Должиков В.П. Основы программирования и наладки станков с ЧПУ
Подождите немного. Документ загружается.

31
G92 * Установка значений координат. Подготовительную функ-
цию G92 можно использовать как с осевой (координатной) информаци-
ей, так и без нее. При наличии осевой информации (например, X0Y0),
указанные значения координат становятся текущими в точке, в которой
находится в данный момент инструмент. При отсутствии осевой ин-
формации все значения координат преобразуются в систему координат
станка
, при этом аннулируются все коррекции и смещения нуля.
G93 к Программирование времени. При применении функции
G93 информация, записанная по адресу F, воспринимается как время
отработки в кадре линейной или круговой интерполяции.
G94 к Подача в миллиметрах в минуту.
G194 к Программирование скорости (подачи, частоты враще-
ния) с адаптацией ускорения. Функция G194 позволяет увеличить
по-
дачу или частоту вращения шпинделя на величину, записанную по ад-
ресу F или S постепенно, к концу кадра, в котором она записана.
G95 к Подача в миллиметрах на оборот.
G96 л Постоянная скорость резания. Команда G96 указывает, что
число, записанное по адресу S в слово «Скорость шпинделя», равно ско-
рости резания в метрах в
минуту. Частота вращения шпинделя регулиру-
ется автоматически с целью поддержания постоянной скорости резания.
G97 л Обороты в минуту. Отменяет команду G96.
G301 а Инициация осциллирующего движения. Данный вид
движения применяется при высокоскоростной обработке для уменьше-
ния динамических нагрузок на инструмент. Вначале записывается кадр
с функцией G350.
G350 а Определение параметров осциллирующего движения
.
Кадр записывается в следующей последовательности: G350 OscX
URP200 LRP100 OF5, где OscX – осциллирующая ось Х, URP200 –
верхняя точка гармоники в мм, LRP100 – нижняя точка гармоники в мм,
OF5 – частота осциллирующего движения в 1/с.
В кадре инициации осциллирующего движения: G301 X100 Y10 F20,
где по осям X и Y задана линейная интерполяция, а по адресу F подача.
П р и м е ч а н и я
1. В предыдущем тексте выделено наименование подготовитель-
ных функций.
2. Функции G25...G29, G36...G39 постоянно не определены и пред-
назначены для индивидуального использования в конкретных УЧПУ.
Эти функции при пересмотре ГОСТ 20999–83 никакие значения пред-
писаны не будут.
32
3. Функции G05, G07, G10...G16, G20...G24, G30...G32, G64...G79,
G98,G99 не определены и предназначены для индивидуального исполь-
зования в конкретных УЧПУ. Однако в будущем при пересмотре ГОСТ
20999–83 за ними могут быть закреплены определенные значения.
4. Если в конкретных УЧПУ при прямоугольном формообразова-
нии функции коррекции инструмента не используются, то функции
G43...G52 становятся неопределенными и могут быть использованы для
специальных
значений.
5. Если в конкретных УЧПУ функции G53...G63 в прямом значении
не используются, то они становятся неопределенными и могут быть
использованы для специальных значений.
6. Функции обозначенные одной буквой (а, д, ф и т. д.), принадле-
жат к одной группе и заменяются только функциями своей группы.
7. Функции, обозначенные признаком * (G04, G08, G09, G63, G92),
действуют только в
том кадре, в котором они записаны.
8. Все остальные функции, один раз записанные, действуют посто-
янно, до ввода следующей функции, обозначенной той же буквой. На-
пример, функция G00 действует до тех пор, пока в УП не будут записа-
ны функции G01, G02, G03 или G06; функция G60 действуют до ввода
функций G61 или G62.
9. Функция G43...G52, обозначенные (д) отменяются (
или заменя-
ются) функциями G40...G42, обозначенные буквой д без скобок, однако
допускается, что функции G43...G52 могут отменить (или заменить)
друг друга.
1.8. Программирование циклов
В связи с расширением функциональных возможностей современ-
ных станков с ЧПУ появилась необходимость дополнить список стан-
дартных макрокоманд (постоянных циклов G81…G89 по ГОСТ 20999-
83) новыми, расширяющими функциональные возможности станков и
облегчающими разработку управляющих программ. Производители
устройств ЧПУ по-разному решают эти задачи. В устройствах ЧПУ
SINUMERIK 840D фирмы SIEMENS постоянные циклы выведены из
состава
подготовительных функций. Постоянные циклы программиру-
ются под общим названием CYCLE или другими словами, обозначаю-
щими последовательность обработки (табл. 1).
Программирование цик-
ла сводится к заполнению специальной таблицы, в которой указываются
все перемещения инструмента в цикле, глубина врезания, число прохо-
дов, наличие чистового прохода, подача при врезании, основная рабочая
подача, подача ускоренных перемещений и др

33
В управляющей программе записывается два кадра. В первом кадре
инструмент перемещается в точку, из которой начинается действие цик-
ла. Во втором кадре записывается название цикла и делается переход
для заполнения таблицы. В таблице запишется последовательность слов,
описывающий процесс обработки. При выходе из таблицы все парамет-
ры обработки, в виде чисел, автоматически
будут перенесены во второй
кадр после названия цикла.
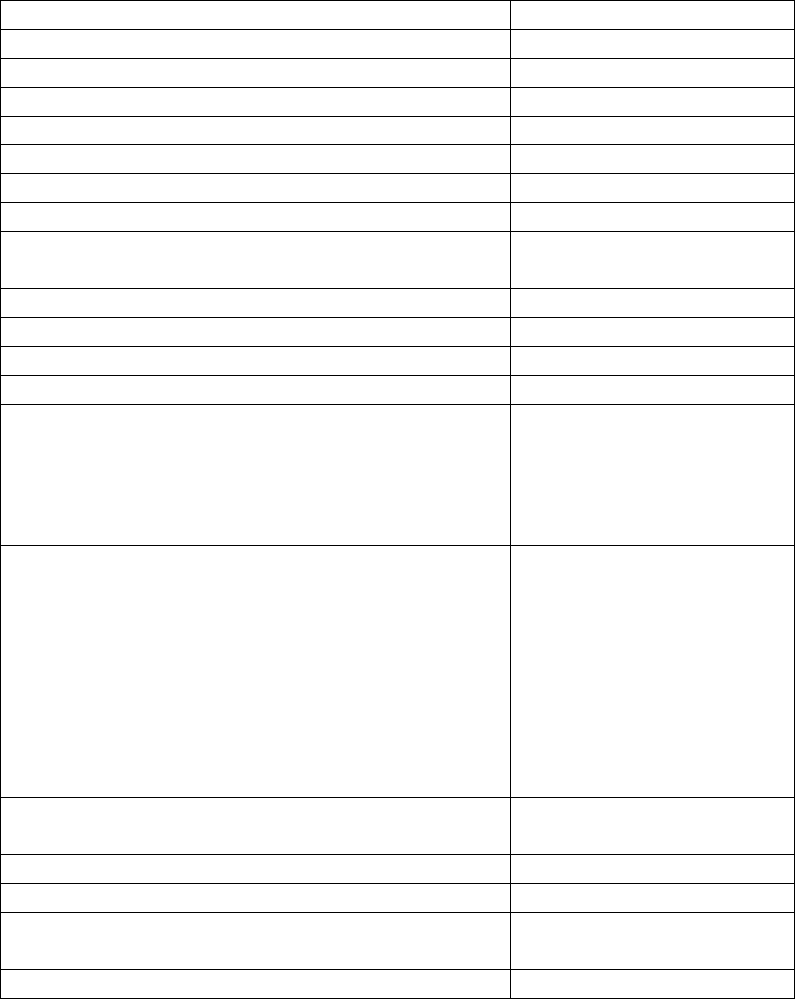
Таблица 1
Циклы комплекса УЧПУ SINUMERIK 840D – станок EMCO MILL155
Циклы Названия циклов
CYCLE71 Фрезерование плоскости заготовки торцовой фрезой
CYCLE72 Фрезерование заданного контура концевой фрезой
CYCLE76 Фрезерование прямоугольного выступа концевой фрезой
CYCLE77 Фрезерование кругового выступа (бобышки) концевой
фрезой
CYCLE81 Сверление, центрование
CYCLE82 Сверление, зенкование
CYCLE83 Сверление глубоких отверстий
CYCLE84 Жесткое нарезание внутренней резьбы
CYCLE840 Нарезание внутренней резьбы с компенсирующим патро-
ном
CYCLE85 Растачивание 1
CYCLE86 Растачивание 2
CYCLE87 Растачивание 3
CYCLE88 Растачивание 4
CYCLE89 Растачивание 5
CYCLE90 Резьбофрезерование
HOLES1 Сверление ряда отверстий
HOLES2 Сверление ряда по окружности
LONG-
HOLE
Фрезерование параллельных пазов или пазов по окружно-
сти
POCKET1 Фрезерование концевой фрезой прямоугольного колодца
POCKET2 Фрезерование концевой фрезой кругового колодца
POCKET3 Фрезерование концевой фрезой прямоугольного колодца
POCKET4 Фрезерование концевой фрезой кругового колодца
SLOT1 Фрезерование концевой фрезой пазов перпендикулярных
к окружности
SLOT2 Фрезерование концевой фрезой круговых пазов
34
В описании циклов есть ряд схожих параметров:
• базовая (референтная) плоскость RFP – это верхняя плоскость
(поверхность) заготовки;
• плоскость безопасности, отстоящая на безопасном расстоянии
SDIS от базовой (1…5 миллиметров, в зависимости от допуска на тол-
щину заготовки);
• плоскость отвода RTP, отстоящая от базовой еще дальше, чем
плоскость безопасности (2…10 миллиметров);
• глубина обработки DP относительно
базовой плоскости;
• глубина обработки DPR относительно нулевой точки;
• значение координат X и Y (для G17), определяющих координа-
ты оси отверстия или точки начала цикла.
1.8.1. Технологические решения в циклах
С целью унификации технологических решений в циклах реализо-
ваны элементы технологии – стандартные подциклы.
AS1/AS2
AS1/AS2
R
Заготовка
аб
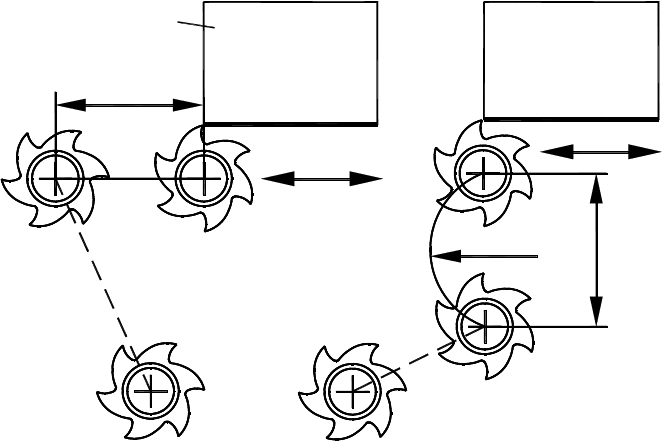
Рис. 1.12. Подвод AS1 и отвод AS2 фрезы
Подциклы подвода-отвода инструмента AS1 и AS2 (рис. 1.12)
применяется при фрезеровании и определяют способ подвода и отвода
инструмента от заготовки. Подциклы AS1/AS2 программируются в цик-
ле двузначным числом при заполнении таблицы. В разряде единиц за-
писывается числа, определяющие по какому типу линии происходит
подвод: 1 – по прямой линии (рис. 1.12, а), 2 – по половине окружности
(рис
. 1.12. б), 3 – по четверти окружности. В разряде десятков описыва-
ется пространственная траектория: 1 – подвод в плоскости, 2 – подвод в
35
пространстве. Если отвод AS2 не записан, принимается то же число, что
и для AS1. Для обработки наружного контура часто принимают значе-
ние 11, как для подвода, так и для отвода. То есть, подвод производится
по прямой линии и в одной плоскости. Для обработки внутреннего кон-
тура применяют подвод и отвод как по прямой, так
и по радиусу. Вели-
чина перемещения программируется словами LP1 и LP2. LP1 – длина
траектории подвода (по прямой) или радиус траектории центральной
точки фрезы дуги подвода (по окружности). LP2 – длина траектории от-
вода (по прямой) или радиус траектории центральной точки фрезы дуги
подвода (по окружности).
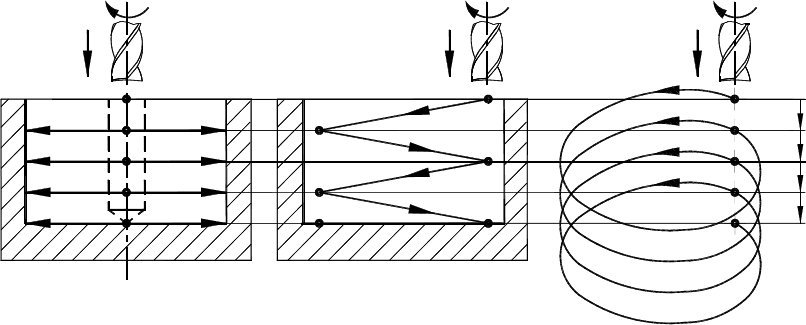
Подцикл врезания фрезы VARI. Обработка карманов (колодцев)
связана с некоторыми технологическими
трудностями. Так как фреза не
может вертикально врезаться в металл как сверло, то применяют соот-
ветствующие технологические приемы. Врезание вращающейся фрезы в
сплошной материал необходимо выполнять либо в заранее просверлен-
ное отверстие (рис. 1.13, а), либо по наклонной прямой с небольшим уг-
лом наклона (рис. 1.13, б), либо по спирали (рис. 1.13, в).
Эти техноло-
гии реализованы в подцикле VARI. Здесь же программируется несколь-
ко видов обработки: только черновая обработка, только чистовая обра-
ботки и полный цикл – черновая обработка с оставлением небольшого
припуска для чистовой обработки, а затем чистовая.
в
б
а
4
3
21
Рис. 1.13. Способы врезания фрезы в заготовку:
а – по заранее просверленному отверстию, б – по наклонной линии,
в – по дуге окружности; 1, 2, 3, 4 – разделение припуска на части
При заполнении таблицы подцикл VARI программируются в цикле
двузначным числом. В разряде единиц записывается числа, определяю-
щие вид обработки: 1 – обработка до припуска на чистовую обработку,
2 – чистовая обработка. В разряде десятков определяется, какой тип вре-
зания будет реализован: 1 – по заранее просверленному отверстию и с ра-
бочей подачей, 2 – по наклонной линии, 3 – по
дуге окружности.

36
1.8.2. Программирование циклов
Цикл CYCLE 81 для центрования и сверления отверстий (рис.
1.14). При программировании CYCLE 81 вначале записывается кадр вы-
вода инструмента в точку 0 начала цикла. В следующем кадре записы-
ваем CYCLE 81 и переходим к заполнению таблицы (табл. 2). В резуль-
тате во втором кадре цикла в скобках запишутся параметры RTP, RFP,
SDIS, DP, DPR в виде ряда чисел: (2,0,1–6,0). Данный цикл часто ис-
пользуют в совокупности с другими циклами: HOLES1, HOLES2.
5,
9
7
9
8
7
3
SDIS
Референтная плоскость RFP
Плоскость отвода RTP
MID
L
DP
6
5,
4,
3,
2,
1,
0
1
0
ба
100
100
R
PO
PA
0X
Y
Рис. 1.14 Описание цикла CYCLE 81
Для программирования ряда отверстий производителями разрабо-
тан специальный цикл HOLES1 (рис. 1.15). В цикле реализован алго-
ритм описания расположения отверстий на детали, а само отверстие
формируется другим циклом, например, циклом CYCLE 81.
Таблица 2
Программирование CYCLE 81
Параметры Величина параметра
в миллиметрах
Плоскость отвода, RTP, абсолютно 2
Референтная плоскость, RFP, абсолютно 0
Безопасное расстояние, SDIS 1
Глубина сверления, DP, абсолютно –6
Глубина сверления, DPR 0

37
0
X
90
100
D
B
H
F
D
I
S
STA1
Y
SPCA
SPCO
Абсцисса начальной
точки SPCA, мм
14
Ордината начальной
точки SPCO, мм
28
Угол наклона ряда STA1 30
Расстояние от начальной точ-
ки до первого отверстия FDIS,
мм
35
Расстояние между
отверстиями DBH, мм
20
Число отверстий NUM 3
Рис. 1.15. Описание цикла HOLES1
Цикл HOLES1 удобно использовать при сверлении печатных плат с
рядами отверстий, ориентированных параллельно или наклонно к осям
координат. В кадре параметры цикла запишутся в следующем порядке:
(SPCA, SPCO, STA1, FDIS, DBH, NUM).
Для отверстий, расположенных по окружности разработан
цикл
HOLES2
. Он находит применение при программировании сверления
отверстий под крепление радиодеталей (микросхем), выводы которых
расположены по окружности.
В кадре управляющей программы параметры цикла запишутся в
следующей последовательности: HOLES2 (CPA, CPO, RAD, STA1,
INDA, NUM), где CPA, CPO – центр окружности радиусом RAD, на ко-
торой расположены оси отверстий; STA1 – начальный угол первого от-
верстия относительно оси X; INDA – угол индексации, если INDA =0, то
отверстия распределяются равномерно
по окружности, NUM – число
отверстий.
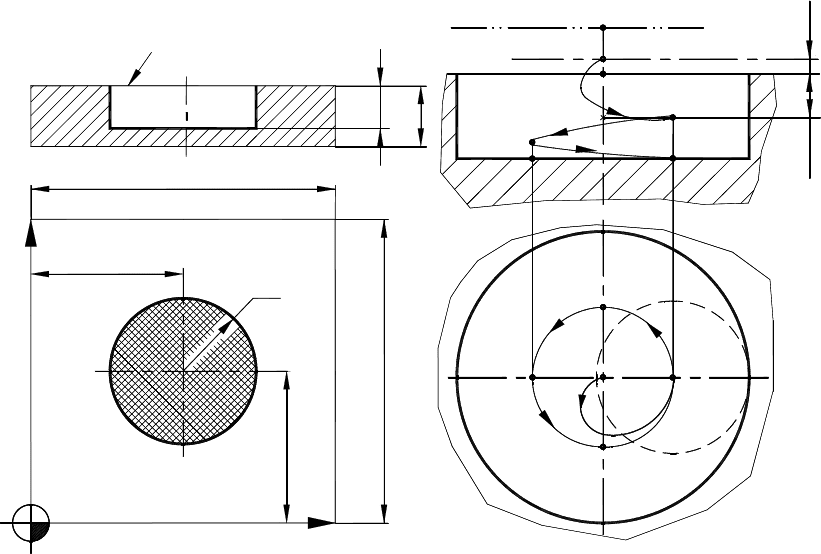
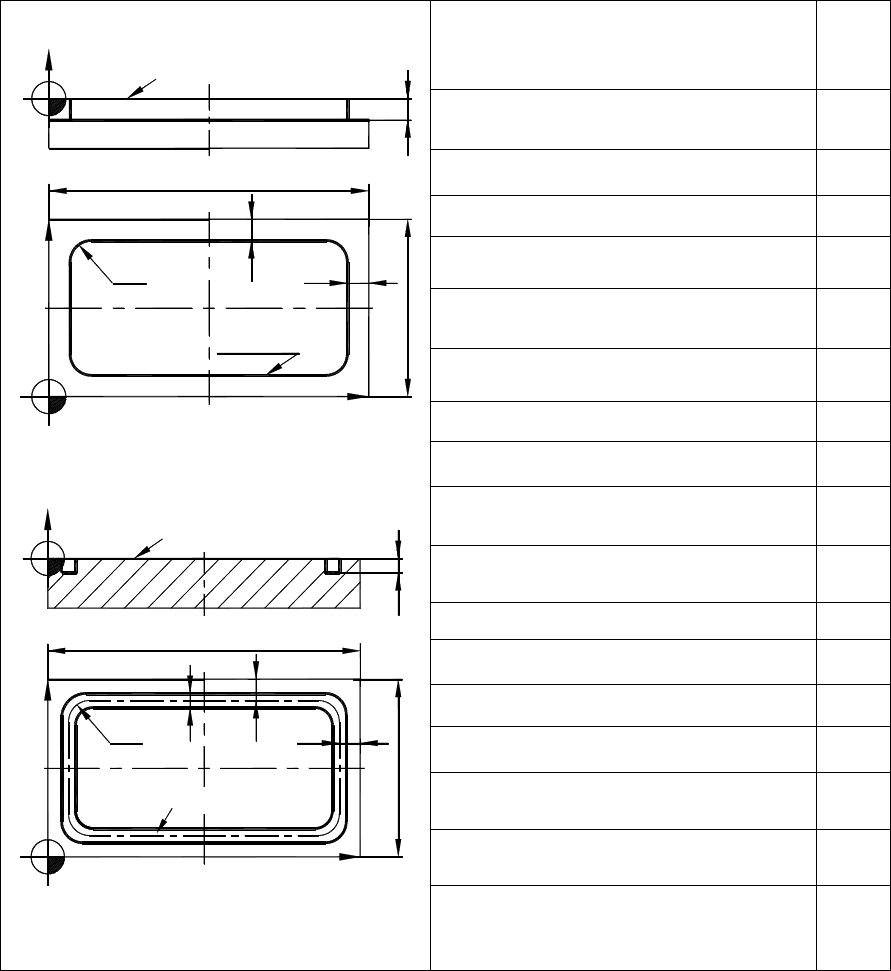
Программирование
фрезерования кругового кармана POCKET4
(рис. 1.16). В цикле POCKET4 реализовано больше возможностей, чем в
цикле
POCKET2, поэтому таблица (табл. 3) довольно большая по объе-
му. Как и в предыдущих циклах, после заполнения таблицы, все опи-
санные параметры в виде ряда чисел автоматически перейдут в кадр
управляющей программы в виде записи: POCKET4 (RTP, RFP, SDIS,
DP, PRAD, PA, PO, MID, FAL, FALD, FFP1, FFD, CDIR, VARI, MIDA,
AP1, AD, RAD1, DP1).
38
5,
9
7
9
8
7
3
SDIS
Референтная плоскость RFP
Плоскость отвода RTP
MID
L
DP
6
5,
4,
3,
2,
1,
0
1
0
ба
100
100
R
PO
PA
0X
Y
Рис. 1.16. Описание цикла POCKET 4:
а – исходные данные, б – внутренний цикл
Центр колодца находится на расстоянии PA по оси Х и на расстоянии
PO по оси Y от плавающего нуля. Если плавающий нуль расположен в
центре выемки, то PA = 0 и PO = 0. По оси Z имеются три точки для под-
вода фрезы. Одна точка – на плоскости отвода RTP, вторая на безопасном
расстоянии SDIS от детали, и третья – на поверхности детали (
референт-
ная плоскость RFP). Точки на плоскостях RTP и SDIS необходимы для ис-
ключения удара фрезы о поверхность детали при быстром подводе. Если
глубина фрезерования больше диаметра фрезы: L > (0,5…1)d
фр
, – весь
припуск DP толщины детали L целесообразно разбить на несколько час-
тей. Наибольшая величина дробной части припуска обозначается MID,
ее численное значение зависит от диаметра фрезы, обрабатываемости
заготовки, диаметра колодца. Радиус кармана R в таблице обозначается
как PRAD. Управляя параметром CDIR можно назначить встречное или
попутное фрезерование. Одним из важнейших параметров является тип
обработки VARI. С помощью
этого параметра устанавливается винто-
вое или челночное (для прямоугольных колодцев) врезание. Назначить
встречное или попутное фрезерование. Одним из важнейших парамет-
ров является тип обработки VARI. С помощью этого параметра уста-
навливается винтовое или челночное (для прямоугольных колодцев)
врезание.
39
Таблица 3
Программирование цикла POCKET4
Параметры Величина параметра
Плоскость отвода, RTP, абсолютно 2
Референтная плоскость, RFP, абсолютно 0
Безопасное расстояние, SDIS 1
Глубина выемки, DP, абсолютно – 6
Радиус выемки, PRAD 25
Центр выемки, PA, абсцисса 50
Центр выемки, PO, ордината 50
Максимальная глубина врезания
на одну врезную подачу, MID
3
Чистовая обработка края, FAL 0,2
Чистовая обработка дна, FALD 0,1
Скорость подачи по поверхности, FFP1 400
Скорость подачи на глубину, FFD 80
Направление фрезерования, CDIR
0=синхр. Фрезерование
1=встречное фрезерование
2=G2
3=G3
3
Тип обработки, VARI
Разряд единиц:
1 – черновая обработка
2 – чистовая обработка
Разряд десятков:
0:G0
1:G1
2: винтовая
3: челночная
21
Максимальная глубина врезания
для чистовой обработки, MIDA
7
Длина без чистовой обработки, AP1 0
Глубина без чистовой обработки, AD 0
Радиус только для захода по винтовой траек-
тории, RAD1
10
Глубина для врезания, DP1 3
В цикле
CYCLE72 реализован алгоритм фрезерования контура де-
тали.
Для данного цикла необходимо разработать отдельную под-
программу со своим именем (расширение .SPF).
В подпрограмме
описывается траектория движения центра фрезы. Имя подпрограммы
(параметр KNAME) записывается латинскими буквами в поле MPF про-
грамм.
40
Положение обрабатываемого контура и параметры обработки оп-
ределяются относительно плавающего нуля.
Параметры
(для рис. 1.17, а)
Зна-
че-
ние
Название, KNAME
Kon-
tur1
Плоскость отвода RTP, абсолютно 2
Базовая плоскость RFP 0
Безопасное расстояние SDIS 1
Глубина фрезерования DP, абсо-
лютно
–6
Глубина врезной подачи MID –6
Чистовая обработка FAL 0
Чистовая обработка FALD 0
Величина подачи по поверхности
FFP1
250
Величина подачи врезания FFD 40
Тип обработки VARI 11
Тип обработки RL 41
Траектория подвода AS1 2
Длина, радиус LP1 5
Подача при отводе FF3 0
Траектория отвода AS2 2
50
6
90
R6
Контур
0
6
Базовая плоскость RFP
Y
X
Z
а
6
Z
X
Y
Базовая плоскость RFP
6
0
Контурный паз
R6
90
6
50
б
6
4
Рис. 1.17. Описание CYCLE 72
Длина, радиус LP2 5
Траектория движения фрезы строится либо эквидистантно контуру
(рис. 1.17, а), либо по центру паза (рис. 1.17, б). В первом случае на-
чальная точка траектории находится за пределами заготовки. Во втором
случае начальная точка траектории находится над центром паза, и вре-
зание в заготовку происходит по наклонной прямой. Если глубина об-
работки больше (0,5…1)d
фр
, то весь припуск разделяют на несколько