Грабченко А.И. и др. Интегрированные генеративные технологии
Подождите немного. Документ загружается.

300
С помощью покрытий разрешается противоречие между высокой
твердостью и вязкостью, свойственное инструментальным материалам.
Создаются предпосылки для реализации процессов сухого резания, потому что
покрытия имеют не только высокую износостойкость, но и низкую
теплопроводность, то есть могут выступать своеобразным тепловым барьером.
Эти эксперименты показывают, что нагревание подложки до
температуры приблизительно 800°С не приводит к десорбции (повторному
испарению) на потенциальных «буграх» рельефа, которые мигрируют по
поверхности атомов, на начальном этапе формирования пленки.
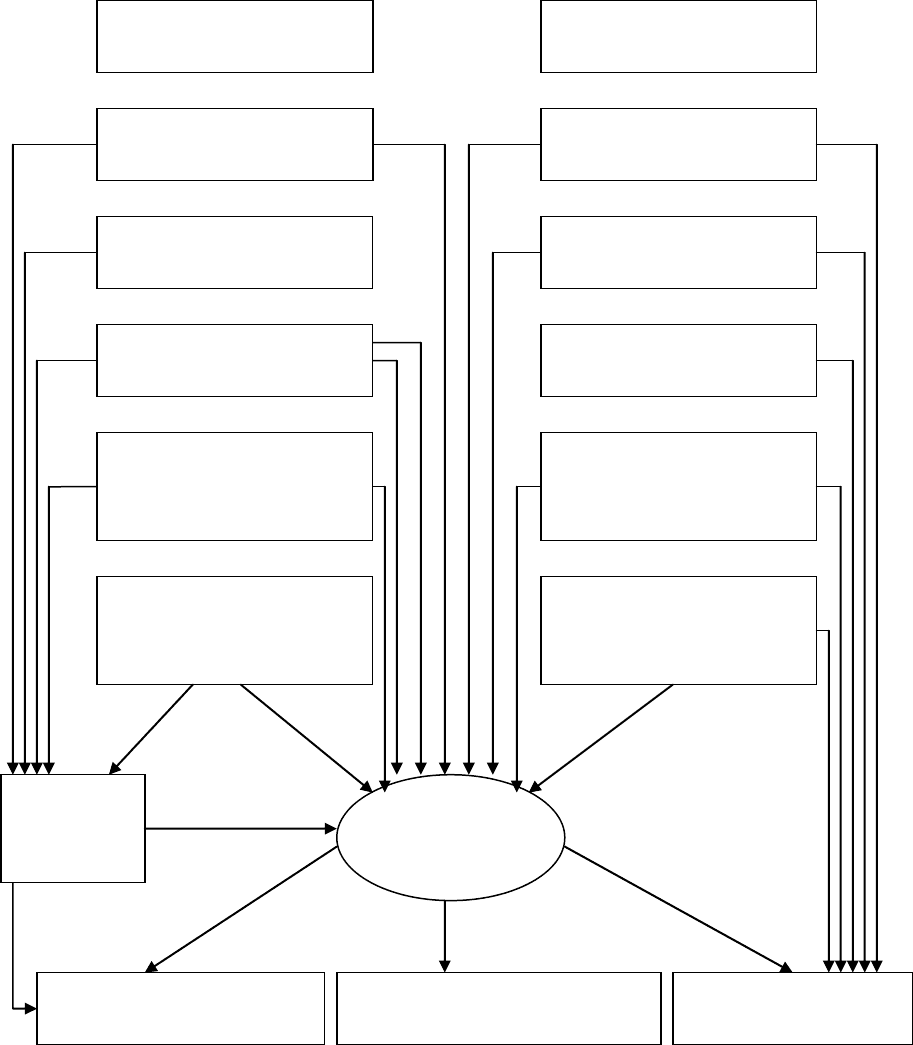
На рис. 6.17 представлена схема влияния основных технологических
параметров процесса КИБ на качественные характеристики
быстрорежущего инструмента с покрытием.
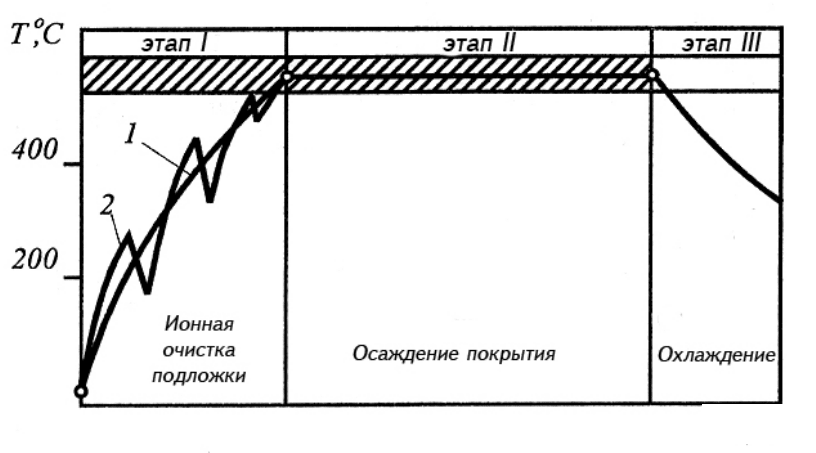
Оптимальные температурные условия нанесения покрытий,
например, на быстрорежущий инструмент приведены на рис. 6.18. На
этапе ионного очищения и термоактивации поверхности подложки
важнейшими параметрами процесса являются температура и время ее
достижения. Температура ограничена значениями приблизительно
540-550°С, а время очищения и термоактивации принимают в пределах
5-10 мин. Такой узкий интервал времени очистки обусловлен, с одной
стороны, необходимостью обеспечения качественной очистки, а с другой, -
хранением размеров радиусов округления режущих кромок от увеличения
(растравливания).
На этапе II – осаждение покрытия – оптимальными являются условия
поддержания температуры подложки на уровне 525±10°С. При такой
температуре обеспечивается формирование покрытия с наилучшей структурой.
На этапе III – охлаждение инструмента с покрытием осуществляют в
камере установки «Булат» до температуры 190°С, что предотвращает окисление
износостойких пленок на воздухе.
Тепловыми условиями осаждения и формирования износостойкого
покрытия можно управлять такими способами: изменением размера
напряжения на подложке и силы тока в цепи испарителя; кратковременным
подключением высокого напряжения; подогревом (охлаждением) с помощью
дополнительных источников тепла (охлаждение); применением
технологической оснастки для крепления инструмента с низкой (высокой)
теплоемкостью.
Охлаждение быстрорежущего инструмента является завершающим
этапом технологичного цикла. Оно осуществляется в камере установки до
301
температуры 190°С с целью предотвращения окисления инструмента, после
чего камера раскрывается, и он остывает на воздухе.
Рисунок 6.17 – Схема влияния технологических параметров
процесса нанесения износостойких покрытий
на качественные характеристики быстрорежущего инструмента
I этап
Ионная очистка
Высокие напряжения
на подкладке
II этап
Охлаждение покрытий
Напряжения
сопротивления
подкладке
Ток дуги в цепи
испарения
Ток дуги в цепи
испарения
Давление реакционного
газа
Продолжительность и
цикличность очистки
Режим работы
плазмооптической
системы
Расположение
подкладки относи-
тельно испарителя
Расположение
подкладки относи-
тельно испарителя
Режим работы
плазмооптической
системы
Температура
подкладки
Качество
очистки
подкладки
Сцепляемость покрытия
с подкладкой
Исходные свойства
быстрорежущей подкладки
Состав, структура и
свойства покрытия
302
t
Ц
, мин.
Рисунок 6.18 – Оптимальные температурные условия нанесения покрытий на
быстрорежущий инструмент методом КИБ:
1 - непрерывное нагревание; 2 - циклическое нагревание
Наиболее сложноуправляемым фактором, который зависит от
большинства режимных параметров технологического цикла, а также
массы и габаритных размеров инструментов, средства их крепления в
рабочих приспособлениях и перемещения относительно испарителя,
который влияет на качество и работоспособность инструмента, является
температура подложки как на этапе ионного очищения, так и в процессе
нанесения покрытия.
Разработаны принципы, технология и оборудование комплексной
поверхностной ионно-плазменной обработки (КИПО). В соответствии с
этими принципами повышения долговечности покрытий может быть
достигнуто путем увеличения пластической прочности и жесткости
режущего клина инструмента за счет формирования износостойкого
комплекса (рис. 6.19). Он состоит из:
– слоя 2, что термостабилизирует и способствует росту пластичной
прочности и жесткости режущего клина инструмента;
– внешнего износостойкого покрытия 4 однослойного,
композиционного, многослойного или многослойно-композиционного
типов, которое имеет повышенное сопротивление усталостному
разрушению, особенно в условиях повышенных контактных стационарных
или циклических нагрузок;
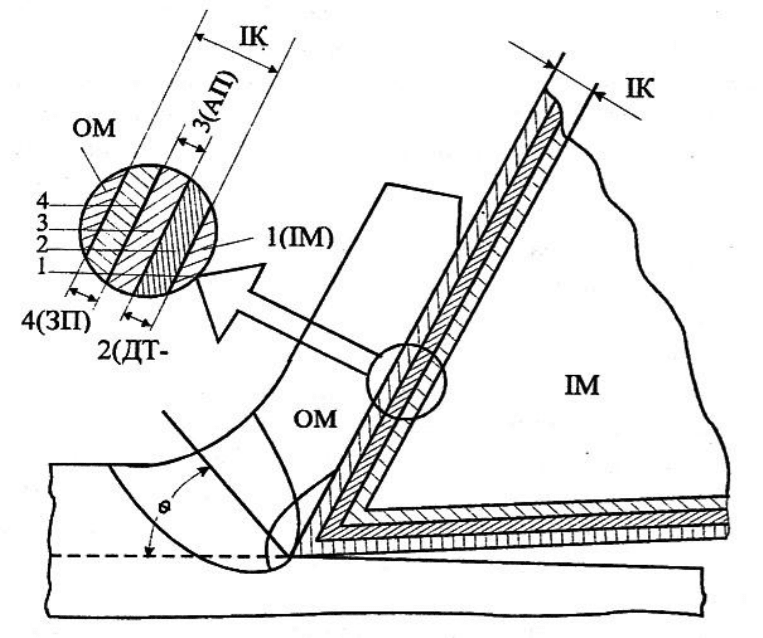
303
– адгезионного подслоя 3, имеющего повышенную
кристаллохимическую совместимость с материалами, и слоя, который
термостабилизирует и обеспечивает повышение адгезионной прочности.
Рисунок 6.19 – Принципиальная схема износостойкого комплекса (ИК)
для режущего инструмента:
1 – инструментальный материал (ИМ);
2 – диффузионный термостабильный слой (ДТ-слой);
3 – адгезионный подслой (АП); 4 – износостойкое покрытие (ЗП),
5 – обрабатываемый материал (ОМ)
При этом необходимо придерживаться двух условий синтеза
покрытия:
– активное взаимодействие касательных фаз материалов 2, 3, 4
должна обеспечивать крепкую адгезию между ними;
– взаимодействие касательных фаз материалов слоев 2, 3, 4 при
температурах эксплуатации инструмента не должно приводить к
304
формированию хрупких интерметаллоидных фаз, которые снижают
режущие свойства инструментального материала.
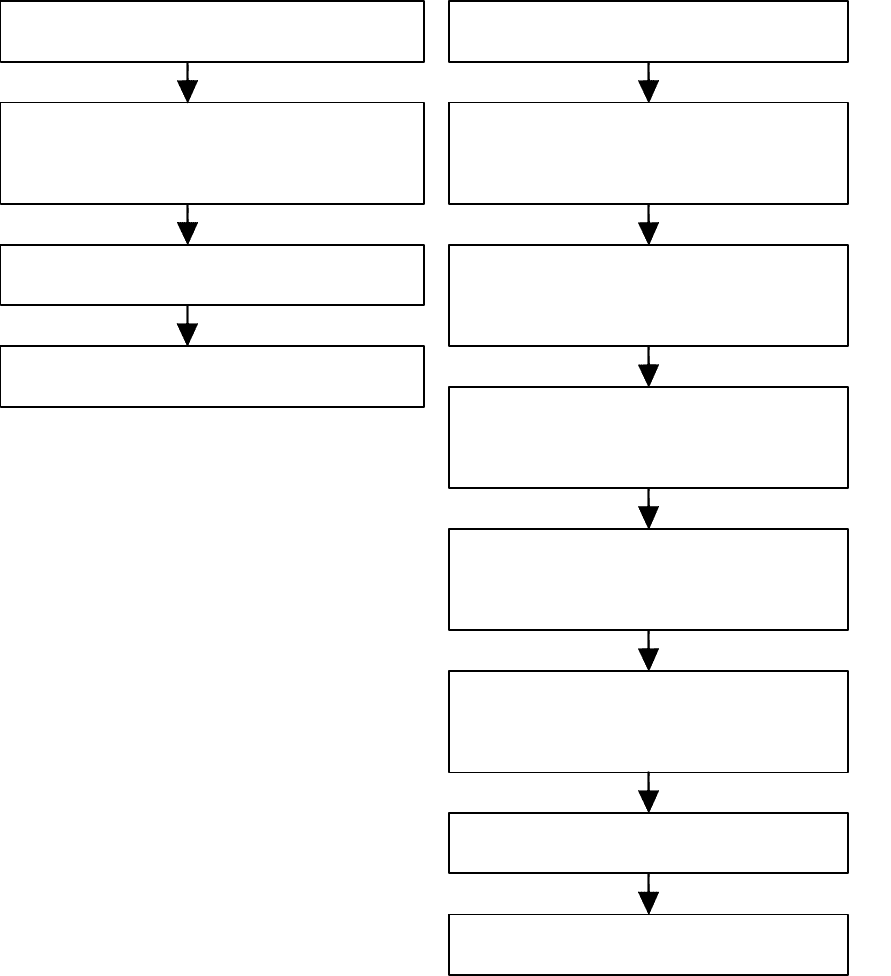
Принципиальная последовательность операций процесса КИПО
инструмента с целью формирования ИК приведена на рис. 6.20, здесь же для
сравнения приведена традиционная технология КИБ, применяемая для
нанесения покрытий на режущий инструмент. Как видно из схемы,
принципиальное отличие технологии КИПО от стандартной технологии КИБ
заключается в разделении процессов прогрева и очистки инструмента
(последнюю проводят газовой плазмой), формировании
термостабилизирующего слоя 2, последовательного осаждения адгезионного
подслоя 3 и износостойкого покрытия 4.
Комплексная ионноплазменная обработка инструмента из быстрорежущей
стали может быть достаточно эффективной и в случаях необходимости повторных
заточек режущего инструмента в процессе его эксплуатации.
Качество синтезированных покрытий можно проиллюстрировать
наведением некоторых характеристик их свойств (табл. 6.4 и рис. 6.21, 6.22)
Производственным испытаниям подвергались крупные партии
инструмента из быстрорежущих сталей марок Р6М5, Р18, Р6М3, Р9К5 и
т. д. Результаты испытаний показали, что в зависимости от
обрабатываемого материала и применяемого инструмента стойкость
увеличивается в 1,5-5,3 раза. При этом применение подобных покрытий
(табл. 6.5) позволяет заменить без снижения стойкостных свойств
инструмент из стали марки Р18 инструментом из стали марки Р6М5 с
высокотвердым покрытием, причем стойкость инструмента из стали марки
Р6М5 с покрытием в 1,5-2. раза выше стойкости инструмента из стали
марки Р18 без износостойкого покрытия. Трехгранные и четырехгранные
твердосплавные пластины ТТ7К12 испытывали при обработке
углеродистой стали марки 50 на токарно-винторезном станке.
Исследования показали, что стойкость пластин с покрытием из ТiN в 4-5,3
305
раза выше, чем у пластин без покрытия при скорости резания 40 м/мин,
подаче 0,4 мм/об и глубине резания 1 мм.
КИБ КИПО
Подготовка РИ
Ионная бомбардировка (очистка) и
термическая активация инструмента
Конденсация покрытия
Охлаждение
Подготовка РИ
Електронное нагревание
(термическая активация)
Очистка поверхности ионами
нейтральных газов (Аr и др.)
Ионное азотирование
(формирование слоя 2)
Очистка поверхности ионами
металлов (Ti, Cr, Zr и др.)
Формирование адгезионного
подслоя (слой 3)
Конденсация покрытия (слой 4)
Охлаждение в камере
Рисунок 6.20 – Блок-схема технологического процесса
комплексной ионно-плазменной обработки (КИПО) режущего инструмента
306
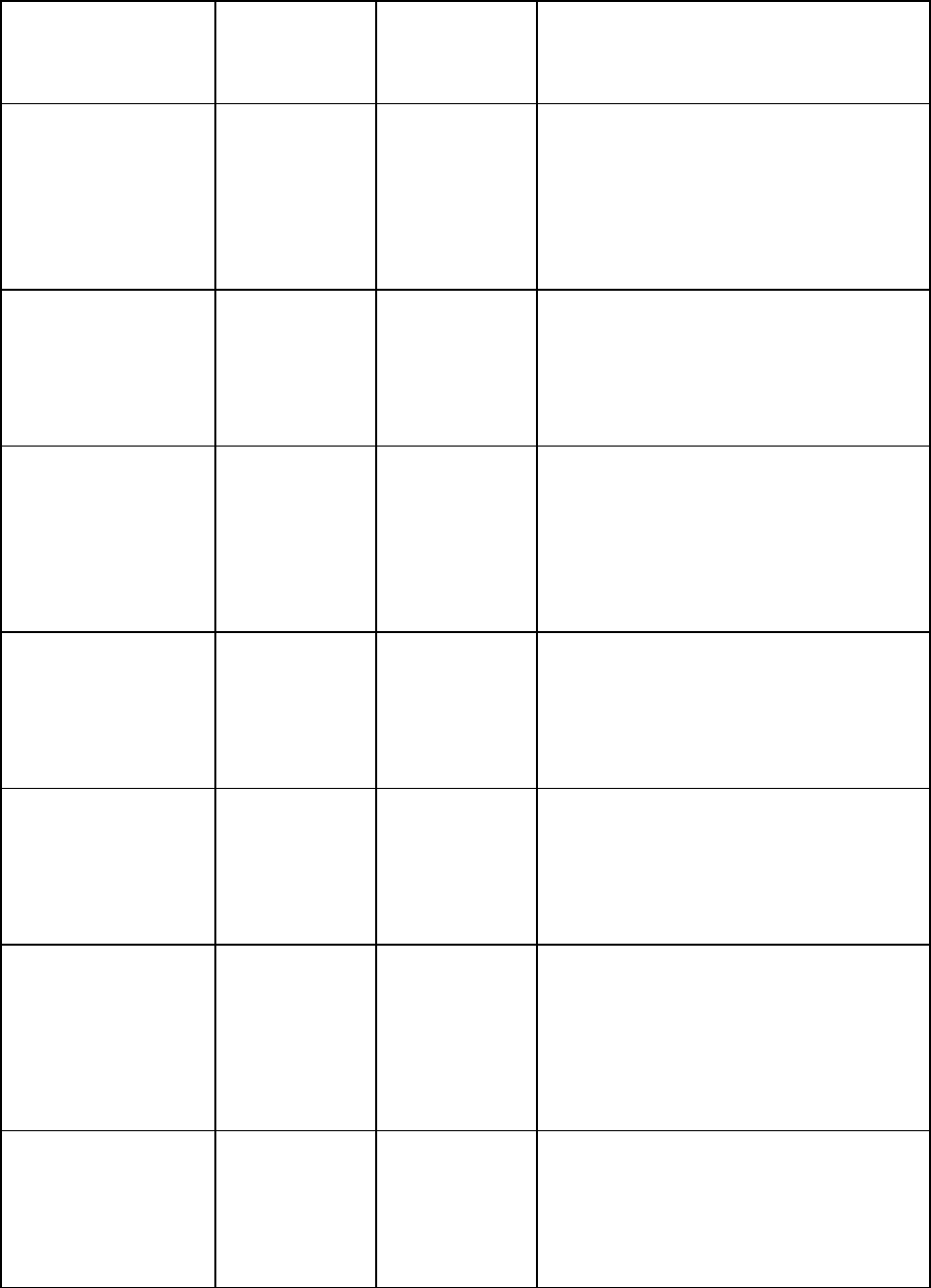
Таблица 6.4 – Обзор стандартных покрытий
Вид покрытия
Цвет
Температура
покрытия
Применение
- Ті –
монослойное
покрытие
Золотой
180 -500°С
Обработка резанием,
пластическое
формообразование, обработка
полимерных материалов
- Ті –
многослойное
покрытие
Золотой
350 - 500°С
Усиление нагрузки
резца (силовое резание)
- ТіCN –
монослойное
покрытие
Фиолетовый
350 - 500°С
Фрезерование, штампование,
пластичное формообразование,
обработка полимерных
материалов
- ТіCN –
многослойное
покрытие
Серый
350 - 500°С
Резание материалов
> 900 N/mm2
- ТіАl –
монослойное
покрытие
Голубо-
серый
250 - 500°С
Сухая обработка литых деталей
в области высоких температур
-Сr-
монослойное
покрытие
Серебряный
180 - 450°С
Обработка резанием Ті или Аl.
Обработка полимерных
материалов. Обработка
давлением
- СrСN –
многослойное
покрытие
Серебряный
серый
180 - 450°С
Резание композиционных
материалов
307
(75:25)
(50:50)
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
TiN
CrN
(Ti,Al)N
(Ti,Zn)N
C-слой Ti(C,N)
Коэффициент
трения
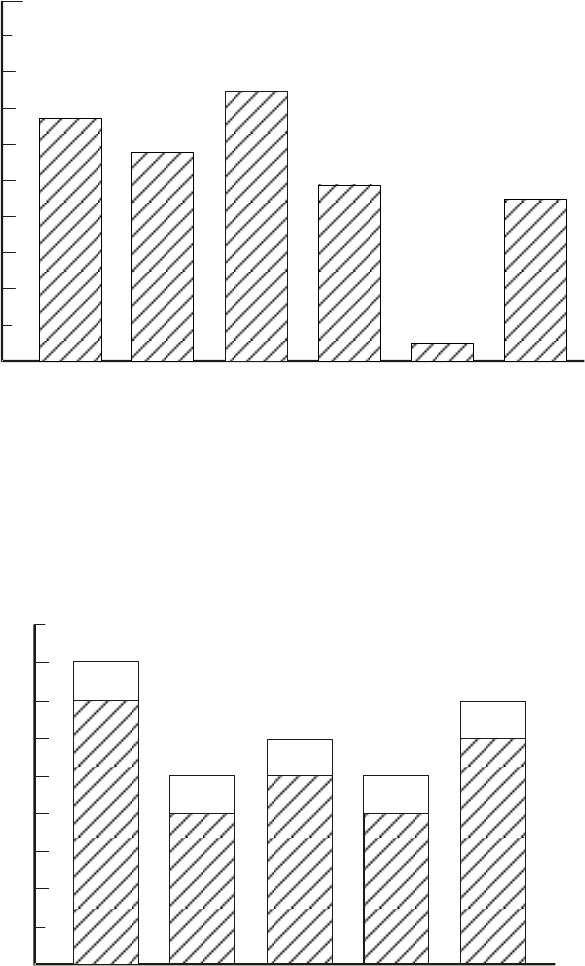
Рисунок 6.21 – Коэффициент трения РVD-Arc-покрытие
(сфера с 100 Cr6 по покрытому диску)
0
10
20
30
40
50
60
70
80
90
TiN
CrN
(Ti,Al)N
(75:25)
(Ti,Zn)N
(50:50)
Ti(C,N)
Критическая
нагрузка
Рисунок 6.22 – Критическая нагрузка РVD-Arc-покрытие
Необходимо помнить, что на работоспособность покрытий очень
влияет подготовка поверхности подложки, в частности, ее шероховатость
сильно влияет на коэффициент трения.
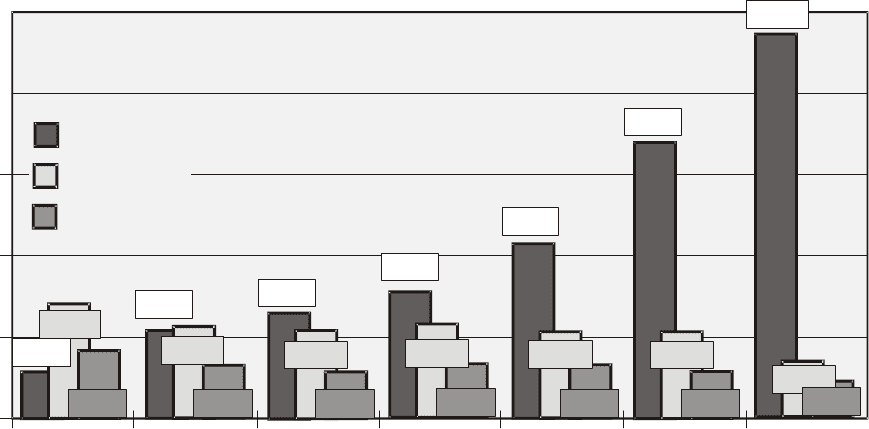
Комплексное представление о влиянии различных покрытий на
показатели сверления дают данные, приведенные на рис. 6.25.
308
0
50
100
150
%
250
относительный путь
резания при VBmax=0,5 mm
покрытие
0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
Мм
0,9
1 2 3 4 5 6 7 8 9 10 11 М 13
1
3
4
5
2
6
износ по уголку VB
Ecke
1
2
4
5
6
3
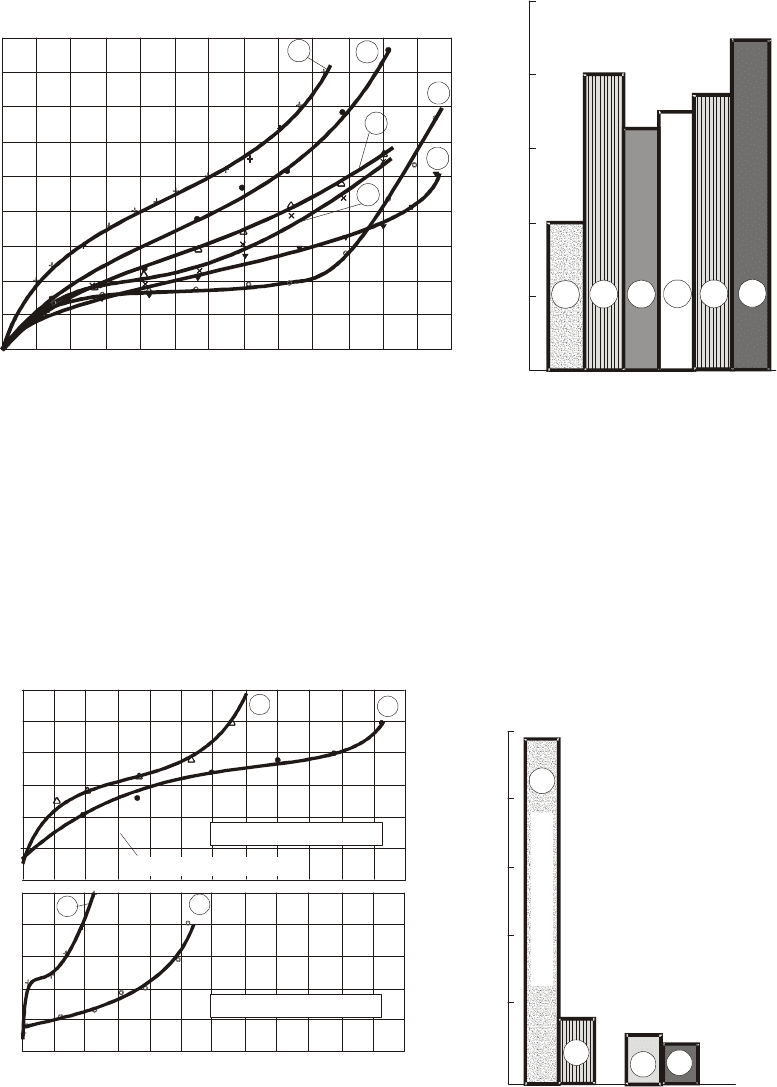
Рисунок 6.23 – Сравнение работоспособности износостойких покрытий
(инструмент: сверло ø12мм; 1 – без покрытия;
инстр. материал: быстрореж. сталь; 2 – покрытия ТіN / Германия;
обрабатываемый материал: С45 (200НВ); 3 – покрытия ZrN-ТіN / Украина;
режим резания: Vc=35 м/мин.; 4 – покрытия Zr-ТіN-NbN / Украина;
fz=0,05 мм; 5 – покрытия ТіN / Украина;
проходное отверстие (глубина 35мм); 6 – покрытие ТіN -С / Германия.
эмульсия 5%)
0
3
4
1
2
0
1 2 3 4 5 6 7 8 9 10
1 2
без СОЖ
2,0
2,5
3,0
0
эмульсия 5%
cила подачи Fi
cила подачи Fi
kN
kN
1,9
2,0
2,1
2,2
2,4
=
=
путь резания L=3m
путь резания L=3m
m 12
путь резания L
=
3
4
4,5
kN
3,5
3,0
2,5
2,0
VB =0,31mm
VB =0,24mm
VB =0,16mm
Ecke
Ecke
Ecke
VB =0,84mm
Ecke
без СОЖ эмульсия 5% ig
Рисунок 6.24 – Зависимость усилия подачи СОЖ и покрытия
(инструмент: сверло ø12мм; 1 – покрытия ТіN / Германия;
инстр. материал: быстрореж. сталь; 2 – покрытия ZrN-ТіN / Украина;
обрабатываемый материал: С45 (200НВ); 3 – покрытия Zr-ТіN-NbN / Украина;
режим резания: Vc=35 м/мин.; 4 – покрытия ТіN / Украина;
fz=0,05 мм;
проходное отверстие (глубина 35мм)
309
4,0Нмm
3,2 Нм
3,1 Нм
3,1 Нм
2,3 Nm
3,2 Нм
3,2 Нм
10 мин
21 мин
25 мин
66 мин
112 min
29 мин
43 мин
1495 Н
1174 Н
1148 Н
1142 Н
808 N
1172 N
1113 Н
1 2 3 4 5 6 7
60
40
20
0
Стойкость, Т
мин
Стойкость
Осевая сила
Крутящий момент
Н
Покрытия
Рисунок 6.25 – Стойкость, осевая сила и момент кручения для сверла
с различными покрытиями
Условия: быстрорежущее спиральное сверло ø6,8мм;
Обрабатываемый материал – сталь45 (200НВ); скорость резания V=35м/хв;
подача S=0,05мм; глубина сверления l=30мм; без СОТС.
Покрытие: 1 – исходное состояние; 2 – ТіСN обычное; 3 – ТіN обычное;
4 – pN/Ti/TiN/TiCN; 5 - pN/Сr/TiCrN; 6 - pN/Ti/TiN; 7 - pN/Ti/TiN/TiАlN
Исследованиями сравнительной стойкости твердосплавных пластин
ВК6 (с покрытием ТiN и без него) при обработке труднообрабатываемых
материалов титанового сплава ВТ14 и высокопрочной стали марки СП28
установлено, что стойкость пластин с покрытием выше в среднем в два
раза при обработке сплава марки ВТ14 и в 4 раза при обработке стали
марки СП28. Титановый сплав марки ВТ14 обрабатывали при скорости
резания 40-50 м/мин, а сталь марки СП28 – при 84 м/мин.
Покрытия из ТiC, TiN, Аl
2
О
3
и НfN, осажденные методом АРИ на
твердосплавный инструмент и инструмент из быстрорежущей стали,
повысили их стойкость при непрерывном точении в 2-8 раз. Стойкость