Khanna A.S. (Ed.) High-Performance Organic Coatings: Selection, application and evaluation
Подождите немного. Документ загружается.

Organic coatings for underground pipelines 327
• Minimum damage during transportation and handling
•
• Excellent corrosion resistance.
15.11.2 Limitations of three-layer PE/PP coatings
Three-layer PE/PP coatings also have some limitations. Some are as given
below:
• Shielding of cathodic protection current in case of coating
disbondment
• No fail-safe coating
• Prone to thinning across raised weld seams
• High cost compared to other coatings
•
• Sensitive to steel surface preparation and operating condition
15.11.3 Application of three-layer PE/PP coatings
The steel surface condition is one of the most critical areas of the coating,
option, but it must be applied immediately before primary heating. The
aqueous solution is evenly applied on the steel surface, which must be dry
before the FBE powder is applied. The advantages of chromate treatment
high temperature wet tests, such as the hot water soak and elevated tem-
perature cathodic disbondment test.
Epoxy powders used for single-layer FBE differ substantially when
employed as primers for three-layer PE/PP coatings. The chemical and
physical properties, as well as the powder ingredients themselves, are suited
to provide a desired combination of application temperature, gel time and
cure time. The powder application temperature and the distance to next
unit operation, combined with line speed, become the most critical factors
in producing a high quality three-layer PE/PP coating.
The thickness of the primer coating is normally 75 microns but many
to enhance the adhesion and cathodic disbondment properties. The purpose
of the adhesive is to provide an intermediate layer between the epoxy
primer and the polyethylene outer coating. The adhesive has a number of
polar groups which bond chemically to epoxy, provided that the epoxy is
Repair is costly and difficult
• Difficult to have meaningful quality test.
values. The steel surface should first be blast cleaned to a near white metal
surface with anchor profile of 50–75 microns. Pre-treatment is the preferred
are well known. The beneficial effect becomes especially evident during
specifications are now recommending a thickness from 100 to 250 microns
Excellent low temperature flexibility and impact resistance
having most influence on adhesion and cathodic disbondment resistance
© 2008, Woodhead Publishing Limited
328 High-performance organic coatings
not fully cured yet. At the same time, the adhesive layer provides a strong
sive and polyethylene.
Application of the adhesive must follow FBE primer very closely to
optimize the chemical bond between the primer and the adhesive. The time
lapse between the two should never exceed 15 seconds. There are several
layer PE/PP coating. Historically the oldest and still commonly used is low
density polyethylene, followed by medium and high density polyethylene.
Polypropylene can be used for applications in excess of 100°C. Polyethylene
is extruded on to the pipe in a co-extrusion die, together with the polymeric
adhesive. Co-extrusion offers the largest degree of adhesion between the
intermediate and outer layers, as it virtually squeezes both layers together
in a molten state, causing them to adhere under high pressure and high
temperature. At the same time, it does not allow air to penetrate between
the adhesive and polyethylene layers, which sometimes occur in non-
polyolefi n powder applied during shop application has also been used to
weight coating. The three-layer PE/PP system provides extremely effective
defense against the hazards of transportation and installation, the stresses
of temperature change, and action by water, organic acids, alkalis and bac-
teria, as well as galvanic action. The chemical bonding between the layers
provides very high peel strength adhesion. Three-layer PE/PP coatings are
thick coatings, which not only provide the anti-corrosion properties of the
due to the thick layer of either polyethylene or polypropylene. A three-
layer polyethylene coating is rated for low temperature services, whereas
three-layer polypropylene coatings are rated for services up to 120°C.
15.12 Surface preparation and its importance in coating
The performance of the coating can be improved by proper surface cleaning
of line pipe. Coal-tar epoxy (CTE) coatings require less sophisticated
surface cleaning, while FBE and three-layer PE/PP require thorough surface
preparation. For CTE coating, the following procedure is adopted:
1. The pipe is heated to eliminate humidity.
2. The surface is shot-blasted to remove scale and rust.
3. Primer is applied to improve adhesion.
4. The coal-tar enamel is applied.
In the case of FBE coating, dual-layer FBE coating and three-layer PE/PP
bond to the polyethylene outer layer due to the chemical affinity of adhe-
different kinds of polyolefin which can be used as an outer coat for three-
extrusion processes. A polyolefin rough coat or rough finish consisting of
improve the friction between the polyolefin outer coating and the cement
FBE that is the first layer (primer), but also provide mechanical protection
coating, the first layer is always FBE, so surface preparations are more or
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 329
less the same for all three coatings. In coating application generally, the
following steps are performed:
1. Surface cleaning preparation
2. Abrasive cleaning
3. Final cleaning and inspection
4. Acid wash and chromate treatment of pipe
5. Preheating of pipe
6. FBE coating application and cooling for standalone FBE coated pipe
7. Application of adhesive and outer layer of polyethylene or
polypropylene
8. Final inspection.
15.12.1 Surface cleaning preparation
Pre-abrasive cleaning preparation includes removal of surface contamina-
tion and elimination of mill scale. Pipes are often contaminated with salt,
abrasive cleaning operation, otherwise there could be excessive contamina-
tion of the abrasive medium. Salts and soil can be removed effectively with
fresh water at high pressure, and organic contaminants by application of
hydrocarbon solvent. To remove moisture, it is necessary to preheat the
pipe in the temperature range 60–80°C. Electrical induction heating is a
good method of preheating.
15.12.2 Abrasive cleaning
The surface cleanliness should meet a minimum of near white surface as
per SSPC and NACE standards, which can be achieved by centrifugal-type
blast cleaning equipment using steel shot and steel grit as the abrasive
media. The use of various sizes of abrasive shot and grit will depend upon
the steel grade used for making the pipe. To obtain an adequate cleanliness
and anchor pattern, a second abrasive cleaning process is preferred.
15.12.3 Final cleaning and inspection
Final cleanliness of the pipe should be checked occasionally by tightly
pressing the surface with adhesive tape, and then examining the tape under-
white metal blast quality. This is essential to achieve the required anchor
soil, grease and mill scale. All these need to be removed before the first
Abrasive cleaning helps in obtaining a surface profile of 50 to 100 microns.
side for dirt particles. The specification for pipe coating requires a near
pattern. The profile should be angular with no undercuts that can result
from overblasting. The profile can be measured by Elcometer Surface
© 2008, Woodhead Publishing Limited
330 High-performance organic coatings
15.12.4 Acid wash and chromate treatment of pipe
Line pipe surface treatment is required for superior coating adhesion. Pipe
can be washed with weak phosphoric acid solution in water and further
with only treated water having hardness less than 200 ppm. This treatment
becomes essential in case an uncoated pipe has been undergoing corrosion
in the presence of chloride or sulfate ions.
15.12.5 Preheating of pipe
For successful application of coating on pipe, the steel temperature required
metal temperature should not exceed 275°C, as this may cause metallurgical
electrical induction. For best results, a uniform metal temperature should
be maintained. Tempsticks or infra-red pyrometers can be utilized for this
is shown as Fig. 15.6.
15.12.6 FBE coating application and cooling for
standalone FBE
The powder application is performed by electrostatic spraying. Spray guns
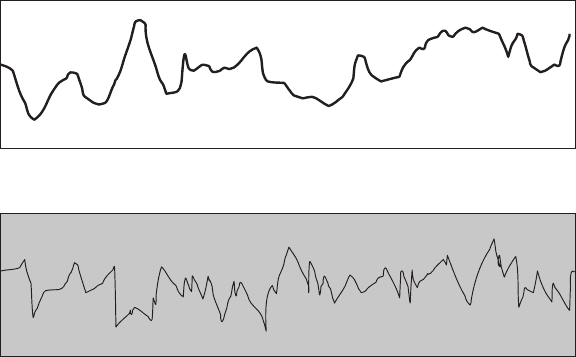
15.4 Round and dished surface profile.
15.5 Angular, dense surface profile.
Profile Gauge. Diagrams showing Round and Dished as well as Angular
and Dense surface profiles are shown as Figs. 15.4 and 15.5 respectively.
is based on a particular pipe size, line speed, and coating specifications. The
or surface defects. The heating source can be gas-fired radiant heat or
should be properly set up. Sufficient time should be given before quenching
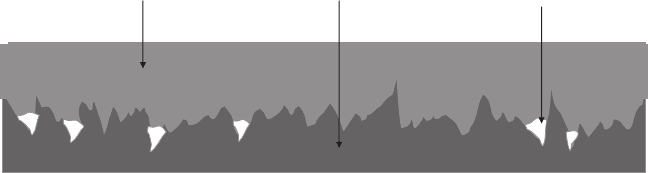
purpose. A diagram showing the effect of low temperature on coating flow
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 331
properties. This minimum requirement depends on the preheating tem-
perature, the pipe size and the steel mass.
15.12.7 Application of adhesive and outer layer of
polyethylene/polypropylene
To obtain better peel strength, it is preferable to apply the adhesive before
between the chemical groups on the epoxy and the adhesive. If the adhesive
is applied too late, the peel strength will be very low and the peel will reveal
a smooth coat of epoxy with failure between the adhesive and epoxy. In
case of extruded adhesive, the epoxy needs to have achieved a level of
polyethylene or polypropylene is generally applied by side extrusion, cross-
head extrusion or according to client requirements.
15.12.8 Cooling of three-layer coated pipe
Cooling of the pipe should only be carried out after complete curing of the
coating has taken place. This helps in getting optimum resistance proper-
ties. This minimum time requirement depends on the preheating tempera-
insulation properties of the outer layers will enable the epoxy to continue
the curing process after the water quenching has started.
15.12.9 Final inspection
For achieving best quality coating, a thorough inspection and coordination
is required. Inspection should be considered as a means of process control
rather than of acceptance or rejection. If each processing stage was done
Coating material
Pipe metal surface
Voids
15.6 Improper coating application: effect of low temperature on
the pipe with water in order to achieve a film with optimum resistance
the epoxy coat gels. This is required for giving sufficient reaction time
mobility to support the extruded film without skidding. The outer layer of
ture, the pipe size, the steel mass and the three-layer system specification.
The specification of the three-layer film affects the cooling phase, since the
coating flow.
© 2008, Woodhead Publishing Limited
332 High-performance organic coatings
correctly, a high quality coating will be only a natural consequence. A
regular quality control test to be carried out during application includes
curing of the epoxy layer is usually assessed on a section of the pipe coated
without the adhesive layer. The peel test is important in assessing the cure
and the intercoat adhesion. Failure during the peel test should be within
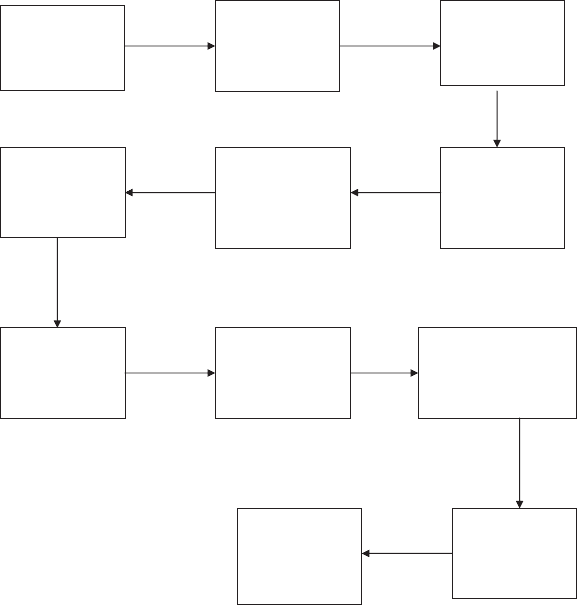
attached to the outer coat, which is known as cohesive failure. A block
diagram showing the various steps involved in applying coatings to pipe-
lines is shown in Fig. 15.7.
15.13 Comparison of various coatings
As seen in earlier sections, no coating is perfect. Every coating has some
favorable characteristics and some inherent limitations. A comparison of
First stage
abrasive
cleaning by
using shots
Pre-heating of
pipe between
60–80°C
Surface
cleaning
Removal of •
contaminant
Acid wash
cleaning of pipe
followed by
water wash
Final inspection
of surface by
using adhesive
tapes
Second stage
abrasive cleaning
by using shots
and grits
• FBE application
• Adhesive
application
• PE/PP application
Pre-heating of
pipe as per
material supplier
Chromate
treatment of
pipe surface
Final inspection
of coated pipe
and defect
repair if
required
Quenching with
water
15.7 Surface preparation and coating sequence.
specifications
film thickness check, holiday detection, the peel test and cure test. The
the adhesive film, leaving some adhesive attached to the epoxy and some
© 2008, Woodhead Publishing Limited

Organic coatings for underground pipelines 333
different coating materials with respect to the required properties is given
in Table 15.1.
While FBE coatings have good corrosion and water resistance, oxygen
barrier properties, comparable cheap cost and compatibility with CP system,
and lack of suitability for directional drill pipes. Similarly, three-layer poly-
ethylene coatings have excellent physical and corrosion properties but limi-
tations in terms of temperature use, CP shielding and problems related to
quality tests, as well as high cost. Coal-tar coatings are cheap and absorb
less moisture but have less impact resistance.
Table 15.1 Comparison of coating coal-tar, FBE and three-layer PE/PP coatings
Property CTE FBE Dual FBE Three-layer
PE/PP
Electrical resistance Good Good Good Excellent
Water absorption
with time
Low High High Low
Maintenance of
dielectric strength
with time
Poor Fair Fair Excellent
Adhesion Poor Good in dry,
poor in wet
environments
Good in dry,
poor in wet
environments
Excellent
Water absorption Very low High High Very low
Impact resistance Good Good Excellent Excellent
Type of damage Large Pinpoint Pinpoint Pinpoint or
splitting
Abrasion resistance Poor Good Excellent Excellent
Cathodic
disbondment
Low Very low Very low Very low
Chemical
degradation
High Low Low Low
Retention of
physical
characteristics
Poor,
degrades
Good but
absorbs
water
Good but
absorbs
water
Excellent,
but PE
may
disbond
Field joints system Easy and
cheap costly costly and
costly
Integrity of joints Good Good Good Good
Repair system Easy Easy Easy
Integrity of repair Good Good Good Good
Testing Easy Easy
Difficult and Difficult and Difficult
Difficult
Difficult Difficult
they have limitations of handling on site, soft backfill material requirements
© 2008, Woodhead Publishing Limited
334 High-performance organic coatings
15.14 Coatings and cathodic protection
Corrosion protection with the help of coatings is known as a passive method
of corrosion protection. Although coatings are extremely successful as a
corrosion protection system for underground pipelines, there are some
corrosion protection. To overcome this problem, a supplementary system,
which is known as an active protection system, i.e. cathodic protection, is
used along with the coating system. The best way to prevent pipeline cor-
rosion is by a combination of coating and cathodic protection.
The ideal pipeline coating may well be perceived quite differently by
different agencies or persons depending upon one’s point of view. A perfect
meets the pipeline corrosion protection requirement. Cathodic protection
is an integral part of any pipeline corrosion protection system. However,
corrosion engineers often look at cathodic protection and coatings as sepa-
rate responsibilities. It is essential that both disciplines are done in concert.
A well-designed cathodic protection system in conjunction with the appro-
priate coating system ensures leak-free pipeline operation in the most
economical fashion. Desirable characteristics of coatings with respect to
cathodic protection are:
• Effective high quality insulator
• Effective moisture barrier
• Good adhesion to pipe surface receiving cathodic protection
• Ability to resist development of holidays
• Ability to maintain substantially constant electrical resistivity with
time.
By applying a high quality coating to a cathodically protected structure, the
required cathodic protection current density is substantially reduced. The
advantages of a high quality coating can be summarized as follows:
• Low required current density
• Low power consumption
• Low wear of anodes
• Larger spacing between CP stations and hence less CP cost
• Interference problems minimized.
The concept of shielding of cathodic protection by coating is a contro-
versial topic. If dielectrically strong coating disbonds from the pipe and
electrolyte enters this area, the cathodic protection current may be shielded
from reaching any active corrosion cell. This can be avoided by proper
coating selection and design. Cathodic protection for underground pipe-
inherent limitations in each coating that make it difficult to provide total
pipeline coating system can be defined as the system which economically
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 335
lines is normally designed for 20 to 30 years. The cathodic protection
current design requirement depends on the type of coating used over the
pipeline and the precautions taken during the laying of the pipeline to avoid
holidays in the coating.
15.15 Coating failures
A number of coating failures on underground cross-country pipelines have
East, Iran, India, Pakistan, etc. The main causes of coating failures have
quality of pipeline coating can be achieved by:
• Proper surface preparation
• Total control of coating application in plant
• Production of a meaningful quality and inspection, testing plans
• Independent, trained and knowledgeable coating inspectors
15.16 Future trends
Although the present coating systems are able to reduce corrosion to a
large extent on buried pipelines, each system has its own limitations. These
limitations need to be eliminated by making improvements in each coating
ers who can accept these challenges. The following are the areas that need
further improvement in coatings for underground pipelines:
• Shielding of cathodic protection current on three-layer polyethylene/
polypropylene coatings
• Disbondment of three-layer PE/PP coatings within a short span of
time
• Improvements in SCC prone coating
• Coatings for high temperature use
• High thickness coatings and suitability to bend
• Effectiveness of coating with less prepared surface
• Substituting for non-environmentally friendly coatings
• Standardization of coating standards.
been reported from many countries, that are neither area-specific nor
coating-specific. Coating failures have occurred in the USA, UK, Middle
been inadequate specifications, poorly prepared substrates, incorrect appli-
cation, use of unqualified personnel and bad construction practice. Good
• Adequate coating specifications
• Pre-qualification of all coating materials and coating processes
• Coating specifications inline with CP requirements.
system. An extremely promising field is open to those coating manufactur-
© 2008, Woodhead Publishing Limited
336 High-performance organic coatings
15.17 Coating standards
coatings for underground pipelines. Proper surface preparation is impor-
tant in pipeline coating applications. There are also many standards related
to surface preparation of line pipes. Universally accepted coating standards
and surface preparation standards are as given below:
• NACE Standards
• ISO Standards
• Canadian Standards
• American Standards
• European Standards
• AWWA Standards
• Indian Standards
• Australian Standards
• British Standards
• German Standards
15.18 Bibliography
protection of pipelines using the CSA/Canadian Standard Z 245.21’, by Jamie
W. Cox, Denis Grimshaw and Mike Jones, DuPont Canada, Inc., Global Pipe
Coating Systems
2. ‘Application and processing guidelines for FBE and three layer coatings’, by
Jotun Powder Coatings
3. ‘Relevance of coal tar coatings for pipelines in the present day scenario’, by
T.K. Roy, Director, STP Ltd
4. ‘Dual powder fusion bonded epoxies – ten years later’, by Kuruvila Varughese,
DuPont Powder Coatings, Houston, TX
5. ‘Internal and external coatings for water transportation pipelines’, by Kuruvila
Varughese, DuPont Powder Coatings, Houston, TX
6. ‘Improving adhesion properties of three layer polyethylene systems for under-
ground pipeline protection’, by Kuruvila Varughese, DuPont Powder Coatings,
Houston, TX
7. ‘Pipeline Protective Coatings – Failures and Solutions’, by David Norman, David
Norman Corrosion Control, Crantock, Cornwall TR8 5SA, UK
There are many standards for coal-tar, FBE and three-layer polyolefin
1. ‘Comparing benefits of high density polyethylene coatings for anti-corrosion
© 2008, Woodhead Publishing Limited