Должиков В.П. Основы программирования и наладки станков с ЧПУ
Подождите немного. Документ загружается.

101
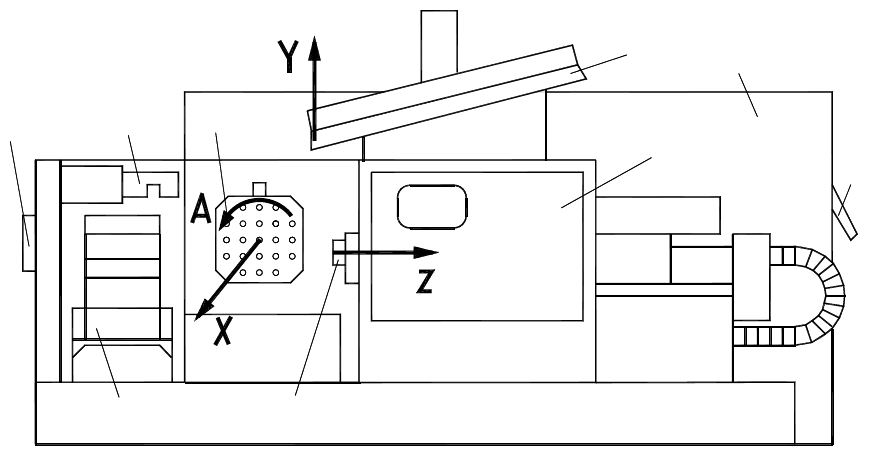
пителем 4 устанавливается перед станком. Станок предназначен для об-
работки малогабаритных деталей на столе с размерами 320 х 320 милли-
метров. Обработку производят инструментом, закрепленным в шпинде-
ле, подачей (ось Х) и поворотом (ось А) стола, шпиндельной бабки
(ось Y) и ползуна (ось Z).
1
23
4
6
7
8
95
Рис. 2.16. Многооперационный станок ИР320ПМФ4:
1 – шпиндель; 2 – стол; 3 – механизм смены столов-спутников;
4 – механизм поворота столов; 5 – инструментальный магазин; 6 – основной пульт
управления; 7 – вспомогательный пульт управления; 8 – включение станка;
9 – электрошкаф; X, Y, Z, А – направление осей
Станок ИР320ПМФ4 может работать в двух режимах: фрезерном и
токарном. Во фрезерном режиме, можно производить сверление, зенке-
рование, развертывание, растачивание точных отверстий, связанных
координатами, фрезерование по контуру с линейной и круговой интер-
поляцией, нарезание резьб метчиками. В токарном режиме, при исполь-
зовании высокоскоростного (до 200 об/мин) режима вращения стола,
возможна
обработка деталей типа тел вращения.
Широкий диапазон частот вращения шпинделя и скоростей подач
позволяет производительно обрабатывать большую номенклатуру кон-
струкционных материалов от легких сплавов до высокопрочных леги-
рованных и вязких жаропрочных сталей.
102
Таблица 2.3
Технические характеристики станка ИР320ПМФ4
Наименование параметров Данные
Класс точности
Размеры рабочей поверхности стола
Наибольшая масса обрабатываемого изделия, установленного
на столе центрально
Наибольшие габариты обрабатываемой детали по осям X, Y, Z, мм
Конус для крепления инструмента в шпинделе по ГОСТ
15945-70
Величина рабочих перемещений подвижных узлов, мм:
Стола по оси Х
Шпиндельной бабки по оси Y
Ползуна со шпинделем по оси Z
Индексируемый
поворот стола по оси А
Наибольшие параметры обработки (при автоматической сме-
не инструмента), мм:
Диаметр растачиваемого отверстия
Диаметр сверления в стали средней твердости
Диаметр торцовой фрезы
Диаметр растачиваемого отверстия специальной оправ-
кой с ориентированным положением резца
Диапазон частот вращения шпинделя, об/мин
Наибольший крутящий момент на шпинделе, Нм
Диапазон частот вращения стола, об/мин
Наибольший крутящий момент на столе, Нм
Пределы рабочих подач, мм/мин:
Стола (ось Х)
Шпиндельной бабки (ось Y)
Ползуна (ось Z)
Количество инструментов, устанавливаемых в магазине, шт.
Время смены инструмента (от стружки до стружки), с
Время автоматической смены столов-спутников, с
Габаритные размеры станка (длина
х ширина х высота), мм
Вес станка, кг
П
320х320
150
250х300х30
0
40
400
360
400
360°
125
20
125
200
13…5000
200
0,05…200
340
1…3200
1…3200
1…3200
36
14
45
3840х2300
х2507
10000
Для программирования размерных перемещений оперируют рабо-
чей зоной станка (рис. 2.17).
103
400
Рабочий ход
по оси Y
Авт. ход для
смены инструм.
Деталь
Ход по оси Х
Инструментальный
магазин
Стол
А
А
Шпиндель
Ход по оси Z
250
35
300 max
400
215
200360
Рис. 2.17. Габаритные размеры рабочего пространства станка
ИР320ПМФ4
2.4.1. Установка заготовок на металлорежущем станке
Заготовка может устанавливаться на столе 2 (рис. 2.16) или на ко-
ординатной плите (угольнике), устанавливаемой перпендикулярно
плоскости стола. В качестве зажимного приспособления может быть
применено универсальное приспособление: патрон, тиски, универсаль-
но-сборное приспособление (УСП) или специальное приспособление.
В отдельных случаях деталь может быть зажата с помощью при
-
жимов. Приспособление может быть установлено как на столе, так и на
координатной плите (или на угольнике).
Установка заготовок на столе. Заготовка устанавливается или на
столе станка, на котором предварительно установлены базирующие эле-
менты, или в приспособлении. Крупногабаритные заготовки чаще уста-
навливают непосредственно на столе станка. Заготовка должна иметь на
станке достаточную опорную поверхность и удобные поверхности для
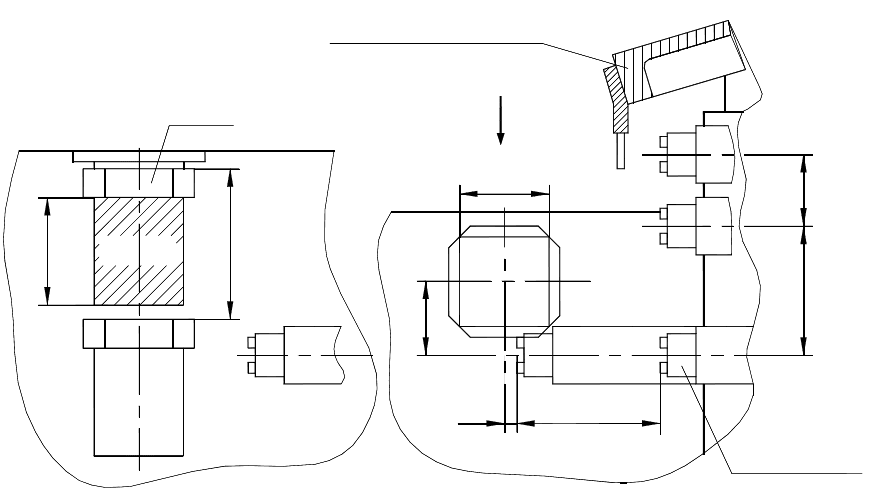
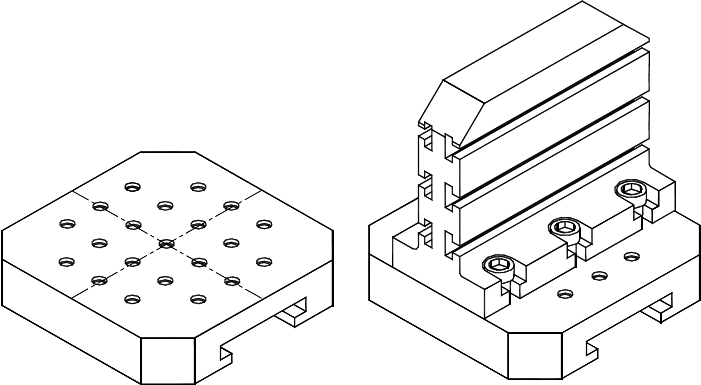
закрепления на столе. Для облегчения базирования и закрепления на сто-
ле предусмотрены точные поверхности или в виде Т-образных пазов
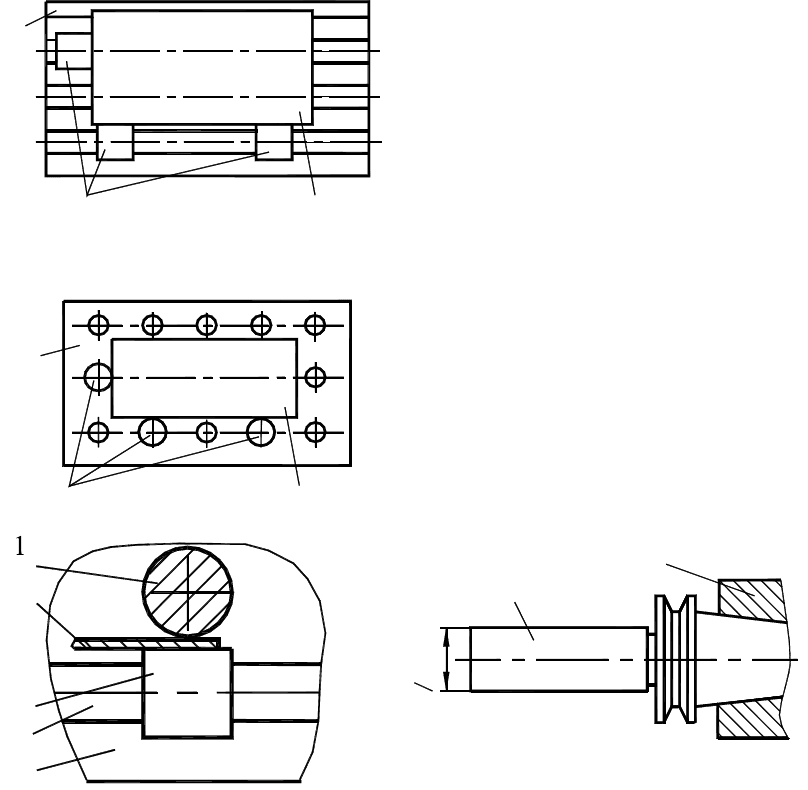
(рис. 2.18, а, 2.18, б), или в виде сетки точных отверстий (рис. 2.18, в).
104
а
б
в
д
е
Рис. 2.18. Конструкции столов станков:
а – с продольным пазом; б – с продольным пазом и центральным отверстием;
в – с сеткой точных отверстий
2.4.2. Базирование заготовок на столе
При установке заготовки на столе станка она должна быть сориен-
тирована относительно его координатных осей. Ориентирование произ-
водится за счет опорных элементов, установленных в соответствии со
схемой базирования. Обычно положение комплектов баз следующее. По
плоскости стола заготовка лишается 3-х степеней свободы, по длинной
боковой стороне – 2-х
степеней и по короткой стороне – 1-й степени.
Опорные элементы 2 (рис. 2.19, а, 2.19, б) на столе устанавливаются и
закрепляются или в Т-образных пазах (рис. 2.18, а), или в сетке точных
отверстий (рис. 2.18, б). При закреплении заготовку прижимают к опор-
ным элементам и фиксируют прижимами.
105
2
1
2
1
3
3
б
а
2
4
5
3
Рис. 2.20. Мерительная оправка:
1 – шпиндель, 2 – мерительная оправка
oDh6
2
1
Рис. 2.21. Определение погрешности
установки базирующих элементов:
1 – мерительная оправка; 2 – щуп или
набор щупов; 3 – базирующий элемент;
4 – паз стола; 5 – стол
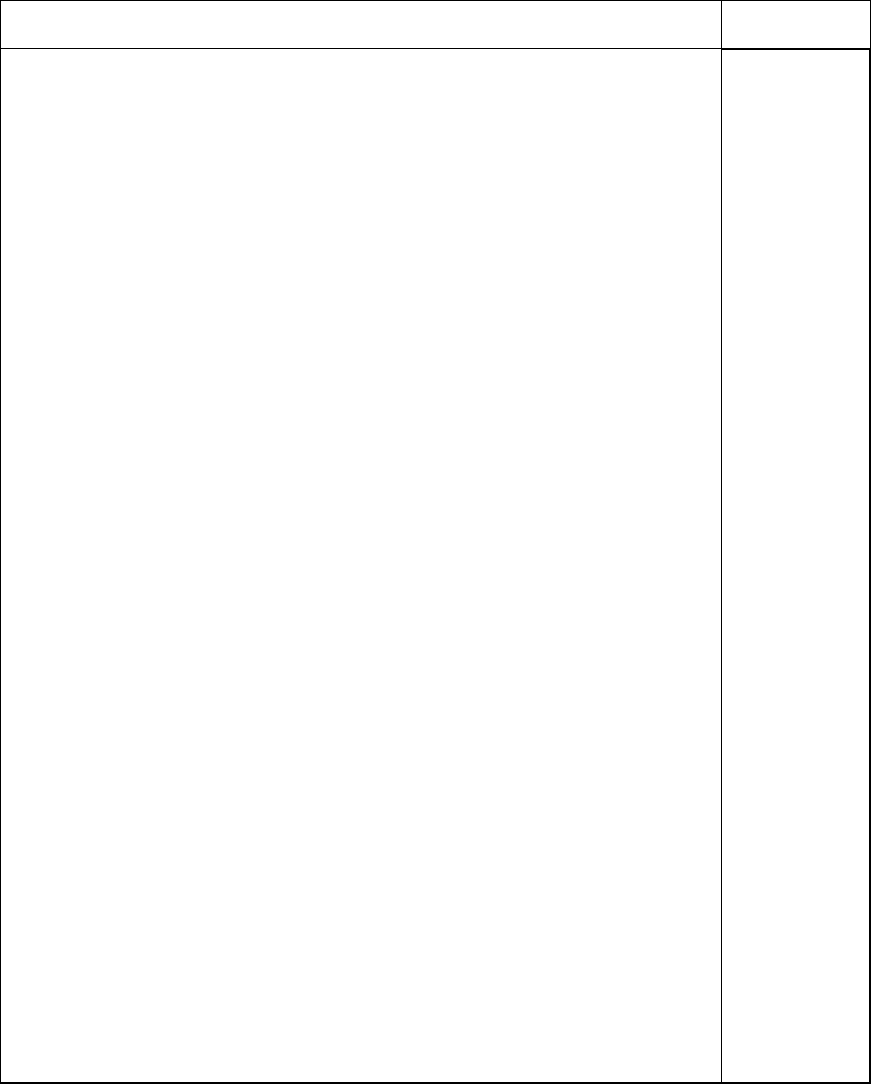
Перед установкой заготовки на столе необходимо определить точ-
ность расположения базирующих элементов 2 (рис. 2.19). Это можно
сделать несколькими способами. Рассмотрим два из них. Если есть из-
мерительное устройство с индикатором (см. рис. 2.22), то, касаясь бази-
рующих элементов, определяют их положение относительно коорди-
натных осей станка. Если измерительное устройство отсутствует, то ис-
пользуют
мерительную оправку (рис. 2.20). Оправка подводится к бази-
рующему элементу, но не касается его. По дисплею фиксируют положе-
ние оси шпинделя с оправкой. Между оправкой и базирующим элемен-
том вводят щуп и фиксируют его толщину (рис. 2.21). Аналогичные
действия выполняют с базирующим элементом, расположенным на од-
ном уровне с предыдущим. Если толщина
щупа в этом случае будет та-
Рис. 2.19. Базирование заготовок
на столе:
а – с Т-образными пазами, б – с сеткой
точных отверстий; 1 – стол;
2 – базирующие элементы; 3 – заготовка
106
кой же, то базирующие элементы находятся на одной прямой (для двой-
ной опорной базы). Для определения координат базирующих элементов
необходимо из зафиксированных координат положения шпинделя с оп-
равкой вычесть (или сложить) толщину щупа и радиус мерительной оп-
равки. Так же определяют координаты третьего базирующего элемента.
d
D
1
2
3
4
5
L
6
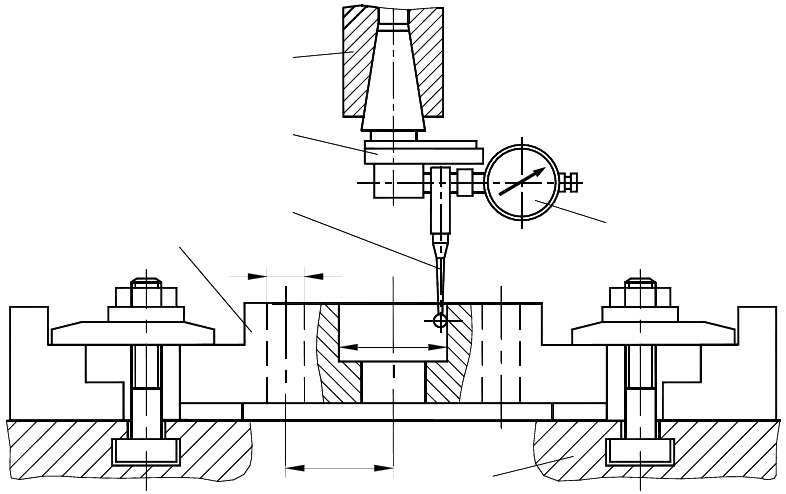
Рис. 2.22. Определение точности установки детали:
1 – шпиндель станка; 2 – измерительное устройство; 3 – индикатор; 4 – щуп;
5 – деталь; 6 – стол станка
Возможны случаи, когда по каким-то причинам невозможно уста-
новить базирующие элементы. В этом случае деталь устанавливают и
закрепляют на столе или на координатной плите, а затем определяют ее
положение относительно координатных осей станка. Например, необхо-
димо получить ряд отверстий d, равноудаленных относительно имею-
щегося центрального отверстия D на величину L (рис. 2.22).
К центральному
отверстию подводят измерительную оправку со щупом 4,
который вводят в отверстие. Касаясь во взаимноперпендикулярных на-
правлениях боковой стенки отверстия, или обкатываясь по боковой
стенке, определяют максимальное и минимальное отклонение индика-
тора. Затем, сдвигая стол на минимальной подаче, добиваются одинако-
вых показаний индикатора, и фиксируют точное положение оси шпин-
деля 1 на дисплее
по координатам стола как ось центрального отвер-
стия. Зафиксированную точку центра отверстия для данного случая
можно определить как нуль детали и в эту точку поместить плавающий
нуль. Это облегчит программирование перемещения относительно дан-
107
ной точки. В общем случае значения центра оси отверстия вводят в
управляющую программу. После этого, отрабатывая перемещение L по
соответствующим координатам, обрабатывают отверстия d.
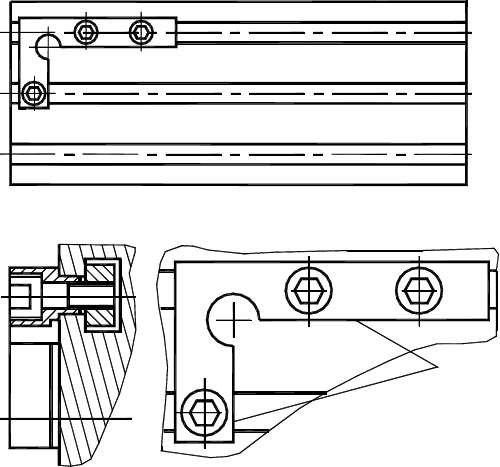
Для базирования заготовок в виде прямоугольника иногда приме-
няют базирующий элемент – уголок, установленный в пазах стола
(рис. 2.23).
б
К
а
Рис. 2.23. Базирование заготовок по уголку:
а – положение уголка на столе, б – крепление уголка; К – базирующие поверхности
Базирующая поверхность К, отстоит от поверхности стола на 2…3
миллиметра. После закрепления уголка его базирующие поверхности
фрезеруют острозаточеной концевой фрезой, с небольшой подачей для
получения минимальной шероховатости. При этом снимается
припуск
0,2…0,3 миллиметра. На дисплее фиксируются значения координат оси
фрезы. Вычитая радиус фрезы, получаем истинные значения координат
базирующих поверхностей К. Уточнить значения координат можно с по-
мощью мерительной оправки (рис. 2.20). Точка пересечения базирующих
поверхностей часто принимается за нуль заготовки. Это приспособление
обычно крепится в дальнем от оператора углу стола и не
снимается дли-
тельное время. Габариты уголка определяются габаритами детали. Чем
больше размеры заготовки, тем больше габариты уголка.
Такой способ базирования применяется для какой-то устоявшейся
номенклатуры или для отдельной детали, но часто обрабатываемой.
Способ нашел применение при производстве металлической обувной
оснастки. Если устройство ЧПУ позволяет держать в долговременной
памяти (например, на
винчестере) несколько вариантов состояний стан-
108
ка, обычно это команда ORIGIN, то на столе станка может быть уста-
новлено несколько базирующих приспособлений. Станки с такими воз-
можностями выпускает, в частности, итальянская фирма RAMBAUDI
.
2.4.3. Закрепление заготовок на столе
Закрепление заготовок на столе производится несколькими спосо-
бами. Если отсутствует специальный набор универсального механизи-
рованного крепежного набора (УМКН), то закрепление заготовок про-
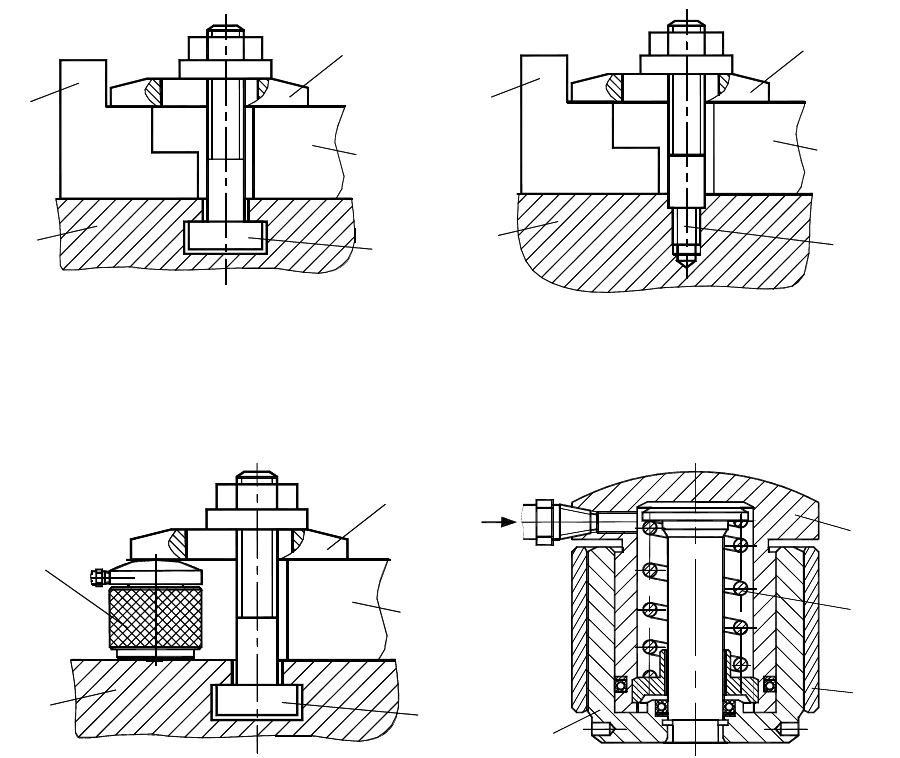
изводится простыми зажимными элементами (рис. 2.24, а, 2.24, б). При
наличии комплекта механизированной оснастки заготовка закрепляется
с помощью гидроцилиндров 1 (рис. 2.25, 2.26). Это позволяет увеличить
усилие зажима заготовки.
1
2
3
4
2
1
5
3
4
6
а
б
Рис. 2.24. Закрепление заготовок прижимами:
а – на столе с Т-образным пазом, б – на столе с системой отверстий;
1 – подставка; 2 – стол; 3 – планка; 4 – заготовка; 5 – болт; 6 – шпилька
2
5
1
3
4
P
1
2
3
4
2
1
5
4
3
Рис. 2.25. Закрепление заготовки
на столе:
1 – гидроцилиндр; 2 – стол;
3 – планка; 4 – заготовка; 5 – болт
Рис. 2.26. Гидроцилиндр:
1 – корпус; 2 – поршень; 3 – пружи-
на; 4 – гайка
109
Если деталь имеет небольшие размеры или отсутствуют удобные
поверхности для закрепления, а также при увеличении объема выпуска,
когда повышаются требования к точности обработки и быстросменно-
сти детали, то используют приспособления.
2.4.4. Установка заготовки в приспособлении
В мелкосерийном производстве чаще всего применяются универ-
сальные приспособления: тиски, патроны 3-х кулачковые (рис. 2.28). Ес-
ли деталь невозможно зажать в универсальном приспособлении, приме-
няют специальные приспособления. Приспособление с заготовкой (см.
разработку РТК) устанавливают как на столе, так и на координатной
плите (рис. 2.27). Координатные плиты (рис. 2.27, б) изготавливаются с
большой точностью. Отклонение
от перпендикулярности базовых сторон
плиты к ее основанию составляет 0,01 миллиметра, такую же величину
составляет и неплоскостность координатной плиты. Точность межцен-
тровых расстояний отверстий или пазов может достигать ±0,01 милли-
метра. Поэтому координатная плита позволяет повысить точность уста-
новки приспособления и его быстросменность. Координатные плиты мо-
гут иметь не только горизонтальное исполнение.
Они изготавливаются с
вертикальным и регулируемым наклонным расположением базовых по-
верхностей. Координатные плиты могут быть многогранными, что позво-
ляет устанавливать на них несколько приспособлений или деталей. Коор-
динатные плиты облегчают выверку положения детали или приспособле-
ния и размерную наладку инструмента. Важным достоинством коорди-
натных плит является возможность быстрой и точной установки
относи-
тельно базовых поверхностей стола станка.
а
б
Рис. 2.27. Установка на столе-спутнике координатной плиты (угольника):
а – стол-спутник (палета), б – координатная плита на столе-спутнике
110
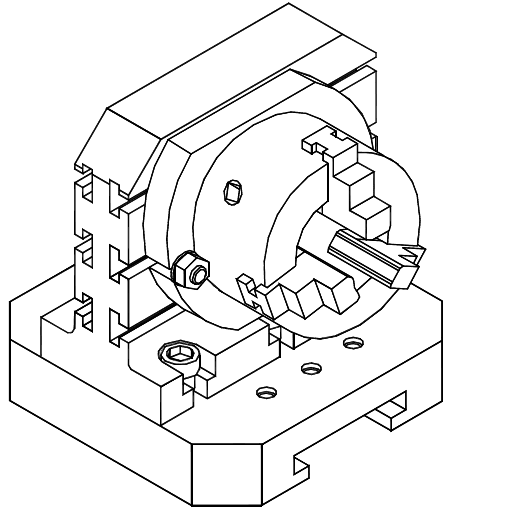
Рис. 2.28. Установка трехкулачкового патрона на угольнике
2.4.5. Требования к станочным приспособлениям
«Приспособления, устанавливаемые на металлорежущие станки,
должны отвечать определенным организационно-техническим и экс-
плуатационным требованиям [4].
Организационно-технические требования следующие:
• агрегатирование элементов, сборочных единиц и автономных
приводов для сборки базовых приспособлений многократного примене-
ния с унифицированными присоединительными элементами для монта-
жа сменных наладок, фиксации и зажима обрабатываемых заготовок.
Оптимальное ограничение номенклатуры стандартных деталей и сбо-
рочных единиц, в том числе крепежных элементов и деталей общема-
шиностроительного применения, и широкая унификация оригинальных
деталей;
• создание базовых оснований со встроенными средствами меха-
низации для переналадки их путем смены или регулирования перенала-
живаемых элементов. Для обработки заготовок с одной установки в
комплект оснастки вводятся групповые поворотно-делительные и мно-
гопозиционные неразборные приспособления с программным управле-
нием, позволяющие выводить заготовки на рабочие позиции;
• создание многоцелевых приспособлений для обеспечения пол-
ной их загрузки;