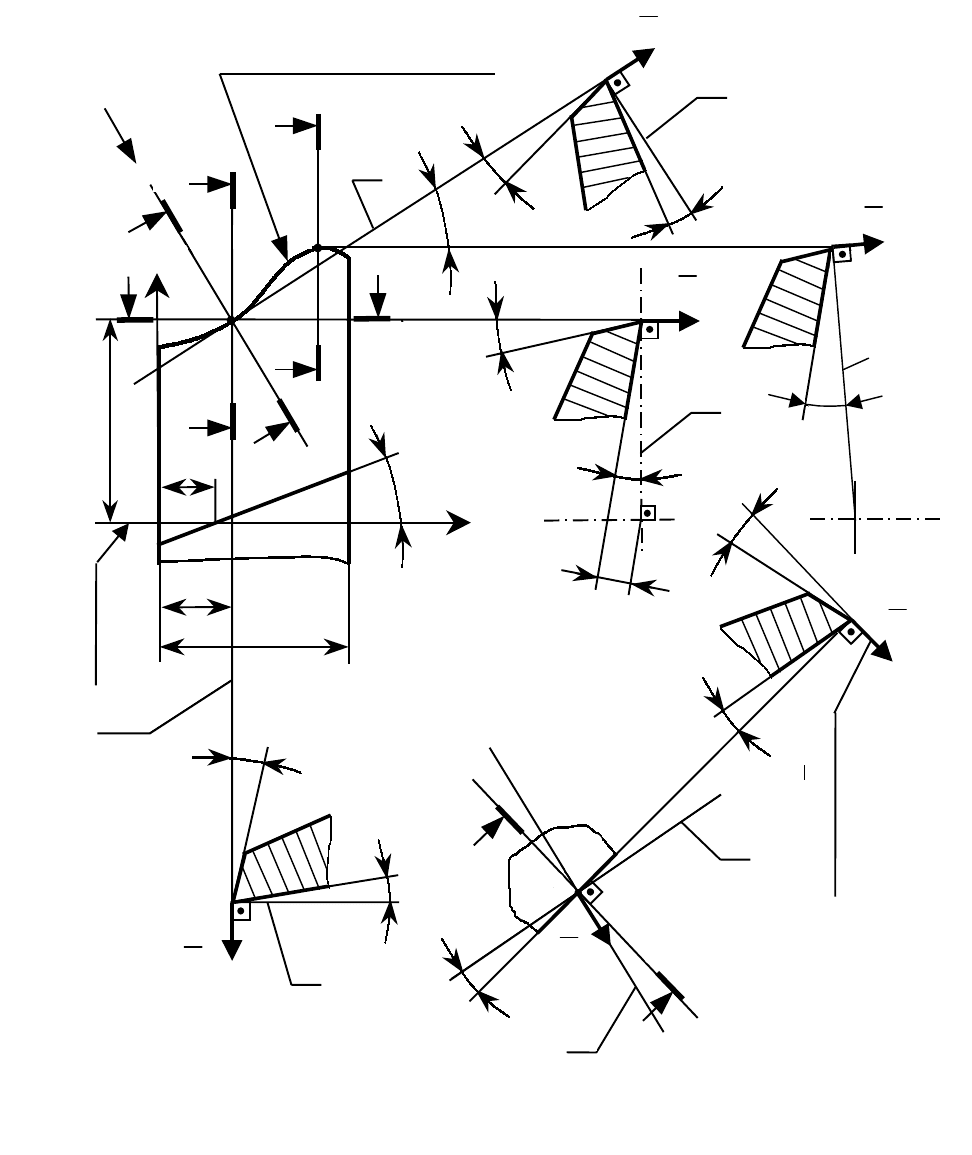
На рис. 2.1 приведены геометрические (угловые) параметры дисковой фа-
сонной фрезы с плоскими наклонными зубьями и плоскости, необходимые
для определения этих параметров (углов) в статической системе координат. На
рис. 2.1 показано такое положение фрезы, при котором передняя поверхность
(плоскость) одного из ее зубьев перпендикулярна плоскости рисунка, так что
проекция режущей кромки этого зуба на плоскость рисунка образует угол ω
0
с
осью вращения фрезы (угол наклона стружечной канавки) и пересекает эту ось
на расстоянии ℓ от левого торца фрезы. При этом режущая кромка другого зуба
фрезы пересекает плоскость рисунка в некоторой точке х, для которой плос-
кость рисунка является основной плоскостью Р
V
. Остальные обозначения на
рис. 2.1: P
n
– плоскость резания для т. х; Р
s
– рабочая плоскость; Ρτ−Ρτ − глав-
ная секущая плоскость для т. х; P
1
−P
1
– плоскость, проходящая через т. х. пер -
пендикулярно оси вращения фрезы; Р
2
−Р
2
– плоскость, проходящая через т. х
перпендикулярно основной плоскости и параллельно оси фрезы; Р
N
−P
N
– плос-
кость перпендикулярная режущей кромке зуба в т. х; γ
1х
, α
1х
– радиальные пе-
редний и задний углы (в плоскости Р
1
−Р
1
); γ
2х
, α
2х
– осевые передний и задний
углы (в плоскости Р
2
−Р
2
); γ
0х
, α
0х
– передний и задний углы в главной секущей
плоскости Рτ−Ρτ; γ
Nх
, α
Nх
– передний и задний углы в плоскости Р
N
−P
N
(нор-
мальные передний и задний углы); γ
– радиальный передний угол в точке, рас-
положенной на наружном радиу се фрезы; λ
X
– угол наклона режущей кромки в
11
Ρτ−Ρτ
C
C
P
2
P
2
Pτ
P
1
x
Ρτ
P
1
P
1
−P
1
O
O
O
P
2
−P
2
P
N
P
N
R
ф
P
N
−P
N
O
т. х; φ
x
– угол наклона профиля зуба в т. х (угол между касательной к проекции
профиля зуба на основную плоскость в т. х и осью фрезы); В – ширина фрезы;
R
ф
– наружный радиус фрезы; ℓ
x
, R
x
– координаты точки х профиля зуба фрезы
в основной плоскости, проходящей через т.Х.
Рис. 2.1. Геометрические параметры зубьев дисковой фасонной фрезы в статической
системе коо
рд
инат
(
т. Х лежит в плоскости
р
ис
у
нка
V
P
2
P
n
P
τ
P
v
P
v
P
N
+
γ
0x
+α
0x
+α
1x
+
γ
1x
γ
1ф =
γ
+
γ
Nx
+α
Nx
P
s
A
A
+ω
0
+φ
x
a
x
R
x
R
ф
+λ
x
V
V
P
1
(P
s
P
v
+
γ
2x
+α
2x
V
V
+ℓ
x
+ℓ
P
v
Ρτ
X
ось вращения
фр
езы
Проекция V на
плоскость P
N
−P
N
B
C−C
проекция режущей кромки
зуба на плоскость рисунка
12
По форме задней поверхности фасонные фрезы делятся на затылованные,
незатылованные и комбинированные. Наибольшее распространение среди за-
тылованных фрез получили фрезы с радиальным передним углом γ = 0. Основ-
ным преимуществом этих фрез является постоянство профиля фрезы при пере-
точке по передней поверхности. При этом задняя поверхность фрез выполняет-
ся по кривой затылования (архимедовой или логарифмической).
Однако такие фрезы работают со значительными вибрациями и произво-
дительность их низка. Для многих труднообрабатываемых материалов приме-
нение фрез без положительного переднего угла не допустимо, так как они име-
ют низкую стойкость. Поэтому приходится применять затылованные фрезы с
положительным радиальным передним углом γ > 0. Однако из-за сложной фор-
мы режущей кромки фасонной фрезы в различных ее точках нормальные пе-
редние углы γ
N
будут отличаться от γ и могут быть равными нулю. Наличие
переднего угла γ > 0 требует корректировки профиля фрезы при расчете и вно-
сит погрешность в профиль детали после первой переточки. Замена прямозу-
бых затылованных фрез затылованными фрезами с винтовыми или наклонными
зубьями в большинстве случаев позволяет обеспечить положительные передние
углы γ
N
на всей режущей кромке. В результате обеспечивается повышение ре-
жимов резания в 1,3 − 1,5 раза за счет улучшения условий резания и отвода
стружки [4]. Процесс резания фрезой с винтовыми или наклонными зубьями
протекает более плавно, без вибраций, что позволяет увеличить подачу и повы-
сить качество обработанной поверхности. Однако наличие винтового или на-
клонного зуба усложняет расчет и изготовление фрез и также требует коррек-
тировки профиля фрезы при расчете.
Задняя криволинейная поверхность зубьев затылованных фрез может
быть как шлифованной, так и нешлифованной. У фрез с нешлифованной зад-
ней поверхностью зубьев после термической обработки возникают погрешно-
сти профиля, связанные с деформированием как самих зубьев, так и корпуса
фрезы. Кроме того, на задней поверхности зубьев фрезы образуется обезугле-
роженный слой, который остается не снятым. Поэтому затылованные фрезы с
нешлифованной задней поверхностью имеют пониженную точность и малую
стойкость. Затылованные фрезы со шлифованной задней поверхностью исполь-
зуются в тех случаях, когда требуется высокая точность профиля детали и
бóльшая стойкость инструмента.
У незатылованных фрез задняя поверхность выполняется путем шлифо-
вания ленточки по профилю. Такие фрезы перетачиваются по задней поверхно-
сти по копиру с применением специальных приспособлений или по комбини-
рованной схеме. При комбинированной схеме переточки после ряда переточек
по задней поверхности, когда ленточка становится слишком широкой, произво-
дится переточка фрезы по передней поверхности. При этом переточку по перед-
ней поверхности можно выполнять аналогично заточке затылованных фрез. Не-
затылованные фрезы также, как и затылованные, бывают с прямыми, наклон-
ными или винтовыми зубьями. Незатылованные фасонные фрезы по сравнению
13
с затылованными обеспечивают более высокую стойкость, большее количество
переточек и производительность вследствие большего числа зубьев и отсут-
ствия обезуглероженного слоя на их задней поверхности, который удаляется
при заточке зуба. Эти преимущества особенно сильно проявляются при обра-
ботке труднообрабатываемых сталей и сплавов. Точность фасонных поверхно-
стей изделий, обработанных незатылованными фрезами с
γ
> 0 и с наклонными
зубьями значительно выше, чем изделий, изготовленных затылованными фре-
зами с
γ
> 0. Кроме того, в большинстве случаев незатылованные фрезы обес-
печивают более высокое качество обработанной поверхности. Недостатком не-
затылованных фасонных фрез является сложность заточки задней поверхности
по копиру, которая требует специальных приспособлений.
2.3. ИЗУЧЕНИЕ ПЕРЕДНИХ УГЛОВ ПО ДЛИНЕ РЕЖУЩЕЙ КРОМКИ
ЗУБА ДИСКОВОЙ ФАСОННОЙ ФРЕЗЫ
Одной из основных задач при конструировании фасонных фрез является
определение значений передних углов по длине режущей кромки. С точки зре-
ния условий работы фрезы наибольший интерес представляют значения пе-
редних углов
γ
0x
и
γ
Nx
, которые определяют характер процесса резания.
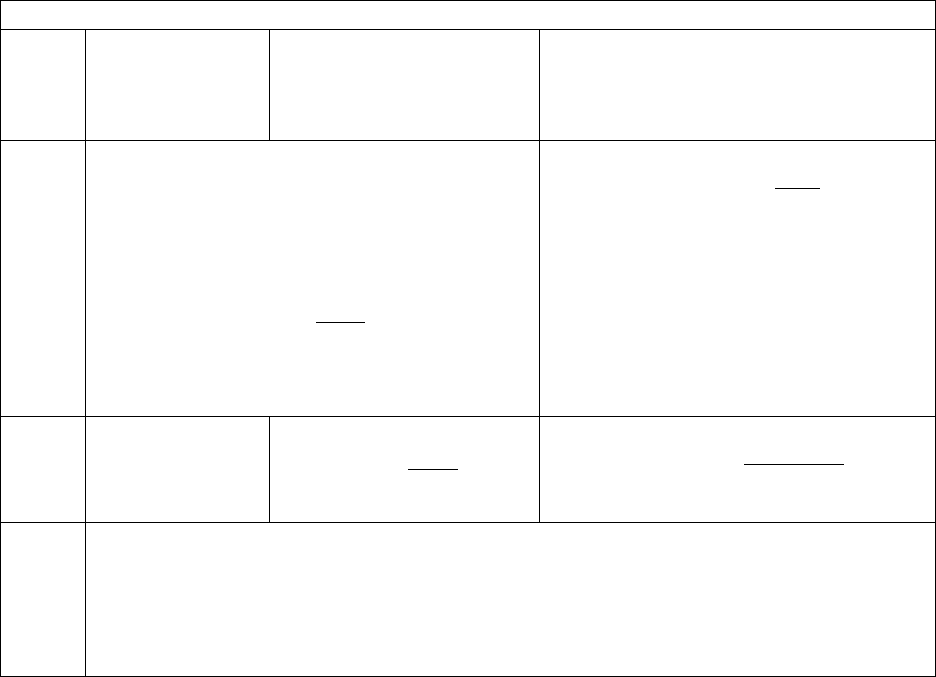
В табл. 2.1 приведены формулы для расчета этих углов [4].
Таблица 2.1. Формулы для определения передних углов зубьев дисковых фа-
сонных фрез в статической системе координат
Передние углы
Обоз-
наче-
ние
углов
Плоский пря-
мой зуб
(
0
0
=
ω
)
Винтовой зуб
(
0
≠
ω
)
Плоский наклонный зуб
(
0
0
≠
ω
)
x1
γ
γγ
sinsin
1
x
ф
x
R
R
=
x
x
x
R
a
sin =
1
γ
,
где
0
)(
ω
tglla
xx
−=
при
0
≤
l
или
Bl
≥
;
0
)(
ω
tglla
xx
−=
при
Bl
<<
0
x2
γ
0
2
=
x
γ
ωγ
tg
R
R
tg
x
ф
x
=
2
x
x
tg
tg
1
0
2
cos
γ
ω
γ
=
x0
γ
x
λ
x
N
γ
xxxxx
tgtgtg
ϕγϕγγ
coscos
210
+=
xxxxx
tgtgtg
ϕγϕγλ
cossin
21
−=
xxx
tgtg
N
λγγ
cos
0
=
14
Как видно из таблицы, на величину углов оказывает влияние форма про-
филя (R
x
и ϕ
x
), форма передней поверхности (плоские прямые или наклонные
зубья, или винтовые зубья), угол наклона стружечной канавки (ω
0
для плоских
наклонных и ω для винтовых зубьев), радиальный передний угол
γ
(при пло-
ских прямых и винтовых зубьях), значение величины ℓ для плоских наклонных
зубьев. Изучение закономерности изменения передних углов по длине режущей
кромки позволяет выбрать такую комбинацию геометрических параметров зуба
и формы его передней поверхности, которая позволяет обеспечить положи-
тельные или, в крайнем случае, равные нулю передние углы
γ
0х
и
γ
Nх
.
В данной лабораторной работе предлагается изучить влияние некоторых
из указанных выше факторов на величину передних углов
γ
0х
и
γ
Nх
по длине
режущей кромки зуба фрезы расчетным методом, а именно: радиального пе-
реднего угла γ при плоских прямых зубьях (ω
0
= 0); угла наклона стружечной
канавки ω
0
(при ℓ = const) и значения величины ℓ (при ω
0
= const) при плоских
наклонных зубьях (ω
0
≠ 0).
2.4. ИЗУЧЕНИЕ ВЛИЯНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ
ДИСКОВОЙ ФАСОННОЙ ФРЕЗЫ НА ПРОФИЛЬ ЗУБЬЕВ ФРЕЗЫ
На профиль зубьев дисковой фасонной фрезы в плоскости передней по-
верхности влияют многие факторы − положение фрезы по отношению к обра-
батываемой поверхности, угол наклона стружечной канавки (ω
0
для плоских
наклонных и ω для винтовых зубьев), радиальный передний угол
γ
(при пло-
ских прямых и винтовых зубьях), значение величины ℓ для плоских наклонных
зубьев.
В данной лабораторной работе предлагается изучить влияние некоторых
из указанных выше факторов на профиль зубьев фрезы в плоскости его перед-
ней поверхности с помощью механического устройства [2], а именно, радиаль-
ного переднего угла
γ
при плоских прямых зубьях (ω
0
= 0); угла наклона стру-
жечной канавки ω
0
(при ℓ = const) и значения величины ℓ (при ω
0
= const) при
плоских наклонных зубьях (ω
0
≠ 0).
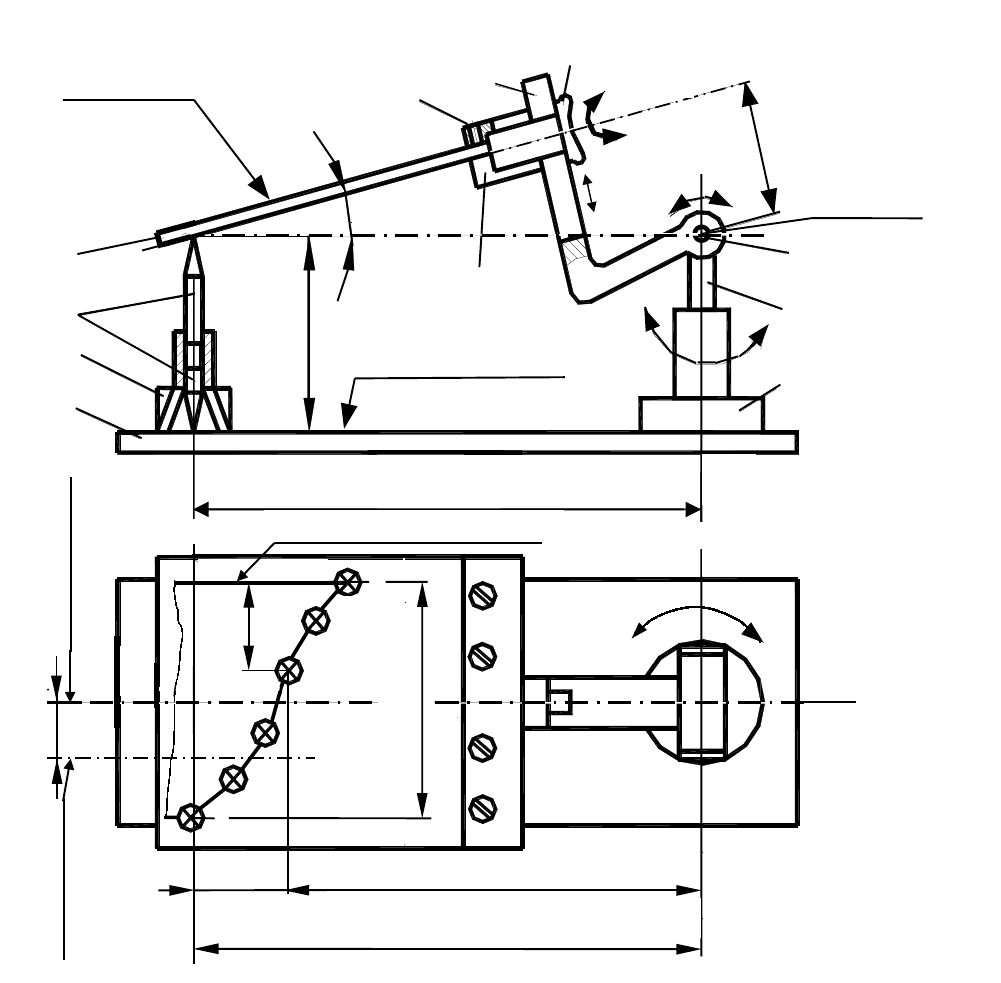
Схема механического устройства, моделирующего переднюю поверх-
ность зубьев фрезы, и движения формообразования профиля детали, показаны
на рис. 2.2. На плите 1 установлено основание 10 со стойкой 9, на оси 8 которой
расположен кронштейн 6 с пазами, по которым может перемещаться держатель
экрана 11. Экран 4 удерживается в пазу держателя с помощью винтов 5, а в па-
зу кронштейна 6 − винтом 7. Прозрачный экран 4 может поворачиваться вокруг
осей І
−
І (движение V
1
), ІІ
−
ІІ (V
2
), ІІІ
−
ІІІ (V
3
) и перемещаться в направляющих
кронштейна 6 (V
4
) и в любом направлении по плите вместе с основанием 10.
Движение V
2
имитирует вращение фрезы вокруг своей оси. Ось ІІІ
−
ІІІ распо-
ложена в плоскости перпендикулярной оси ІІ
−
ІІ (в плоскости вращения фрезы)
15
на нижней плоскости экрана 4 − она нанесена на экране. К устройству прилага-
ется следящий элемент, состоящий из стойки 2, в которой установлена игла
(карандаш) 3 с возможностью регулировки размера F.
Работу на этом устройстве осуществляют следующим образом.
В соответствии с заданием вычерчивают на листе бумаги профиль детали с
осью профиля в масштабе М не менее 5 : 1 (точки пронумеровать). В данной
лабораторной работе за ось профиля детали принимаем прямую линию, которая
будет расположена перпендикулярно оси вращения фрезы по середине ширины
профиля детали, равном ширине фрезы В.
б
F
H
1
2
3
4
5
6
7
8
9
10
11
12
V
4
V
3
V
2
V
1
γ
R
Рис. 2.2. Схема механического устройства, моделирующего переднюю поверхность
зубьев фрезы, и движения формообразования профиля детали
Лист кальки
Лист бумаги с
профилем детали
III
II
IV
I
1
2
3
4(Х)
5
6
IV
Ось профиля
детали при ω
ωω
ω
0
00
0
=
==
= 0
00
0
V
1
H
′
(
H'
1
)
(r'
1
)
Ось профиля де-
тали при ω
ωω
ω
0
00
0
≠
≠≠
≠ 0
00
0
I
I
I
I
II
+S
′
′′
′
IV
⊕
⊕⊕
⊕
V
3
ось
II-II
III
III
B′
′′
′
=
==
=
Μ
ΜΜ
Μ
×
××
×
Β
ΒΒ
Β
левый к
р
ай п
р
о
ф
иля де-
ℓ
x
R
ф
′
′′
′= М×
××
× R
ф
t
Д
′
′′
′
ОТ Т
.1
ДО Т
.Х
R
х
′
′′
′= М×
××
×R
х
16
Этот лист закрепляют на плите 1 так, чтобы точка профиля детали наибо-
лее удаленная от оси фрезы располагалась на расстоянии R
ф
′
от проекции оси
ІІ
−
ІІ на плоскость плиты 1:
R
ф
′
= M R
ф
, (2.1)
где R
ф
– наружный радиус фрезы (действительный).
При закреплении профиля детали необходимо обеспечить параллельность
оси профиля детали и оси устройства IV
−
IV, нанесенной на плите (ось устрой-
ства IV
−
IV лежит в плоскости вращения фрезы, проходящей через ось ІІІ
−
ІІІ).
Для фрезы с плоскими прямыми зубьями (ω
0
=0) ось профиля детали должна
совпадать с осью устройства IV
−
IV, нанесенной на плите, а для фрезы с пло-
скими наклонными зубьями (ω
0
≠0) располагаться на расстоянии S =
(В/2) −
ℓ
(величина S рассчитывается с учетом знака
ℓ
и откладывается на рис.
2.2 или 2.3 с учетом знака S) от оси IV
−
IV. На верхнюю плоскость экрана 4 за-
крепляют лист кальки и копируют на него ось ІІI
−
ІІI, нанесенную на нижней
плоскости экрана 4.
При изучении влияния радиального переднего угла γ на профиль зуба фа-
сонной фрезы с плоским прямым зубом (ω
0
=0) в плоскости его передней по-
верхности для каждого значения γ определяют расстояние от оси фрезы ІІ
−
ІІ до
плоскости передней поверхности ее зуба H = R sinγ и устанавливают нижнюю
плоскость экрана на расстоянии H′ = М Н до оси II
−
II (см. рис. 2.2).
Установить расстояние H′ можно с помощью штангенрейсмуса: для этого
необходимо установить плоскость экрана параллельно плите и переместить эк-
ран в пазу кронштейна 6 так, чтобы расстояние от плиты до экрана стало равно
F + H′, где F – расстояние от оси II
−
II до плиты. Острие иглы (карандаша) 3
следящего элемента устанавливают на расстоянии F от плиты (см. рис. 2.2).
Лист с профилем детали закрепляют на плите так, как описано выше.
Далее устанавливают следящий элемент в т. 1 профиля детали и повора-
чивают экран вокруг оси II
−
II до его касания с иглой (карандашом) 3; отмеча-
ют соответствующую точку на кальке, закрепленной на экране (при этом на-
правление взгляда должно быть перпендикулярно плоскости экрана.
Повторяя описанные действия для остальных точек профиля детали, по-
лучают на кальке искомый профиль зуба фрезы в плоскости его передней по-
верхности.
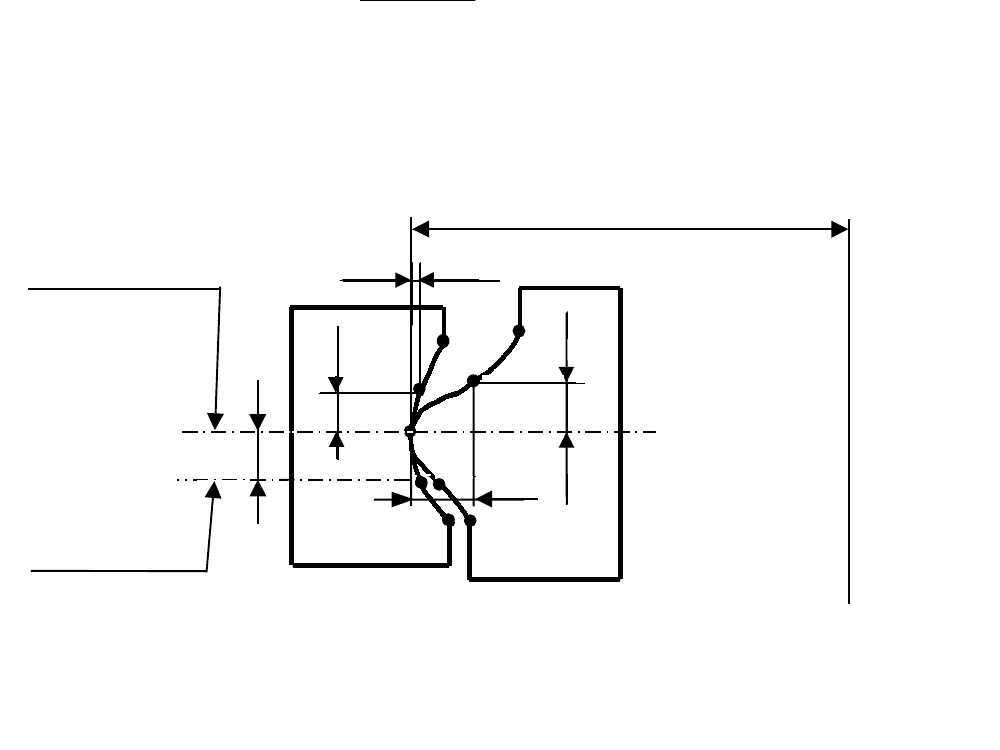
Сняв кальку с экрана, на ней измеряют высотные размеры
t
И
параллельно
оси профиля зуба фрезы и осевые размеры
h
И
параллельно оси ІІ
−
ІІ для каждой
точки профиля зуба фрезы (см. рис. 2.3). При плоском прямом зубе фрезы
(ω
0
=0)
h
И
должно быть равно
h
Д
.
С целью оценки точности профилирования с
помощью механического устройства аналитически определяют значения вы-
сотных размеров
t
И
РАСЧ
для каждой точки профиля зуба фрезы по формуле
17
)sin(
sin
1
γγ
γ
−
−
=
x
ф
РАСЧ
И
Д
tR
t
, (2.2)
где
t
Д
– соответствующий высотный размер профиля детали.
Сравнивая полученные значения
t
И
и
t
И
расч
, определяют погрешность
механического способа профилирования.
При изучении влияния угла наклона стружечной канавки ω
0
(при ℓ = const) на профиль зуба фасонной фрезы с плоским наклонным зубом
(ω
0
≠0) нижнюю плоскость экрана с помощью штангенрейсмуса устанавливают
параллельно плите и совмещают с осью фрезы ІІ
−
ІІ (на рисунке 2.2 размер
Н′=0). Лист с профилем детали закрепляют на плите так, как описано выше.
Отмечают на этом профиле точку
а
его пересечения с осью устройства IV–IV и
проводят через нее прямую линию параллельную оси устройства IV–IV
(см. рис. 2.3).
Устанавливают следящий элемент, настроенный на размер F, в точку а
(при этом нижняя плоскость экрана должна касаться острия иглы (каранда-
ша) 3) и отмечают соответсвующую точку на кальке, закрепленной на экране.
Затем поворачивают экран вокруг оси ІІІ
−
ІІІ на заданный угол ω
0
с учетом зна-
ка (при этом экран должен касаться острия иглы (карандаша) 3). Далее устанав-
ливают следящий элемент в любую другую точку профиля детали и поворачи-
вают экран вокруг оси ІІ
−
ІІ до касания с иглой (карандашом) 3; отмечают соот-
ветствующую точку на кальке закрепленной на экране.
Рис. 2.3. Схема определения высотных и осевых размеров профиля зуба дисковой
фасонной фрезы
Фреза
Деталь
R
t
u
h
u
t
′
д
h
д
a
(Лист бумаги)
(Лист кальки)
а
,II
+S′
′′
′
Ось профиля
детали при ω
ωω
ω
0
00
0
≠
≠≠
≠0
00
0
Ось профиля де-
тали при ω
ωω
ω
0
00
0
=
==
=0
00
0
IV,III
II
II
I
II
,
I
V
R
ф
′
h′
д
t′
и
h′
и
18
Повторяя описанные действия для остальных точек профиля детали, по-
лучают на кальке искомый профиль зуба фрезы в плоскости его передней по-
верхности.
Сняв кальку с экрана, по аналогии с вышеописанным, измеряют высот-
ные размеры
t
И
и осевые размеры
h
И
для каждой точки профиля зуба фрезы
(см. рис. 2.3).
При изучении влияния значения величины ℓ при (ω
0
= const) на профиль
зуба фасонной фрезы с плоским наклонным зубом (ω
0
≠0) выполняют описан-
ные выше действия (по аналогии с изучением влияния угла ω
0
(при ℓ =
const) на профиль зуба фасонной фрезы), устанавливая ось профиля детали па-
раллельно оси устройства IV–IV на расстоянии S = (В/2) −
ℓ
(с учетом знака
ℓ
и S) для каждого заданного значения ℓ при одном и том же заданном зна-
чении ω
0
.
2.5. ПОРЯДОК ВЫПОЛНЕНИЯ РАБОТЫ
1. Изучить указания к данной лабораторной работе и форму протокола к
ней (Приложение 2).
2. Получить у преподавателя задание к данной лабораторной работе:
профиль детали, выполненной в масштабе М, шириной B′ = М В, с указанной
на нем осью профиля; значение наружного радиуса фрезы R
ф
; три значения уг-
ла γ при ω
0
=0; три значения ω
0
при заданном одном значении ℓ; три значения ℓ
при заданном одном значении ω
0
. На профиле детали нанести 5
–
6 равномерно
расположенных по профилю точек, пронумеровать их как это показано на рис.
2.2, причем точка 1 наиболее удаленна от оси фрезы. Измерить высотные t
Д
′ и
осевые h
Д
′ размеры между этими точками и занести их действительные значе-
ния в протокол. Значения радиусов R
x
до соответствующих точек профиля зуба
определить по формуле
R
x
= R
ф
−
t
Д
, (2.3)
где t
Д
−
высотный размер между точками 1 и Х профиля детали. Значения
ℓ
x
равны осевым расстояниям от левого края профиля детали до точки Х (см.
рис. 2.2). Значения ϕ
Χ
определить графически на профиле детали с учетом зн ака
этого угла на профиле зуба фрезы. Значения углов γ
1x
, γ
2x
, γ
0x
, λ
x
и γ
Nx
рассчиты-
вают по формулам табл. 2.1 и заносят в протокол.
3. Изучить влияние радиального переднего угла γ на передние углы
вдоль режущей кромки зуба γ
0х
и γ
Nх
фасонной фрезы с плоским прямым зубом
(ω
0
= 0). По результатам расчетов построить графики γ
0х
=f(ℓ
x
) и γ
Nх
=f(ℓ
x
) для
трех различных значений γ. Сделать анализ полученных графиков и выводы
занести в протокол.
4. Изучить влияние угла наклона стружечных канавок ω
0
(при ℓ = const)
на передние углы вдоль режущей кромки зуба γ
0х
и γ
Nх
фасонной фрезы с пло-
19
ским наклонным зубом (ω
0
≠ 0). По результатам расчетов построить графики
γ
0х
=f(ℓ
x
) и γ
Nх
=f(ℓ
x
) для трех различных значе ний ω
0
(при ℓ = const). Сделать
анализ полученных графиков и выводы занести в протокол.
5. Изучить влияние значения величины ℓ (при
ω
0
= const) на передние уг-
лы вдоль режущей кромки зуба γ
0х
и γ
Nх
фасонной фрезы с плоским наклонным
зубом (ω
0
≠ 0). По результатам расчетов построить графики γ
0х
=f(ℓ
x
) и γ
Nх
=f(ℓ
x
)
для трех различных значений ℓ (при
ω
0
= const). Сделать анализ полученных
графиков и выводы занести в протокол.
6. Изучить влияние радиального переднего угла γ на профиль зуба фа-
сонной фрезы с плоским прямым зубом (ω
0
=0) в плоскости его передней по-
верхности. По результатам профилирования с помощью механического устрой-
ства построить профиль зуба фрезы в плоскости его передней поверхности и
определить высотные t
И
и осевые h
И
размеры для каждой точки профиля зуба
фрезы для трех различных значений γ. Сделать анализ изменения полученного
профиля зуба фрезы по сравнению с профилем детали и выводы занести в про-
токол. Оценить точность профилирования с помощью механического устройст-
ва.
7. Изучить влияние угла наклона стружечной канавки ω
0
(при ℓ = const)
на профиль зуба фасонной фрезы с плоским наклонным зубом (ω
0
≠ 0) в плос-
кости его передней поверхности. По результатам профилирования с помощью
механического устройства построить профиль зуба фрезы в плоскости его пе-
редней поверхности и определить высотные t
И
и осевые h
И
размеры для каждой
точки профиля зуба фрезы для трех различных значений ω
0
(при ℓ = const).
Сделать анализ изменения полученного профиля зуба фрезы по сравнению с
профилем детали и выводы занести в протокол.
8. Изучить влияние значения величины ℓ (при
ω
0
= const) на профиль зу-
ба фасонной фрезы с плоским наклонным зубом (ω
0
≠ 0) в плоскости его перед-
ней поверхности. По результатам профилирования с помощью механического
устройства построить профиль зуба фрезы в плоскости его передней поверхно-
сти и определить высотные t
И
и осевые h
И
размеры для каждой точки профиля
зуба фрезы для трех различных значений ℓ (при
ω
0
= const). Сделать
анализ изменения полученного профиля зуба фрезы по сравнению с профилем
детали и выводы занести в протокол.
9. Сделать общие выводы по лабораторной работе и занести их в
протокол.
2.6. КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Назовите основные преимущества фасонных затылованных фрез.
2. Почему затылованные фрезы с нешлифованной задней поверхностью
имеют пониженную точность и малую стойкость?