Галанина О.Д. Машины и технология основовязального производства
Подождите немного. Документ загружается.

щиальном журнале фиксирует обнаруженные дефекты для немед-
•ленного их исправления. Работы, проведенные при профилактиче-
ском ремонте, также отмечаются в этом журнале.
3. СРЕДНИЙ И КАПИТАЛЬНЫЙ РЕМОНТ
Средний и капитальный ремонты оборудования производятся
ремонтно-механическим отделом (РМО) фабрики по заранее со-
ставленному годовому графику. График ремонта составляется
начальником РМО совместно со старшим мастером цеха на основа-
нии предварительного осмотра оборудования и утверждается глав-
ным инженером фабрики. Порядок сдачи и приема сновального обо-
рудования такой же, как и при ремонте вязального оборудования *.
4. ТЕХНИЧЕСКИЕ УСЛОВИЯ НА ПРИЕМ
СНОВАЛЬНЫХ МАШИН ИЗ РЕМОНТА**
1. Все изношенные детали должны быть отремонтированы или
заменены новыми.
2. Форма навивки должна быть правильной и не иметь неров-
ностей.
3. Ход машины должен быть легкий; детали ее не должны
иметь перекоса и биения и во время работы не должны нагреваться.
4. Шестерни и фрикционные устройства должны работать
плавно.
5. Деревянные части не должны иметь трещин, заусениц и
щелей; рабочие поверхности должны быть покрыты лаком.
6. Все необработанные поверхности должны быть тщательно
зачищены.
7. Все ограждения должны быть установлены согласно пра-
вилам по технике безопасности.
8. Все части машины должны быть очищены от ржавчины и
грязи и окрашены.
9. Фрикционные диски при вращении не должны иметь биения.
10. Контрольно-натяжные приспособления должны быть выве-
рены и закреплены соответственно шпилькам для бобин.
11. Механизм укладки ленты должен правильно раскладывать
нити на барабане.
12. Натяжные приборы должны обеспечивать постоянное натя-
жение нити.
13. Автоматический электроостанов должен работать четко и
'безотказно.
* См. раздел третий, глава VII «Ремонт и обслуживание основовязального
оборудования».
** Технические условия на прием сновального оборудования из ремонта,
нормативы периодичности и нормы времени по ремонту, а также обт-ем ремонт-
ных работ для этого оборудования взяты из инструкций (МЛП СССР, Техни-
ческое управление, «Временные инструкции, положения и нормативы по капи
тальному и предупредительному ремонту оборудования трикотажных фабрик»,
Гизлегнром, 1952 г.).
14. Тормозные механизмы должны работать надежно.
15. Надиры и заусеницы на шейках валов и на рабочих пло-
скостях не допускаются.
16. Скорость машины должна соответствовать установленным
нормам.
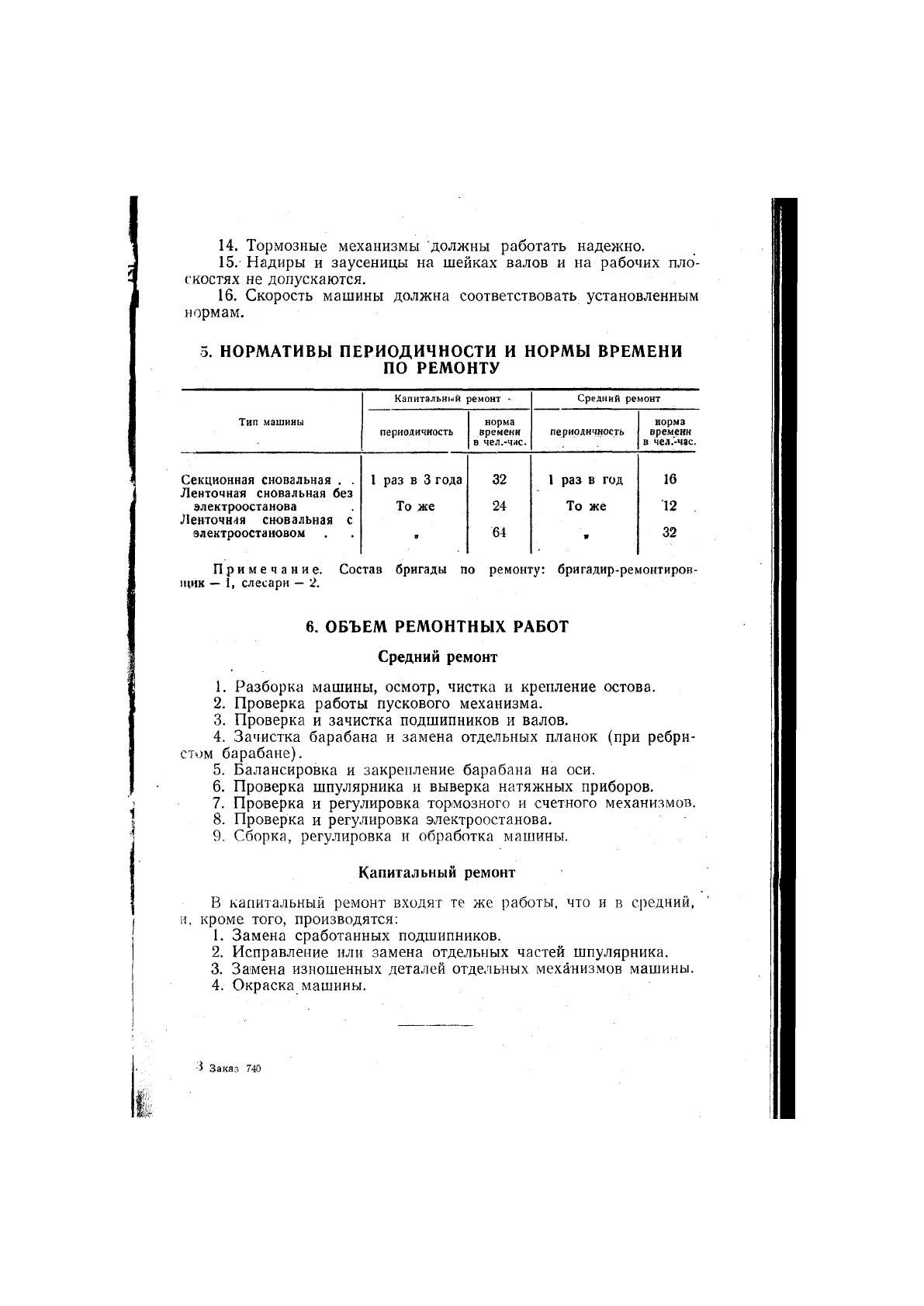
5. НОРМАТИВЫ ПЕРИОДИЧНОСТИ И НОРМЫ ВРЕМЕНИ
ПО РЕМОНТУ
Капитальный ;
ремонт -
Средний ремонт
Тип машины
норма норма
периодичность времени периодичность
времени
в чел.-чис.
в чел.-час.
Секционная сновальная . .
1 раз В 3 года 32
1 раз В год
16
Ленточная сновальная без
1 раз В 3 года
электроостанова То же 24 То же 12
Ленточная сновальная с
электроостановом
»
64
«
32
Примечание. Состав бригады по ремонту: бригадир-ремонтиров-
IUI1K — I, слесари — 2.
6. ОБЪЕМ РЕМОНТНЫХ РАБОТ
Средний ремонт
1. Разборка машины, осмотр, чистка и крепление остова.
2. Проверка работы пускового механизма.
3. Проверка и зачистка подшипников и валов.
4. Зачистка барабана и замена отдельных планок (при ребри-
стом барабане).
5. Балансировка и закрепление барабана на оси.
6. Проверка шпулярника и выверка натяжных приборов.
7. Проверка и регулировка тормозного и счетного механизмов.
8. Проверка и регулировка электроостанова.
9. Сборка, регулировка и обработка машины.
Капитальный ремонт
В капитальный ремонт входят те же работы, что и в средний,
и, кроме того, производятся:
1. Замена сработанных подшипников.
2. Исправление или замена отдельных частей шпулярника.
3. Замена изношенных деталей отдельных механизмов машины.
4. Окраска машины.
3 Заказ 740
РАЗДЕЛ ВТОРОЙ
ГЛАДКИЙ ОСНОВОВЯЗАНЫЙ ТРИКОТАЖ
Глава 1
ПЕТЛЕОБРАЗОВАНИЕ НА ОСНОВОВЯЗАЛЬНЫХ
МАШИНАХ
Процесс петлеобразования на основовязальных машинах осу-
ществляется вязальным способом и характеризуется следующим,
В отличие от трикотажного способа с последовательным обра-
зованием петель, каждый петельный ряд основовязаного трико-
тажа образуется не из одной нити, а из системы параллельно рас-
положенных нитей, называемых основой. Каждая из нитей основы
в петельном ряду, как правило, образует только одну петлю. Петли,
полученные из различных нитей основы, составляют горизонтальные
петельные ряды и вертикальные петельные столбики.
От порядка соединения петель, расположенных в различных пе-
тельных рядах, зависит строение вырабатываемого переплетения.
Форма петель и характер их соединения между собой опреде-
ляются в процессе петлеобразования и зависят в основном от по-
рядка прокладывания нитей основы на иглы.
Характерной чертой процесса петлеобразования на основовя-
зальных машинах является одновременное образование'петель на
всех иглах игольницы. Такой процесс петлеобразования называется
фронтальным в отличие от последовательного, когда образо-
вание петель на иглах игольницы происходит поочередно.
Все петли каждого петельного ряда, образованного из нитей
одной основы, продетых в одну гребенку, получаются одинаково, по-
этому рассмотрим процесс петлеобразования только на одной игле.
А. ПЕТЛЕОБРАЗОВАНИЕ НА МАШИНАХ
С КРЮЧКОВЫМИ ИГЛАМИ
1. ПЕТЛЕОБРАЗУЮЩИЕ ОРГАНЫ БЫСТРОХОДНОЙ
ОСНОВОВЯЗАЛЬНОЙ МАШИНЫ
К петлеобразующим органам относятся детали машины, кото-
рые принимают непосредственное участие в процессе петлеобразова-
ния. На быстроходной вертелке ими являются крючковая игла, пла-
тина, ушковая игла и пресс.
До установки на машине крючковые и ушковые иглы и платины
подвергаются нескольким дополнительным операциям, без которых
они не могут быть использованы для работы. Эти операции заклю-
чаются в заливке, калибровке и правке.
Все операции, связанные с заливкой, калибровкой и правкой
игольно-платинных изделий, проводятся в специально оборудован-
ном и изолированном помещении. В связи с появлением при за-
ливке вредных газов, над каждым электротигелем с расплавлен-
ным металлом устанавливается вытяжной вентилятор.
КРЛЧКеВАЯ ИГЛА
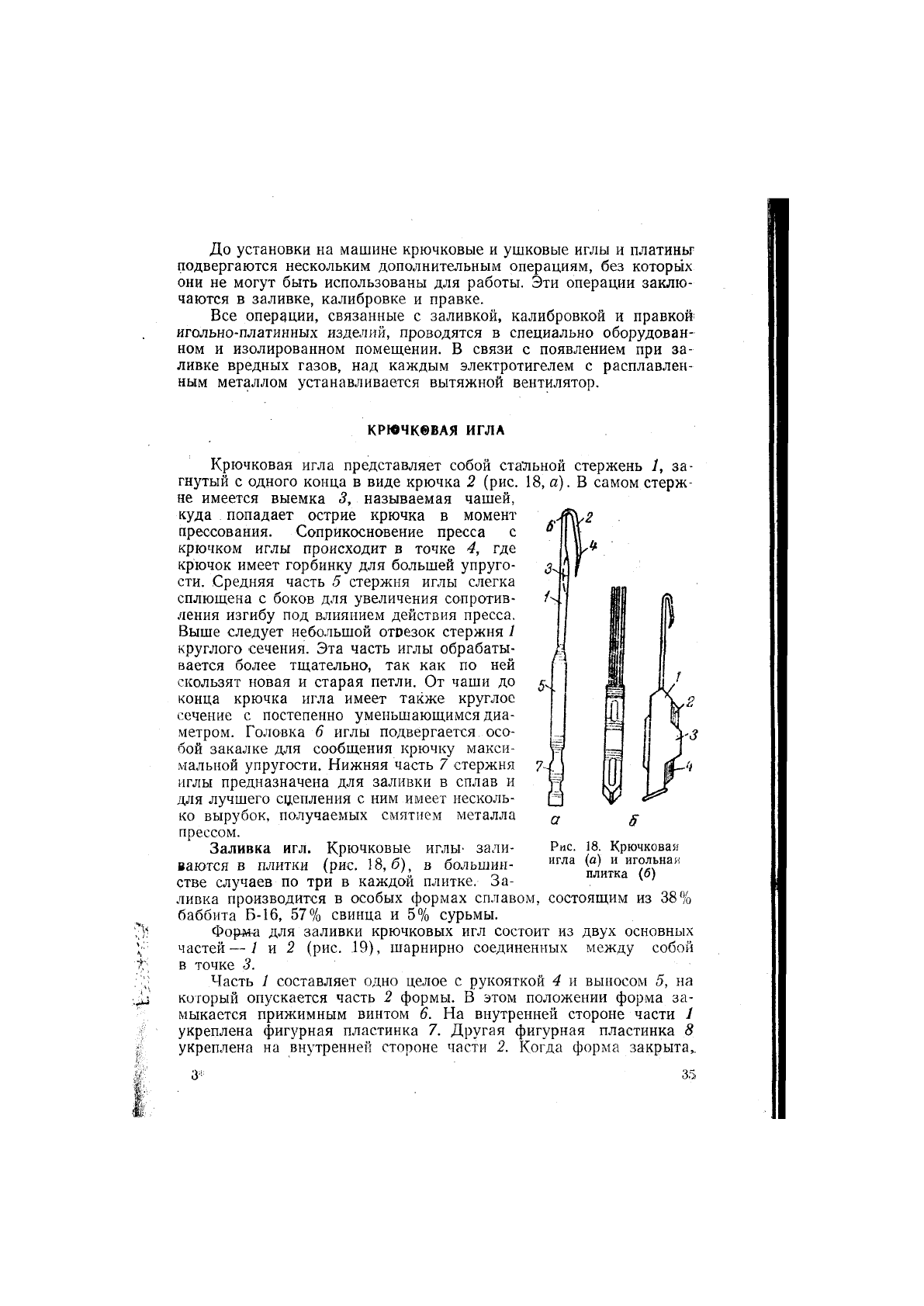
Крючковая игла представляет собой ста^льной стержень 1, за-
гнутый с одного конца в виде крючка 2 (рис. 18, а). В самом стерж-
не имеется выемка 3, называемая чашей,
куда попадает острие крючка в момент
прессования. Соприкосновение пресса с
крючком иглы происходит в точке 4, где
крючок имеет горбинку для большей упруго-
сти. Средняя часть 5 стержня иглы слегка
сплющена с боков для увеличения сопротив-
ления изгибу под влиянием действия пресса.
Выше следует небольшой отрезок стержня 1
круглого сечения. Эта часть иглы обрабаты-
вается более тщательно, так как по ней
скользят новая и старая петли. От чаши до
конца крючка игла имеет также круглое
сечение с постепенно уменьшающимся диа-
метром. Головка 6 иглы подвергается осо-
бой закалке для сообщения крючку макси-
мальной упругости. Нижняя часть 7 стержня
иглы предназначена для заливки в сплав и
для лучшего сцепления с ним имеет несколь-
ко вырубок, получаемых смятием металла
прессом.
Заливка игл. Крючковые игльг зали-
ваются в плитки (рис. 18, б), в большин-
стве случаев по три в каждой плитке. За-
Рис. 18. Крючковая
игла (а) и игольная
плитка (б)
ливка производится в особых формах сплавом, состоящим из 38%
баббита Б-16, 57% свинца и 5% сурьмы.
Форм-а для заливки крючковых игл состоит из двух основных
частей — 1 и 2 (рис. .19), шарнирно соединенных между собой
в точке 3.
Часть I составляет одно целое с рукояткой 4 и выносом 5, на
который опускается часть 2 формы. В этом положении форма за-
мыкается прижимным винтом 6. На внутренней стороне части 1
укреплена фигурная пластинка 7. Другая фигурная пластинка 8
укреплена на внутренней стороне части 2. Когда форма закрыта,,.

Рис. 19. Форма для заливки крюч-
ковых игл
пластинка S занимает положение, обозначенное на рисунке пунк-
тиром.
Заливка игл производится следующим образом.
В канавки выступа .9 пластинки 7 вкладывают три иглы (крюч-
ками вниз) так, чтобы головки игл проходили через отверстия вы-
ступа 10 и упирались в вертикаль-
ную плоскость 11. Проверив пра-
вильность положения игл, форму
закрывают и плотно завинчивают
прижимным винтом 6. Затем из
разливного ковша вливают в фор-
му предварительно расплавленный
в электротигле сплав. Сплав, за-
полняя пространство между ча-
стями 1 к 2 формы и фигурными
пластинками 7 и S, заливает вы-
ходящие из канавок выступа 9
концы игл. Влитый в форму сплав
быстро застывает, после чего рас-
крывают форму и удаляют из нее
залитую плитку. Извлеченные из.
формы плитки имеют в основании
воронкообразный прилив (лит-
ник), который отрезают остро-
губцами.
Калибровка игл. Для сохранения расстояния между центрами
крайних игл смежных плиток равным одному игольному делению не-
обходимо, чтобы расстояние от центра крайней иглы до края плитки
было равно половине игольного деления. Очевидно, что при малей-
шем отклонении в ту или
другую сторону игольный
таг будет нарущен.
В процессе работы
возможны случаи заливки
бо.лес «полных» (широких)
плиток, что является резуль-
татом недостаточно точной
наладки формы. Такие плит-
ки ни в коем случае не дол-
жны поступать на машину.
Проверку залитых пли-
ток по ширине производят
особой калиброванной ско-
бой (рис. 20), которая ряс-
считана на определенное их
количество. В этом случае, если проверяемая группа плиток слиш-
ком свободно размещается в скобе, то плитки совершенно не при-
годны к работе. Если же плитки «полные» и не входят в калибр,
следует аккуратно подточить боковые плоскости каждой плитки на
Рис. 20. Калиброванная скоба:
/ скоба-калибр; 2 —плита; 3 — игольные плитки
личной пиле. При нормальной ширине плиток вся группа их должна
разместиться в скобе так, чтобы боковые плоскости смежных пли-
ток плотно прилегали друг к другу.
Правка игл. Элементарным условием для нормальной работы
машины является правильное расположение крючковых игл как в
одной плитке, так и в группе плиток. Для достижения этого усло-
вия все иглы после заливки подвергают правке. Цель правки за-
ключается в том, чтобы придать иглам стфогую параллельность по
всей длине незалитой части стержня и выровнять их по одной пря-
мой линии по фронту как по стержню, так и по головкам. Эта
операция производится плоскогубцами. Предварительно каждую
пару игольных плиток правят в руках по игольному шагу, выравни-
вая расстояние между стержнями игл. При этом, чтобы не было
отклонения всех игл в одну сторону, при сохранении одинакового
расстояния между ними иглы правят способом «на четыре стороны».
Для этого сначала выправляют иглы, держа обе плитки в левой
руке спинками вверх. Затем плитки меняют местами (правую плит-
ку перекладывают налево, а левую — направо) и вновь проверяют
параллельность; игл' и сохранение игольного шага в стыках между
плитками. После этого одну из плиток переворачивают спинкой вниз
и в этом положении производят правку игл. Затем перевернутую
плитку ставят на место неперевернутой. В каждом из указанных
положений выправляют замеченные отклонения в параллельности
и игольном шаге.
Игольные плитки, выправленные «на четыре стороны», наби-
рают в специальный шаблон, представляющий собой одну секцию
игольного бруса машины соответствующего класса. Удерживая
шаблон в вертикальном положении, производят правку игл таким
образом, чтобы головки их на всем протяжении шаблона распола-
гались на одной прямой линии (по фронту); затем, повернув шаб-
лон в горизонтальное положение, крючками вверх, правят крючки
игл так, чтобы они находились на одной прямой линии со стерж-
нями игл. Одновременно выравнивают расстояния их от чаши.
Основные требования к крючковой игле. К крючковой игЛс
предъявляются следующие основные требования:
1. Размеры иглы должны отвечать допускам, установленным
в действующих технических условиях.
2. Не допускаются: наличие острых граней, зазубрин, раковин,
следов грубой шлифовки и коррозии, могущих вызвать поврежде-
ние элементарных волокон пряжи или затруднить движение петель
!га рабочих частях.
3. Стержень иглы должен быть прямым.
4. Крючок должен быть прямым при осмотре сверху. Отклоне-
ние конца крючка от середины чаши не должно превышать 20%
от внутренней ширины чаши.
5. При осмотре иглы со стороны спинки головка крючка не
должна отклоняться от средней плоскости стержня иглы более чем
па 0,1 мм.
6. Расхождение средних плоскостей стержня, пятки и крючка
не должно быть более 4°.
7. Плющение стержня должно быть симметричным.
8. Внутренняя поверхность чаши в месте соприкосновения
с крючком должна быть гладкой, без зазубрин, заусениц и других
дефектов.
9. Залитая плитка не должна иметь раковин в сплаве как на
поверхности, так и между залитыми иглами.
10. Концы головок игл должны располагаться по одной прямой
линии. •
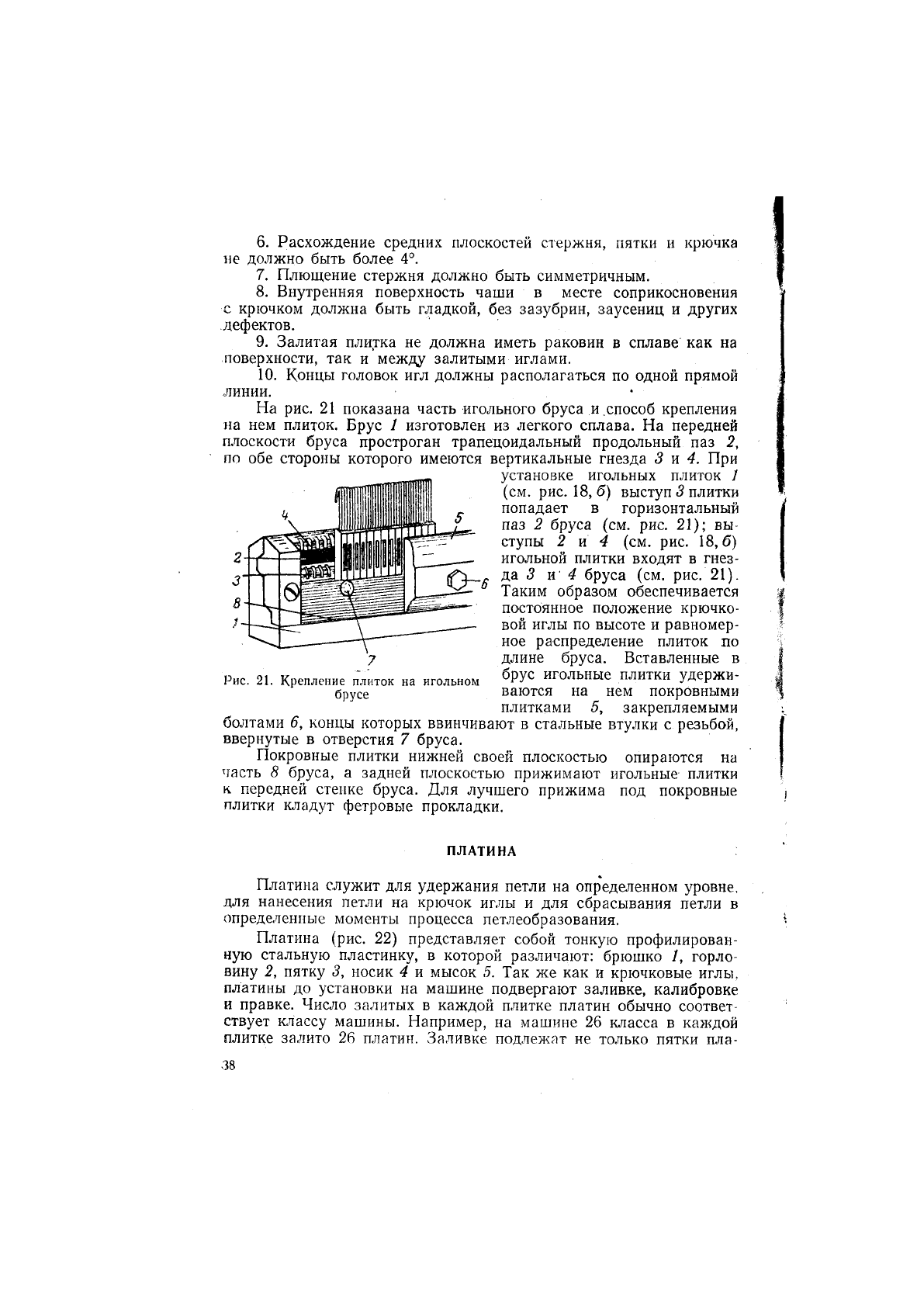
На рис. 21 показана часть игольного бруса и,способ крепления
на нем плиток. Брус 1 изготовлен из легкого сплава. На передней
плоскости бруса простроган трапецоидальный продольный паз 2,
по обе стороны которого имеются вертикальные гнезда 3 vl 4. При
установке игольных плиток 1
(см. рис. 18, б) выступ 5 плитки
попадает в горизонтальный
паз 2 бруса (см. рис. 21); вы
ступы 2 и 4 (см. рис. 18, б)
игольной плитки входят в гнез-
да 5 Я' 4 бруса (см. рис. 21).
Таким образом обеспечивается
постоянное положение крючко-
вой иглы по высоте и равномер-
ное распределение плиток по
длине бруса. Вставленные в
брус игольные плитки удержи-
ваются на нем покровными
плитками 5, закрепляемыми
болтами 6, концы которых ввинчивают в стальные втулки с резьбой,
ввернутые в отверстия 7 бруса.
Покровные плитки нижней своей плоскостью опираются на
часть 8 бруса, а задней плоскостью прижимают игольные плитки
к передней стенке бруса. Для лучшего прижима под покровные
плитки кладут фетровые прокладки.
Рис. 21. Крепление плиток на игольном
брусе
ПЛАТИНА
Платина служит для удержания петли на определенном уровне,
для нанесения петли на крючок иглы и для сбрасывания петли в
определенные моменты процесса петлеобразования.
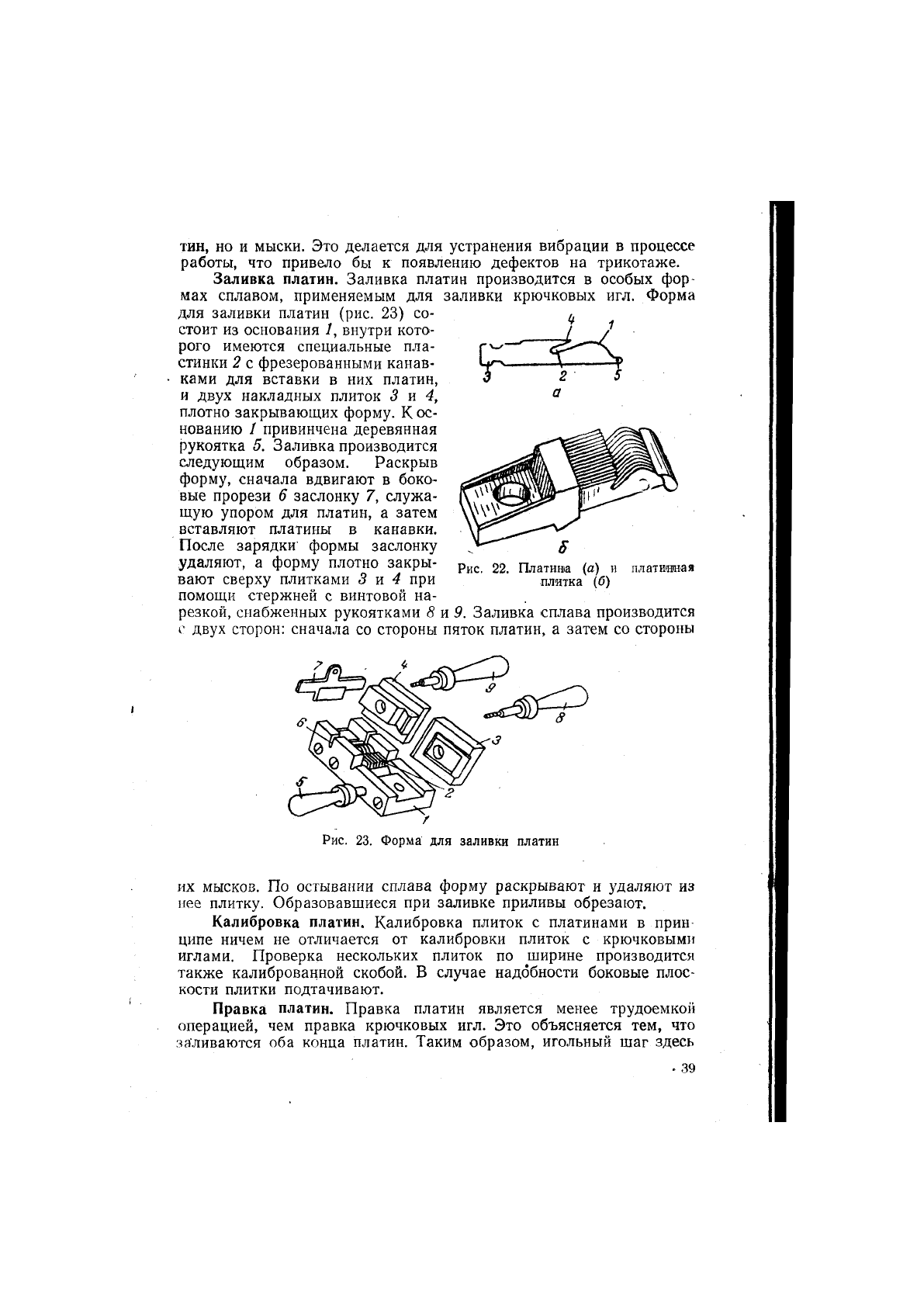
Платина (рис. 22) представляет собой тонкую профилирован-
ную стальную пластинку, в которой различают: брюшко 1, горло-
вину 2, пятку 3, носик 4 и мысок 5. Так же как и крючковые иглы,
платины до установки на машине подвергают заливке, калибровке
и правке. Число залитых в каждой плитке платин обычно соответ^
ствует классу машины. Например, на машине 26 класса в каждой
плитке залито 26 платин. Заливке подлежат не только пятки пла-
тин, но и мыски. Это делается для устранения вибрации в процессе
работы, что привело бы к появлению дефектов на трикотаже.
Заливка платим. Заливка платин производится в особых фор-
мах сплавом, применяемым для заливки крючковых игл. Форма
для заливки платин (рис. 23) со-
стоит из основания 1, внутри кото-
рого имеются специальные пла-
стинки 2 с фрезерованными канав-
ками для вставки в них платин,
и двух накладных плиток 3 и 4,
плотно закрывающих форму. К ос-
нованию / привинчена деревянная
рукоятка 5. Заливка производится
следующим образом. Раскрыв
форму, сначала вдвигают в боко-
вые прорези 6 заслонку 7, служа-
щую упором для платин, а затем
вставляют платины в канавки.
После зарядки формы заслонку
удаляют, а форму плотно закры-
вают сверху плитками 3
w.
4 при
помощи стержней с винтовой на-
резкой, снабженных рукоятками S и 9. Заливка сплава производится
с двух сторон: сначала со стороны пяток платин, а затем со стороны
Рис. 22. Платива (о) и платинная
плитка (б)
Рис. 23. Форма для заливки платин
их мысков. По остывании сплава форму раскрывают и удаляют из
iiee плитку. Образовавщиеся при заливке приливы обрезают.
Калибровка платин. Калибровка плиток с платинами в прин
ципе ничем не отличается от калибровки плиток с крючковыми
иглами. Проверка нескольких плиток по ширине производится
также калиброванной скобой. В случае надобности боковые плос-
кости плитки подтачивают.
Правка платин. Правка платин является менее трудоемкой
операцией, чем правка крючковых игл. Это объясняется тем, что
заливаются оба конца платин. Таким образом, игольный шаг здесь
уже выдержан при заливке. Тщательному контролю при этом под-
;!ергают носики и брюшки платин. Концы носиков платин должны
'СХОДИТЬСЯ на одной прямой линии и располагаться в той же пло-
скости, что и соответствующая платина. /
Основные требования к платине. К платине предъявляются сле-
дующие. основные требования:
1. Размеры платин должны отвечать допускам согласно дей-
ствующим техническим условиям.
2. Платины должны быть хорошо отполированы,' и на их по-
верхности, в особенности в местах соприкосновения с пряжей, не
должно быть раковин, коррозии, острых граней, забоев, заусениц
и других дефектов.
3. Внутренний радиус не должен выступать за внешний контур
нлатины более чем на толщину платины.
4. Кривизна плоскости не должна превышать 0,1 мм.
5. Залитая плитка с платинами не должна иметь раковин
в сплаве как на поверхности, так и между залитыми платинами.
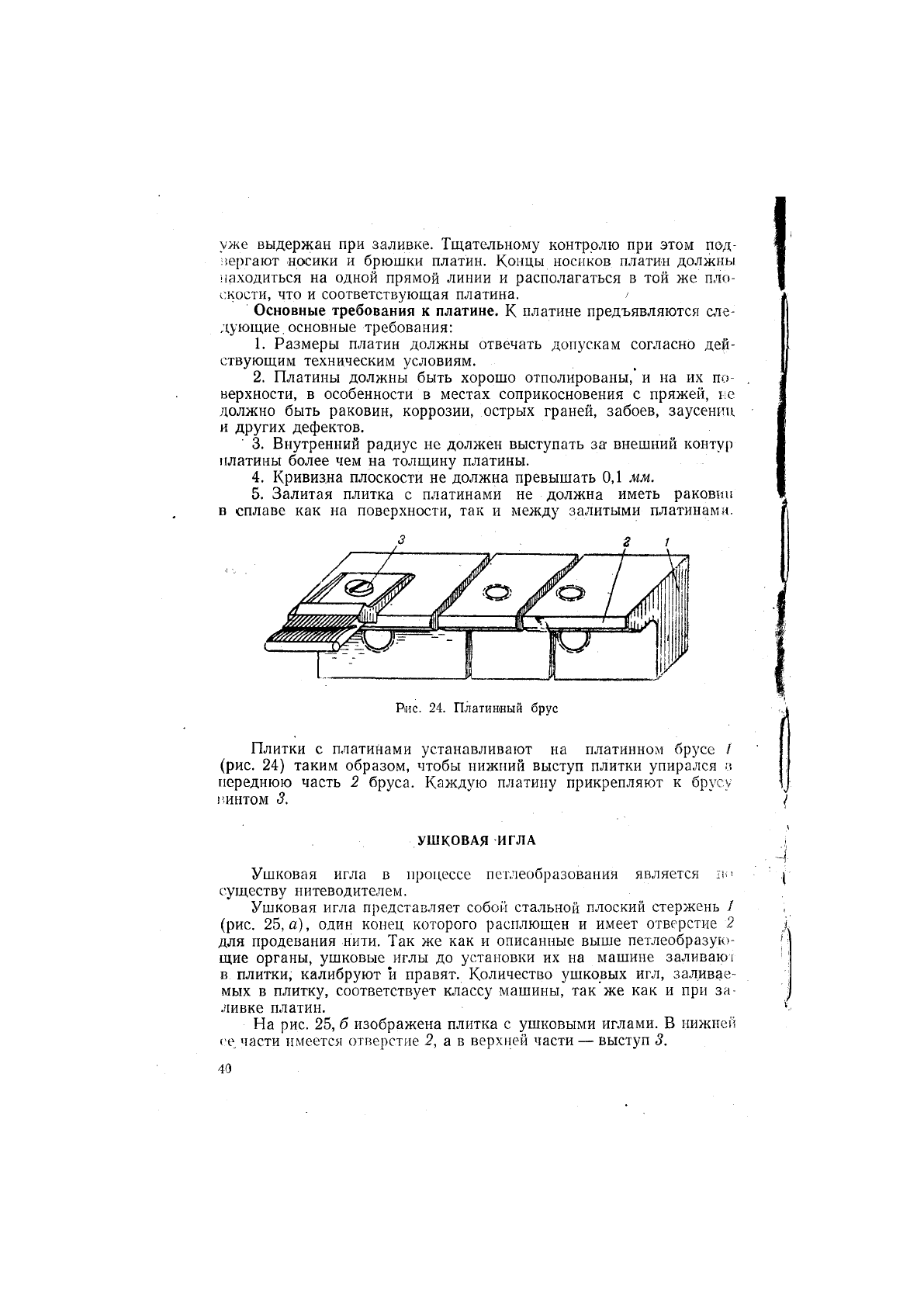
Рте. 24. Платианый брус
Плитки с платинами устанавливают на платинном брусе /
(рис. 24) таким образом, чтобы нижний выступ плитки упирался а
переднюю часть 2 бруса. Каждую платину прикрепляют к брусу
г.интом 3.
УШКОВАЯ ИГЛА
Ушковая игла в процессе петлеобразования является цп
существу нитеводителем.
Ушковая игла представляет собой стальной плоский стержень I
(рис. 25, а), один конец которого расплющен и имеет отверстие 2
для продевания нити. Так же как и описанные выше петлеобразую-
щие органы, ушковые иглы до установки их на машине заливаю!
в плитки, калибруют и правят. Количество ушковых игл, заливае-
мых в плитку, соответствует классу машины, так'же как и при за-
•яивке платин.
На рис. 25, б изображена плитка с ушковыми иглами. В нижней
се, части имеется отверстие 2, а в верхней части — выступ 3.
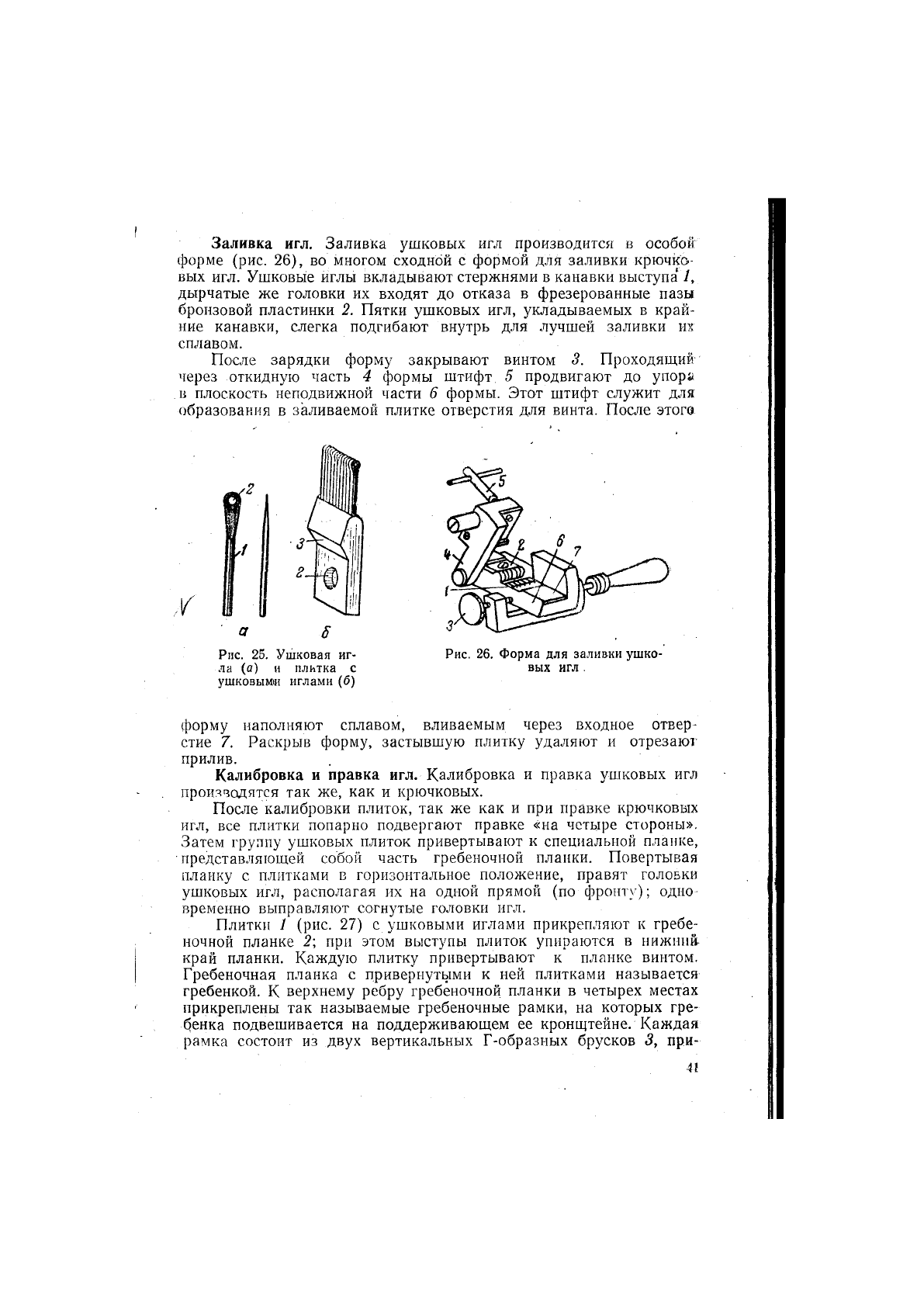
Заливка игл. Заливка ушковых игл производится в особой
форме (рис. 26), во многом сходной с формой для заливки крючко-
вых игл. Ушковые иглы вкладывают стержнями в канавки выступа' 1,
дырчатые же головки их входят до отказа в фрезерованные пазы
бронзовой пластинки 2. Пятки ушковых игл, укладываемых в край-
ние канавки, слегка подгибают внутрь для лучшей заливки их
сплавом.
После зарядки форму закрывают винтом 3. Проходящий
через откидную часть 4 формы штифт, 5 продвигают до ynopsi
в плоскость неподвижной части 6 формы. Этот штифт служит для
образования в заливаемой плитке отверстия для винта. После этого
Y
Рнс. 25. Ушковая иг-
ла (а) и плитка с
ушковыми иглами (б)
Рис. 26. Форма для заливки ушко-
вых игл .
форму наполняют сплавом, вливаемым через входное отвер-
стие 7. Раскрыв форму, застывшую плитку удаляют и отрезают
прилив.
Калибровка и правка игл. Калибровка и правка ушковых игл
производятся так же, как и крючковых.
После калибровки плиток, так же как и при правке крючковБ1х
игл, все плитки попарно подвергают правке «на четыре стороны».
Затем группу ушковых плиток привертывают к специальной планке,
•представляющей собой часть гребеночной планки. Повертывая
планку с плитками в горизонтальное положение, правят ГОЛОБКИ
ушковых ИГЛ, располагая их на одной прямой (по фронту); одно-
временно выправляют согнутые головки игл.
Плитки 1 (рис. 27) с ушковыми иглами прикрепляют к гребе-
ночной планке 2; при этом выступы плиток упираются в иижний-
край планки. Каждую плитку привертывают к планке винтом.
Гребеночная планка с привернутыми к ней плитками называется
гребенкой. К верхнему ребру гребеночной планки в четырех местах
прикреплены так называемые гребеночные рамки, на которых гре-
бенка подвешивается на поддерживающем ее кронщтейне. Каждая
рамка состоит из двух вертикальных Г-образных брусков 3, прн-