Гордиенко В.Е., Степанов С.А., Кнышев Ю.В. Сварка. Часть 1 Основные способы сварки
Подождите немного. Документ загружается.

21
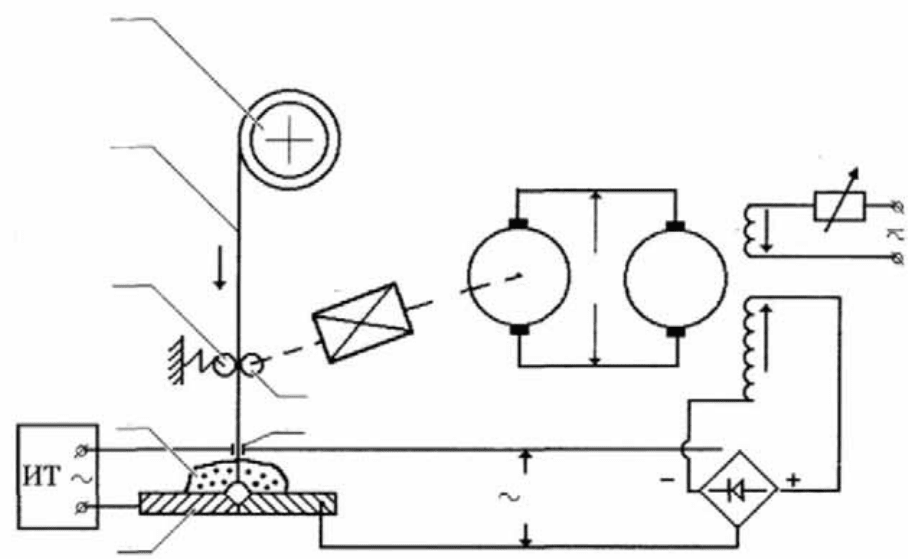
лока 1 прижимается к ролику 3 другим роликом 4 и за счет сил трения
подается из кассеты 5 в зону горения дуги через токоподводящий мед-
ный мундштук. Под слоем флюса 6 электрод касается изделия 7, возбуж-
дается дуга и начинается процесс сварки. Сварочная головка имеет сис-
тему обратной связи, корректирующую скорость
подачи электродной
проволоки V
э
в зависимости от напряжения дуги U. Действительно, со-
гласно представленной схеме двигатель подачи электродной проволоки
Д питается постоянным током от специального генератора Г, имеющего
две встречно включенные обмотки возбуждения W
1
и W
2
. Обмотка W
1
питается от постороннего независимого источника постоянного тока. Ток
в этой обмотке и создаваемый им магнитный поток Ф
1
устанавливаются
с помощью реостата R. Обмотка W
2
через селеновый выпрямитель В
питается от зажимов сварочной дуги и создает магнитный поток Ф
2
, про-
тивоположный по направлению магнитному потоку Ф
1
обмотки незави-
симого возбуждения W
1
.
1
5
4 V
Э
U
Г
6
7
3
2
P
Д
Г
R
Ф
1
Ф
2
В
U
W
1
W
2
Рис. 2.2. Схема автоматической сварочной головки:
1 – сварочная проволока; 2 – скользящий контакт; 3 – ведущий ролик;
4 – прижимной ролик; 5 – кассета с проволокой; 6 – флюс; 7 – изделие;
В – выпрямитель; Р – редуктор; А – электродвигатель постоянного тока;
Г – генератор; ИТ – источник тока
22
Результирующий магнитный поток Ф
р
= Ф
2
– Ф
1
определяет величи-
ну напряжения U
r
и полярность на клеммах генератора Г, а следователь-
но частоту и направление вращения вала двигателя Д. Например,
при укорочении дуги напряжение дуги U станет меньше своего номи-
нального значения U
0
. Вследствие этого уменьшаются магнитный поток
Ф
г
, результирующий магнитный поток Ф
р
и напряжение генератора U
r
.
Падение напряжения на якоре двигателя головки Д уменьшит частоту
его вращения, подача электродной проволоки замедлится, длина дуги вос-
становится. Следовательно, все изменения длины дуги отражаются на
режиме работы генератора Г и двигателя Д таким образом, что скорость
подачи электродной проволоки V
0
оказывается равной скорости ее плав-
ления V
пл
. Автоматические головки этого типа появились раньше других
и используются в сварочных автоматах типа АДС-1000, АДФ-1201,
АДФ-1001 и др. Вследствие сложности электрической схемы и затруднений в
эксплуатации автоматы с принудительным регулированием длины дуги целе-
сообразно использовать при небольших плотностях тока 15...25 А/мм
2
,
дающих скорость плавления электродной проволоки 0,5...1 м/мин.
Автоматическая сварочная головка с независимой (постоянной)
скоростью подачи электродной проволоки
Ус т р о й с тв о сварочных головок этого типа основано на использовании
явления саморегулирования длины дуги. Для обеспечения хорошей дина-
мики восстановления номинального значения длины дуги (режима сварки)
в головках применяют повышенную плотность тока (более 25 А/мм
2
) и ис-
точники питания дуги с пологопадающей внешней характеристикой. Для
понимания сущности явления саморегулирования длины дуги необходимо
в системе координат напряжение–ток изобразить полого падающую вне-
шнюю характеристику источника тока и три вольтамперные статические
характеристики дуги, соответствующие трем разным длинам дуг: L
1
, L
2
, L
3
,
причем L
3
< L
1
< L
2
. Точки пересечения характеристик отражают соответ-
ствующие режимы сварки. Для номинального режима сварки, устанавлива-
емого для получения шва заданной формы и размеров, L = L
1
, U = U
1
, I = I
1
.
В рассмотренном случае система обратной связи для регулирова-
ния скорости подачи электродной проволоки не нужна, поэтому элект-
рическая схема и конструкция сварочной головки намного упрощаются –
становятся более компактными и надежными. Головки с постоянной не-
зависимой скоростью подачи электродной проволоки используются
в сварочных автоматах типа АДФ-1002 (TC-I7 М), АДГ-300 и др.
23
Автоматическая сварочная головка является основным элементом
механизированных систем сварки (полуавтомата и автомата). В полуав-
томатах механизирована только подача проволоки в зону горения дуги,
перемещение дуги вдоль изделия осуществляется вручную. При автома-
тической – механизированы оба движения: подача проволоки и переме-
щение дуги вдоль изделия. Механизированные системы сварки, кроме
сварочной головки, включают источники тока
, блоки управления и дру-
гие элементы в зависимости от назначения системы.
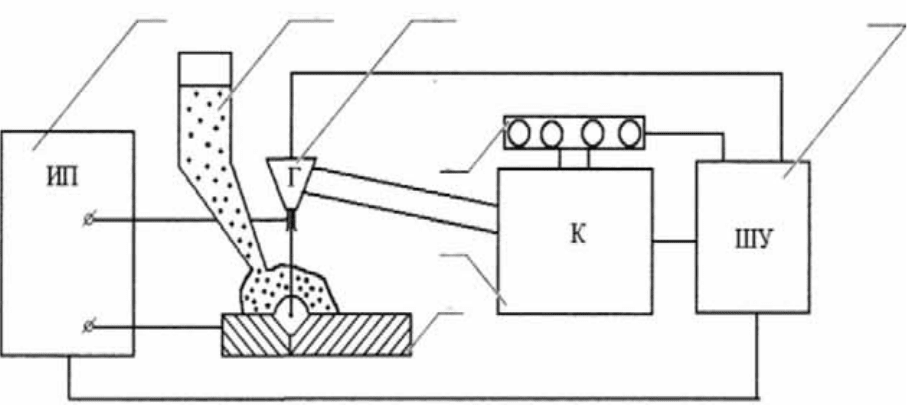
Сварочный автомат для сварки под флюсом состоит из следующих
основных элементов (рис. 2.3). Сварочная головка 1 перемещается по-
средством специальной системы движения (в частности, самоходной те-
лежки), называемой кареткой 2, которая может либо иметь отдельный
электропривод, как у автомата типа АДФ-1201,
либо использовать дви-
гатель подачи проволоки с отбором мощности на движение каретки, как
у автомата типа АДФ-1001. Самоходная каретка с навешенной автомати-
ческой головкой получила название «сварочный трактор».
1 7
6
4
3
2
5
Рис. 2.3. Блок-схема сварочного автомата:
1 – сварочная головка; 2 – каретка; 3 – пульт управления; 4 – шкаф управления;
5 – изделие; 6 – источник питания; 7 – бункер с флюсом
Для удобства работы на сварочном тракторе укрепляют пульт уп-
равления 3, электрически связанный со шкафом или блоком управления
4. Шкаф управления является главным организующим центром автома-
та. Он обеспечивает определенную последовательность выполнения тех-
нологических команд: включение источника 6, возбуждение дуги, выход
24
на рабочий режим сварки, начало и окончание движения трактора,
заварку кратера и выключение источника тока. Флюс в зону сварки пода-
ют из бункера 7.
Следующим этапом в изучении устройства аппаратов является
ознакомление с натурными образцами автоматов АДС-500 и АДС-1000,
их техническими характеристиками, правилами подключения и техни-
ческой безопасности при работе на них
.
Настройка аппарата типа АДС-500 на заданный режим работы вы-
полняется под руководством учебного мастера в следующей последова-
тельности.
Подготовка автомата к сварке. Студенты под руководством учеб-
ного мастера настраивают движение автомата вдоль шва на холостом ходу
таким образом, чтобы проволока по всей длине намеченного пути
наплавки не имела смещений от ее
направления. Устанавливают токо-
подвод в начале шва.
Нажатием кнопок «вниз» или «вверх» осуществляют подачу элект-
родной проволоки в то место основного металла, где должен начинаться
сварной шов. После чего включают тумблер «сварка» и открывают бун-
кер с флюсом.
Установка напряжения и тока сварки. На аппаратах типа
АДС-500 предусмотрено принудительное (автоматическое) регулирова
-
ние длины дуги, поэтому напряжение на дуге задается и автоматически
поддерживается постоянным и таким по величине, что скорость подачи
проволоки равна скорости ее плавления. В установке предусмотрено сту-
пенчатое изменение напряжения дуги и плавное – в пределах каждой
ступени. Заданное значение сварочного тока настраивают изменением
крутизны внешней характеристики источника тока.
Установка требуемой скорости
сварки. В автомате АДС-500 не-
обходимую скорость сварки устанавливают изменением числа оборотов
двигателя постоянного тока привода самоходной каретки.
Для этих целей используют потенциометр-регулятор, вынесенный
на пульт управления. После установления требуемой скорости сварки
на холостом ходу необходимо экспериментально проверить ее величину
путем замера времени прохождения автоматом пути 0,5 м.
Установка вылета электрода, высоты
слоя флюса. Вылет элект-
рода в автомате АДС-500 устанавливают с помощью специального меха-
низма для перемещения мундштука токоподвода.
Сварка. Нажатием кнопки «пуск» и включением сцепления каретки
через 2…3 с осуществляют начало сварки. Под флюсом возбуждается дуга
25
и производится выполнение сварного шва на установленном режиме.
При использовании автомата для сварки в защитном газе возбуждение дуги
и выполнение сварного шва осуществляется в защитном газе СО
2
.
Окончание сварки. Остановку каретки автомата осуществляют вык-
лючением рычага сцепления. Через 3…4 с нажатием кнопки «стоп»
до 1/2 ее посадки производят растяжку и обрыв дуги. Окончательно про-
цесс останавливают нажатием кнопки «стоп» до конца ее посадки после
обрыва дуги.
3. Исследование влияния силы сварочного тока и скорости сварки
на форму и геометрические размеры
сварного шва
Для получения качественного сварного шва заданных размеров
и формы необходимо правильно выбрать свариваемый металл, флюс, элек-
тродную проволоку, надлежащую разделку кромок и рациональный ре-
жим сварки.
Режим автоматической дуговой сварки под флюсом определяется
совокупностью параметров (сила сварочного тока, напряжение дуги, ско-
рость сварки, диаметр электродной проволоки, скорость подачи элект-
родной
проволоки, вылет электрода, угол наклона электрода).
Методика, применяемая для расчета параметров режима автомати-
ческой сварки, базируется на существующей взаимосвязи между геомет-
рическими размерами сварного шва и параметрами режима.
При выполнении данного раздела работы студенты эксперимен-
тально устанавливают характер влияния силы сварочного тока и скорос-
ти сварки на размеры сварного шва, а
также определяют коэффициент
наплавки и удельный расход флюса.
Рекомендуемая последовательность изучения:
1) под руководством учебного мастера на автомате АДС-500 осу-
ществить наплавку трех валиков на две составные пластины, изменяя
последовательно значения сварочного тока I при неизменной скорости
сварки V;
2) повторить опыт по наплавке трех валиков на пластины, изменяя
при этом скорость сварки
V и сохраняя неизменной силу сварочного
тока I;
3) после охлаждения составные пластины разрушить по линии
разъема и измерить геометрические размеры шва: глубину проплавле-
ния H, ширину шва В и выпуклость C;
26
4) вычислить коэффициент формы проплавления
пр
= В/H
и коэффициент формы валика
в
= В/С;
5) данные измерений и вычислений занести в таблицу
Номера
пары
пластин
Номер
валика
I,A V, м/ч h, мм В, мм С, мм
\
пр
\
в
1
1
2
3
2
1
2
3
6) по полученным данным построить графики зависимостей:
h = f(I); В = f(I); С = f(I);
= f(I);
в
= f(I);
h = f(V); В = f(V); С = f(V);
пр
= f(V);
в
= f(V),
сопоставить характер их изменения с данными справочной литературы
и дать объяснение полученным закономерностям.
Содержание отчета
1. Цель и задачи работы.
2. Схема и особенности процесса автоматической дуговой сварки.
3. Схема сварочных головок с приведением графика, иллюстриру-
ющего сущность принципа саморегулирования длины дуги.
4. Цель, методика и результаты исследования влияния параметров
режима сварки на
форму и размеры шва.
5. Выводы по работе.

27
Лабораторная работа № 3
ДУГОВАЯ СВАРКА В ЗАЩИТНЫХ ГАЗАХ
Цель лабораторной работы – изучение особенностей способов ду-
говой сварки в защитных газах, сварочного оборудования и техники вы-
полнения сварки.
При выполнении лабораторной работы необходимо:
1) ознакомиться с сущностью и особенностями способов дуговой
сварки в защитных газах;
2) изучить устройство, принципы работы и технологические воз-
можности
постов ручной аргонодуговой сварки неплавящимся электро-
дом и механизированной сварки в углекислом газе;
3) получить практическое представление о технических возмож-
ностях дуговой сварки в аргоне и углекислом газе.
Оснащение участка лабораторной работы:
оборудование – установка аргонодуговой сварки УДГ-1220, по-
луавтомат для сварки в углекислом газе ПДГ-120, секундомер, линейка
металлическая, керн, молоток, зубило, маркеры, металлическая щетка;
материалы – сварочная проволока марок Св-08А и Св-08Г2С
диаметром 0,8…1,6 мм, пластины из стали и алюминиевых сплавов;
плакаты – схемы процесса и постов дуговой сварки в защитных
газах;
справочная литература – выписки из технических описаний
и инструкций, справочники, ГОСТы.
1. Сущность и особенности способов дуговой сварки
в защитных газах
При сварке в защитном газе электрод, дуга и сварочная ванна защи-
щены от воздействия окружающего воздуха струей защитного газа.
В качестве защитных газов применяют инертные газы (аргон, гелий) и
активные газы (углекислый газ
, азот, водород и др.), для чего используют
иногда смеси двух газов и более. Наибольшее применение нашли аргон
и углекислый газ.
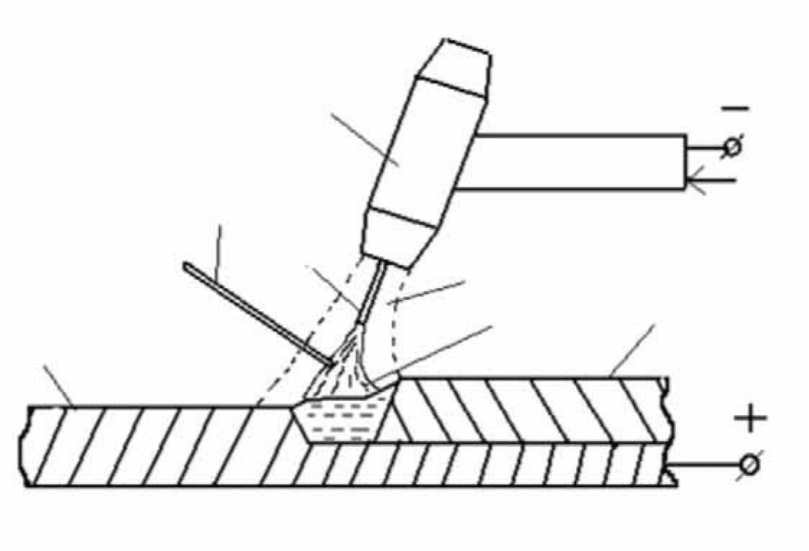
Аргонодуговая сварка. Сварку осуществляют неплавящимися и пла-
вящимися электродами. Сварку неплавящимся (вольфрамовым) элект-
родом ведут на постоянном токе прямой полярности (рис. 3.1). В этом
28
случае дуга легко зажигается и горит устойчиво при напряжении 12…18 В.
При обратной полярности возрастает напряжение дуги, уменьшается
устойчивость ее горения и снижается стойкость электрода.
1
7
2
3
6
5
4
Газ
Рис. 3.1. Схема процесса дуговой сварки в инертных газах:
1 – электрод; 2 – присадочная проволока; 3 – изделие; 4 – сварной шов;
5 – дуга; 6 – поток защитного газа; 7 – горелка
Однако при обратной полярности под воздействием дуги с поверх-
ности свариваемого металла удаляются оксиды. Это свойство дуги ис-
пользуют при сварке алюминия, магния и их сплавов, применяя для пи-
тания дуги переменный ток.
При сварке неплавящимся электродом на переменном токе сочета-
ются преимущества дуги на прямой и обратной полярностях. Для повы
-
шения эффективности и устойчивости процессов питание дуги перемен-
ным током осуществляют от специальных источников тока. Сварку
в аргоне плавящимся электродом выполняют на автоматах или в виде
механизированного варианта. Нормальное протекание процессов и хо-
рошее формирование шва достигается при высоких плотностях тока
(100 А/мм
2
и более), при этом перенос расплавленного металла с элект-
рода становится мелкокапельным или струйным, обеспечивается глубо-
кое проплавление основного металла, формирование плотного шва с ров-
ной и чистой поверхностью и разбрызгивание в допустимых пределах.
Сварку выполняют на постоянном токе обратной полярности. В данном
случае дуга горит устойчиво, так как ее электрические
свойства в значи-
29
тельной мере определяются наличием ионизированных атомов металла
электрода в столбе дуги.
Дуговая сварка в углекислом газе. Сварку в углекислом газе выпол-
няют только плавящимся электродом на повышенных плотностях посто-
янного тока обратной полярности. Такой режим обусловлен теми же осо-
бенностями переноса электродного металла и формирования шва, кото-
рые свойственны сварке плавящимся
электродом в аргоне.
При использовании СО
2
в качестве защитного газа необходимо учи-
тывать металлургические особенности процесса сварки, связанные
с окислительным действием СО
2
.
При высоких температурах сварочной дуги CO
2
диссоциирует
на СО и атомарный кислород О, который окисляет свариваемый металл
и легирующие элементы. Окислительное действие кислорода нейтрали-
зуется введением в проволоку дополнительного количества раскислите-
лей марганца и кремния. Они восстанавливают железо из закиси FeO,
а образующиеся окислы SiO
2
и MnO всплывают на поверхность свароч-
ной ванны и переходят в шлак. Поэтому для сварки в СО
2
углеродистых
и низколегированных сталей применяют сварочную проволоку с повы-
шенным содержанием этих элементов (Св-10ГС, Св-08Г2С).
Сварка в углекислом газе в ряде случаев рентабельнее ручной ду-
говой и некоторых видов сварки под флюсом. Она обладает высокой про-
изводительностью, большой проплавляющей способностью, малой ток-
сичностью и низкой себестоимостью.
2. Устройство,
принцип работы и технологические
возможности постов ручной аргонодуговой сварки
и механизированной сварки в СО
2
Изучению в лаборатории подлежат установка для аргонодуговой
сварки УД Г-301 и полуавтомат для сварки в углекислом газе ПДГ-305
или подобный ему. Упрощенная схема установки для ручной аргоноду-
говой сварки переменным током представлена на рис. 3.2. Она состоит
из источника питания дуги 1 (трансформатора), осциллятора 2, балласт-
ного реостата 3, баллона с защитным газом 4
, газоэлектрической горел-
ки 5, редуктора и контрольных приборов (амперметра, вольтметра, рас-
ходомера газа).
Источник питания с повышенным напряжением холостого хода
в сочетании с осциллятором необходим для легкого и быстрого возбуж-
30
дения дуги и ее устойчивого горения, так как потенциал возбуждения и
ионизация инертных газов значительно выше, чем у азота, кислорода и
паров металла.
1
4
2
3
5
6
Рис. 3.2. Упрощенная схема ручной аргонодуговой сварки переменным
током
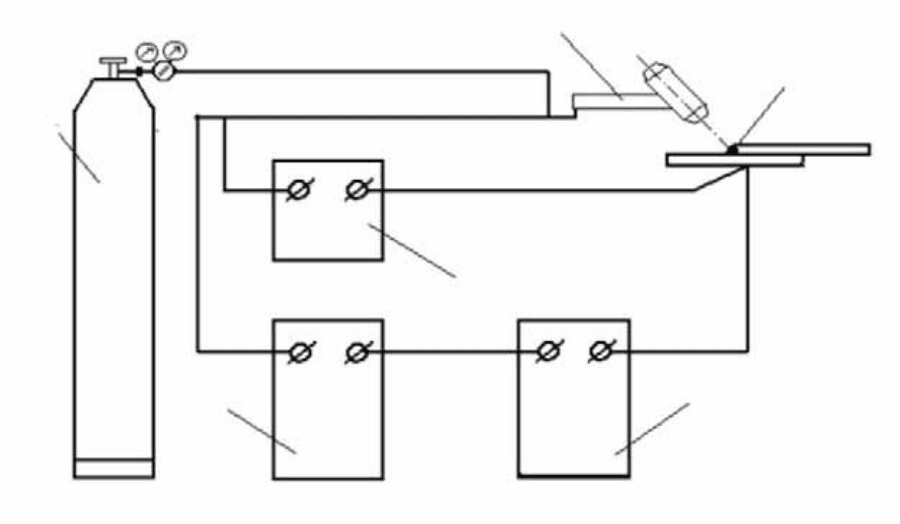
Изделие 10 (рис. 3.3) получают при использовании сварочного по-
луавтомата для сварки в СО
2
, который состоит из сварочной горелки 1,
подающего механизма 2, обеспечивающего поступление проволоки
в сварочную горелку по гибкому шлангу, блока управления процессом
сварки 3, который имеет электрическую связь со всеми элементами по-
луавтомата.
Сварочная горелка представляет собой ручной инструмент, обес-
печивающий направленную подачу проволоки, токоподвод к ней и газо-
вую защиту зоны
горения дуги. Защитный газ поступает в горелку из
баллона 4, проходя последовательно через подогреватель 5, редуктор-
расходомер 6 и отсекающий клапан 7. На сварочной горелке предусмот-
рена клавиша управления 8 для подачи сигналов в блок управления
о начале и окончании сварки. Остальные технологические команды вы-
дает блок управления (продувка шланга газом, включение
источника тока
9, подача проволоки и сварка, выключение тока и после некоторой вы-
держки – прекращение и подача газа).
В процессе ознакомления в лаборатории со схемами и натурными
образцами сварочного оборудования необходимо уделить внимание
назначению и устройству следующих элементов и узлов: