Casing/Tubing design manual october 2005 Chevron
Подождите немного. Документ загружается.


performance and the flow through the tubing and surface facilities to analyze well
performance as a system.
After the production tubing has been sized, production casing is usually sized to
provide sufficient clearance to anticipate:
• Multiple/dual completions with more than one tubing string.
• Control lines for surface controlled safety valves.
• Artificial lift equipment, such as gas lift mandrels.
• Provision for washing over the production tubing, particularly if a heavy
packer fluid is used or if production occurs outside the tubing.
• The possibility of deepening the well in the future.
Shallower strings, intermediate and surface casing strings, are usually sized
based on cementing guidelines and standard bit sizes. The preferred annular
clearance for proper cement placement is 38.1 mm (1.5 in.) on diameter;
although, smaller clearances are often used. In the open hole, underreaming is
an important compromise allowing larger diameter casing, while promoting
adequate cement placement.
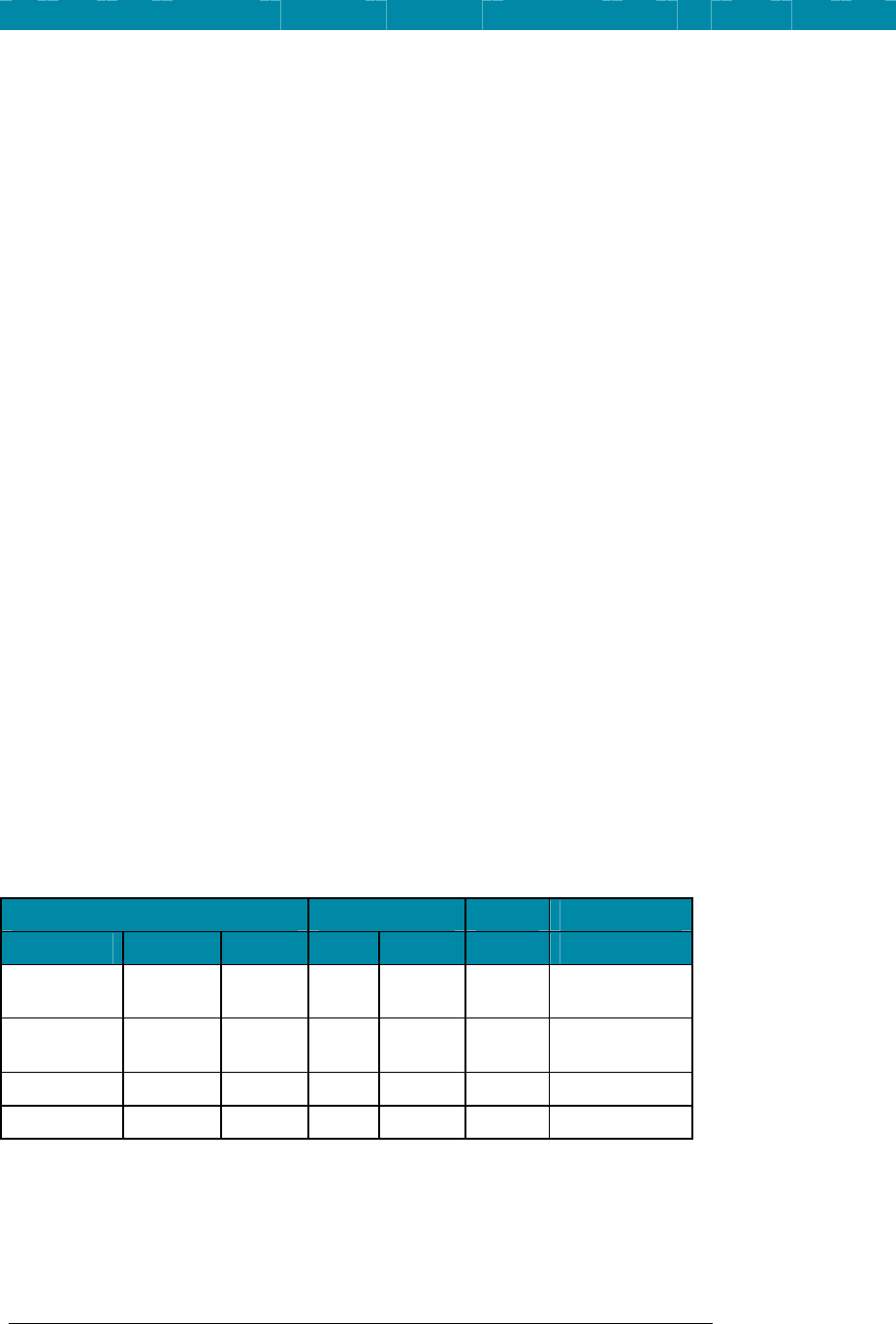
Table 2-5 can be used to size intermediate and surface tubulars. To use the
table:
1. Starting at the bottom, find the production casing nominal outside diameter in
either the “Recommended” or “Allowable” OD column (Columns 3 and 4).
2. Moving to the left on the current row, determine the bit size (Column 2) and
casing size (Column 1) that will accommodate the production casing. The
casing size (Column 1) will give the nominal outside diameter for the deepest
intermediate casing/liner.
3. Repeat the process, moving up the hole, until all intermediate and surface
casing sizes and corresponding bit sizes have been selected.
Table 2-5. Casing Sizing Table
-1-
Nominal OD
mm (in.)
-2-
Standard Bit Size,
Drift Diameter
mm (in.)
-3-
Recommended
Next Nominal OD
mm (in.)
-4-
Allowable Next
Nominal OD
mm (in.)
914.4 (36.000) 838.2 (33.000) 762.0 (30.000)
711.2 (28.000)
660.4 (26.000)
-
762.0 (30.000) 660.4 (26.000) 609.6 (24.000)
558.8 (22.000)
508.0 (20.000)
-
609.6 (24.000) 558.8 (22.000)
or
508.0 (20.000)
406.4 (16.000)
406.4 (16.000)
473.1 (18.625)
457.2 (18.000)
454.0 (17.875)
508.0 (20.000) 444.5 (17.500) 355.6 (14.000)
346.1 (13.625)
339.7 (13.375)
406.4 (16.000)
406.4 (16.000) 374.6 (14.750) 301.6 (11.875)
298.4 (11.750)
355.6 (14.000)
346.1 (13.625)
2-12 Casing/Tubing Design Manual
October 2005
-1-
Nominal OD
mm (in.)
-2-
Standard Bit Size,
Drift Diameter
mm (in.)
-3-
Recommended
Next Nominal OD
mm (in.)
-4-
Allowable Next
Nominal OD
mm (in.)
273.0 (10.750) 339.7 (13.375)
355.6 (14.000)
346.1 (13.625)
339.7 (13.375)
311.1 (12.25) 250.8 (9.875)
244.5 (9.625)
301.6 (11.875)
298.4 (11.750)
273.0 (10.750)
-1-
Nominal OD
mm (in.)
-2-
Standard Bit Size,
Drift Diameter
mm (in.)
-3-
Recommended
Next Nominal OD
mm (in.)
-4-
Allowable Next
Nominal OD
mm (in.)
301.6 (11.875)
298.4 (11.750)
269.9 (10.625) 219.1 (8.625) 250.8 (9.875)
244.5 (9.625)
273.0 (10.750) 241.3 (9.500)
or
222.2 (8.750)
196.9 (7.750)
193.7 (7.625)
177.8 (7.000)
219.1 (8.625)
196.9 (7.750)
193.7 (7.625)
250.8 (9.875)
244.5 (9.625)
215.9 (8.500)
or
200.0 (7.875)
177.8 (7.000)
168.28 (6.625)
139.70 (5.500)
196.9 (7.750)
193.7 (7.625)
168.28 (6.625)
219.1 (8.625) 200.0 (7.875)
or
165.10 (6.500)
139.70 (5.500)
127.00 (5.000)
168.28 (6.625)
139.70 (5.500)
196.9 (7.750)
193.7 (7.625)
165.10 (6.500)
or
155.58 (6.125)
127.00 (5.000)
114.30 (4.500)
139.70 (5.500)
127.00 (5.000)
177.8 (7.000) 155.58 (6.125)
or
149.22 (5.875)
114.30 (4.500)
101.60 (4.000)
127.0 (5.000)
114.30 (4.500)
168.28 (6.625) 149.22 (5.875)
or
120.65 (4.750)
101.60 (4.000)
88.90 (3.500)
114.30 (4.500)
101.60 (4.000)
139.70 (5.500) 120.65 (4.750) 88.90 (3.500) -
2.2.6 Example Problem
The production casing for a well has been determined to be 114.3 mm (4.500
in.). Assume that we wish to follow recommended clearances for all shallower
strings. To select bit sizes and intermediate and surface casing sizes for the rest
of the wellbore, the following procedure may be followed:
1. Finding 114.30 mm (4.500 in.) in Column 3, we can use a 155.58 mm (6.125
in.) bit with either 196.9 mm (7.750 in.), 193.7 mm (7.625 in.) or 177.8 mm
(7.000 in.) casing. Here the latter is selected to keep shallower hole
diameters as small as possible.
2. Finding 177.8 mm (7.000 in.) in Column 3, we can use either a 215.9 mm
(8.500 in.) bit with 250.8 mm (9.875 in.) or 244.5 mm (9.625 in.) casing, or a
222.2 mm (8.75 in.) bit with 273.0 mm (10.750 in.) casing. Again, the
Casing/Tubing Design Manual 2-13
October 2005

smallest option is selected, a 215.9 mm (8.500 in.) bit with 244.5 mm (9.625
in.) casing.
3. Finding 244.5 mm (9.625 in.) in Column 3, the corresponding bit and casing
size are 311.1 mm (12.25 in.) and 339.7 mm (13.375 in.), respectively.
4. Finding 339.7 mm (13.375 in.) in Column 3, the corresponding bit and casing
size are 444.5 mm (17.500 in.) and 508.0 mm (20.000 in.), respectively.
5. Finding 508.0 mm (20.000 in.) in Column 3, the corresponding bit and casing
size are 660.4 mm (26.000 in.) and 762.0 mm (30.000 in.), respectively.
6. Finding 762.0 mm (30.000 in.) in Column 3, the corresponding bit and casing
size are 838.2 mm (33.000 in.) and 914.4 mm (36.000 in.), respectively.
2.3 References
1. Drilling Engineering, a Complete Well Planning Approach, N.J. Adams and T.
Charrier, PennWell Books, Tulsa, Oklahoma (1985).
2. Applied Drilling Engineering, A.T. Burgoyne Jr., K.K. Millheim, M. E.
Chenevert, and F.S. Young Jr., Society of Petroleum Engineers, Richardson,
Texas, (1986).
2-14 Casing/Tubing Design Manual
October 2005

3
3 Tube Specification
3.1 Introduction ......................................................................................................................3-1
3.2 Standards.........................................................................................................................3-1
3.3 Groups .............................................................................................................................3-2
3.4 Manufacturing Process.....................................................................................................3-3
3.5 Chemistry.........................................................................................................................3-4
3.6 Inspection and Testing.....................................................................................................3-5
3.6.1 Range..........................................................................................................................3-6
3.6.2 Drift Diameter ..............................................................................................................3-7
3.6.2.1 Exceptions..............................................................................................................3-7
3.6.3 Hydrostatic Test...........................................................................................................3-7
3.6.4 Mechanical Properties.................................................................................................3-8
3.6.5 Yield Stress...............................................................................................................3-10
3.6.5.1 Tensile (Ultimate) Stress and Elongation..............................................................3-11
3.6.6 Flaw Inspection..........................................................................................................3-13
3.7 Couplings.......................................................................................................................3-14
3.8 Marking, Coating, and Thread Protection.......................................................................3-15
3.9 Sour Service...................................................................................................................3-15
3.10 Temperature Effects.......................................................................................................3-16
3.10.1 Yield Strength............................................................................................................3-16
3.10.2 Young’s Modulus.......................................................................................................3-18
3.10.3 Poisson’s Ratio..........................................................................................................3-19
3.10.4 Coefficient of Thermal Expansion..............................................................................3-20
3.11 References.....................................................................................................................3-21
3.1 Introduction
In order to handle the performance properties of the tube and connector, the
specification of a tubular string element, including grade and dimensional
considerations, needs to be discussed first. This chapter addresses a number of
issues linking later chapters on tubular performance with ensuing discussions on
design. When selecting tubulars from a vendor's inventory, the performance
properties of the tube should be calculated from formulas presented in ISO
10400/American Petroleum Institute (API) Bulletin 5C3 [API, Latest Edition] using
minimum yield and ultimate strengths as specified in ISO 11960/API
Specification 5CT1.
3.2 Standards
The American Petroleum Institute Specification 5CT, Specification for Casing and
Tubing (Spec 5CT) and the International Standard ISO 11960, Petroleum and
Natural Gas Industries-Steel Pipes for Use as Casing or Tubing for Wells (ISO
11960) are the industry standards for the manufacture, testing, and inspection of
1
An exception to this rule is high-collapse casing.
Casing/Tubing Design Manual 3-1
October 2005

OCTG
2
, and should always be considered the minimum acceptable standard
when purchasing new pipe. Neither Spec 5CT nor ISO 11960 addresses uses
tubulars. The documents are essentially the same in format and content,
specifying manufacturing to one or the other results in the same product.
Corrosive Resistance Alloy (CRA) tube can have material properties governed by
the mills’ manufacturing specifications, and will not be discussed here.
3.3 Groups
OCTG is divided into four groups by grade to better define manufacturing, testing
and inspection criteria. Table 3-1 shows the four groups, the grades in each
group, and manufacturing process and heat treatment for each grade. Each
grade designation consists of a letter and a number. The letter has no real
significance. The number designates the minimum yield of the steel in 1,000-psi
units. For example, grade P-110 is a Group 3 steel with a minimum yield of
110,000 psi.
Table 3-1. Process of Manufacture and Heat Treatment (API Specification 5CT,
Specification for Casing and Tubing, Fifth Edition, April 1, 1995)
Group Grade Type Process of
Manufacture
Heat Treatment
°F
1 H40 S or EW None
J55 S or EW None
(See Note)
K55 S or EW None
(See Note)
N80 S or EW (See Note)
2 L80 1 S or EW Q&T 1050
L80 9Cr S Q&T 1100
L80 13Cr S Q&T 1100
C90 1 S Q&T 1150
C90 2 S Q&T 1150
C95 S or EW Q&T 1000
T95 1 S Q&T 1200
T95 2 S Q&T 1200
3 P110 S or EW Q&T
4 Q125 1 S or EW Q&T
Q125 2 S or EW Q&T
Q125 3 S or EW Q&T
Q125 4 S or EW Q&T
Note: Full length normalized, normalized and tempered (N&T), or quenched and
2
OCTG, Oil Country Tubular Goods, includes steel casing, tubing, pup joints,
connectors, and couplings.
3-2 Casing/Tubing Design Manual
October 2005

Group Grade Type Process of
Manufacture
Heat Treatment
°F
tempered (Q&T) at the manufacturer's option or if so specified on the purchase
order.
Grades of steel with letter designations other than those designated in Table 3-1
for instance, HC-95 and C-110, are not recognized by API and are not controlled
by API manufacturing and inspection requirements. The manufacturing and
quality requirements are those agreed to by the end user and the manufacturer.
3.4 Manufacturing Process
The manufacturing process is either seamless (SMLS) or electric resistance-
welded (ERW). The SMLS process takes a solid billet, usually round, that is
heated and rotary pierced. After piercing, the billet is elongated and the walls
thinned to produce a seamless tube. Several different types of equipment are
used to produce seamless pipe. The plug mill, pilger mill, mandrel mill, and
retained mandrel mill are examples.
The ERW process takes a continuous coil of flat steel with the desired final wall
thickness, called “skelp,” forms it into a round tube and welds the longitudinal
seam. The high-frequency welder heats the edges of the rounded coil to around
1400
o
C (2600°F). The edges are squeezed together to produce a forge weld. No
filler or welding rod is used. The resulting internal and external weld flash is
removed. Individual joints are then cut from this continuous tube.
As indicated in Table 3-1, a specified method of full-length heat treatment is
given for each grade. The heat treatment of SMLS and ERW pipe takes place
after rolling and ranges from “as rolled” (none) for some Group 1 grades to
“quenched and tempered” (Q&T) for grades in Groups 2, 3, and 4. Grades J-55,
K-55, and N-80 may also be heat-treated using the normalized (N) or normalized
and tempered (N&T) methods. Heat treatment is required to obtain the higher
yield strengths and develop desired ductility and toughness.
• The Q&T process involves heating individual tubes to approximately 870-
930°C (1600 to 1700°F) in an austenizing furnace, and then the tubes soak
at this temperature for a specified amount of time depending on the
chemistry of the steel, the thickness pipe, and the specific mill. The evenly
heated tube is then rapidly quenched, or cooled, to below 93°C (200°F) using
water or oil as the cooling medium. After quenching, the pipe is reheated, or
tempered, to approximately 560 to 650°C (1050 to 1200°F) in a tempering
furnace and then allowed to air cool to room temperature.
• The N&T process involves heating individual tubes in an austenizing furnace,
allowing the tubes to air cool, reheating them in the tempering furnace, and
then allowing them to air cool to room temperature again.
• “Normalizing” involves heating individual tubes in an austenizing furnace and
allowing the tubes to air cool to room temperature.
ERW pipe must also have the weld seam heat-treated, or seam annealed to
above 540°C (1000°F) to relieve the stresses of welding and produce a
Casing/Tubing Design Manual 3-3
October 2005

normalized grain structure. The ductility of the weld and heat affected zone (HAZ)
is increased if the weld seam is heat treated to above 840°C (1550°F).
API grade P-110 or Q-125 or proprietary equivalents manufactured by the ERW
process should be purchased to the requirements of Chevron MCQA.01
specification, which specifies additional mechanical property requirements
intended to assure consistent material properties through the weld.
3.5 Chemistry
Another element important in the manufacture of OCTG is the chemistry of the
steel. Table 3-2 lists the minimums and maximums for the various required
elements of each grade. Note that grades C-90 and T-95 have two different types
and grade Q-125 has four different types. Historically, end-user and mill
representatives writing the API standards could not agree so more than one type
was specified. In all three cases it is usually best to specify Type 1 chemistry
because more elements are controlled and maximum phosphorous and/or sulfur
are lower
3
.
Grade L-80 has three types, but each has a specific purpose:
• Type 1 is a Sulfide Stress Cracking (SSC) resistant steel with 80-ksi
minimum yield.
• Type 2 has 9% chromium added for resistance to CO
2
corrosion and is
usually used for manufacturing tubular accessories.
• Type 3 has 13% chromium added for more resistance to CO
2
corrosion.
Types 2 and 3 have limited resistance to SSC.
Table 3-2. Chemical Requirements (by Percentage of Weight)-API Specification 5CT,
Specification for Casing and Tubing, Fifth Edition, April 1, 1995
Carbon Manganese Molybdenum Chromium Ni Cu P S Si
Grp Gde Type Min. Max. Min. Max. Min. Max. Min. Max. Max. Max. Max. Max. Max.
1 H40 0.030 0.030
J55 0.030 0.030
K55 0.030 0.030
N80 0.030 0.030
2 L80 1 0.43
a
1.90 0.25 0.35 0.030 0.030 0.45
L80 9Cr 0.15 0.30 0.60 0.90 1.10 8.00 10.00 0.50 0.25 0.020 0.010 1.00
L80 13Cr 0.15 0.22 0.25 1.00 12.00 14.00 0.50 0.25 0.020 0.010 1.00
C90 1 0.35 1.00 0.25
b
0.75 1.20 0.99 0.030 0.010
C90 2 0.50 1.90 N.L. N.L. 0.99 0.030 0.010
C95 0.45
c
1.90 0.030 0.030 0.45
T95 1 0.35 1.20 0.25
d
0.85 0.40 1.50 0.99 0.020 0.010
T95 2 0.50 1.90 0.99 0.030 0.010
3 P110 .030
e
.030
e
3
Phosphorous and sulfur are contaminants in steel.
3-4 Casing/Tubing Design Manual
October 2005
Carbon Manganese Molybdenum Chromium Ni Cu P S Si
4 Q125 1 0.35 1.00 0.75 1.20 0.99 0.020 0.010
Q125 2 0.35 1.00 N.L. N.L. 0.99 0.020 0.020
Q125 3 0.50 1.90 N.L. N.L. 0.99 0.030 0.010
Q125 4 0.50 1.90 N.L. N.L. 0.99 0.030 0.020
Note: N.L. = No Limit. Elements shown must be reported in product analysis.
a The carbon content for L80 may be increased to 0.50 percent maximum if the
product is oil quenched.
b The molybdenum content for grade C90, Type 1, has no minimum tolerance if
the wall thickness is less than 0.700 inch.
c The carbon content for Grade C95 may be increased to 0.55 percent maximum
if the product is oil quenched.
d The molybdenum content for Grade T95, Type 1, may be decreased to 0.15
percent minimum if the wall thickness is less than 0.700 inch.
e The phosphorous is 0.020 percent maximum and the sulfur is 0.010 percent
maximum for EW Grade P110.
3.6 Inspection and Testing
After rolling, the rest of the pipe manufacturing process is devoted to inspection
and testing. This quality-assurance process is designed to prove that the tube is
free of flaws and is the correct size, weight, grade, and length specified by the
mill manufacturing plan and the API standard.
Several types of inspection and testing are conducted to check the quality of the
finished product. Mechanical testing consists of non-destructive and destructive
testing. Destructive testing requires that a sample of the steel from the finished
product be removed to perform the tests. Verification of the outside diameter,
wall thickness, weight, length, and straightness are non-destructive mechanical
tests.
Table 3-3 and 3-4 list the tolerances for these variables.
Table 3-3. Dimensions and Tolerances of Tube by API Standards
Outside Diameter Wall Weight
Min. Max. Min. Min. Max. Straightness
< 14.30 mm
(4.500 in.)
-0.031 in. +0.031
in.
-
12.5%
0.2% of Length
(see Table 3-4)
≥ 14.30 mm
(4.500 in.)
-0.5% of
D
1.00% -
12.5%
0.2% of Length
(see Table 3-4)
Single -3.5% +6.5%
Carload -1.75%
Tube wall-thickness is a very important measure of the tube, as it affects the tube
performance properties (or the tube strength). Less wall-tolerance tube (i.e. -10%
or -8%) than that of API standards may be ordered from some mills, giving higher
tube performance properties.
Casing/Tubing Design Manual 3-5
October 2005
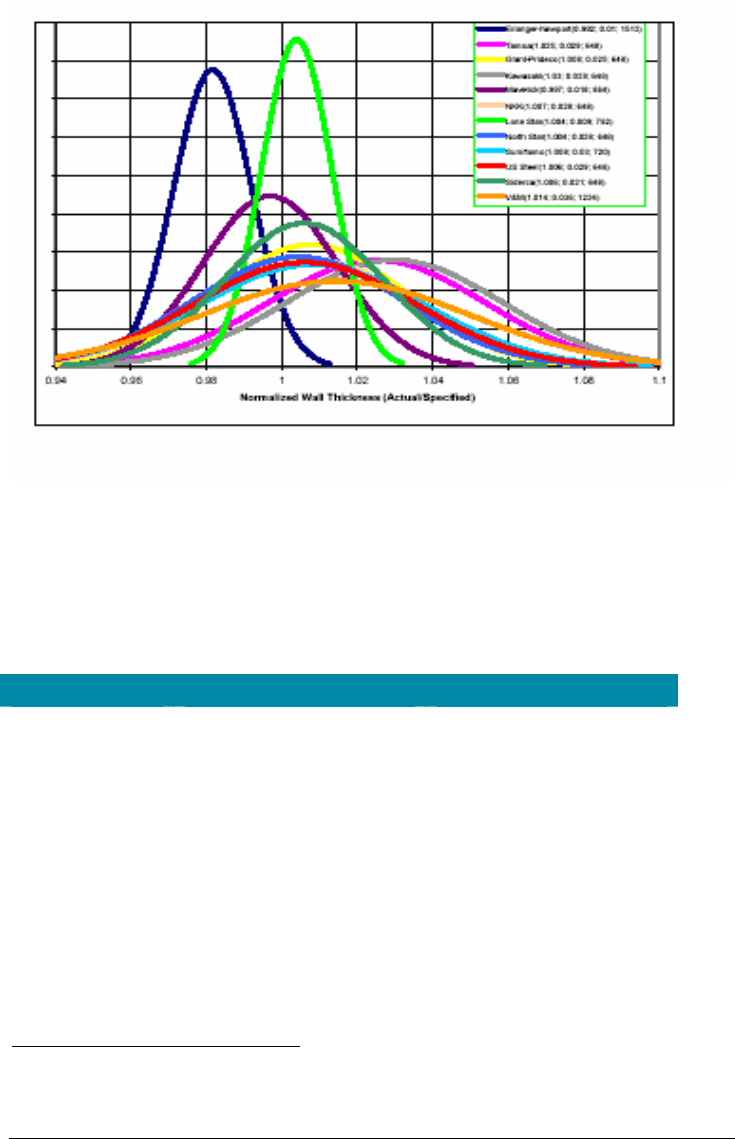
Figure 3-1 presents the measured tube wall-thickness distributions on tubes
manufactured by several mills in a JIP (DEA-130). It shows the normalized tube
wall thickness, the ration of actual wall thickness and specified (nominal) wall
thickness. The wall thickness is shown to have an average value of about 0.98 to
1.02 (average) and a minimum value of about 0.94 to 0.97. (The minimum value
is by statistics on limiting the probability that the wall thickness is less will be
below 1%.) These minimum values are above the API-minimum wall thickness of
87.5% nominal wall.
Figure 3-1. Tube Wall-Thickness Statistical Data
3.6.1 Range
Table 3-4 lists range lengths for tubing and casing.
Table 3-4. Tube Lengths by API Standards
Range Casing Tubing
1 4.9 to 7.6 m/16 to 25 ft. 6.1 to 7.3 m /20 to 24 ft.
2 7.6 to 10.4 m /25 to 34 ft. 8.5 to 9.6 m/28 to 32 ft.
3 34+ ft N/A
All casing should be ordered as Range 3. All tubing should be ordered as Range
2
4
. The increased length is seldom difficult to handle and choosing a longer
average length reduces the number of threaded connections in a string; thus,
reducing both cost and the probability of a connection leak or failure.
4
Contrary to the API values shown in the table, tubing can sometimes be obtained as
Range 3. When this is possible, Range 3 tubing is recommended.
3-6 Casing/Tubing Design Manual
October 2005

3.6.2 Drift Diameter
Drift diameter is an assured inside diameter. As a minimum, the drift diameter as
defined in Table 54 of API Specification 5CT should be ordered.
3.6.2.1 Exceptions
Certain popular weights of casing have special drift diameters that, although
recognized by the API (Table 27 of API Specification 5CT), must still be specified
on the purchase order. A complete list of these special products is given in Table
3-5.
Table 3-5. Special Drift Diameters
Size
(in)
Weight Outside Diameter
mm/(in)
Mandrel Length
mm/(in)
Mandrel Diameter
mm/(in)
7 23.0 177.8/(7.000) 152/(6) 158.75/(6.250)
7 32.0 177.8/(7.000) 152/(6) 152.40/(6.000)
7-5/8
a
52.8 193.7/(7.625) 152/(6) 155.58/(6.125)
7-3/4 46.1 196.9/(7.750) 152/(6) 165.10/(6.500)
8-5/8 32.0 219.1/(8.625) 152/(6) 200.02/(7.875)
8-5/8 40.0 219.1/(8.625) 152/(6) 193.68/(7.625)
9-5/8 40.0 244.5/(9.625) 305/(12) 222.25/(8.750)
9-5/8 53.5 244.5/(9.625) 305/(12) 215.90/(8.500)
9-5/8 58.4 244.5/(9.625) 305/(12) 212.72/(8.375)
9-7/8
a
62.8 250.8/(9.875) 305/(12) 215.90/(8.500)
10-
3/4
45.5 273.1/(10.750) 305/(12) 250.82/(9.875)
10-
3/4
55.5 273.1/(10.750) 305/(12) 244.48/(9.625)
11-
3/4
42.0 298.5/(11.750) 305/(12) 279.40/(11.000)
11-
3/4
60.0 298.5/(11.750) 305/(12) 269.88/(10.625)
11-
3/4
65.0 298.5/(11.750) 305/(12) 269.88/(10.625)
13-
3/8
72.0 339.7/(13.375) 305/(12) 311.15/(12.250)
13-
5/8
a
88.2 346.1/(13.625) 305/(12) 311.15/(12.250)
a
Not currently recognized by API as a valid special drift diameter.
3.6.3 Hydrostatic Test
Hydrostatic testing is performed by the manufacturer on each finished pipe to a
pressure of 20.68 MPa (3,000 psi) or 80% of minimum yield stress whichever is
less, regardless of grade. (Except for grade Q-125, which always requires the
alternate test pressure.) To obtain a higher test pressure, specify testing to the
Casing/Tubing Design Manual 3-7
October 2005