Гордиенко В.Е., Степанов С.А., Кнышев Ю.В. Сварка. Часть 1 Основные способы сварки
Подождите немного. Документ загружается.

41
Изучению в лаборатории подлежат точечные машины МТ-602
и АТП-25, машина для стыковой сварки МСС-901, сварочные клещи и
их настройка на заданный режим.
При выполнении работы следует:
1) изучить по плакатам и выпискам из инструкций принципиаль-
ные электрические и конструктивные схемы точечной, стыковой машин
и сварочных клещей и ознакомиться с их устройством;
2) получить
шесть круглых образцов для точечной и три – для сты-
ковой сварки, два плоских образца для сварки сварочными клещами;
3) определить оптимальные параметры режима сварки полученных
образцов по табличным данным и рекомендациям, имеющимся в лабо-
ратории;
4) подготовить сварочные машины к работе и настроить их на выб-
ранный режим сварки;
5) провести сварку
на точечной машине АТП-25 прутков в виде
крестообразного соединения на трех различных режимах: оптимальном,
мягком и жестком. По виду сварного соединения оценить, какой из ис-
следуемых режимов сварки является более предпочтительным;
6) провести сварку стержней встык на стыковой машине МСС-901
на двух режимах: оптимальном и мягком. По визуальным наблюдениям
описать процесс нагрева
при сварке и внешний вид сварных стыков,
а также оценить длину нагрева до высоких температур по окисленной
поверхности. Проанализировать результаты и оценить качество сварки
при разных режимах;
7) провести сварку плоских образцов на сварочных клещах по двум
режимам: оптимальному и мягкому. Проанализировать результаты и оце-
нить качество сварки.
Содержание отчета
1. Цель и задачи
работы.
2. Сущность процесса контактной сварки (конспективно).
3. Принципиальные схемы основных видов контактной сварки
и рациональные области их применения.
4. Выбор параметров режима точечной и стыковой сварки.
5. Последовательность выполнения сварочных операций на точеч-
ной и стыковой машинах. Результаты наблюдений и их анализ.
6. Выводы по работе.

42
Лабораторная работа № 5
СВАРКА АРМАТУРНЫХ СТАЛЕЙ ПРИ МОНТАЖЕ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Цель лабораторной работы – изучение сущности процессов, сва-
рочного оборудования, инструмента и приспособлений, техники и тех-
нологии ванной сварки.
При выполнении лабораторной работы необходимо:
1) ознакомиться с арматурными сталями и способами их сварки;
2) изучить сущность ванной сварки при соединении горизонталь-
ных и вертикальных
стержней из арматурной стали;
3) ознакомиться с оборудованием, инструментом и приспособле-
ниями, применяемыми при ванной сварке;
4) ознакомиться с техникой и технологией ванной сварки, оценить
качество и производительность сварки различными способами.
Оснащение участка лабораторной работы:
оборудование – посты для ручной дуговой сварки на постоян-
ном и переменном токе, полуавтомат ПДГ-162, защитные маски со све-
тофильтрами, молоток, зубило, весы, секундомер, инвентарные медные
формы для ванной сварки, зажимы для скрепления инвентарных форм;
материалы – электроды различных марок диаметром 3...5 мм,
электродная проволока диаметром 1,2...2 мм, флюсы марок АН-348А,
АН-348АМ, заготовки из арматурной стали диаметром 20...40 мм;
плакаты и планшеты – сварка арматурных сталей в монтажных
условиях, натурные образцы ванной сварки вертикальных и горизонталь-
ных стержней в медных и графитовых формах, на подкладках;
справочная литература – справочники, ГОСТы.
1. Арматурные стали и способы их сварки
Для армирования обычных и предварительно напряженных желе-
зобетонных конструкций (ЖБК) применяют специальные арматурные
стали, которые поставляются в виде стержней гладкого или периодическо-
го профиля и проволоки. Распространенные диаметры стержней 6...40 мм.
Стержневая арматура подразделяется на горячекатаную и термически или
термомеханически упрочненную. Термическая обработка
– это закалка
с последующим отпуском, термомеханическая – высокотемпературная
термомеханическая обработка.
43
В зависимости от основных механических характеристик стержне-
вая арматура подразделяется на классы A-I...A-VI, Ат-III...Ат-VIII. При-
нятые обозначения классов стержневой арматуры (А) дополняются ин-
дексами для указания способа изготовления, особых свойств и назначе-
ния. Ведущим показателем каждого класса является минимальное зна-
чение предела текучести, которое считается нормативным сопротивле-
нием арматуры.
Арматурную сталь
выбирают в зависимости от типа конструкции,
наличия предварительного напряжения, а также от условий возведения
и эксплуатации зданий и сооружений.
Выбор способа сварки стержней арматуры и закладных деталей
зависит от конструкции соединения и условий изготовления или мон-
тажа.
В заводских условиях, где арматурные стержни могут быть поданы
к стационарным машинам, используется контактная сварка
: стыковая
и точечная. Эти виды сварки обеспечивают высокую производительность
и качество сварных соединений, минимальные затраты материалов и элек-
троэнергии.
Стыковую сварку непрерывным оплавлением применяют для со-
единения встык арматурных стержней небольшого диаметра из низкоуг-
леродистой стали. Для способа характерна узкая зона интенсивного ра-
зогрева, что приводит к закалке стержней из закаливающихся
сталей.
Стыковая сварка прерывистым оплавлением применяется при со-
единении встык стержней из закаливающихся сталей (Ст5, 35ГС, 25Г2С
и др.) и стержней большого диаметра из низкоуглеродистой стали Ст3.
Прерывистое оплавление снижает степень закалки и мощность контакт-
ных машин.
Точечную сварку применяют для соединения пересекающихся стер-
жней при изготовлении сварных арматурных каркасов
и сеток для ЖБК.
При изготовлении каркасов монолитного железобетона и выполне-
нии монтажных соединений сборного железобетона применяют, в ос-
новном, электродуговую, ванную и электрошлаковую сварку. Для мон-
тажной сварки сборные железобетонные элементы зданий имеют зак-
ладные детали в местах примыкания одного элемента к другому.
При монтаже зданий эти закладные детали сваривают
ручной дуговой
сваркой либо непосредственно друг с другом, либо с помощью дополни-
тельных связующих элементов: пластин, уголков, швеллеров или арма-
турных прутков. При этом предпочтение отдается ванной сварке.
44
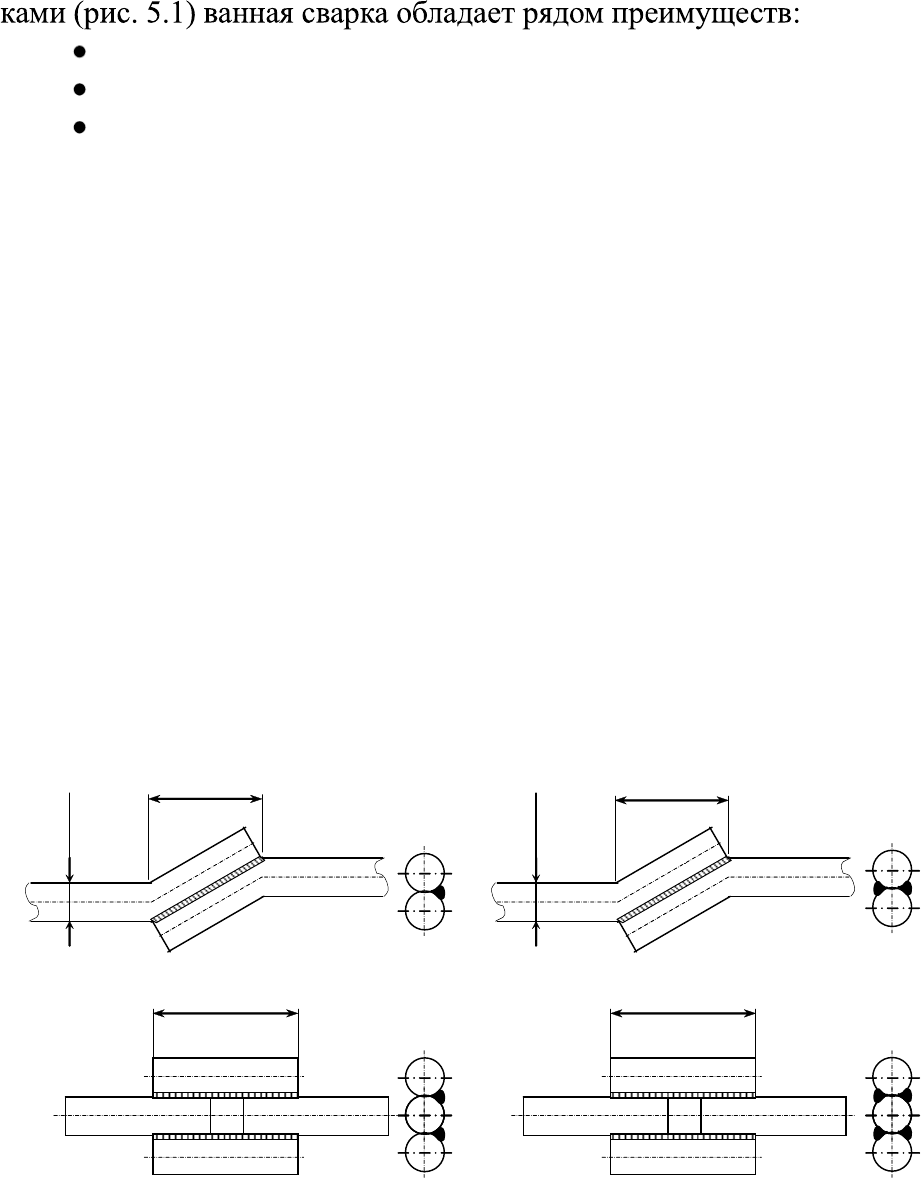
По сравнению с дуговой сваркой стержней внахлестку и с наклад-
расход металла на стык уменьшается в 8...10 раз;
расход электродов и электроэнергии – в 2...3 раза;
трудоемкость и себестоимость – в 2...3 раза.
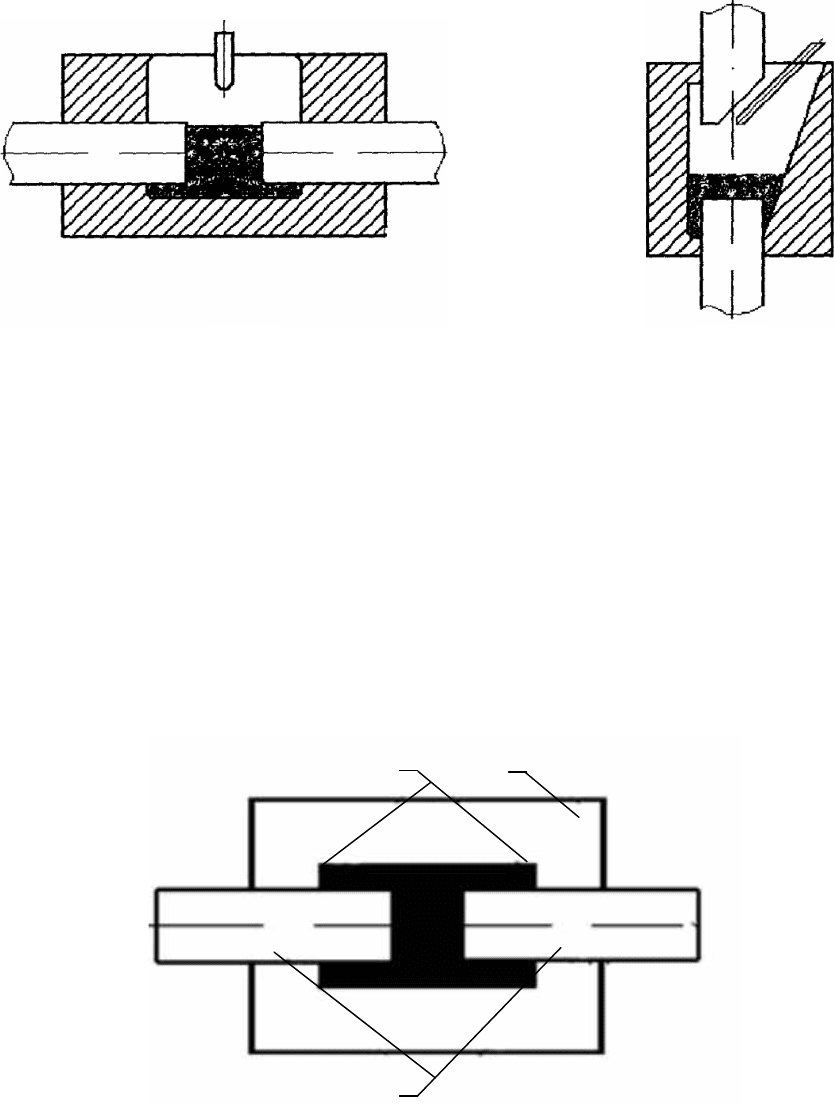
2. Сущность ванной сварки
Сущность этого способа состоит в том, что стык между стержнями
помещается в специальную форму, которая необходима для удержания
ванны расплавленного металла. Зазор в стыке устанавливается в зависи-
мости от диаметра стержней и должен составлять 5...20 мм. Сварка мо-
жет выполняться в вертикальном и горизонтальном положениях
(рис. 5.2).
Расплавление основного металла происходит, главным образом, за счет
тепла, выделяющегося в ванне жидкого металла. Чтобы в сварочной ван-
не было достаточное количество жидкого металла, применяют повышен-
ный ток при самой короткой дуге. Наиболее эффективна механизирован-
ная ванная сварка под флюсом в съемных медных формах. Вместо мед-
ных форм допускается применение
графитовых форм, которые, однако,
быстрее выходят из строя.
(6...8) d
(6...8) d
(3...4) d
(3...4) d
d
d
аб
вг
Рис. 5.1. Типы сварных соединений, выполненные протяженными швами:
а и б – нахлесточное соединение с односторонним и двусторонним швом;
в и г – соединение с круглыми накладками и односторонним и двусторонним
швом
45
При небольших объемах работ или отсутствии необходимого обо-
рудования применяется менее эффективная ручная одноэлектродная или
многоэлектродная ванная сварка в медных формах. При отсутствии съем-
ных форм допускается применение остающихся стальных подкладок.
Сварку ведут ванным способом одним или несколькими электродами.
а б
Рис. 5.2. Ванная сварка:
а – горизонтальных стержней; б – вертикальных стержней
На остающихся подкладках можно вести также механизированную
сварку проволокой сплошного сечения или ванно-шовную ручную свар-
ку покрытыми электродами.
Ванно-шовная сварка используется в тех случаях, когда хотят пере-
дать эксплуатационные осевые усилия на накладку. При этом кроме ос-
новного стыка, выполняемого ванной сваркой, заваривают фланговые швы
(рис. 5.3).
1
23
Рис. 5.3. Ванно-шовная сварка:
1 – свариваемые стержни; 2 – фланговые швы; 3 – стальная накладка

46
Сварку ванным способом разрешается производить при отрицатель-
ной температуре с соблюдением обычной технологии, но при повышенном
токе. Ток повышают пропорционально понижению температуры от 0 °С так,
чтобы при температуре –30 °С сварочный ток был повышен на 10 %.
3. Ванная сварка стыковых соединений стержней
в инвентарных формах
Механизированная ванная сварка под флюсом рекомендуется как
наиболее эффективный способ
соединения арматуры диаметром более
20 мм (в стыках однорядных стержней).
Оборудование, инструмент и приспособления. Для механизиро-
ванной ванной сварки под флюсом стыковых соединений арматурных
стержней должны применяться сварочные полуавтоматы (А-765, ПДГ-162,
А-1197, А-1530) в сочетании с медными инвентарными формами. Если
невозможны установка и снятие составных медных форм из-за тесного
расположения стержней, допускается
применять медные скобы (желоб-
чатые подкладки) толщиной не менее 12 мм и длиной около 200 мм
в сочетании с медными вкладышами-ограничителями плавильного про-
странства в верхней части соединения (рис. 5.4).
1
2
3
3
1
Рис. 5.4. Схема установки желобчатой подкладки и медных вкладышей-ограни-
чителей плавильного пространства при подготовке к ванной сварке горизон-
тальных стержней:
1 – подкладки; 2 – стержни; 3 – медные вкладыши
47
Применение медных желобчатых подкладок без ограничителей
плавильного пространства не допускается. На практике иногда плавиль-
ное пространство ограничивают глиной.
При отсутствии медных форм для механизированной ванной свар-
ки допустимо применение инвентарных графитовых форм с увеличен-
ной на 15...20 % толщиной стенок. Эти формы должны быть изготовлены
из углеграфитовых материалов марок ЭЭГ (для сварки вертикальных стер
-
жней) и или ЭГО, ЭП1 или ГМЗ (для сварки горизонтальных стержней).
Применять формы из керамических материалов вместо медных или
графитовых не допускается.
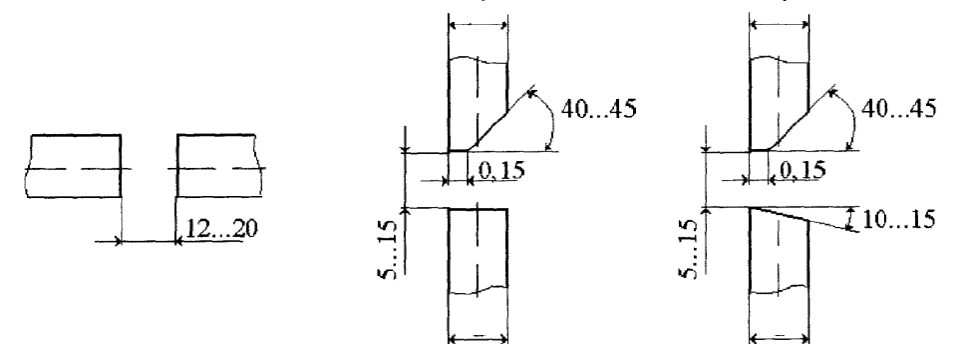
Подготовка к сварке. Концы горизонтальных стержней рекомен-
дуется обрезать так, чтобы был обеспечен прямой угол между торцом
и осью стержня, а зазор между параллельными торцами стыкуемых стер-
жней составлял
12... 20 мм (рис. 5.5, а).
Концы вертикальных стержней, подлежащих сварке, должны быть
снабжены скосами-разделками (рис. 5.5, б, в).
На подготовленных к сварке концах стержней закрепляют инвен-
тарные медные формы, располагая их так, чтобы они обеспечивали воз-
можность и удобство маневрирования сварочной проволокой и держате-
лем и чтобы приливы стыков вертикальных стержней не выступали
за пределы защитного слоя бетона.
а б в
dd
dd
dd
Рис. 5.5. Формы и размеры разделки торцов стержней:
а – горизонтальные; б – вертикальные при d < 32 мм; в – вертикальные
при d > 32 мм
48
Если зазоры между поверхностями стержней и гнезд медной фор-
мы превышают 2 мм, то во избежание вытекания жидкого шлака их сле-
дует уплотнять путем намотки на стержни одного или двух колец шну-
рового или листового асбеста.
Перед началом сварки в форму засыпают флюс в количестве 30...40 г.
Режим сварки. Механизированную дуговую сварку стыковых
со-
единений арматуры под флюсом рекомендуется выполнять электродной
проволокой диаметром 2 мм. Допускается использование проволоки ди-
аметром 2,5 мм.
Ориентировочные режимы механизированной ванной сварки под
флюсом стыковых соединений однорядных горизонтальных и вертикаль-
ных стержней приведены в табл. 5.1.
Таблица 5.1
Диаметр
стержня,
мм
Диаметр
проволо-
ки, мм
Скорость
подачи
проволоки,
м/с
Начальное
напряже-
ние дуги,
В
Сварочный
ток, А
Длина вы-
лета элек-
трода,
мм
Глубина
шлаковой
ванны, мм
20...25
28...32
36...40
2 0,07...0,086
0,1...0,1
0,12...0,14
38...42
40...44
42...46
300...400
350...450
400...500
30...60
30...80
40... 80
10...15
20...25
28...32
36...40
2,5 0,05...0,06
0,07...0,07
0,086...0,09
40...42
42...44
44...46
400...450
440...480
460...500
30...60
30... 80
40... 80
10...15
Основными параметрами режима ручной дуговой сварки являют-
ся: I
СВ
– сварочный ток, А; d
э
– диаметр электрода, мм.
Диаметр электрода выбирается в зависимости от диаметра свари-
ваемой арматуры и положения стыкуемых стержней в пространстве,
а необходимая величина сварного тока устанавливается в зависимости
от диаметра электрода (табл. 5.2).
Примечание. При использовании электрода большого диаметра ток
может быть определен из выражения I = (50...55)d.
Тип электрода выбирают в зависимости от
класса стальной армату-
ры и способа сварки (табл. 5.3).
Ванная сварка и ванно-шовная ведутся на постоянном или пере-
менном токе одиночными электродами.

49
Сварка на постоянном токе должна производиться на обратной по-
лярности («+» – на электроде, «–» – на изделии).
Таблица 5.2
Диаметр, мм
Сварочный ток, А,
для стержней, расположенных
стержней электрода горизонтально вертикально
20...28
32...40
5
5...
6
220...250
260...300
200...220
220...24
0
Таблица 5.3
Тип электрода
Класс
Ручная дуговая сварка Ванная одноэлектродная
сва
р
ка
А-I
А-II
А-III
А-IV
Э42, Э42А, Э46
Э42А, Э46А, Э50А
Э42А, Э46А, Э50А
Э50А, Э55А, Э60А
Э46А, Э50
Э50А, Э55
Э55, Э60
Техника сварки. При механизированной сварке в начале работы ко-
нец электродной проволоки следует погрузить во флюс и возбудить дугу.
Не допускается производить возбуждение дуги замыканием электродной
проволоки на элементы медной формы.
При сварке стыкового соединения горизонтальных стержней конец
электродной проволоки после возбуждения дуги следует приблизить
к тому торцу стержня, на котором возбудили
дугу, и проплавить ниж-
нюю часть торца одного стержня, сообщая проволоке колебательные дви-
жения. После расплавления нижней части торца одного стержня конец
проволоки нужно быстро приблизить к нижней части второго стержня
и расплавить аналогично. После образования ванны жидкого металла
и шлака быстрым перемещением конца сварочной проволоки по краям
шлаковой ванны у торцов
стержней следует постепенно заполнить пла-
вильное пространство.
На этом этапе электродную проволоку не следует приближать к стен-
кам медной формы, а рекомендуется перемещать проволоку от одного
торца стержня к другому по диагонали.
Образование сварного шва нужно закончить перемещениями кон-
ца электродной проволоки по периметру ванны, не допуская приближе-
ния проволоки к
центру плавильного пространства.

50
В процессе сварки рабочий должен периодически засыпать до-
зировочным совком в плавильное пространство порции флюса. Под-
сыпку флюса производят в моменты, когда начинается разбрызгива-
ние жидкого шлака. Переводить дуговой процесс в шлаковый, засы-
пая в плавильное пространство сразу большое количество флюса, не-
допустимо.
Для образования стыкового соединения вертикальных стержней
должна применяться
следующая техника сварки:
при диаметре стержней до 32 мм конец сварочной проволоки
в начале процесса сварки (после возбуждения дуги) надо перемещать
колебательными движениями;
при диаметре стержней более 32 мм дугу следует возбудить
в корневой части разделки нижнего стержня и затем перемещать конец
сварочной проволоки волновыми движениями. Описанными выше спо-
собами следует заполнять металлом всю разделку соединения;
на последнем этапе сварочную проволоку нужно направлять
параллельно оси стыкуемых стержней, располагая ее по возможности
ближе к поверхности верхнего стержня, сообщая концу проволоки полу-
круговые движения. Сварку следует заканчивать, удаляя проволоку
от поверхности стержня и сообщая ее концу движения по периметру шла-
ковой ванны у стенки формы.
Следует отметить, что при ванно-
шовной сварке к наложению флан-
говых швов необходимо приступать только после заполнения нижней
половины стыка, т. е. после достаточного разогрева стержней. Фланго-
вые швы должны накладываться быстро, чтобы предупредить остыва-
ние жидкого расплава сварочной ванны.
Во избежание подрезов свариваемых стержней фланговые швы не-
обходимо заканчивать точечными наплавками с кратковременным обры-
вом
дуги. Окончание фланговых швов желательно совмещать с винтовы-
ми выступами стержней периодического профиля.
Практическую часть работы данного раздела рекомендуется
выполнять в следующей последовательности:
1. Учебная группа делится на две подгруппы.
2. Каждой подгруппе студентов учебный мастер выдает заготовки
из арматурной стали (необходимо записать марку, класс стали и диаметр
стержней) и инвентарные медные формы для
ручной дуговой сварки
и механизированной сварки под флюсом.