Khanna A.S. (Ed.) High-Performance Organic Coatings: Selection, application and evaluation
Подождите немного. Документ загружается.

Organic coatings for underground pipelines 317
• Easy to repair
• Resistant to soil chemicals, bacteria, root growths and marine
organisms
• No cathodic shielding
• Insoluble in hydrocarbons
• Low cathodic disbondment
• Long experience (track record).
15.8.2 Limitations of coal-tar coatings
Since no coating is perfect, coal-tar enamel coatings also have limitations.
Some of these are as follows:
• Comparatively poor mechanical strength
• Higher cathodic protection current requirement
• Increased cost of cathodic protection
• Require early rehabilitation of coating
• Health hazard for persons on the job
• Air-polluting fumes during coating application or rehabilitation.
15.8.3 Coal-tar coating application
Hot coal-tar enamel is poured over a rotating pipe that has been previously
pulled over the coating. A second layer of coal-tar enamel is then applied.
additional shear strength, providing resistance to soil stress, protection
whitewash or a single wrap of paper to prevent ultraviolet degradation of
the enamel during storage in direct sunlight. Coal-tar base coatings require
less surface preparation compared to other coatings. The following sequence
is generally followed during coating application in the plant:
1. The pipe is heated to eliminate humidity.
2. The surface is shot-blasted to remove scale and rust.
3. Primer is applied to improve adhesion.
4.
or coal-tar by a dipping or pouring process.
5. Whitewash is applied for protection from ultraviolet radiation.
grit blasted and primer coated with coal-tar enamel primer. A fiberglass
inner wrap, which becomes saturated with liquefied enamel, is immediately
A second fiberglass or mineral felt outer wrap, already impregnated with
coal-tar, is applied over the first wrap. Liquid coal-tar enamel spreads
through the wrap seams. The glass fiber gives the coal-tar enamel system
against rock damage during backfilling and improved resistance to sag at
elevated temperatures. The coating is then finished with either one coat of
The pipe external surface is wrapped in fiberglass embedded in bitumen
© 2008, Woodhead Publishing Limited
318 High-performance organic coatings
15.8.4 Health and environmental issues
The volatile components of coal-tar are known to be toxic when ingested,
absorbed through the skin or inhaled. However, when appropriate coating
operation procedures and safe handling practices are followed, ingestion of
coal-tar enamel can be reduced. Coal tar pitch is said to be carcinogenic. It
irritates the eyes on contact and causes brown staining in the eye on pro-
longed exposure, and it also irritates the nose and throat. Coal-tar pitch is
on the hazardous substances list because it is regulated by OSHA. It has
been shown to cause skin, lung and bladder cancers. In application, coal-tar
has to be applied hot at high temperature at which it produces noxious and
air-polluting fumes as well as leading to the possibility of severe burns to
personnel involved in the operation. Due to the health hazards of coal-tar,
its use in coating is slowly reducing in developed and developing counties.
The fundamental environmental issues for coatings are:
• Environmental acceptance in general
• Environmental friendliness of manufacturing process
• Environmental acceptance of application process
• Long-term effects on environment
• Whether it can be recycled or not.
15.9 Single-layer fusion bonded epoxy coatings
Fusion bonded epoxy (FBE) coatings were introduced around 50 years ago.
Among external coatings for steel pipelines, thermoplastic varieties had
been satisfactorily used with success for many years in a wide range of
conditions. However, the conditions reached a stage where coatings with
better performance as well as meeting increased environmental conditions
were required. In addition to its versatility in all aspects of corrosion resis-
tance, the high temperature usability of FBE without failure is its main
advantage.
Fusion bonded epoxy coating, also known as fusion bonded epoxy powder
coating, is an epoxy based powder coating that is widely used to protect
various sizes of steel pipes used in pipeline construction. FBE coatings are
thermoset polymer coatings. The name ‘fusion bonded epoxy’ is derived
from the means of resin crosslinking and method of application which is
different from that of a conventional liquid paint. FBE coatings are in the
form of dry powder at normal atmospheric temperatures. The resin and
hardener parts in the dry powder remain unreacted in normal storage con-
ditions. At typical coating application temperatures, usually in the range of
180–250°C, the contents of the powder melt and transform into a liquid
form. The liquid FBE film wets and flows on to the steel surface, on which
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 319
it is applied, and soon becomes a solid coating by chemical crosslinking,
assisted by heat. This process is known as fusion bonding. The chemical
crosslinking reaction taking place in this case is ‘irreversible’, which means
that once the curing takes place the coating cannot be converted back into
its original form by any means. Application of further heating does not melt
the coating and thus it is known as a thermoset coating.
Fusion bonded epoxies are available as standalone coatings as well as
part of multi-layers. FBE coatings with different chemical and physical
properties are available to suit application on the main body of the pipes,
also available to match different ranges of pipeline service conditions. All
the important and essential properties expected from a versatile and high
performance pipeline coating system are possessed by FBE systems. Some
are as follows:
• Ease of application
• Good adhesion to pipe
• Good resistance to impact
• Flexibility
• Resistance to soil stress
• Water resistance
• Electrical resistance
• Chemical and physical stability
• Resistance to soil bacteria
• Resistance to marine organisms
• Resistance to cathodic disbondment.
ing impact resistance, excellent adhesion and resistance to abrasion. They
are resistant to heat and cold and possess extremely low oxygen permeation
and hence provide extreme resistance to corrosion. The high temperature
performance, chemical resistance, resistance to soil stress and excellent
resistance to cathodic disbondment in comparison to traditional coatings
has resulted in the increased use of fusion bonded epoxy. FBE coatings
have become more attractive due to several advances both in the applica-
tion process and in the raw material. FBE coatings provide a more control-
lable application process and a product whose quality can be assured prior
to laying of the pipeline.
FBE coatings have very effective electrical insulation when originally
installed and continue to provide effective insulation even as the coating
begins to absorb water. FBE continues to have low cathodic protection
current requirements even after many years of installation if it remains well
on internal surfaces, on girth welds and on fittings. Similarly, variations are
bonded, but definitely more than three-layer polyethylene. Even if blister-
• Resistance to flow
Fusion bonded epoxy powder coatings have high flexibility and outstand-
© 2008, Woodhead Publishing Limited
320 High-performance organic coatings
ing and small areas of disbondment occur, the current requirement increases
marginally. However, the electrical resistance is low enough to allow
cathodic protection to prevent corrosion on the pipe with disbonded or
blistering coating. FBE is non-shielding. The amount of oxygen available
at the cathodic area will control the rate of the corrosion process under
disbonded coatings. FBE has an advantage over many other coatings
because it is a good barrier to oxygen. FBE is a fail-safe coating and experi-
ence has shown that if adequate cathodic protection is available and no
shielding is present, corrosion is minimal. Another interesting advantage of
FBE is that when FBE fails these areas can be found more easily with direct
current voltage gradient (DCVG) surveys.
15.9.1 Advantages of fusion bonded epoxy coatings
A single-layer FBE coating has been very common in North American
countries for many decades, due to their well-developed infrastructure and
the low cost of this type of coating compared to other coatings. Some of
the main advantages of this coating are:
• Resistance to biological attack
• Better overall corrosion resistance at low and high ambient
temperatures
• Excellent oxygen barrier
• Superior adhesion and hence excellent corrosion resistance
• Excellent chemical properties
• Non-shielding of cathodic protection current
• Impact damage limited to point of contact
• Easy repair in coating plant and at site
• Can be used up to high service temperature
• Excellent resistance to soil stresses
• Easy repair in coating plant and at site
• FBE is considered to be a ‘fail safe’ coating
• No stress corrosion cracking (SCC) problem
• Cheaper than three-layer polyethylene/polypropylene coating.
15.9.2 Limitations of fusion bonded epoxy coatings
As with other coatings, a single-layer FBE coating also has limitations:
• Susceptible to damage during handling, transportation and pipeline
construction
• Sensitive to steel surface preparation and condition
• Compatible field weld coating system
• Excellent flexibility
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 321
• High moisture absorption and permeation, especially at higher
temperatures
• Affected by UV during storage
• Hydroscopic material leading to increased cathodic protection demand
as pipeline ages
• Limited impact resistance.
15.9.3 Method of application
Application of coating to the pipe is as important as the material itself. The
application process for fusion bonded epoxy coatings can be summarized
as follows:
• Cleaning
• Heating
• Coating
• Curing
• Inspecting.
Cleaning is by far the most important step in the application of any
coating, since the performance of the coating is directly related to the
surface preparation. Blast cleaning is carried out to a near white surface
½
pattern. This is usually accomplished using one or more blasting machines
with steel grit as the cleaning medium. After cleaning, the interior of the
pipe is blown free of all residual grit and other contaminants. The next step
in the process is to uniformly heat the pipe to a temperature in the range
of 200–250°C or as per the recommendations of the coating powder supplier
using a non-contaminating heat source. Three heating methods are used,
required temperature, it passes through a powder coating machine where
the fusion bonded epoxy coating is uniformly applied at a thickness of
350–500 microns or as per client requirement using electrostatic deposition.
After application, the coating is allowed to cure using the residual heat in
the pipe. During the curing process, the coated pipe should be carefully
handled to avoid damage to the coating. After the coating has been cured,
the pipe can be force-cooled with air or water to facilitate inspection and
handling. Coated pipe is electrically inspected using conventional search
electrodes operating at 5 volts per micron of coating thickness. Small imper-
fections in the coating are repaired using hot melt patch sticks or two-part
ambient temperature curing liquid epoxy resins. FBE coatings are suitable
for underground offshore and onshore pipelines. For offshore applications,
in deep water laying, it is necessary to apply a weight coating of concrete
finish, to Swedish Standard SA 2 , with a nominal 40–70 micron anchor
i.e. electrical induction, gas-fired forced air and a combination of high
velocity direct flame impingement. After the pipe has been heated to the
© 2008, Woodhead Publishing Limited
322 High-performance organic coatings
to ensure that the pipe remains on the sea bed. The epoxy coating process
includes:
• Pre-abrasive cleaning
• Abrasive cleaning of pipe
• Acid wash and chromating
• Pipe heating to required temperature
• FBE coating application
• Cooling of pipe
• Testing of coating.
15.10 Dual-layer FBE coatings
The single-layer FBE system has been found to be excellent except for the
terrain. Many coating material suppliers have attempted to improve the
coating to give better performance, and eventually they came up with the
idea of a dual-layer FBE coating consisting of:
• An FBE primary corrosion coating
• An FBE abrasive-resistant outer coating.
The inner primary corrosion layer is generally of coating thickness around
250 microns and the outer layer has a coating thickness of 250 to 400
microns. The properties of the inner layer are the same as those of single-
layer FBE, while the properties of the outer layer FBE are changed to
accommodate high impact resistance. The higher coating thickness also
improves the cathodic disbondment properties.
This unique dual-layer fusion bonded epoxy system is applied as a powder
base coat and powder top coat simultaneously with the typical application
system for the conventional FBE. This coating is recommended for pipe-
lines operating in the toughest environments, including river and road
crossings and rocky, mountainous terrain. It has excellent impact resistance
good protection against possible damage to the coating during pipe trans-
portation and pipeline construction.
powder coatings or multiple layer FBE coatings. Dual powder coatings are
used to improve the gouge resistance and toughness of FBE during direc-
tion boring. A rough coat is frequently used to improve friction between
the FBE and a cement weight coating. Rough coats also improve traction
for barge laying operations and improve safety. Thicker dual powder coat-
ings can also enhance high temperature performance. The dual powder
coating system can be used at operating temperatures of 110°C or higher.
fear about damaging the coating during handling of the pipeline in difficult
Modified fusion bonded epoxy coatings used offshore include dual
and abrasion properties which, combined with its good flexibility, provide
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 323
The system was principally developed for road/river crossings and HDD
applications where resistance to abrasion and gouging are considered
important. It consists of:
• A primary layer of thermosetting epoxy resin powder as the corrosion
barrier applied by electrostatic charge to a preheated pipe
• A secondary layer of abrasion and impact resistant epoxy resin powder
to provide mechanical protection.
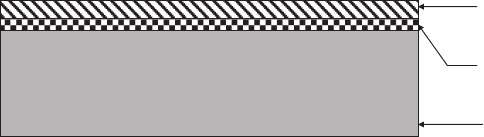
A diagram of a dual-layer FBE coating is shown as Fig. 15.2.
15.10.1 Advantages of dual FBE coatings
advantages:
• High operating temperature capabilities
• Excellent abrasion and impact resistance
• Improved handling characteristics
• Fully bendable to 1.5°/pipe O.D.
• Improved service temperature up to 110°C
• Excellent corrosion resistance
• Does not shield cathodic protection
• Excellent adhesion to steel and extremely resistant to soil stresses
• High UV resistance
• No SCC problems observed so far
• Improved cathodic disbondment.
15.10.2 Limitations of dual FBE coatings
In addition to a number of advantages, dual-layer FBE has the following
limitations:
• More expensive than most other coating systems
• Hydroscopic material leading to increased cathodic protection demand
as pipeline ages.
Pipe line
First layer of fusion
bonded epoxy
Second layer of fusion
bonded epoxy
15.2 Dual-layer FBE coating.
Dual FBE has all the benefits of FBE, with the following additional
• Poor flexibility at higher coating thicknesses
© 2008, Woodhead Publishing Limited
324 High-performance organic coatings
15.10.3 Coating application
Dual-layer FBE is applied almost in the same fashion as single-layer FBE.
After proper surface cleaning to SA 2
½
, FBE is applied through electro-
base coat and the rest of the guns spray FBE simultaneously during the
characteristics that synergistically combine to produce performance results
15.11 Three-layer polyethylene/polypropylene coatings
primer layer, which is usually a thin layer, and mechanical protection
to FBE, an adhesive middle layer is also used, making it a three-layer
as top coat. Three-layer coatings have been used both offshore and onshore
for the last 40 years. Special multilayer systems are available according to
requirements. These include systems with high glass transition tempera-
polyethylene coating systems consist of the following:
• First layer: FBE primer
• Second layer: adhesive primer (tie layer)
• Third layer: polyethylene/polypropylene.
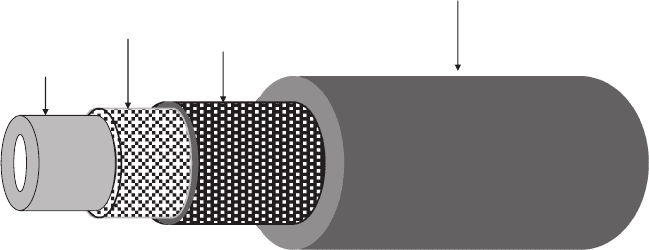
A diagram of a three-layer polyethylene/polypropylene coating is shown as
Fig. 15.3.
A three-layer PE mainline coating consists of an FBE primer layer 75–
250 microns, and a polyethylene outer layer of approximately 2500 microns.
These are all applied in-shop. The FBE represents the foundation for the
system, providing a primary base, which when applied properly, adheres
well to the steel substrate. This is essential, because polyethylenes are non-
layer is its low oxygen permeation rate compared with polyethylene. The
and the FBE base layer. Middle layer adhesives are typically acid copoly-
static spray application in a booth where the first few guns spray the FBE
melt stage of the first layer. This results in an intimate chemical bond
between the two layers. A significant advantage of multilayer FBE technol-
ogy is that unique characteristics can be developed by selecting specific
properties for each coating layer. Each layer is designed to impart specific
that significantly exceed those of a single coating.
The three-layer polyolefin system offers corrosion protection with an epoxy
through a polyolefin top coat. Since unmodified polyolefins do not adhere
system. The polyolefin coating can be either polyethylene or polypropylene
tures, with modified polypropylene for high temperature operation, and
with increased polyolefin thickness for directional drilling. Three-layer
150 microns thick, an intermediate olefin copolymer adhesive of around
polar and do not readily bond to steel. The benefit of FBE as a primary
middle layer serves as a bridge between the low-surface-energy polyolefin
mers or polyethylene modified with polar end groups grafted on to the
© 2008, Woodhead Publishing Limited
Organic coatings for underground pipelines 325
polymer backbone. The polar groups in turn react with and chemically
resistance because of its thickness. In addition, polyethylene exhibits low
moisture permeability. For polyethylene (PE), as density increases so does
permeability resistance. With both polyethylene and polypropylene (PP)
increasing thickness improves permeability resistance. This trait is particu-
larly useful at elevated operating temperatures. Polypropylene, with its
high softening point, is especially suited for high-temperature pipeline
applications. Epoxy primer is the true anti-corrosion member, often mea-
sured by the cathodic disbondment resistance test. Cathodic disbondment
is a function of:
• Type of epoxy or FBE powder grade
•
•
the applicator
• Steel surface anchor pattern
• Pre-treatment used to ensure cleanliness.
FBE is the best material component for oxygen barrier properties.
Keeping both oxygen and moisture away from the steel surface, a three-
layer PE/PP coating will impede any corrosion over time. Thus the syner-
gistic effect of all three components plays a role in the performance of the
a passive anti-corrosion system for new pipelines typically designed for
greater than 30 years of service life for transporting oil or gas. Material
components play a role and each has a purpose here which, when com-
Pipe
Fusion bonded
epoxy
Co-polymer adhesive
Polyethylene/poly-
propylene coating
15.3 Three-layer PE/PP coating.
bond to the FBE. The polyolefin adhesive is also compatible with and fuses
with the unmodified polyolefin topcoat. The top layer of the structure is
the polyolefin, which provides a high degree of damage tolerance or impact
Thickness of film
Application temperature as defined by the supplier and controlled by
final coating. The exterior multilayer high density polyethylene coating is
© 2008, Woodhead Publishing Limited
326 High-performance organic coatings
bined, offer a synergistic approach to corrosion protection. Polyethylene is
one of the best moisture barrier resins and the best UV-resistant plastic
material. Copolymer adhesive is the tie layer between the PE top coat and
epoxy primer components. It must be fully compatible with these compo-
nents so as to chemically bond to the epoxy groups prior to crosslinking
and to melt blend with the PE topcoat while still molten. The adhesion level
must be greater than any soil stress or handling stress associated with the
coating system environment. The failure mode can be either ‘adhesive’ or
‘cohesive’ but failure should never occur between the steel and the epoxy
primer.
Based on the experience gained during the last 40 years, there is a shift
in industry to using high density polyethylene from low density polyethyl-
ene for the following reasons:
• It has high penetration, abrasion and impact resistance.
• There is less moisture permeation, which offers better disbondment
resistance.
• It results in using less top coat thickness.
• Pipelines can be easily operated at high temperature.
• There is less damage and hence less repair cost.
In the changing scenario of the present time, pipeline owners are giving
more emphasis to value-added coatings, low maintenance and low installa-
tion cost of pipelines, and demanding high performance that will ultimately
result in a long design life and a short payback period. This has led to
the use of powder material for adhesive systems and high density polyeth-
ylene top coat systems coupled with improved epoxy powder with higher
thickness. More emphasis is given to better adhesion, improved cathodic
disbondment, better water immersion values and higher service
temperature.
Compared to other coatings, three-layer polyethylene/polypropylene coat-
ings have a number of advantages and some are enumerated below:
• Excellent barrier to oxygen
• Superior adhesion
• Excellent chemical properties
• Moisture barrier
• Superior mechanical and thermal properties
• High dielectric resistance
• Good chemical resistance
• UV resistance
15.11.1 Benefits of three-layer PE/PP coatings
© 2008, Woodhead Publishing Limited